Effect of Eutectic Si Particle Morphology on ECAP Formability
and Mechanical Properties of AC4CH Aluminum Casting Alloys
Yoshihiro Nakayama and Tetsuya Miyazaki
*Science Department of Research, Interdisciplinary Graduate School of Medicine and Engineering, University of Yamanashi, Kofu 400-8511, Japan
AC4CH casting alloys were subjected to the 2-step preheating and the ECAP processing at room temperature. Microstructure change was investigated in terms of size and globularity of the eutectic Si particles and hardness of the primary and the eutectic-Al. The effects of 2-step preheating, ECAP processing and standard T6 heat treatment on the hardness and the tensile properties were also investigated. The results of this study are as follows. The ECAP formability was significantly improved by the optimum 2-step preheating (1st-step preheating at 560C and
2nd-step preheating at 350C). More than 12-times ECAP pressing (equivalent strain of about 5.6) could be made without cracking. The hardness
distribution in the primary-Al suggested that the accumulated plastic strain during the ECAP processing increased gradually toward the eutectic cell regions. The hardness measurement also showed that the accumulated plastic strain of the eutectic-Al around less-globular Si particles was higher than that around globular Si particles. Concentration of the plastic strain may promote cracking in the eutectic cell regions and deteriorate the ECAP formability. Successive processing by the 2-step preheating, the ECAP processing and the standard T6 heat treatment brought about globularity and homogeneous distribution of the eutectic Si particles. During the tensile deformation, these microstructural features might lead to homogeneous distribution of the plastic strain, suppressions of the cracking of Si particles and the delamination between the Si particle and the matrix. As a result, the 0.2% proof stress and the fracture strain increased about 11% and 47% respectively compared with those of the standard T6 treated sample. [doi:10.2320/matertrans.L-M2011822]
(Received April 1, 2011; Accepted July 21, 2011; Published September 21, 2011)
Keywords: AC4CH aluminum casting alloy, equal-channel angular pressing, eutectic silicon particle, work hardening, tensile properties
1. Introduction
An AC4CH casting alloy is one of the most widely used commercial Al-Si-Mg casting materials in the aerospace and automotive industries due to properties of good castability and high strength. The ordinary microstructure of an AC4CH alloy consists of a primary -Al dendritic structure, a net-work structure of eutectic cell regions, inhomogeneously distributed intermetallic compounds, and so on. These microstructural features as well as the precipitation state in the matrix have a considerable influence on mechanical properties.1–8) Many studies have indicated that the refine-ment and homogenization of the microstructures are effective for achieving good mechanical properties, such as ductility and toughness.9,10)Severe Plastic Deformation (SPD) proc-esses such as high-pressure torsion (HPT),11–13)accumulative roll bonding (ARB),14,15) equal-channel angular pressing (ECAP),16,17) and friction stir processing (FSP)18,19) have been developed as new solid-state processing techniques for microstructural modification. SPD processes lead to the significant refinement of grains,20) the reduction of micro-pores,9) and, particularly, the homogeneous distribution of the Si particles in the aluminum matrix.9,21,22)Consequently, these microstructural changes result in the significant improvement of mechanical properties. Maet al.23–26)studied the influence of ECAP processing on the tensile properties and impact toughness of Al-Si casting alloys. The results indicated that the ductility and the impact toughness were significantly improved by ECAP processing because of the refinement of the primary -Al and the homogeneous distribution of the eutectic Si particles. The ECAP processing performed by Maet al.was conducted at high temperatures
in order to accumulate sufficient plastic strain in the sample without cracks. However, a complicated operation using a heater-equipped ECAP die is required.
