International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 4, Issue 2, February 2014)
850
An Analysis the Effect of Process Parameters on Heat Affected
Zone in Laser Cutting Using Response Surface Methodology
Kaushal Pratap Singh
1, Susheel Kumar Upadhyay
2, Deepak Kumar Gupta
3, Sahil Panu
4, Girish Dutt Gautam
5 1, 4, 5Department of Mechanical Engineering Jaypee University of Information Technology, Samirpur, Hamirpur-HP (India)2Asstt.Prof, Department of Mechanical Engineering P.K.I.T.M, Mathura-UP (India)
3M-Tech scholar, Department of Mechanical Engineering, BON Maharaj Engg college, Vrindavan -Mathura.- UP(India)
Abstract - Laser beam machining (LBM) is one of the advanced machining processes which are used for shaping almost whole range of engineering materials. Laser beam machining process is depends on the thermal properties of the material rather than the mechanical properties, and due to thermal property, Heat Affected Zone (HAZ) always present in LBM. In this research work, the effect of process parameters such as laser power, cutting speed, gas pressure on Heat Affected Zone (HAZ) for Polymethyl methacrylate (PMMA) material in laser cutting are discussed. L-27 orthogonal array was selected for full factorial design to better understanding of interaction between process parameters. The values of heat affected zone (HAZ) for Polymethyl methacrylate material were calculated using model equations and Box-Behnken design of response surface methodology is used to analysis of HAZ for polymethyl methacrylate
Keywords-- Laser Cutting, Polymethyl methacrylate, Heat Affected Zone, Response Surface Methodology.
I. INTRODUCTION
Emergence of advanced engineering materials, stringent design requirement, and intricate shape and unusual size of work piece restrict the use of conventional machining methods. Hence, it was realize to develop some nonconventional machining methods known as advanced machining processes. There are many advancement in process are being used in industries such as Electron Beam Machining (EBM), Electro- Chemical Machining (ECM), Electrical Discharge Machining (EDM), Ion Beam Machining (IBM), Laser Beam Machining (LBM) and Abrasive Water Jet Machining (AWJM) etc. are increasingly being used as alternative to conventional machining techniques because of it is restricted for advanced engineering materials, stringent design requirements, intricate shape and unusual size of work piece. LBM is one of the advanced machining processes which are used for shaping almost whole range of engineering materials. Major application of laser beam is mainly in cutting of metals and non- metals, soft and difficult to machine (DTM) materials.
The laser is directed at the required surface and moved around to cut the materials in the desired shape. LBM being a non conventional machining process requires high investment and offers poor efficiency so high attention is required for better utilization of resources. The values of process parameter are determined to yield the desired product quality and also to maximize the process performances. In LBM there are many factors such as beam parameters, material parameters and machining parameters which affects the various quality characteristics, e.g. surface roughness, Heat Affected Zone (HAZ), recast layer, etc. A lot of experimental and therothecal investigation have been done to analyze the effect of process parameter on cut geometry and cut surface quality. Design experimental approach is superior from other approach because it is a systematic and scientific way of planning the experiments, collection and analysis the data with limited use of available resources. Nd: YAG and CO2 are most widely used for LBM application. Form the early days of the high power laser, Nd: YAG laser were only available in pulsed mode while CO2 laser were available both in pulsed and continuous (CW) mode. Today both laser types are available as pulsed and CW.
Pulsed Nd: YAG laser beam used by Lau et al. [1] for experimentation to see the effect of HAZ on 2.5 mm thick carbon fibre composite plate with some parameters. They found that HAZ increases with increase the pulse width, pulse frequency, pulse energy and decreasing with the feed rate. They also observed that HAZ will be more when compressed air used as assist gas while argon used as assist gas have smoother cut surface and less HAZ.
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 4, Issue 2, February 2014)
851
Jhang et al. [3] have conducted an experiment to cut the silicon nitride ceramic composite by pulse Nd:YAG laser with some selected parameter i.e. pulse energy pulse frequency and feed rate they found that the thermal affected zone and micro cracks increase with increase pulse energy and feed rate while decrease very little with pulse frequency. They also found that the flexural strength of cut specimen was reduced by 40%.
Mathew et al. [4] used Pulse Nd: YAG laser for cutting of carbon fibre reinforced plastic to find out the HAZ and taper of cut surface and concluded that the pulse repetition rate and cutting speed are the most important parameter which affecting HAZ. Tiwari et al. [5] have compared a typical cutting regime for pulsed Nd:YAG laser cutting of 1 mm thick nickel- based super alloy sheet and observed that shorter pulse duration yields lower taper compared to a longer duration pulse.
