229
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
Volume-5, Issue-3, June-2015
International Journal of Engineering and Management Research
Page Number: 229-241
Effect of Heat Treatment on AL6061-AL2O
3-GR Hybrid Composites
Madan Prasad. C.S1, Dr ByreGowda21
M.Tech student, Department of Mechanical Engineering, Ghousia College of Engineering, INDIA
2
Professor, Department of Mechanical Engineering, Ghousia College of Engineering, INDIA
ABSTRACT
The aluminium based composites are increasingly being used in the transport, aerospace, marine, automobile and mineral processing industries, owing to their improved strength, stiffness and wear resistance properties.
Aluminium oxide as reinforcement is potentially very effective in developing hard, wear resistant composite materials. Now a day’s hybrid composites plays vital role in engineering application.
In this present work aluminium oxide and graphite are added as reinforcement particle into A16061 for preparing hybrid composites. The composites are prepared using the liquid metallurgy route, in which 3-9 wt % age of Al2O3
particulates were dispersed in the base Al1606l alloy and hybrid composites was prepared using the liquid metallurgy route in which 3-9 wt.% age of Al2O3 particulates and 2 wt.
% age graphite were dispersed in the base Al606l alloy. The obtained cast composites of Al606l-Al2O3 and hybrid
composites Al606l-Al2O3
I.
INTRODUCTION
Composite materials (or composites ) are defined as a structural materials created synthetically or artificially by combining two or more materials having dissimilar characteristics. The constituents are combined at macroscopic level and are not soluble in each other. Composites have emerged as an important material in the field of material science.
Most of the conventional materials are now replaced by the composite materials. These materials find application in most of the daily life things.
-Gr are subjected to heat treatment process to enhance the mechanical properties such as microstructures studies, hardness, tensile strength and compressive strength.
Keywords--- Matrix, Macroscope, MMC, Phenolics
The constituent materials of a composite are divided into two parts, they are:
Matrix (base material) Reinforcement:
Base material’s matrix is embedded with one or more filler materials. The matrix material surrounds and supports the reinforcement materials by maintaining their relative positions. The reinforcement’s special mechanical and physical properties enhance the matrix properties.
Matrix:
The primary phase having a continuous character is called matrix. Matrix is usually more ductile and less hard phase. It holds the dispersed phase and shares a load with it.
Reinforcement:
Reinforcement is a discontinuous phase in a composite material. The reinforcement phase gets embedded in the base matrix and is responsible for changing the properties of base.
CLASSIFICATION OF COMPOSITES
Composites are classified based on the following parameters:
Based on matrix Based on reinforcement Based On Matrix:
Matrix
Material
Metal
230
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
Based On Reinforcement:Based on matrix
Composites, based on matrix are classified as Metal matrix composites (MMC)
Metal matrix composites are composed of metal as the matrix element (Based material) and a dispersed ceramic or metallic face.
Examples of base material: aluminium, magnesium, cobalt, iron, etc.
Examples of ceramic reinforcement: oxides and carbides.
Examples of metallic reinforcement: lead, tungsten, molybdenum, etc.
Ceramic matrix composites (CMC)
Ceramic matrix composites are composed of ceramic matrix embedded with fibers of other ceramic materials. Polymer matrix composites (PMC)
Polymer matrix is composed of a matrix form thermo set or thermoplastic and embedded glass, carbon, steel or Kevlar fibers.
Based on reinforcement Particulate composites
These classes of composites are so called because the reinforcement is particles throughout the matrix.
Fibrous composites
In these classes of composites the reinforcement is achieved by fibers all through the matrix.
Laminate composites
In these classes of composites the reinforcement is done layer wise all through the matrix.
Advantage Of composites
Corrosion resistance
Wear resistance
Less weight
Fatigue life
Thermal insulation
Thermal conductivity Disadvantage of composites
Anisotropy
Repair of flaws is difficult
High cost of production
Do not have high combination of strength and fracture toughness
Do not give higher performance all the properties used for material selection
Applications of composites
General application: Helmets, bath tubs, shower cabins, telephone booth’s etc.
Transportation: Railway compartments, bus bodies, boats, ships etc.
Construction: Doors, window shutters, roof sheets etc.
Aerospace: primary and secondary structural members, wings, nose, helicopter blades, satellite, antennas etc.
Biomedical: Artificial limbs, heart valves, dentures etc.