In our previous investigation of AC4CH alloys,27) the effects of the microstructures on the ECAP formability at room temperature were examined in order to overcome many of the difficulties related to ECAP processing at high temperatures, such as temperature control and friction between the specimen and die. The ECAP formability at room temperature was significantly improved by specimen preheating at around 350C.27)The reduction in the primary -Al hardness due to preheating was effective in accumulat-ing a large plastic strain in the test piece. The eutectic cell regions played an important role for nucleation and propagation of the cracks during ECAP processing. The preheating treatment brought about not only the hardness change in the primary-Al, but also a morphological change of the eutectic Si particles. This made it difficult to separately discuss the effects of these two microstructural features on the ECAP formability. In this study, therefore, more detailed examinations were carried out that focused on the effects of the eutectic Si particles on the ECAP formability: the morphological change in the eutectic Si particles during two-step preheating was evaluated, as well as the subsequent effect of this morphology change on the work hardening behaviors in the eutectic-Al and the primary-Al. Finally, after the two-step preheating, ECAP processing, and standard T6 heat treatment, the samples were subjected to tensile testing.
2. Experimental Details
An AC4CH aluminum casting alloy ingot with standard chemical composition (mass%) of 7.16% Si-0.31%
0.09% Fe-0.02% Zn-0.11% Ti-72 ppm Sr-bal. Al was used in this study. Before the casting, strontium was added to the melt to modify the eutectic Si particles. The melt at 700C
was poured into a JIS standard-type permanent mould held at about 150C under atmospheric pressure. Before the ECAP
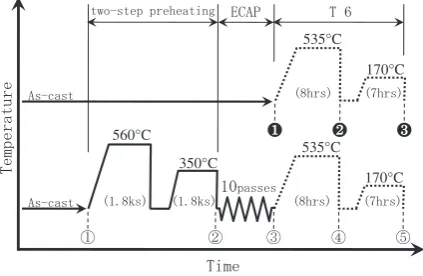
[image:2.595.88.249.73.221.2]process, the test piece was preheated to obtain various microstructures. The heat treatment procedures are shown in Fig. 1. The first preheating step, which ranged from 350C
to 575C for 1.8 ks, was intended to change the eutectic Si
particle morphology. The second preheating step, at 350C for 1.8 ks, which corresponded to an over-aging treatment, was intended to arrive at the same hardness value for the primary-Al cells regardless of the conditions corresponding to the first preheating step.
The morphological change of the eutectic Si particles was quantitatively evaluated in terms of a cross-sectional area and a globular coefficient using an image analyzer. The globular coefficient is the ratio of the cross-sectional area of the measured Si particle to that of an ideal particle. The ideal particle has a perfectly round shape and its diameter is equivalent to the major axis of the measured Si particle. Therefore, when the measured Si particle has a perfectly round shape, the globular coefficient will be 1. After the two-step preheating, the test pieces were naturally aged for about 48 h and then subjected to either ECAP processing or hardness measurement.
The Vickers microhardness test examines the influence of the eutectic Si particles on work-hardening behaviors during the ECAP processing. For the primary-Al, the indentation load was 25 gf and the mean hardness value (HV) was determined as an average of ten different measurements. However, 0.5 gf was chosen for the eutectic-Al around the eutectic Si particles and for the hardness distribution in the primary-Al. The hardness distribution measurements were made along the major and minor directions of the primary -Al cells.
An ECAP test piece (40mm15mm5mm) was machined from the ingot as shown in Fig. 2(a). After the two-step preheating and natural aging, ECAP was conducted using a die with a channel angleof 135( ¼13) at room temperature. The processing route was equivalent to that of Route A described by Horita et al. (Fig. 2(b)).16) Grease containing fine particles of MoS2 was used to reduce the
frictional force between the test piece and the die. The
equivalent strain induced by a single pass through the ECAP press was estimated at about 0.47 using the following equation:16)
"N ¼ Nffiffiffi
3
p 2 cot 2þ2
þ cosec 2þ2
ð1Þ
Here,Nis the number of the ECAP passes.
The tensile test pieces (gauge length: 9.8 mm; width: 3 mm; and thickness: 2 mm) conforming to JIS-7 standards were prepared from the ECAP-processed samples as shown in Fig. 2(a). In this case, the first preheating treatment step was carried out at 560C for 1.8 ks. Both the as-cast and the ECAP-processed samples were subjected to a standard T6 heat treatment (solution-treated at 535C for 8 h, water
quenched, and then artificially aged at 170C for 7 h). The
heat treatment conditions of the tensile test specimens are summarized in Fig. 3. Tensile tests were carried out at room temperature at an initial strain rate of8:5104s1using an
Instron-type testing machine.
3. Results and Discussion
3.1 Effect of the two-step preheating treatment on microstructural features
Figure 4 shows the HV value as a function of the temperature in the first preheating step. The samples subjected to the first step of preheating below 470C showed a marked decrease in hardness compared to that of the as-cast specimen (about 56 HV). This decrease in hardness may be 575°C
350°C 350°C
Fig. 1 Procedures for sample preparation.
5
15
40
(a) (b)
φ135°
ψ13°
route A
5
9.8
3
2
ECAP specimen
tensile specimen
Fig. 2 Schematic illustrations showing preparation of test piece (a), die configuration, and the processing route in ECAP (b).
535°C 350°C
560°C
535°C
170°C 170°C
[image:2.595.305.550.74.194.2] [image:2.595.320.532.247.385.2]due to the coarsening of the precipitates, such as the0- and
-phases. On the other hand, the hardness increased for treatments above 530C. This increase in hardness may be
caused by an increase in solid-solution atoms such as silicon and magnesium. Thus, we consider that the first preheating steps below 470C correspond to the over-aging treatment,
whereas those above 530C are equivalent to solution treatment. The second preheating step, at a standard over-aging treatment condition of 350C for 1.8 ks, brought about
almost the same hardness value of about 35–42 HV, regard-less of the temperature in the first preheating step. The second preheating treatment step may promote the coarsening of precipitates and the decrease in hardness, especially for the samples preheated at a first step temperature above 530C.
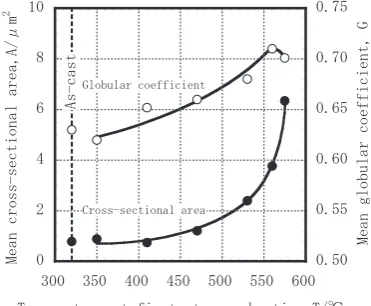
Because the eutectic Si particle morphology is affected by the first preheating treatment rather than the second preheat-ing step, optical micrographs of the test pieces were obtained after the first step (Fig. 5). The as-cast sample mainly consisted of primary -Al dendrites and inter-dendritic eutectic Si particles. The eutectic Si particles preheated at first step temperatures below 470C showed little morpho-logical change. In contrast, for samples preheated above 530C, the eutectic Si particles were clearly coarsened and became globular. In particular, a remarkable growth of the eutectic Si particles with a polygonal shape was found at 575C. The morphological change of the eutectic Si
particles is summarized in Fig. 6. The mean cross-sectional area increased exponentially from 0.8mm2 for the as-cast
sample to 6.4mm2 for the first-step-preheated sample at
575C. The mean globular coefficient increased continuously
with temperature. However, a slight decrease was found at 575C.
The two-step-preheated test pieces were examined to separate the effect, relative to the ECAP formability, of the eutectic Si particles from that of the hardness of the primary -Al. These results are discussed in the following section.
3.2 Effect of the two-step preheating treatment on ECAP formability at room temperature
The effects on the ECAP formability of temperature variations in the first step of the two-stage preheating
treatment are summarized in Table 1. The symbols shown in Table 1 represent the cracking state in the test piece on the basis of the criterion defined in the previous report:27) : no cracks; : a crack in the front section of the test piece; and : many cracks all over the inner side surface of the ECAP channel angle. The ECAP formability could be sig-nificantly improved by the two-stage preheating treatment. The number of processing repetitions without causing a noticeable crack increased with the temperature of the first Fig. 4 Effect of two-step preheating treatment on Vickers hardness of
primary-Al. Hardness measurement with an indentation load of 25 gf was conducted at the center of primary-Al.
530°C
560°C
575°C 350°C
410°C
As–cast
10μm
470°C
Fig. 5 Optical micrographs showing effect of the temperature at the first step of preheating on microstructures.
[image:3.595.76.254.69.237.2] [image:3.595.313.540.74.412.2] [image:3.595.333.519.468.621.2]preheating step, reaching peak value (more than 12 presses, corresponding to the equivalent strain of about 5.6) at 560C. However, the reprocessing number declined again
at 575C.
Figure 7 depicts the macrographs showing the cracking state during the ECAP processing for the test pieces preheated at 350C and 560C. Regardless of the
temper-ature, the cracking features were almost the same; the cracks
formed in the inner side of the ECAP channel at the front section of the test piece and propagated toward the outer side. In the previous study,27)it was observed that many cracks generated and propagated preferentially at the eutectic cell regions. This suggests that the eutectic Si particles play an important rule on the generation and propagation of the cracks. As shown in Table 1, there was the significant difference in the ECAP formability between the first preheating steps at 530C and 560C, so the following
investigation focused on these samples.
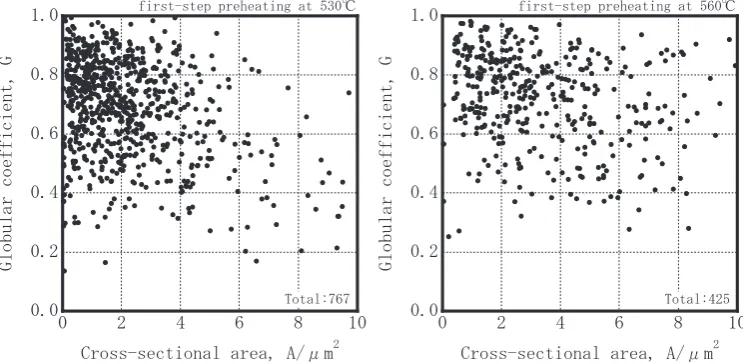
The globular coefficient (G) and the cross-sectional area (A) of eutectic Si particles are plotted in Fig. 8 for first step samples preheated at 530C and 560C. The 530C sample consisted of large amounts of eutectic Si particles with sizes ofA<4mm2and globular coefficients of0:6<G<1:0, and
small amounts of Si particles with 4mm2 <A<10mm2and G<0:6. In contrast, for the first step sample preheated at 560C, the total number of particles was decreased, and a
significant coarsening and a slight increase in globularity were observed. Haradaet al.28)pointed out that tear tough-ness was improved with an increase in the mean inter-particle distance of the eutectic Si particles. Since the mean inter-Table 1 Effect of the temperature at the first step of preheating on ECAP
formability.
Number of ECAP press
1 2 3 4 5 6 7 8 9 10 11 12
575C
560C
Temper
ature
in
first-step
preheating
530C
470C
410C
350C
: no cracks, : a crack in front section, : many cracks
crack at 5th-press
10mm
crack at 9th-press
inner side outer side
ECAP direction side view
crack at 3rd-press
crack at 4th-press top view
first-step preheating at 350 °C
(after 4th-press)
first-step preheating at 560 °C
(after 12th-press)
Fig. 7 Macrographs showing generation and propagation behavior of cracks during ECAP processing.
[image:4.595.48.291.209.323.2] [image:4.595.128.468.354.543.2] [image:4.595.111.483.586.768.2]particle distance of the eutectic Si particles increases with the temperature at the first step of preheating, the generation and propagation of the cracks is considered to be suppressed after first preheating step at 560C. This may result in the
improvement of the ECAP formability. The number of eutectic Si particles with the globular coefficient ofG<0:6 decreased markedly for the first step preheated sample at 560C. The eutectic Si particles with less-globular shape are
thought to assist crack generation and propagation in the eutectic cell regions. This may be another reason for the improvement of the ECAP formability for the first step preheated sample at 560C.
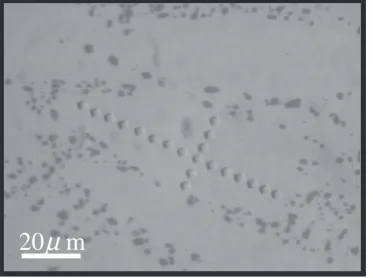
In order to investigate the effect of the eutectic Si particle morphology on the ECAP formability, work-hardening behaviors were examined both in the primary -Al and the eutectic -Al. The hardness in the primary -Al was measured for the test pieces with and without the ECAP processing. Figure 9 depicts an example of an optical micrograph showing the hardness measurement location in the primary -Al. Hardness measurements were performed for the primary -Al cells whose shortest axis was about 30mm. In this case, the indentation size was about 4mm. Hardness distributions before and after the ECAP processing are summarized in Fig. 10. The hardness before the ECAP was almost the same (51 HV) regardless of the location in the primary -Al cells. This suggests that the presence of the eutectic Si particles does not influence the hardness value near the Si particles. The hardness of samples processed by ECAP three times increased from 51 HV to about 70 HV because of work hardening during the ECAP processing. In addition, the hardness in both directions increased gradually toward the eutectic cell regions. These hardness distributions suggest that the magnitude of the work hardening varies in relation to location in the primary -Al. This additional increase in hardness at the outer periphery of the primary-Al implies that large amounts of plastic strain accumulate at that location during the ECAP processing. Consequently, the eutectic Si particles may lead to this inhomogeneous distribution of accumulated plastic strain.
The hardness at the eutectic -Al around the eutectic Si particles was also measured to examine the influence of the eutectic Si particle morphology on the plastic strain
distri-bution during the ECAP processing. The hardness values before and after the ECAP processing are summarized in Fig. 11. Since the hardness values before the ECAP processing are almost the same regardless of the location of the hardness measurement, the presence of the eutectic Si particles does not affect the hardness value. After the ECAP, the hardness increased markedly regardless of the temper-ature of the first preheating step. The hardness of the eutectic -Al was higher than that of the primary-Al. In addition, it is obvious that the increase in hardness at the eutectic -Al around the less-globular Si particles is higher than that around the globular Si particles. This hardness difference suggests that the amounts of plastic strain accumulated
20
μ
m
[image:5.595.77.264.75.214.2]Fig. 9 An example of optical micrographs showing hardness measurement in primary-Al. Hardness measurement with an indentation load of 0.5 gf was conducted along major and minor directions of primary-Al cell.
Fig. 10 Effect of ECAP processing on hardness distribution in primary -Al. Before ECAP press, the test pieces were subjected to two-step preheating (first step of preheating at 560C and second step of preheating
at 350C). The ECAP press was repeated three times.
Fig. 11 Relationship between eutectic Si particle morphology and increase in hardness during ECAP processing. Hardness measurement with an indentation load of 0.5 gf was conducted at the center of the primary-Al and at eutectic-Al around eutectic Si particles having a globular or less-globular shape. ECAP press was repeated three times for the test pieces after two-step preheating treatment (first step preheating at 530C or
[image:5.595.324.529.75.270.2] [image:5.595.322.529.344.525.2]during the ECAP processing are affected by the eutectic Si particle morphology. This concentration of accumulated plastic strain is considered to promote the cracking of the eutectic Si particles and the delamination between the Si particles and the aluminum matrix. As a result, many cracks may generate and propagate preferentially in the eutectic cell regions, especially around the Si particles with less-globular shapes. The better ECAP formability of the first step preheated sample at 560C compared to that at 530C may
result from the decrease in the eutectic Si particles with less-globular shapes (see Figs. 6 and 8).
3.3 Effect of the heat treatment and the ECAP process-ing on tensile properties
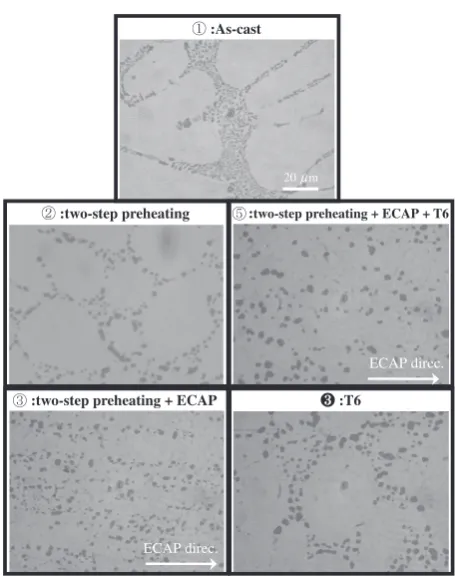
After the two-step preheating treatment, the test pieces were pressed 10 times during the ECAP processing.29) Optical micrographs showing the microstructures of the tensile test pieces are depicted in Fig. 12. Symbols such as and indicate the serial number of the test pieces for the tensile tests and the microstructural observations (see Fig. 3). The two-step preheating or the standard T6 treatment (samples and ) brought about obvious coarsening and increased globularity of the eutectic Si particles. However, little morphological difference in the eutectic Si particles was observed for these two kinds of heat treatments. After the ECAP processing (sample ), the eutectic Si particles aligned along the ECAP press direction and were slightly refined; the generation of cracks was not observed. The T6 treatment following the ECAP processing resulted in the coarsening and increased globularity of the eutectic Si particles (sample ), which were nearly equivalent to that of sample . However, a more homogeneous distribution of the eutectic Si particles was observed for sample compared to that of sample .
The effects of the two-step preheating treatment, the ECAP processing, and the standard T6 heat treatment on the stress-strain curves of the tensile test are shown in Fig. 13. The 0.2% proof stress, tensile strength, uniform strain, and fracture strain are also summarized in Table 2. For the standard T6 heat treatment (sample ), the 0.2% proof stress increased significantly from 124 MPa to 227 MPa, and the fracture strain also increased from 0.14 to 0.17. In case of the two-step preheating, water quenching following the first preheating step at 560C resulted in a super-saturated solid
solution in the matrix together with the coarsening and increased globularity of the eutectic Si particles. The second-step-preheating treatment at 350C promoted precipitation
such as0- and-phases (over-aging). These microstructural
changes may lead to the decreases in 0.2% proof stress and tensile strength as well as the increase in fracture strain (sample ). Microstructure changes during the two-step preheating and the ECAP processing—namely, the increased globularity and homogeneous distribution of the eutectic Si particles, grain refinement, and dislocation density in-crease—resulted in the significant improvement of 0.2% proof stress and tensile strength (sample ). After subsequent solution treatment during the standard T6 treatment (sample ), the fracture strain increased markedly but the 0.2% proof stress and tensile strength decreased. The tensile properties after the standard T6 treatment following the ECAP
processing were significantly improved (sample ). 0.2% proof stress and fracture elongation showed 251 MPa and 0.25, respectively, which were about 11% and 47% higher than those of sample (the standard T6). As shown in Fig. 12, the morphological differences of the eutectic Si particles were scarcely recognizable between these test pieces (samples and ). However, there was a significant difference in the distribution of the eutectic Si particles. Therefore, the marked improvement of fracture strain may result from the homogeneous distribution of the globular eutectic Si particles, which may reduce localization of the accumulated plastic strain, cracking of the Si particles, and delamination between the Si particles and the matrix.
20μm
:As-cast
:T6 :two-step preheating
:two-step preheating + ECAP
:two-step preheating + ECAP + T6
ECAP direc.
[image:6.595.312.540.67.356.2]ECAP direc.
[image:6.595.323.530.428.564.2]Fig. 12 Optical micrographs showing the effect of two-step preheating, ECAP processing, and standard T6 treatment on the morphology and distribution of eutectic Si particles. Symbols such as , , and indicate the serial number of sample (see Fig. 3).
4. Summary
(1) The ECAP formability of the AC4CH alloy was significantly improved by the optimum two-step preheating treatment (first preheating step at 560C and second
preheating step at 350C). ECAP processing could be carried
out more than 12 times (equivalent strain of about 5.6) without noticeable cracking.
(2) The measured hardness values around the Si particles and the size relationships among indentation, primary-Al cells, and eutectic Si particles showed that the hardness could be measured without being affected by the presence of eutectic Si particles. The hardness distribution in the primary -Al suggested that the plastic strain accumulated during the ECAP processing increased gradually toward the eutectic cell regions. In addition, the eutectic Si particle morphology had an obvious influence on the hardness of the eutectic-Al: the hardness of the eutectic -Al around the less-globular Si particles was higher than that around globular Si particles. This inhomogeneous hardness distribution, which corre-sponds to the difference of the accumulated plastic strain, may promote early cracking in the eutectic cell regions and deterioration of ECAP formability.
(3) Tensile properties of the sample processed successive-ly by the two-step preheating treatment, the ECAP process-ing, and the standard T6 heat treatment were improved significantly. Compared with the sample treated by the standard T6 treatment, the increments of the 0.2% proof stress and the fracture strain were about 11% and 47% respectively. The increased globularity and homogeneous distribution of the eutectic Si particles may result in the reduction of the plastic strain concentration, which suppress-es the cracking of Si particlsuppress-es and the delamination between the Si particles and the matrix. As a result, tensile properties were improved significantly.
Acknowledgments
This work was supported by the Hitachi Metals Co., Ltd., which supplied the materials. Part of this study was funded by the Light Metal Educational Foundation, Inc.
REFERENCES
1) S. Kamado, M. Tsukuda, I. Tokutomi and K. Hirose: J. JILM37(1987) 268–276.
2) H. Suzuki, W. M. Gong, K. Nagai, K. Matsuyama, Y. Ito and R. Shibata: Trans. Jpn. Soc. Mech. Eng. A61(1995) 894–899. 3) S. W. Han, S. Kumai and A. Sato: Mater. Sci. Eng. A308(2001) 225–
232.
4) S. W. Han, S. Kumai and A. Sato: Mater. Sci. Eng. A332(2002) 56–63. 5) S. W. Han, K. Katsumata, S. Kumai and A. Sato: Mater. Sci. Eng. A
337(2002) 170–178.
6) Y. Irinouch, H. Toda, T. Sakai, T. Kobayashi and L. Wang: J. JILM55
(2005) 159–163.
7) M. Ishiguro, K. Mori, H. Osako, T. Nonaka, D. Sugiyama and O. Ebihara: J. Jpn. Soc. Tech. Plas.49(2008) 990–994.
8) K. Lee, Y. N. Kwon and S. Lee: J. Alloy. Compd.461(2008) 532–541. 9) M. L. Santella, T. Engstrom, D. Storjohann and T. Y. Pan: Scr. Mater.
53(2005) 201–206.
10) S. Tahara, Y. Kume, M. Kobashi and N. Kanetake: J. Jpn. Soc. Tech. Plas.50(2009) 109–113.
11) N. Kanetake, T. Itoh, K. Aono and Y. Kume: J. JILM56(2006) 34–38. 12) Y. Kume, M. Kobashi and N. Kanetake: J. Jpn. Soc. Tech. Plas.48
(2007) 1007–1011.
13) Z. Horita: J. JILM60(2010) 134–141. 14) N. Tsuji: Tetsu-to-Hagane94(2008) 582–589. 15) N. Kamikawa: Materia Japan49(2010) 280–284.
16) Z. Horita, M. Furukawa, T. G. Langdon and M. Nemoto: Materia Japan
37(1998) 767–774.
17) J. C. Kim, Y. Nishida, H. Arima and T. Ando: Mater. Lett.57(2003) 1689–1695.
18) R. S. Mishra and Z. Y. Ma: Mater. Sci. Eng. R50(2005) 1–78. 19) N. Saito and I. Shigematsu: J. JILM57(2007) 492–498. 20) Z. Horita: Tetsu-to-Hagane94(2008) 599–607.
21) Z. Y. Ma, S. R. Sharme and R. S. Mishra: Scr. Mater.54(2006) 1623– 1626.
22) J. M. Garcia-Infanta, A. P. Zhilyaev, C. M. Cepeda-Jimenez, O. A. Ruano and F. Carreno: Scr. Mater.58(2008) 138–141.
23) A. Ma, N. Saito, M. Takagi, Y. