Solid State Synthesis of Non-Equilibrium Phase in Mg–Co and Mg–Fe Systems
via Bulk Mechanical Alloying
Tatsuhiko Aizawa
1, Ken-Ichi Hasehira
1;*and Chikashi Nishimura
2 1Research Center for Advanced Science and Technology, The University of Tokyo, Tokyo 153-8904, Japan
2National Institute of Materials Science, Tsukuba 305-0047, Japan
Mg–Co and Mg–Fe systems were employed as a candidate hydrogen storage alloy. Different from Mg–Ni system, there exist no line compounds of Mg2Co and Mg2Fe. Non-equilibration of these compounds is indispensable to make solid state synthesis. Bulk mechanical alloying was applied to this non-equilibration of Mg2Co with success. Planetary ball milling was also utilized to discuss the process efficiency of bulk mechanical alloying. In particular, the on-line monitored energy density was used to describe the homogeneous refining and solid-state reaction with increasing the number of cycles. Through SEM observation of intermediate phase change, the solid-state reaction commences when the total energy density exceeds the critical limit. SEM/EDX and XRD analyses assured that the synthesized non-equilibrium phase should be Mg2Co. The Goldschmidt-factor analysis was used to determine that the synthesized Mg2Co has mainly fcc-structure. No significant change of XRD profiles was observed even when increasing the holding temperature. This Mg2Co is quasi-stable, non-equilibrium phase even at the elevated temperature. In case of Mg–Fe system, the initial elemental particle mixture was homogeneously refined. Under the similar condition to the solid-state synthesis of Mg2Co, however, Mg2Fe was not synthesized even via bulk mechanical alloying. Through precise analysis, non-equilibrium phase with high iron content was recognized, so that non-equilibration via the bulk mechanical alloying might well be effective to investigate the solid state synthesis of binary compounds even in Mg–Fe system.
(Received November 13, 2002; Accepted February 5, 2003)
Keywords: non-equilibration, bulk mechanical alloying, solid-state synthesis, Mg–Co, Mg–Fe, Mg2Co, hydrogen absorption
1. Introduction
As illustrated in the periodic table, nickel, cobalt and iron have common physical and chemical properties. Table1
listed the typical features common to these three elements. Since they are typical, transient metallic elements, they are widely used in various applications especially as ferro-magnetic materials.1) Since magnesium is a para-magnetic element, the magnetic behavior for elemental mixture or alloy in Mg–X (X = Ni, Co and Fe) system becomes an indicator of refinement or reaction.
Pure magnesium with the purity of five to six nines, has good corrosion resistance as reported in Ref. 2). Reference 3) told that magnesium alloys indicate severe corrosion when the content of nickel, cobalt or iron exceeds a limit. Typical example is seen in Mg–Fe system: small addition of iron into magnesium exaggerated the corrosion rate. Considering that Mg + 2(H2O)!Mg(OH)2+ H2takes
place in this corrosion reaction, this significant sensitivity to amount of additive elements must be attributed to the
catalytic role of nickel, cobalt and iron in the magnesium. The nickel, cobalt or iron segregates form a local electro-chemical cell to enhance the formation reaction of hydroxide. In other words, the affinity of Mg–H can be controlled by the affinities between Ni/Co/Fe–H.
Significant difference among these three elements can be seen in their binary phase diagram against magnesium.3)As compared in Fig. 1, the solid solubility of nickel, cobalt and iron into magnesium is very low:e.g.,<0:01at% for nickel,
<0:001at% for cobalt, and 0.00043 at% for iron. There are two line compounds in Mg–Ni system: hydrogen absorbing compound, Mg2Ni and Laves phase, MgNi2. One line
compound in the Laves phase is reported in Mg–Co system: MgCo2. No compounds exist in Mg–Fe system. Especially
both in Mg–Co and Mg–Fe systems, there are no equilibrium phases other than original elements for the magnesium content less than 50 at%.
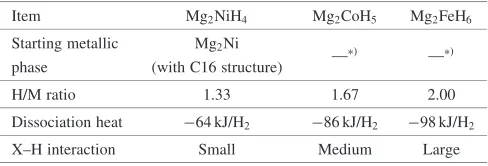
To be interested, their hydrides are reported as a stable phase: Mg2NiH4, Mg2CoH5 and Mg2FeH6. As listed in
Table2, the number of hydrogen atoms increases one-by-one in the order of nickel, cobalt to iron. In Mg–Ni system, Mg2Ni corresponds as a metallic phase (or -phase) to
Mg2NiH4. While no metallic phases exist in the
correspond-ing manner to Mg2CoH5 and Mg2FeH6. This difference
suggests that the affinity of Co–H or Fe–H is sufficiently large to control the affinity of Mg–H due to the weak bondage between Mg and Co/Fe. This situation might well be attractive to reduce the enthalpy barrier during hydrogenation and de-hydrogenation and to reduce the operating tempera-ture for hydrogen absorption and desorption. Hence, non-equilibrium, metallic phase in Mg–Co and Mg–Fe systems must be attractive, not only to search for new types of material system with hydrogen absorption and desorption, working at the relatively low temperature, but also to investigate how to modify the original
hydrogenation–de-Table 1 Physical properties of nickel, cobalt and iron.
Item Nickel Cobalt Iron
(Ni) (Co) (Fe)
Atomic number 28 27 26
Atomic mass 58.7 58.9 55.8
Atomic radius/nm 0.124 0.125 0.126
Melting point/K 1726 1768 1808
Crystalline structure fcc hcpbcc
Saturated magnetization/G 484 1422 1714
*Graduate Student. The University of Tokyo.
[image:1.595.48.290.647.748.2]hydrogenation processes of magnesium.4–6)In fact, the ball-milling type mechanical alloying was applied to synthesize the non-equilibrium phases in Ref. 6).
In this paper, Mg–Co and Mg–Fe systems are employed to investigate the possibility of solid state synthesis of metallic compounds to be utilized as a starting phase in the hydrogenation process. Bulk mechanical alloying (BMA) is mainly used to synthesize the non-equilibrium phase in both systems. Different from the synthesis of compounds in Mg– Ni via BMA,7–10)the adequate chemical composition as well as BMA-process conditions must be surveyed in the study. In addition, the solid state reaction to non-equilibrium phase, or, non-equilibration process, is also described objectively by using the time history of applied energy density and the change of magnetic properties during BMA. The planetary ball milling is also utilized to evaluate the processing efficiency via BMA. XRD (X-ray diffraction), SEM (Scan-ning Electron Microscope) and EDX (Energy dispersive X-ray spectroscopy) are used to make structural analysis of the synthesized phase. Hydrogen absorbing capacity is evaluated from the pressure composition isotherm measurement as a preliminary experiment.
2. Design of Non-equilibrium Phases for Hydrogen Storage Alloys
In the material search for a candidate hydrogen storage alloy, there are two ways to be selected. In the first approach, the targeting hydride is once synthesized to investigate its desorption process. As seen in Ref. 11), most of the synthesized hydrides sometimes become too stable to release the hydrogen even in partial. In the second way, the metallic phase is first formed to investigate the hydrogen absorption behavior with or without activation treatment. In Mg–Ni system, Mg2Ni was selected for solid-state synthesis to have
investigated the absorption behavior8)and to have discussed the nickel enrichment effect on the modification of hydro-genation process.12) As had been stressed in Refs. 12) and 13), if the non-equilibrium phase materials or the amorphous materials are used as a starting metallic phase, then, the hydrogen absorption process is often enhanced to commence the hydrogenation even at the room temperature, or, to have low-temperature hydride phase. Furthermore, as had been reported in Ref. 14), the starting materials might well be designed to have polymorphous structure.
In the non-equilibrium phase, hydrogen absorbing material design, there are another two ways. The first way is small addition of second constituent element to hydrogen
[image:2.595.51.288.66.742.2]absorb-Fig. 1 Characteristic features of binary phase diagram for Mg–X (X: Ni, Co and Fe).
Table 2 Properties and performance of hydrides Mg2XHyfor X = Ni, Co and Fe and fory¼4;5and 6.
Item Mg2NiH4 Mg2CoH5 Mg2FeH6
Starting metallic Mg2Ni
—Þ —Þ
phase (with C16 structure)
H/M ratio 1.33 1.67 2.00
Dissociation heat 64kJ/H2 86kJ/H2 98kJ/H2
X–H interaction Small Medium Large
[image:2.595.305.549.94.177.2]ing, pure magnesium. Just as seen in the results, where small addition of nickel significantly modified the hydrogen absorbing behavior of magnesium without reduction of hydrogen storage capacity,15) small addition of cobalt or iron leads to significant modification of original properties to pure magnesium. In particular, remembering that iron has very little solubility to magnesium and that corrosion of magnesium is enhanced with iron segregates in magnesium, super-saturated solid solution of iron into magnesium must be a new way to change the original reactivity of magnesium to hydrogen.
The second way is non-equilibration of compounds or alloys having the pseudo-stoichiometric composition. As pointed out in the non-equilibration of Mg2Ni, it has a
relatively wide miscibility gapas the crystalline structure of Mg2Ni.12) Hence, since no compounds in the equilibrium
phase are present, Mg2Co or Mg2Fe have the possibility to
have wider miscibility gapas a compound. To be noticed in the following experiment, nearly the same XRD profiles were obtained for the synthesized product having higher cobalt contents; various phases can be available to investigate the Co-enrichment effect on the hydrogen-absorbing behavior of Mg2Co.
3. Experimental Procedure
In the present experimental approach for solid-state synthesis, two types of mechanical alloying were used to make non-equilibration for Mg–Co and Mg–Fe systems. The bulk mechanical alloying (BMA), was mainly utilized to synthesize the non-equilibrium phase, magnesium base cobalt and iron alloys. As had been discussed in Ref. 5), the applied mechanical energy was on-line monitored to describe the transient behavior of processed materials with increasing the number of cycles. The planetary ball milling was used here to discuss the possibility of solid-state synthesis during the ball milling and to compare the processing time between two different approaches.
Figure2(a) showed the planetary milling apparatus. A vial, housing the mixture of milling balls and initial powders with the specified ratio, was placed in this apparatus. The controlling parameters are: rotational and revolving speeds to accelerate the refining and solid-state reaction during milling. On the other hand, the laboratory-scaled BMA-system was depicted in Fig. 2(b). As had been insisted in Refs. 16–18), the BMA-base powder metallurgy process is composed of the above laboratory-scaled BMA for materials search via the solid state synthesis and the production-oriented BMA for fabrication of targeting materials with high efficiency.
As had been stated elsewhere,19–21) the repeated plastic work is applied to the starting materials by controlling the movement of lower/upper punches and dies. Table3showed that 40 to 45% of total input energy is used for plastic working. The rest was wasted for rigid motion of punches, friction and heat losses. The loading pass schedule in BMA is designed to have the materials inside the die cavity undergo severe shear stress and pressure. In the laboratory-scaled BMA, one forward extrusion mode and two compression modes are scheduled into one cyclic loading; eighty to ninety
percentage of the plastic work (Wp) is supplied in the shear
flow of materials.22) This Wp is given in general by
integration of (flow stress) (equivalent strain rate) over the plastically deforming portion. Although the strain rate distributes in the processed sample, the average strain rate is prescribed by (threading speed in punching)/(stroke). Hence, the average strain rate becomes constant when using the same loading pass schedule in BMA. In the rough sense, Wp is
proportional to the flow stress. In fact, as depicted in Fig. 3,
[image:3.595.324.524.69.497.2]Fig. 2 (a) Outlook of the planetary milling apparatus. (b) Outlook of the laboratory-scaled bulk mechanical alloying.
Table 3 Contribution of mechanical work and loss items to the total energy input through the bulk mechanical alloying.
Item Contribution to total Specific energy per cycle applied energy For AZ 91
Plastic work 40–45% 3.5 kJ/cycle
Rigid motion 55–50% 4.5 kJ/cycle
Heat loss 5% 0.6 kJ/cycle
Frictional work minimum —
[image:3.595.306.549.572.659.2]experimentally measuredWpincreases linearly with increase
of the flow stress for various sample materials. Hence, if little change takes place in the flow stress, the plastic work must be nearly constant.
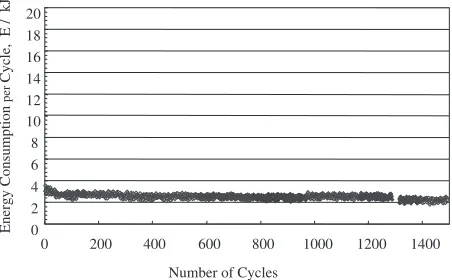
In BMA, total applied energy per a cycle is on-line monitored all through the process and stored into disc as its time history. Figure4depicted a typical time history of on-line monitored mechanical energy per a cycle in Mg–Co. In the normal operation during BMA, mixing, refining and homogenizing processes take place in materials under the constant supply of energy density, so that the monitored energy per a cycle should be nearly constant irrespectively of the number of cycles. If these normal processes are followed by solid solution formation, or, solid-state synthesis, the increase of applied energy per a cycle is detected in its time history.
Assuming that the whole sample could be in elasto-plastic state, the plastic work can be roughly evaluated by integra-tion of the plastic energy density during forward extrusion. Ref. 21) suggested that the average shear strain rate might be 1 s1; necessary data were listed in Table4. The flow stress
of cobalt and magnesium powder mixture with the molar ratio of Mg70C030, was provided by using the mixture rule and porous-media approximation:22) ¼ ð1Þð0:7
Mgþ0:3CoÞ.denotes the porosity, and,MgandCo,
the flow stress of pure magnesium and cobalt, respectively. Since the processing time for forward extrusion is two seconds in BMA, the specific energy per a cycle, was estimated by 780 J/cycle. Remembering that the plastic work per a cycle (Wp) is 40% of total specific applied energy (W),
W can be provided by 2 kJ/cycle. This assures, that W ¼2{3kJ/cycle in Fig.4 is just corresponding to the
energy wasted for plastic work. In other words, the applied energy ofW ¼2{3kJ cycle forN<1750is only responsible for plastic work to make homogeneous refining and mixing. Hence, no change could occur ifW were kept constant in the level of 2–3 kJ/cycle althrough the processes in BMA; acceleration of mechanical energy supply must be indispen-sable to ignite the solid state synthesis.
As had been discussed in Refs. 4) and 5), the processing condition must be optimized to make solid state synthesis even via the bulk mechanical alloying. Both the initial molar ratio and the relative density during processing were varied in Mg–Co system: the cobalt atomic percentage from 10 to 40% and the relative density from 80% to 65% T.D. In general, when the initial cobalt atomic percentage is less than 20%, no increase ofWpwas detected in the online-monitoring during
BMA. In BMA with the constant relative density, 80% T.D., the friction loss is sometimes exaggerated too much to make continuation of BMA. In the following experiments, Mg70Co30 and Mg70Fe30 were employed as an initial molar ratio of magnesium versus cobalt or iron. The relative density was constant, 70% T.D. The blended of pure magnesium and cobalt with the weight of about 30 g, was poured into a die cavity and subjected to repetitive plastic loading with the prescribed pass schedule.
4. Experimental Results
Mg–Co and Mg–Fe binary systems were employed to investigate whether non-equilibrium phase can be synthe-sized in the solid state.
4.1 Mg–Fe system
Magnesium granules with the purity of 99.99% and the size of 2–3 mm, and iron powders with the purity of 99.9% and particle size under#300 mesh, were blended and mixed with the molar ratio of Mg70Fe30. This starting elemental mixture was subjected to the cyclic loading during BMA with the constant relative density of 70% T.D. Figure5 depicted the variation of XRD profiles with increasing the number of cycles. With increasing the number of cycles upto N¼2000, the peak intensities both for Mg and Fe were monotonically reduced; no new peaks were seen in their XRD profiles. When N¼5000, the peaks for iron can be seen while the typical triplet peaks for magnesium were invisible. To be noticed is that new peaks can be seen in XRD profiles. 0 20 40 60 80
0 50 100 150 200
Yield Stress of Alloys, σ/MPa
W(plastic) / MJ kg
-1 Al Mg AZ91 Al-12%Si BMA-Sample (N=200)
Fig. 3 Dependence of the plastic work on the flow stress for various sample materials. 0 2 4 6 8 10 12 14 16 18 20
0 200 400 600 800 1000 1200 1400
Energy Consumption
per
Cycle, E / kJ
Number of Cycles
[image:4.595.64.275.74.164.2]Fig. 4 Typical time history of the monitored energy in Mg–X system.
Table 4 Estimate of the plastic work per a cyclic loading for refining and mixing in BMA.
Item
Flow stress Pure magnesium: 40 MPa
Pure cobalt: 80 MPa
Flow stress of powder mixture Mg70Co30 mixture: 52 MPa
Average strain rate 1/s
Mass of processed sample 30 g
Volume of processed sample 7.5 cm3
Specific plastic power 390 J/s
[image:4.595.303.549.93.217.2] [image:4.595.57.283.627.767.2]No significant increase of input mechanical energy was detected in Fig. 6. This suggested that most of plastic work during BMA might be wasted for refining and homogeneous mixing of iron particles in the magnesium matrix. Figure7(a) depicted a typical microstructure of BMA sample processed to N¼5000. Fine particles with the diameter of 2–3mm, distribute in the matrix. As proven by EDX analysis in Fig.
7(b), main composition of these particles is iron while 6 at% iron was detected in the magnesium matrix. This noticeable solid solution of iron into magnesium corresponds to the new phase in Fig.5. Remembering that iron has very little solubility into magnesium, this enhancement of solid solubility might be intrinsic to microstructure control via the bulk mechanical alloying.
4.2 Mg–Co system
The same pure magnesium granules as used in the above were premixed with the cobalt powders with the purity of 99.9% and the particle size under#300 mesh. This powder mixture is blended with the molar ratio of Mg70Co30 and poured into a die cavity. In the similar processing conditions, the above elemental mixture was BMAed to the specified number of cycles. Figure8 showed the variation of XRD profiles with increasing the number of cycles (N). Upto N¼1750, the intensities of characteristic triplet peaks to magnesium and cobalt, were reduced with N. When N>1750, the XRD profile changes itself significantly from that for the refined powder mixture of magnesium and cobalt. This implies that non-equilibration reaction commences for N>1750.
Figure9 depicted the time history of on-line monitored mechanical energy per cycle withN. Although the same pass schedule was utilized all through the process, the energy per cycle with 3–4 kJ/cycle in the initial stage began to increase withN for N>800 and became constant, about 9 kJ/cycle for N>1400. Considering that significant broadening of peaks took place in the XRD profiles for N>1000, this increase of the applied energy must be caused by the increase of flow stress during homogeneous refining of cobalt into magnesium matrix. For N>1200in Fig.9, higher specific energy was applied to continue the bulk mechanical alloying process. Hence, the solid state reaction takes place in this high energy transfer condition.
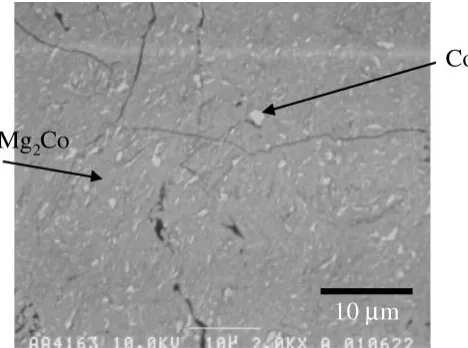
Significant XRD profile change between N¼1750 and N¼2000, implies that the solid state reaction should be enhanced at this stage. Microstructure of BMA sample at N¼1750 was shown in Fig.10. Local chemical composi-tions were analyzed by EDX with the spatial resolution of about 1mm. This microstructure was divided into three regions: gray matrix, light gray zone and white area. Owing to EDX, the gray zone was a magnesium matrix, the white area was a residual cobalt particle and the light gray zone was Mg2Co. Hence, whenN¼1750, the solid state reaction to
Mg2Co commences together with homogeneous refining of
cobalt particles in the magnesium matrix. On the contrary, whenN¼2000, most of starting materials were synthesized to Mg2Co together with small amount of residual cobalt
dotted in the reacted phase matrix, as shown in Fig.11. This assures that non-equilibration with solid state synthesis commences in the early stage of high-energy transfer region and the yield of synthesized Mg2Co is significantly promoted
with increasing the energy density.
5. Discussion
Mixture of magnesium with nickel, cobalt or iron is a composite of para-magnetic and ferro-magnetic materials. Hence, variation of magnetic properties with increasing the number of cycles during BMA must be an indicator of commencement of solid state synthesis. As had been discussed in Refs. 23–25), Co–Cu system was employed to describe the solid solution formation with increasing the number of cycles in BMA by monotonic decreasing of
20° 30° 40° 50°
2
θ
60° 70° 80° Fe(44.67)
Fe(65.02)
Fe (82.33)
Mg MgMg
Mg Mg
Mg Mg
Mg Mg
Mg
N=5000
N=2000
N=1500
N=1000
Fig. 5 Variation of XRD profiles with increasing the number of cycles for Mg–Fe system.
0 2 4 6 8 10 12 14 16 18 20
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000
Energy Consumption per Cycle, E / kJ
Number of Cycles, N
[image:5.595.56.284.71.361.2] [image:5.595.307.544.75.214.2]saturated magnetization. In that case, ferro-magnetic cobalt forms the solid solution with non-magnetic copper, and, the formed solid solution, Cu (Co), is also non-magnetic. Hence, monotonic reduction of saturated magnetization with in-creasing the number of cycles, is just corresponding to gradual solid solution formation in Co–Cu system.
Fig. 7 Microstructure of BMA sample atN¼5000: a) SEM micrograph and b) typical EDX analysis.
30° 40° 50°
2
θ
60° 70°
Co Mg Mg Mg
N=2000
N=1750
N=1250
N=1000
N= 750
N= 500
N= 250
Fig. 8 Variation of XRD profiles with increasing the number of cycles for Mg–Co system.
0 2 4 6 8 10 12 14 16 18 20
0 200 400 600 800 1000 1200 1400 1600
Number of Cycles
Energy per Cycle, E / kJ
[image:6.595.75.527.62.472.2] [image:6.595.56.281.526.757.2] [image:6.595.313.543.526.656.2]Figure12 depicted the variation of magnetization curves against the applied magnetic field with increasing the number of cycles. Except for the initial stage withN<500, nearly the same magnetization response was obtained forN<1750. The measured sample includes 30 at% cobalt, or, about 70 mass% cobalt. The saturated magnetization at the room temperature (Ms) is 160 emu/g for cobalt. Since cobalt has little solubility into magnesium, the theoretical bound ofMs
for the mixture sample is given by about 110 emu/g. The magnetization curves withMs= 80–90 emu/g forN<1750
implies that the processed materials are homogeneously refined but are still a mixture of magnesium and cobalt. Ms
commenced to decrease atN¼1750and it was significantly reduced at N¼2000 in Fig. 12. This reduction of Ms
indicates the onset of solid state reaction from refined elemental mixture in Mg–Co to Mg2Co, which might be in
the non-magnetic phase.
In previous studies,23–25)the coercive force,Hcwas found
to be sensitive to the refined cobalt particles size (RCO). In
particular, when RCO is reduced below the critical size, Hc
becomes nearly zero, and, the materials are in the super-para magnetic state. Hc decreased slightly with increasing the
number of cycles butHc¼280Oe even atN ¼2000. This
suggests that solid-state synthesis might take place even when the refined cobalt size is relatively large enough to have ferro-magnetization. The detail studies are necessary to investigate the effect of cobalt particle size in refined elemental mixture on the commencement of solid-state synthesis.
Both the planetary milling and the bulk mechanical alloying were utilized for particle size refinement and solid-state synthesis. The processing time is often an issue of discussion for industrial application of mechanical alloy-ing process. Variation of XRD profiles with the elapsed time was first compared between two processes. Figure13
depicted a typical variation of XRD profiles obtained by the planetary ball milling. It was found from comparison to Fig.8, that nearly the same intensities of magnesium as observed at N¼1750 in Fig.8 were detected when t¼540ks (150 h). Since one cyclic loading requires eight seconds in BMA, the total time uptoN¼1750was 14 ks or 3.9 h. Hence, the processing time can be reduced into about
1=40 of the milling time by using BMA. As before mentioned, a production-oriented BMA system can be utilized to further improve the production efficiency.
The point to be noted here is that no commencement of solid-state synthesis was recognized in the planetary ball milling even by increasing the milling time upto 900 ks (250 h). This might be because the mechanical energy by milling is insufficient to refinement of cobalt in Mg–Co mixture and to ignite the reaction to Mg2Co. In Ref. 6),
solid-state synthesis of Mg2Co via ball milling was detected.
[image:7.595.51.288.69.249.2] [image:7.595.321.527.72.306.2]Hence, applied energy control must be essential when using the ball milling type of mechanical alloying. In case of the bulk mechanical alloying, since the applied energy per a cycle is constant, the totally applied energy (W) to the processed samples monotonically increases with the number of cycles. As shown in Fig. 9, the applied energy per a cycle increases to enhance the solid reaction:W ¼4420kJ atN¼ Fig. 10 Microstructure of BMA sample atN¼1750.
Fig. 11 Microstructure of BMA sample atN¼2000.
0 100
80
60
40
20
-20
-40
-60
-80
20 40 -20
-40 External filed /kOe
Magnetization /
emu
/g
N=250 N=500 500 < N <1750
N=2000
[image:7.595.51.285.298.472.2]1750andW ¼5674kJ atN¼2000. Remembering that 40% of this energy is transformed to materials as a plastic work, the total energy density (U) is given by 64.3 kJ/g atN¼1750
and U¼82:6kJ/g atN¼2000. Synthesis of Mg2Co over
N¼2000 implies that mechanical energy exceeding the critical limit must be applied to materials to ignite the solid-state reaction. U¼80kJ/g might be an effective limit to commence the solid-state reaction from the refined Mg–Co mixture to Mg2Co via the bulk mechanical alloying.
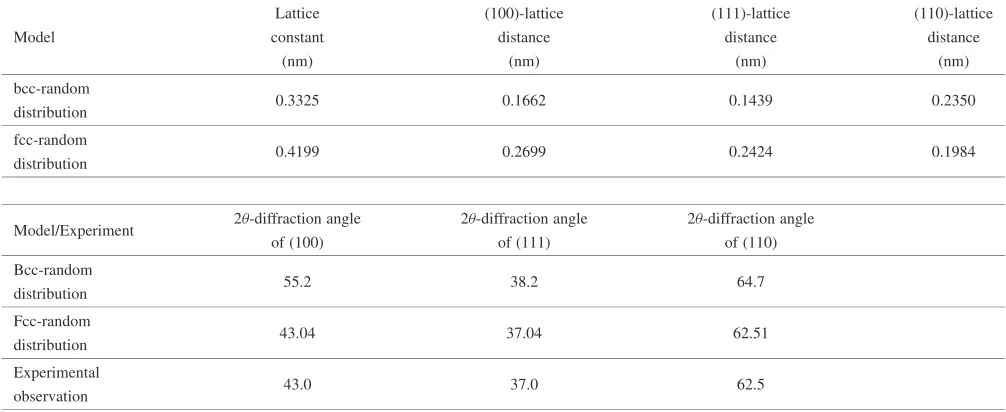
In order to identify the crystalline structure of Mg2Co, the
Goldschmidt factor analysis was used. In this analysis, random distribution of constituent atoms in the specified crystalline structure is assumed to estimate the lattice constant, the lattice distance and the diffraction angles. Direct comparison of the diffraction angles between estima-tion and experimental analysis, determines the most appro-priate crystalline structure. In this simulation, the Goldschmidt atomic radius for magnesium and cobalt, or, R(Mg) and R(Co) were prescribed by R(Mg) = 0.16 nm and R(Co) = 0.125 nm, respectively. Table5summarized typical two simulations assuming bcc-random and fcc-random distributions for Mg2Co. The calculated diffraction angles
of2 by assuming the fcc-random distribution, were in fairly good agreement with the experimental data, so that the synthesized Mg2Co has mainly fcc-structure.
In general, the non-equilibrium phase material often becomes unstable at the elevated temperature. Heating is an important tool to accelerate hydrogenation process, so that the candidate hydrogen storage alloys must have sufficient stability in the operating temperature range. Figure14
depicted the variation of XRD profiles with increasing and decreasing the holding temperature. Little or no change of XRD profiles was seen even at 773 K. Although MgCo2
could be synthesized, no MgCo2peaks were detected even in
trace level; with increasing the holding temperature, peak intensities of fcc-structured Mg2Co increased. This implies
that the synthesized Mg2Co must be stable upto 773 K and
full reaction to Mg2Co takes place during heat treatment. To
be noticed, both bcc-structured and cubic-structured Mg2Co
peaks were also detected with main peaks of fcc-structured Mg2Co. This suggests that Mg2Co is possible to have
polymorphic crystalline structure.
As the preliminary study on the hydrogen absorption and desorption behavior of the synthesized Mg2Co, the
pressure-composition isothermal curves were measured at the room temperature (293 K) without activation operation. Although the hydrogen absorption rate was very slow without activa-tion process, the hydrogen can be absorbed up to H/M =
20
°
40
°
2
θ
60
°
Mg
Mg
Mg
Co
[image:8.595.56.287.68.371.2]t
H= 468 ks
t
H= 396 ks
t
H= 324 ks
t
H= 252 ks
t
H= 180 ks
t
H= 108 ks
t
H= 36 ks
Fig. 13 Variation of XRD profiles with increasing the milling time in the planetary ball milling.
Table 5 Comparison of Bragg diffraction angles between the calculated by the Goldschmidt-factor analysis and the experimental results.
Lattice (100)-lattice (111)-lattice (110)-lattice
Model constant distance distance distance
(nm) (nm) (nm) (nm)
bcc-random
0.3325 0.1662 0.1439 0.2350
distribution
fcc-random
0.4199 0.2699 0.2424 0.1984
distribution
Model/Experiment 2 -diffraction angle 2 -diffraction angle 2 -diffraction angle
of (100) of (111) of (110)
Bcc-random
55.2 38.2 64.7
distribution
Fcc-random
43.04 37.04 62.51
distribution
Experimental
43.0 37.0 62.5
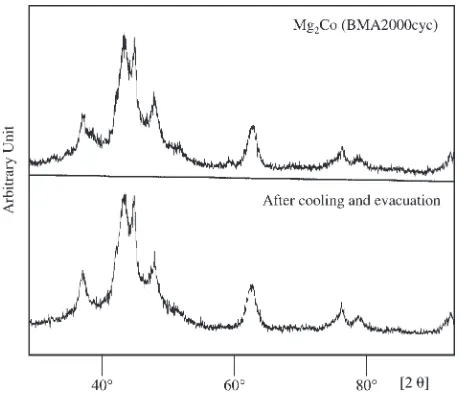
[image:8.595.46.549.580.786.2]0.84–0.95, or, 2.7–3.0 mass%. Figure15compared the XRD profiles before and after this PCT measurement. No change observed in this comparison, assured that de-hydrogenation process from Mg2CoHx to Mg2Co takes place normally.
Mg2Co has mainly fcc structure and H/M is nearly unity; then
x¼3 for Mg2CoHx. This implies that only octahedral
interstices are occupied by hydrogen while tetrahedral interstices are vacant. This characteristic feature was also observed in the PCT measurement even when increasing the holding temperature. Further precise study is necessary to investigate the relationshipbetween the interstitial occupa-tion of hydrogen in Mg2Co and its crystalline structure.
6. Conclusion
Mg–Co and Mg–Fe binary systems were employed to investigate the possibility of solid state synthesis of non-equilibrium, metallic phase material as a starting compound for hydrogenation. Mg2Co can be successfully synthesized
via the bulk mechanical alloying. The synthesized compound might have a capacity of hydrogenation at the room
temperature. Different from the previous report in Ref. 6), no new phases of Mg2Co can be synthesized via the
ball-milling type mechanical alloying. The energy criterion must be effective as a necessary condition for full-reaction into Mg2Co through the solid-state synthesis via the bulk
mechanical alloying, or, the ball-milling.
No new phases like Mg2Fe can be synthesized in Mg–Fe
system even by using the bulk mechanical alloying. Although very little solid solubility of iron is allowed to magnesium, significant solid solubility more than five atomic percent can be seen in the synthesized magnesium matrix. The rest iron particle size in this matrix was finely reduced to sub-micron order. This suggests that chemical modification by solid solution of iron into magnesium should be successfully performed to control the hydrogenation and de-hydrogena-tion processes at the presence of iron in the magnesium.
Magnetization is thought to be a indicator to describe the homogeneous mixing, refining and alloying processes in Mg– X systems for X = Ni, Co and Fe. In the present paper, different from Cu–Co system, fine correlation between variations in the measured magnetization via VSM and the XRD profiles with increasing the number of cycles in BMA, cannot be seen. Further study is also necessary to consider the solid-state reaction process of X-element into magnesium.
Acknowledgements
This study was financially supported in part by the Grand-in-Aid from the MEST (Ministry of Education, Culture, Sports, Science and Technology) on the priority group of platform science and technology on the advanced magnesium alloys with the contract of#11225205.
REFERENCES
1) S. Iida, K. Ohno, K. Kamimae, H. Kumagai and S. Sawada, Eds.: Handbook on Physical Properties(Asakura-Shoten, 1994) 124–128. 2) H. Tsubakino, A. Watanabe, A. Yamamoto and S. Fukumoto: Mater.
Sci. Forum351(2000) 235–240.
3) J. D. Hanawalt and C. E. Nelson: Trans. AIME147(1942) 273–277. 4) T. Aizawa and K.-I. Hasehira: Mater. Sci. Forum 419–422 (2002) 989–
994.
5) T. Aizawa, K.-I. Hasehira and C. Nishimura: Proc. 11th Int. Symposium on Processing and Fabrication of Advanced Materials, X (2002, Oct. Ohio) (in press).
6) J.-L. Bobet, E. Akiba and B. Darrier: J. Alloys Compd.297(2000) 192– 198.
7) T. Aizawa, T. Kuji and H. Nakano: J. Alloys Compd.291(1999) 248– 253.
8) T. Aizawa: Mater. Sci. Forum351(2000) 299–310.
9) T. Aizawa, T. Kuji and H. Nakano: Mater. Trans.42(2001) 1284– 1292.
10) T. Aizawa, T. Kuji and H. Nakano: Proc. 10th Int. Symposium on Processing and Fabrication of Advanced Materials, ASM International (2001) 164–183.
11) H. Takamura, T. Amemiya, A. Kamegawa and M. Okada: Mater. Sci. Forum351(1999) 315–320.
12) T. Kuji, N. Nakano and T. Aizawa: J. Alloys Compd.330–332(2002) 590–596.
13) S. Orimo and H. Fujii: J. Appl. Phys. A72(2001) 167–186. 14) E. Akiba, H. Enoki and Y. Nakamura: Pro. 10th Int. Symp. Processing
and Fabrication of Advanced Materials, X, ASM International (2001) 199–213.
[image:9.595.52.289.73.249.2] [image:9.595.54.286.297.495.2]15) J.-I. Yagi, T. Akiyama and L. Li: Pro. 10th Int. Symp. Processing and Fabrication of Advanced Materials, X, ASM International (2001) 223– Fig. 15 Comparison of XRD profiles before and after PCT measurements.
237.
16) M. Mabuchi, K. Halada and T. Aizawa: Mater. Trans.42(2001) 285– 291.
17) K. Kondoh and T. Aizawa: Proc. Powder Metallurgy World Con-gress—2002, 1 (2002, June, Orlado) 115–128.
18) T. Aizawa, R. Tsuzuki and K. Kondoh: Proc. Powder Metallurgy World Congress—2002, 1 (2002, June, Orlando) 137–148.
19) T. Aizawa, K. Tatsuzawa and J. Kihara: J. Faculty of Engineering, University of Tokyo. XLII (1993) 164–183.
20) T. Aizawa, T. Luangvaranunt and K. Kodoh: J. Japan Inst. Metals65
(2001) 581–588.
21) T. Luangvaranunt, K. Kondoh and T. Aizawa: Mater. Trans.43(2002) 1178–1182.
22) T. Aizawa, J. Kihara and D. J. Benson: Mater. Trans., JIM36(1995) 138–145.
23) C. Zhou, T. Aizawa and K. Tatsuzawa: J. Jpn. Powder & Powder Metallurgy46(1998) 1202–1206.