Energy sector: Blades of wind mills.
Sports: Tennis rackets, abdomen guards, safer
equipments, racing car, bicycle, arrows etc. Hybrid Composites:
Hybrid Composites are usually made up of more than one matrix system or more than one fibre in a composite . There are many types of Hybrid Composites most importantly are mentioned below.
Interply – Intraply Hybrid Composites which has plies , These Plies have more different fibres in the same the same plie and different distinct composite system in different plies.
Interply Hybrid Composites these are the composites which contains plies made of more than one composite System.
Resin Hybrid in this type plies have two or more different Fibres in the laminate generally one resin type is flexible and another rigid.
HEAT TREATMENT Objectives of Heat Treatment
Heat Treatment is the controlled heating and cooling of metals to alter their physical and mechanical properties without changing the product shape. Heat treatment is sometimes done inadvertently due to manufacturing processes that either heat or cool the metal such as welding or forming. Heat Treatment is often associated with increasing the strength of material, but it can also be used to alter certain manufacturability objectives such as improve machining, improve formability, and restore ductility after a cold working operation. Thus it is a very enabling manufacturing process that can not only help other manufacturing process, but can also improve product performance by increasing strength or other desirable characteristics. Steels are particularly suitable for heat treatment, since they respond well to heat treatment and the commercial use of steels exceeds that of any other material. Steels are heat treated for one of the following reasons:
1 Softening 2 Hardening
3 Material Modification Common Heat Treatments Softening
Softening is done to reduce strength or hardness, remove residual stresses, improve toughness, restore
Matrix
Material
Metal
231
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
ductility, refine grain size or change the electromagneticproperties of the steel.
Restoring ductility or removing residual stresses is a necessary operation when a large amount of cold working is to be performed, such as in a cold-rolling operation or wiredrawing.
Softening Includes:
Annealing is a Heat Treatment Processwhicch is performed primarily for recrystallization ie, relief of residual stresses in typical welded or cold worked components and even for homogenization , it depends on the temperature conditions it eliminates physical or chemical non homogeneity produced of phase transformation.
Different methods of Annealing are:
• Isothermal Annealing
• Stress reliefe Annealing
• Full Annealing
• Recrystellization Annealing
• Spheroidisse Annealing . Hardening
Hardening of steels is done to increase the strength and wear properties. One of the prerequisites for hardening is sufficient carbon and alloy content. If there is sufficient Carbon content then the steel can be directly hardened. Otherwise the surface of the part has to be Carbon enriched using some diffusion treatment hardening
techniques.
Different methods of Hardening are:
• Martempering (Marquenching)
• Austempering
• Tempering Defects in Heat Treatment: Distortion
Warping Crack Distortion:
Due to part incorrectly supported in furnace,
Too fast cooling, uneven heating, incorrect dipping in quenching and stress present before pre heating Distortion Occurs.
Warping:
In Heat-Treating practise asymmetrical distortion of the work is sometimes called as warping. It is usually observed over heating or non uniform heating for Hardnening. when the cooling rate is too high in the temperature range of the marteensite transformation and When the work is quenched in the wrong position and these occours.
Crack:
The Crack occurs when the internal tensile stress exceeds the resistence of the stell to seperation. The main causes of crack propagation is the insertion of tools in the furnace without preheating for Tampering.
The formation of crack is reduced by preheating the tool between 200c to 300c.
Material Modification
Heat treatment is used to modify properties of materials in addition to hardening and softening. These processes modify the behavior of the steels in a beneficial manner to maximize service life, e.g., stress relieving, or strength properties, e.g., cryogenictreatment, or some other desirable properties, e.g., spring aging.
For the purpose of this presentation we will examine Softening Annealing and Direct Hardening in relation to modifying the microstructures which were formed in Figure 9.
Other heat treatment processes can be discussed at a later date.
II.
METHODOLOGY
Procedure for casting of Al6061-Al2O3
• Type of furnace : Resistance furnace with coil heating element
–Gr hybrid composite
The method adopted for preparation of composite was liquid metallurgy route. Al6061 is used as the base material and Al2O3 and Gr in powder form was chosen as the reinforcement materials. The matrix Al6061 was heated and melted in a resistance furnace with coil heating element. The maximum temperature limit is 10000C. Degassing is achieved by hexaclhoroethane tablet which were immersed into molten metal before stirring.
In order to get uniform distribution of Al2O3 and Gr particles, the composites was stirred continuously for duration of10 minutes. The composites melt was then poured into preheated metal mould. Al6061-Al2O3 composites and Al6061-Al2O3-Gr hybrid composites with reinforcement of 3%, 6%, 9% have been successfully casted.
Specification of furnace used for casting
• Power capacity : 6 KW
• Melt capacity : 6Kg
• Temperature : up to 1000 0
• Heating element and insulation : kanthel Aluminal and Graded X\ceramic
C
• Type of control : Digital control
• Stirring speed : 250-350rpm
• Position of stirrer : 1 inch height form bottom of crucible and centrally located
232
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
Fig: photography of electric resistance furnace used forcasting
Fig: photograph of pouring of molten metal in to metallic moulds
Microstructure test Preparation of sample
In order to identify and evaluate the microstructure of metals, it is very important to prepare the samples properly and with great care.
The various steps in sample preparation include:
• Selecting a representative sample of the materials
• Sectioning the sample to avoid altering or destroying the structure of interest
• Moulting the section without damage to the sample
• Grinding to achieve a flat sample with a minimum amount of damages to the sample surface
• Polishing the mounted and ground sample
• Etching in the proper etchant to reveal the microstructural details
Fig: optical metallurgical microscope
The process:
Selecting a representative sample to properly characterize the microstructure or the features of interest is a very important first step. For example, grain size measurements are performed on transverse sections, whereas general microstructure evaluations are performed on longitudinal sections. Therefore, it is important for the laboratory personnel to be given information about the orientation or to be shown the rolling direction of the test specimen that the customer provides. (photo: cross section of a copper tube sample etched to show grain boundaries and twinning. This sample was used to obtain the average grain size of the copper tubing.)
Sectioning of the test sample is performed carefully to avoid altering or destroying the structure of the materials. Thus if an abrasive saw is used, it is important that sufficient amounts of coolant or lubricant are provides to keep the sample cool. This will keep the sample from burning or overheating. However, no matter how carefully abrasive sawing or electric discharge machining is performed, a small amount of deformation occurs on the sample surface. This deformation must be removed during subsequent preparation step. After the sample is sectioned to a convenient size, it is mounted in a plastic or epoxy material to facilitate handing and the grinding and polishing steps. Mounting media must be compatible with the sample respect to hardness and abrasion resistance. Typical mounting materials are thermosetting phenolics such as Bakelite, and thermoplastic materials such as methyl methacrylate ( Lucite). Mounting involves putting the sample in a mold and surrounding it with the appropriate powder. When the mold is heated and pressurized at the correct levels, setting or curing of the media occurs. The mounted sample is removed from the mold. If the use of heat or pressure might alter the structure of the sample of interest, then castable cold mounting materials such as epoxies are employed.
233
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
removed the surface damage that occurred during thesectioning step and to provide a flat surface. The grinding this procedure provides a flat surface that is nearly free of the disturbed or deformed metal that has been introduced by the previous sample preparation step.
The polishing step removes the last thin layer of the deformed metal. It leaves a properly prepared sample ready for examination of the unetched characteristics, such as inclusion content or any porosity that may exist.
The final step that might be used is etching to show the microstructure of the test sample. This step reveals features such as grain boundaries, twins and second particles not seen in the unetched sample.
Hardness test:
The hardness or cast metal matrix composites and hybrid composites is measured by using brinell hardness tester.
Brinell hardness test method
All brinell tests use a tungsten carbide ball indenter. The test procedure is as follows:
• The indenter is pressed into the sample by an accurately controlled test forced
• The forced is maintained for a specific dwell time, normally 10-15 seconds.
• After the dwell time is complete, the indenter is removed leaving a round indenter in the sample. Weaknesses:
1. The main drawback of the Brinell test is the need to optically measure the indent size. This requires that the test point be finished well enough to make an accurate measurement.
2. Slow. Testing can take 30 seconds not counting the sample preparation time.
Tensile test:
A tensile test is also known tension test is probably the most fundamental type of mechanical test that can perform on material.
The ability to predict the loads that cause a part to fail depends upon both material properties and the machine part geometry. This lab involves two testing procedures
that are used to verify these characteristics. The first test is a materials test known as a tensile test which is used to determine/verify material properties. The second test is a failure test which is used to determine/verify the loading that will cause a machine part to fail. The objectives of each test are somewhat different and are as follows.
Fig: Universal Testing Machine
• The size of the indent is determined optically by measuring two diagonals of the round indent either a portable microscope or one that is integrated with the load application device
• The Brinell hardness number is a function of the test force divided by the curved surface area of the indent of the ball. The indentation is considered to be spherical with a radius equal to half the diameter of the ball. The average of the two diagonals is used in the following formula to calculate the Brinell hardness
The brinell number, which normally ranges from HB 50 to HB 750 for metals, will increase as the sample gets harder. Tables are available to make the calculation simple. A typical Brinell hardness is specified as follows; Application:
Because of the wide test force range the Brinell test can be used on almost any metallic material. The part size is only limited by the testing instruments capacity.
Strengths;
One scale covers the entire hardness range although comparable results can only be obtained if the ball size and test force relationship is the same.
1. A wide range of the test forces and ball sizes to suit every application.
2. Nondestructive, sample can normally be reused. Procedure:
• Identify the material for each specimen.
• Mark off a 2 inch gage length on each specimen using the jig provided.
• Measure the initial diameter of each specimen.
234
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
tensile machine, attaching the extensometer,recording applied load and resulting defection, and load at failure.
Data for each tensile test will be recorded to disc so that a Mat Lab plot of the stress-strain curve can be generated. Each group bring two 1.44Mb floppy discs to lab so that the data can be stored for their tests.
III.
PRIOR APPROACH
Aluminium 6061:
6061 is precipitation hardening aluminium alloy, containing magnesium and silicon assists major alloying elements. It has
Mggood mechanical properties and exhibits good weldability. It is one of the most common alloy of aluminium for general purpose use.
It is commonly available in pre-tempered grades such as 6061-O (solutionized) and tempered grades such as 60614-T6 ( solutionized and artificially aged) and 6061-T651 (solutionized, stress- relieved stretched and artificially aged).
6061 has a density of 2.70g/cm3
Mechanical properties
. Chemical composition
Chemical composition of AL6061 Alloy by weight percentage
Si`~ 0.4-0.8 Cu ~ 0.15-0.40 Fe ~ 0.7max Mn ~ 0.15max Mg ~ 0.8-1.2 Zn ~ 0.25max Pb~ 0.10 Ti ~ 0.01 Sn ~ 0.01 Al ~ Bal `
The mechanical properties of 6061 depend greatly on the temper, or heat treatment, of the material. Young’s modulus is 10x10^6 psi (69 Gpa) irrespective of temper. 6061-O
Annealed 6061 (6061-O temper) has maximum tensile strength no more than 18,000 psi (125 Mpa), and maximum yield strength no more than 8,000 psi (55 Mpa). The material has elongation (stretch before ultimate failure) of 25-30%.
6061-T4
T4 temper 6061 has an ultimate tensile strength of least 30,000 psi (207 Mpa) and yield strength of at least 16,000 psi (110 Mpa). It has elongation of 16%.
6061-T6
T6 temper 6061 has an ultimate tensile strength of at least 42,000 psi (290 Mpa) and yield strength of at least 35,000 psi (241 Mpa). More typical values are 45,000 psi (310 Mpa) and 40,000 psi (275 MPa), respectively. In thickness of 0.250 inch (6.35mm) or less, it has elongation of 8% or more; in thicker sections, it has elongation of 10%. T651 temper has similar mechanical properties. The famous pioneer plaque was made of this particular alloy. A material data sheet defines the fatigue limit under cyclic load as 14,000 psi.
Uses
6061 is widely used for construction of aircraft structures, such as wings and fuselages, more commonly in homebuilt aircraft than commercial or military aircraft.
6061 is used for yacht construction, including small utility boats.
6061 is commonly used in the construction of bicycle frames and components.
6061 is used in automotive parts, such as wheel spacers.
6061 is used in the manufacture of aluminium cans for the packaging of foodstuffs and beverages.
6061 is used in SCUBA tanks (post 1995)
Aluminium oxide Al2O3
235
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
Aluminium oxide is a chemical compound ofaluminium and oxygen with the chemical formula Al2O3
Alumina aluminium oxides, basically developed for use in metal matrices are considered a potential resin-matrix composite reinforcement. It offers good compressive strength rather than tensile strength. It’s important property is it’s high melting point of about 2000
. It is the most commonly occurring of several aluminium oxides, and specifically identified as aluminium(lll) oxide. It is commonly called alumina, and may also be called aloxide, aloxite, or alundum depending on particular forms or application.
0
C and the composite can be successfully used at temperature up to about 1000 0
The most common form of crystalline aluminium oxide is known as corundum. The oxygen ions nearly form a hexagonal close-packed structure with aluminium ions filling two-thirds of the octahedral interstices. Each AL
C. Magnesium and
aluminium matrices frequently use alumina fiber reinforced composites as they do not damages the fiber even in the liquid state.
3+
center is octahedral. In terms of its crystallography, corundum adopts a trigonal Bravais lattice with a space group of R-3c (number 167 in the international Tables). The primitives cell contains two formula units of aluminium oxide.
Molten aluminium oxide near the melting temperature is roughly 2/3 tetrahedral (i.e,2/3 of the Al are surrounded by 4 oxygen neighbours), and 1/3 5-coordinated, very little (<5%) octahedral Al-O is present. Around 80% of the oxygen atoms are sharing, with the remaining 10-20% being edge-sharing. The breakdown of octahedral upon melting is accompanied by a relatively large volume increase (20%), the density of the liquid close to its melting point is 2.93 g/cm3
The mineral graphite (pronounced graefart) is one the allotropes of carbon. It was named by Abraham Gottlob Werner in 1789 from the Ancient Greek “to draw/write”, for its use in pencils, where it is commonly called lead (not to be confuse with the metallic element lead). Unlike diamond (another carbon allotrope), graphite is an electrical conductor, a semimetal. It is, consequently, useful in such applications as arc lamp electrodes. Graphite is the most stable form of carbon under standard conditions. Therefore, it is used in thermo chemistry as the standard state for defining the heat of formation of carbon compounds.
There are three principal type of natural graphite, each occurring in different type of ore deposit:
236
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
1. Crystalline flake graphite (or flake graphite for short)occurs as isolated, flat, plate-like particles with hexagonal edges if unbroken and when broken the edges can be irregular or angular;
2. Amorphous graphite occurs as fine particles and is the result of thermal metamorphism of coal, the last stage of coalification, and is sometimes called meta-anthracite. Very fine flake graphite is sometimes called amorphous in the trade;
3. Lump graphite (also called vein graphite) occurs in fissure veins or fractures and appears as massive platy intergrowths of fibrous or acicular crystalline aggregates, and is probably hydrothermal in origin.
Properties Structure
Graphite has a layered, planar structure. In each layer, the carbon atoms are arranged in a hexagonal lattice with separation of 0.142nm, and the distance between planes is 0.335nm. The two known forms of graphite, alpha (hexagonal) and beta (rhombohedral), have very similar physical properties (except that the layer stack slightly differently). The hexagonal graphite may be either flat or buckled. The alpha form can be beta form through mechanical treatment and the beta form reverts to the alpha form when it is heated above 1300 0
Large Grapdiam
C. The layering contributes to its lower density.
HOPG structure
Other properties:
The acoustic and thermal properties of graphite are highly anisotropic, since phonons propagate very quickly along tightly-bound planes, but are slower to travel form one plane to another.
Graphite can conduct electricity due to vast electron delocalization within the carbon layers (a phenomenon called aromaticity). These valence electrons are free to move, so are able to conduct electricity. However, the electricity is only conducted within the plane of the layers, thus it does not conduct in powered form. Uses of natural graphite:
Natural graphite is mostly consumed for refractoriness, steelmaking, expanded graphite, brake linings, foundry facings and lubricants, Graphene, which occurs naturally in graphite, has unique physical properties and might be one of the strongest substances known; however, the process of separating it from graphite will require some technological development before it is economically feasibility to use it in industrial process. Expanded Graphite:
Expanded Graphite is made by immersing natural flake graphite in a bath of chromic acid, then concentrated sulphuric acid, which forces the crystal lattice planes apart, thus expanding the graphite. The expanded graphite can be used to make graphite foil or used directly as “hot top” compound to insulate molten metal in a ladle or red-hot ingots and decrease heat loss, or as fire stops fitted around a fire door or in sheet metal collars surrounding plastic pipe (during a fire, the graphite expands and chars to resist fire penetration and spread), or to make high performance gasket material for high-temperature use. After being made into graphite foil, the foil is machined and assembled into the bipolar plates in fuel cells. The foil is made into heat sinks for laptop computers which keeps them cool while saving weight, and is made into a foil laminate that can be used in valve packing or made into gaskets. Old-style packing are now a minor member of this grouping: fine flake graphite in oils or greases for uses required heat resistance.
Other uses:
237
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
IV.
OUR APPROACH
Specimen preparation
The Hybrid composites were fabricated by the powder metallurgy process. Aluminium 6061 is used as the matrix material in the present investigation and the details of its composition are given in Table 1. This matrix was chosen because it provides an excellent combination of strength and elevated temperature.
(i) Al/3 wt% of alumina composite
(ii) Al/6 wt% of alumina/2 wt% of Gr composite (iii) Al/9 wt% of alumina/2 wt% of Gr composite
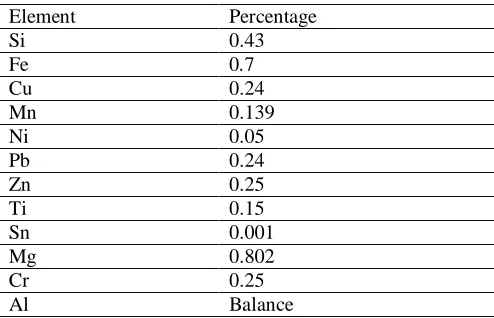
Table 1:Chemical composition of Al6061 alloy
Element Percentage
Si 0.43
Fe 0.7
Cu 0.24
Mn 0.139
Ni 0.05
Pb 0.24
Zn 0.25
Ti 0.15
Sn 0.001
Mg 0.802
Cr 0.25
Al Balance
Table 2 provides the details of the Aluminum, alumina and graphite particulates, which are used as the matrix and reinforcements. The aluminium stir casting furnace is Mfd by SWAMEQUIP, Chennai-64. The stir casting method is the simplest and least expensive process for manufacturing of the particle reinforced MMCs. In this process, the hybrid metal matrix composite is used to achieve the optimal properties, the distribution of the particle reinforcement material in the matrix is uniform and wettability between the reinforcement particles and molten metal. The porosity level of the metal matrix composites should be minimized.
The stir casting method is used to create a uniform distribution of the reinforcement in the matrix. About one kg of Al6061 is melted in a ceramic crucible in an induction model electric resistance furnace. The temperature of the melting point is about 800oC. Then the reinforcement particle is preheated about 500oC in pre-heating furnace for an one hour before adding. For the period of stirring, the combination of preheated reinforcement particles of alumina and graphite in equivalent volume fraction is added inside the vortex formed during stirring. Once the complete addition of the particles to the molten metal, the liquid composite is still poured into the permanent steel mold is pre-heated about 200oC and then allowed to cool in the atmosphere
temperature. Then the billet is removed from the mould. A stir casting setup is shown in the figure 1.
Table 2: Properties of Matrix and Reinforcement
Material Density (mg/m3)
Melting temperature(oC)
Al6061 2.7 620 Al2O3 3.95 2015 Gr 2.09-2.33 530
Microstructure:
The optical microphotographs of the cast Al6061 composites and Al6061
1. Al6061-3% of
-Gr hybrid composites are shown in below figures.
100X HF 200X HF
Figure5.1 (a): Microstructure view of Al6061-3% of
2. Al6061-6% of
Result: Microstructure consists of fine precipitates of Al-Si-Mg in a matrix of aluminium solid solution. Grain Refinement has been Observed.
100X HF 200X HF
Figure5.1 (b): Microstructure view of Al6061-6% of
3. Al6061-9% of
Result: Microstructure consists of fine precipitates of Al-Si-Mg in a matrix of aluminium solid solution. Grain Refinement has been Observed.
100X HF 200X HF
Figure5.1 (c): Microstructure view of Al6061-9% of
238
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
Result: Microstructure consists of fine precipitates ofAl-Si-Mg in a matrix of aluminium solid solution. Grain Refinement has been Observed.
4. Al6061-3% of
100XHF 200X HF -2% of Gr
Figure5.1 (d): Microstructure view of Al6061-3% of
5. Al6061-6% of
-2% of Gr
Result: Microstructure consists of fine precipitates of Al-Si-Mg in a matrix of aluminium solid solution. Grain Refinement has been Observed.
100X HF 200X HF -2% of Gr
Figure5.1 (e): Microstructure view of Al6061-6% of
6. Al6061-9% of
-2% of Gr
Result: Microstructure consists of fine precipitates of Al-Si-Mg in a matrix of aluminium solid solution. Grain Refinement has been Observed.
100X HF 200X HF -2% of Gr
Figure5.1 (f): Microstructure view of Al6061-9% of
The hardness of Al6061
-2% of Gr
Result: Microstructure consists of fine precipitates of Al-Si-Mg in a matrix of aluminium solid solution. Grain Refinement has been Observed.
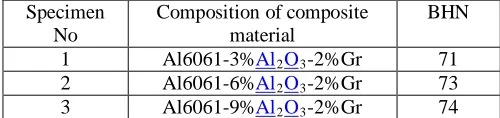
5.2 Hardness:
Specimen No
-Gr hybrid composites without and wit heat treatment are shown in table 5.2(a) and Table 5.2(b).
Composition of composite material
BHN
1 Al6061--2%Gr 71
2 Al6061--2%Gr 73
3 Al6061--2%Gr 74
Table5.2(a):Without Heat Treatment
Specimen No
Composition of hybrid composite material
BHN
1 Al6061--2%Gr 75
2 Al6061--2%Gr 77
3 Al6061--2%Gr 79
Table5.2(b): With Heat Treatment
The above table 5.2(a) and Table 5.2(b) shows the Hardness of Hybrid Composites without and with Heat Treatment. The Hardness of the Hybrid Composites are more with Heat Treatment when compared to without Heat Treatment.
Figure5.2(a): The graph of hardness for Al6061-Gr
hybrid composites without heat treatment.
Figure5.2(b): The graph of hardness for Al6061-Gr
hybrid composites with heat treatment. 65
67 69 71 73 75
3 6 9
Br
ine
ll H
ar
dne
ss
num
be
r
percentage of Al2O3+2% Gr
70 72 74 76 78 80
3 6 9
Br
ine
ll H
ar
dne
ss
num
be
r
239
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
Figure 5.2(c) Shows the comparison graph of-Gr hybrid composites Without and With Heat
Treatment. It is observed from the graph that Brinell Hardness of Hybrid Composites Al6061
The tensile strength of Al
-Gr is more with Heat Treatment when compared to without Heat Treatment.
5.3 Tensile strength:
Specimen No
-Gr hybrid composites Without and with Heat Treatment are shown in table5.3(a) and Table5.3(b).
Composition of composite material
Tensile strength in
N/mm2
1
147.91 -2%Gr
2 Al6061--2%Gr 148.85
3 Al6061--2%Gr 152.35
Table5.3(a): Without Heat Treatment
Table5.3(b): With Heat Treatment
It is observed from the above table5.3(a) and Table5.3(b) that the Tensile Strenght of Hybrid Composites are more with Heat Treatment when compared to without Heat Treatment.
Figure5.3(a): The graph of tensile strength for
-Gr Hybrid Composites without Heat Treatment.
Figure 5.3(a) shows the Tensile strength for Hybrid Composites without Heat Treatment.
Figure5.3(b): The graph of tensile strength for
Figure5.3(c): Comparison graph Tensile strength -Gr hybrid composites With Heat Treatment
Figure 5.2(c) Shows the comparison graph of Al6061-Gr hybrid composites without and with
Heat Treatment. It is observed from the graph that the Tensile strength of Al6061-Gr hybrid composites is
more without Heat Treatment when compared to with Heat Treatment. 65 67 69 71 73 75 77 79 81 83 85
3 6 9
Br ine ll H ar dne ss num be r
Percentage of reinforcement
Without Heat Treatment With Heat Treatment 145 147 149 151 153 155
3 6 9
Te ns ile str en gth in N /m m 2
Percentage of Al2O3+2% Gr
144 146 148 150 152 154
3 6 9
Te ns ile st re ng th i n N /m m2
Percentage of Al2O3+ 2% of Gr
145 150 155 160 165
3 6 9
Te ns ile s tr en gth N /m m 2
Percentage of Reinforcement
Withoutt Heat Treatment With Heat Treatment
Specimen No
Composition of hybrid composite material
Tensile strength in
N/mm2 1 Al6061--2%Gr 152.91
2 Al6061--2%Gr 155.60
240
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
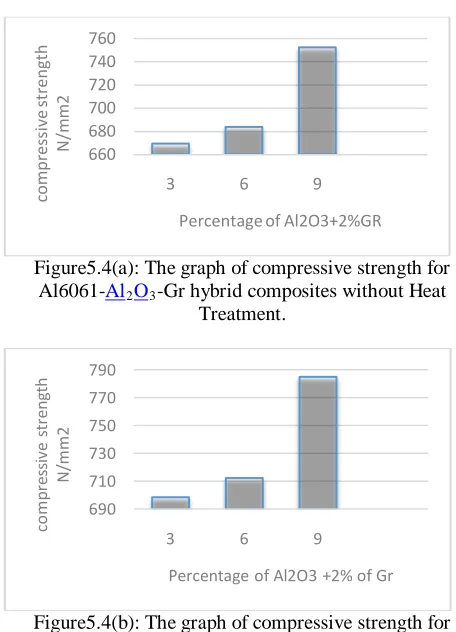
5.4 Compressive strength:The compressive strength of Al6061
Specimen No
-Gr hybrid composites without and with Heat Treatment are shown in tables5.4(a) and Table5.4(b).
Table5.4(a): without Heat Treatment
Composition of composite material
Compressive strength in
N/mm2 1 Al6061--2%Gr 669.38
2 Al6061--2%Gr 683.77
3 Al6061-9%-2%Gr 752.42
Table5.4(b): with Heat Treatment
Specimen No
Composition of hybrid composite material
Compressive strength in
N/mm2 1 Al6061--2%Gr 698.62
2 Al6061--2%Gr 712.41
3 Al6061--2%Gr 785.18
It is observed from the above table 5.4(a) and Table5.4(b) that the compressive strength of hybrid composite material Al6061-Gr is more with Heat
Treatment when compared to without Heat Treatment.
Figure5.4(a): The graph of compressive strength for Al6061-Gr hybrid composites without Heat
Treatment.
Figure5.4(b): The graph of compressive strength for Al6061
Figure5.4(c): Comparison graph compressive strength
-Gr hybrid composites with Heat Treatment.
Figure 5.4(c) Shows the comparison graph of Al6061-Gr hybrid composites. It is observed from
the graph that th Compressive strength of hybrid composite material Al6061
The microphotographs indicate the evidence of minimal porosity in base alloy, the hybrid composites. It was observed from the microstructure test that reinforcement materials have distributed homogeneously.
-Gr is more with Heat Treatment when compared to without Heat Treatment.
V.
CONCLUSION
The Brinell Hardness of Hybrid Composites Al6061
The Tensile Strenght of Hybrid Composites are more with Heat Treatment when compared to without Heat Treatment.
-Gr is more with Heat Treatment when compared to without Heat Treatment.
The Compressive strength of hybrid composite material Al6061
REFERENCES
[1] Studies on Al6061/Al
-Gr is more with Heat Treatment when compared to without Heat Treatment.
2O3
[2] Investigation on Wear Behavior of Al6061
and graphite hybrid metal matrix composites by Sudindra S & c Anil Kumar, Vol. 3, Issue 3, Aug 2013, 35-42 .
[3] Mechanical behavior of aluminium 6061 alloy reinforced wit
-Graphite Hybrid Metal Matrix Composites using Artificial Neural Network by P. Maheswaran and C.J.Thomas Renald E-ISSN 2277 – 4106, P-ISSN 2347 - 5161, Special Issue-2, (February 2014).
& graphite particulate hybrid metal
matrix composites, byMadeva nagaral, V Auradi & Ravishankar M K,Vol. 1, Issue 2, July 2013, 193-198. 660 680 700 720 740 760
3 6 9
co m pr es siv e s tr eng th N /m m 2
Percentage of Al2O3+2%GR
690 710 730 750 770 790
3 6 9
co m pr es siv e s tr en gth N /mm2
Percentage of Al2O3 +2% of Gr
660 680 700 720 740 760 780
3 6 9
co m pr es siv e s tr en gt h N /m m 2
Percentage of Reinforcement
241
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
[4] Investigation of Tribological behavior and its relationwith processing and microstructures of al6061 metal matrix composites by Suresh R & M. Prasannakumar, Vol. 1, Issue 2, July 2013, 91-104.
[5] Wear and mechanical properties of 6061-T6 aluminum alloy surface hybrid composites [(SiC + Gr) and (SiC +
)] fabricated by friction stir processing by Devaraju
Aruri, Kumar Adepu, Kumaraswamy Adepu, Kotiveerachari Bazavada