Almeida et al [6] constructed a factorial design experiment to obtain the effect of pulse energy, overlapping rate and assists gas (helium, nitrogen, argon) on surface roughness and dross quality for pure titanium and titanium alloy sheets. They found that laser pulse energy and overlapping rate are main parameters which affect the roughness and dross qualities and observed that mixture of helium and argon gases reduces the irregular edges and they not react with titanium and its alloy. On the other hand nitrogen gas with titanium and its alloy and formed titanium nitride over cut surface resulting increase the hardness of materials.
In this research work, the effect of process parameters such as laser power, cutting speed, gas pressure on Heat Affected Zone (HAZ) for Polymethyl methacrylate (PMMA) material in laser cutting are discussed. L-27 orthogonal array was selected for full factorial design to better understanding of interaction between process parameters. The values of heat affected zone (HAZ) for polycarbonate material were calculated using model equations and Box-Behnken design of response surface methodology is used to analysis of HAZ for Polymethyl methacrylate.
II.LASER BEAM MACHINING (LBM)
LASER (Light Amplification by Stimulated Emission of Radiation) is coherent and amplified beam of electromagnetic radiation. The initial foundation of laser theory was laid by Einstein who has given the concept of stimulated emission. Towns and Shawlow (1975) produced the first laser known as ruby laser. Laser light differs from ordinary light because it has the photons of same frequency, wave length and phase.
Thus, unlike ordinary light laser beams are highly directional, have high power density and better focusing characteristics of laser beam are useful in processing of materials. When a high energy density lasers beam is focused on work surface the thermal energy is absorbed which heats and transforms the work volume in to a molten vaporized or chemically changed state that can easily be removed by flow of high pressure assists gas jet.
LBM is depends on thermal properties rather than the mechanical proportion of the materials to be machined. Therefore, materials that exhibit a high degree of brittleness or hardness and have favourable thermal properties such as low thermal diffusivity and conductivity are particularly well suited for laser machining. LBM is a thermal energy based advanced machining process in which material is moved by melting, vaporization and chemical degradation chemical bond are broken which causes the material to degrade. When high energy density laser beam is focused on work surface the thermal energy is absorbed which heats and transforms the work volumes in to molten, vaporized or chemically changed state that can easily be removed by flow of high pressure assist gas jet which accelerates the transformed materials and ejects it from machining zone. The schematic diagram of Nd: YAG Laser Beam Cutting System is shown in fig.1
Fig.1 Nd: YAG Laser Beam Cutting System [7]
III. RESPONSE SURFACE METHODOLOGY
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 4, Issue 2, February 2014)
852
The response surface methodology comprises regression surface fitting to obtain approximate responses, design of experiments to obtain minimum variances of the responses and optimizations using the approximated responses. In statistical modeling to develop an appropriate approximating model between the response ‘Y’ and independent variables{x1,x2,---xn} in general, the relationship is written in the form of
Y = f(x1, x2, ---xn) + ε; (1)
Where the form of the true response function Y is unknown and perhaps very complicated, and ε is a term that represents other sources of variability not accomplished for in Y. usually ε includes effects such as measurement error on response, back ground noise, the effect of the other variables and so on. Usually ε is treated as statistical error, often assuming it to have a normal distribution with mean zero and variance σ2.
E(y) = y= E [f (x1, x2, .. xn)] + E (ε)= f (x1, x2, , xn);. (2 )
The variables x1, x2, …, xn in eq.2 are usually called the natural variables, because they are expressed in the natural units of measurements such as degrees, Celsius, pounds/square inch etc. in much RSM work it is convenient to transform the natural variables to coded variables x1, x2, …, xn, which are usually defined to be dimensionless with mean zero and the same standard deviation. In terms of the coded variables the response function will be written as f (x1, x2, …, xn);is called response surface. In most of the RSM problems the form of relationship between the response and the independent variable is unknown. Thus the first step in RSM is to find a suitable approximation for the true functional relationship between Y and set of independent variables employed. Usually a second order model is utilized in RSM.
∑
∑
∑ ∑
(3)
The β coefficients, used in the above model can be calculated by means of using least squares technique. The second order model is normally used when the response function is not known or nonlinear.
IV. DESIGN OF EXPERIMENTS
In the present research work Polymethyl methacrylate (PMMA) material is used as work piece material for calculating HAZ. Polymethyl methacrylate is one of the lightest thermoplastics. It can be used both as a structural plastic and as a fibre.
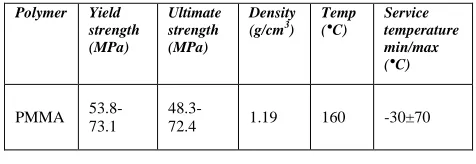
It has high stiffness, good strength even in relatively high temperatures, abrasion resistance, good elastic properties and a hard glossy surface. This material can be subjected to temperatures of about 120° C without deformation. The main physical properties of PMMA are listed in table no. 1. A derived model equation for calculating the HAZ of PMMA by opting different parameters such as laser power, cutting speed, gas pressure. Levels of process parameters for Polymethyl methacrylate and selected L-27 orthogonal array are listed in table 2 and 3 respectively.
TABLE I.
PHYSICAL PROPERTIES OF PMMA
TABLE II.
DETAILS OF PROCESS PARAMETERS FOR PMMA
Polymer Yield strength (MPa)
Ultimate strength (MPa)
Density (g/cm3)
Temp (°C)
Service temperature min/max (°C)
PMMA 53.8-73.1
48.3-72.4 1.19 160 -30±70
Level Laser power (P) Watt Cutting speed (V) m/min Gas pressure(p) bar
1 100 0.2 2.0
2 150 0.4 3.0
[image:3.612.333.571.369.451.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 4, Issue 2, February 2014)
[image:4.612.45.272.168.556.2]853
TABLE III.L27 ORTHOGONAL ARRAY
V. RESULT AND DISCUSSION
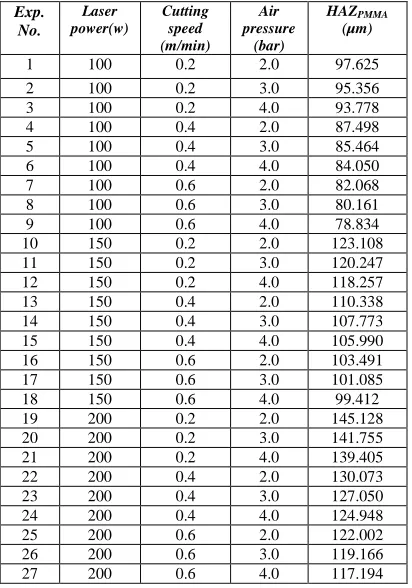
Model equation for Polymethyl methacrylate (PMMA) material has been taken from research paper “Laser cutting of polymeric materials: An experimental investigation” submitted by Choudhury, I. A. and Shirley, S.in 2010 [9]. With the help of these process parameters and selected model equation calculation of HAZ for polycarbonate (PC) will be done for L-27 orthogonal array for full factorial design listed in table 4 and regression analysis and optimisation performed.
HAZPMMA = 5.657 (P0.572 V-0.158 p-0.058) (4)
TABLE IV
THE RESULT OF HAZPMMA TEST UNDER DIFFERENT
PROCESS PARAMETER
[image:4.612.339.545.169.463.2]After calculating the values of the HAZ for PMMA, four important graphs can be plotted to analyse the effect of parameter on output parameter (HAZ) shown in figure 2 and figure 3 respectively.
Fig. 2 Effect Of Cutting Speed (V) And Laser Power(P) On The HAZPMMA With Respect To Maximum Gas Pressure (P) Ru
n Column Factors
1 1 2 3 4 5 6 7 8 9 10 11 12 13
2 1 1 1 1 1 1 1 1 1 1 1 1 1
3 1 1 1 1 2 2 2 2 2 2 2 2 2
4 1 2 2 2 1 1 1 2 2 2 3 3 3
5 1 2 2 2 2 2 2 3 3 3 1 1 1
6 1 2 2 2 3 3 3 1 1 1 2 2 2
7 1 3 3 3 1 1 1 3 3 3 2 2 2
8 1 3 3 3 2 2 2 1 1 1 3 3 3
9 1 3 3 3 3 3 3 2 2 2 1 1 1
10 2 1 2 3 1 2 3 1 2 3 1 2 3
11 2 1 2 3 2 3 1 2 3 1 2 3 1
12 2 1 2 3 3 1 2 3 1 2 3 1 2
13 2 2 3 1 1 2 3 2 3 1 3 1 2
14 2 2 3 1 2 3 1 3 1 2 1 2 3
15 2 2 3 1 3 1 2 1 2 3 2 3 1
16 2 3 1 2 1 2 3 3 1 2 2 3 1
17 2 3 1 2 2 3 1 1 2 3 3 1 2
18 2 3 1 2 3 1 2 2 3 1 1 2 3
19 3 1 3 2 1 3 2 1 3 2 1 3 2
20 3 1 3 2 2 1 3 2 1 3 2 1 3
21 3 1 3 2 3 2 1 3 2 1 3 2 1
22 3 2 1 3 1 3 2 2 1 3 3 2 1
23 3 2 1 3 2 1 3 3 2 1 1 3 2
24 3 2 1 3 3 2 1 1 3 2 2 1 3
25 3 3 2 1 1 3 2 3 2 1 2 1 3
26 3 3 2 1 2 1 3 1 3 2 3 2 1
27 3 3 2 1 3 2 1 2 1 3 1 3 2
Exp. No.
Laser power(w)
Cutting speed (m/min)
Air pressure
(bar)
HAZPMMA (µm)
[image:4.612.331.559.519.637.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 4, Issue 2, February 2014)
[image:5.612.58.280.135.264.2]854
Fig.3. Effect of Gas Pressure (P) On the Hazpmmawith Respect toMaximum Cutting Speed (V) and Laser Power (P)
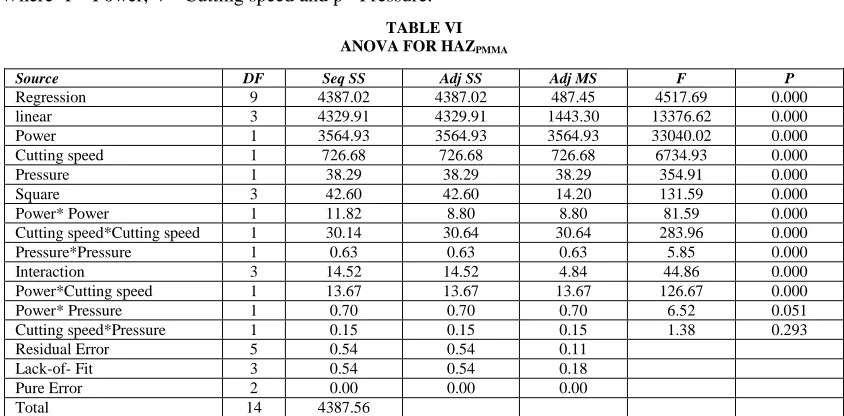
[image:5.612.94.516.486.694.2]For HAZ after using full factorial design, data is analysed by response surface methodology’s Box- Behnken technique, which suggested an array of 15 experiments in randomized run order, especially for 3 designs, in coded variable done on MINITAB 16software. Regression Analysis for HAZPMMA Versus Power, Cutting Speed, Pressure and ANOVA for HAZPMMA shown in table 5 and table 6 respectively.
TABLE V.
REGRESSION ANALYSIS FOR HAZPMMA VERSUS POWER, CUTTING SPEED, PRESSURE
As per the estimated regression coefficient, the model equation for HAZPMMA is
HAZPMMA = 107.773 + 21.110 P – 9.531V – 2.188p– 1.544P2 + 2.881V2 + 0.413p2– 1.849PV – 0.419P p + 0.193Vp (5)
Where- P= Power, V= Cutting speed and p= Pressure.
TABLE VI ANOVA FOR HAZPMMA
Term Coefficient SE Coef T P
Constant 107.773 0.1896 568.284 0.000
Power 21.110 0.1161 181.769 0.000
Cutting speed -9.531 0.1161 -82.067 0.000
Pressure -2.188 0.1161 -18.839 0.000
Power * Power -1.544 0.1709 -9.033 0.000
Cutting speed * Cutting speed
2.881 0.1709 16.851 0.000
Pressure * Pressure 0.413 0.1709 2.418 0.060
Power * Cutting speed -1.849 0.1642 -11.255 0.000
Power * Pressure -0.419 0.1642 -2.553 0.051
Cutting speed * Pressure 0.193 0.1642 1.175 0.293 S =0.328477 PRESS=8.63179 R-Sq=99.99% R-Sq(pred)=99.80% R-Sq(adj)=99.97%
Source DF Seq SS Adj SS Adj MS F P
Regression 9 4387.02 4387.02 487.45 4517.69 0.000 linear 3 4329.91 4329.91 1443.30 13376.62 0.000
Power 1 3564.93 3564.93 3564.93 33040.02 0.000
Cutting speed 1 726.68 726.68 726.68 6734.93 0.000
Pressure 1 38.29 38.29 38.29 354.91 0.000
Square 3 42.60 42.60 14.20 131.59 0.000
Power* Power 1 11.82 8.80 8.80 81.59 0.000
Cutting speed*Cutting speed 1 30.14 30.64 30.64 283.96 0.000
Pressure*Pressure 1 0.63 0.63 0.63 5.85 0.000
Interaction 3 14.52 14.52 4.84 44.86 0.000
Power*Cutting speed 1 13.67 13.67 13.67 126.67 0.000
Power* Pressure 1 0.70 0.70 0.70 6.52 0.051
Cutting speed*Pressure 1 0.15 0.15 0.15 1.38 0.293
Residual Error 5 0.54 0.54 0.11
Lack-of- Fit 3 0.54 0.54 0.18
Pure Error 2 0.00 0.00 0.00
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 4, Issue 2, February 2014)
855
VI. CONCLUSION
In this study, Response Surface Methodology is used to investigate the relationship between laser machining parameter with responses HAZ for Polymethyl methacrylate (PMMA) material. The cutting parameter studied here are laser power, cutting speed and gas pressure. The dimension of HAZ for all specimens are directly proportional to the laser power and inversely proportional to cutting speed and compressed air pressure can be observed with the help of model equation. It is concluded with the help of graph that, when high power laser beam strikes to work material and transfer energy to it, then work piece surface get heated and it creates a heating zone in cutting area resulting HAZ produced. After increasing laser power, more energy transfer to work material resulting increasing in HAZ hence HAZ is directly proportional to laser power means HAZ increases with increases in laser power and decreases with increase in cutting speed. Due to the distribution of heat in particular area of material will increases and increases HAZ it means cutting speed is inversely proportional to HAZ .When cutting speed increases then HAZ will decreases It is also concluded that gas pressure has very little effect on HAZ because pressurised gas is used to eject the molten metal over surface resulting extra heating so HAZ will decreases. The effect of laser power on the HAZ is more as compared to the effect of cutting speed and therefore it is the more important factor that controls the HAZ.
Acknowledgement
Authors are highly thankful to Jaypee University of Information Technology (JUIT), Samirpur (HP) for providing Fruitful support to performing this research work.
REFERENCES
[1] Lau, W.S. and Lee, W.B., “Pulsed Nd: YAG Laser Cutting of Carbon Fiber Composite Materials”, Annals of the CIRP, 1992, 39(1), 179-182.
[2] Olsen, F.O. and Alting, L., “Pulsed Laser Materials Processing, Nd: YAG versus CO2 Lasers”, Annals of the CIRP, 1995, 44, 141-145. [3] Zhang, J.H., Lee, T.C., Ai, X. And Lau, W.S., “Investigation of the
Surface Integrity of Laser Cut Ceramic”, Journal of Materials Processing Technology, 1998, 74, 234-242.
[4] Mathew, J., Goswami, G.L., Ramakrishna,N. N aNaik,N.K., “Parametric Studies on PulsedNd:YAG Laser Cutting of Carbon Fiber Reinforced Plastic Composites”, Journal of Materials Processing Technology, 1999,89, 198-203.
[5] Tiwari, P., Tirumala, B., Kaul, R. And Nath, A. K, “Inert Gas Cutting of Titanium Sheet with Pulsed mode of CO2 Laser”, Optics and Lasers in Engineering, 2005, 43, 1330-1348.
[6] Almeida, I.A., Rossi, W.D., Lima, M.S.F., Berretta, J.R., Noguira, G.E.C., Wetter, N.U. and Vieira, N.D., “Optimisation of Titanium Cutting by Factorial Analysis of The Pulsed Nd: YAG Laser Parameters”, Journal of Materials Processing Technology, 2006, 179,105-110.
[7] Lau, W.S. and Lee, W.B., “Unconventional Machining of Composite Materials”, Journals of Materials Processing Technology, 1995, 48, 199-205.
[8] Montgomery, D.C., Design and Analysis of Experiments, 2001, John Willey, New York.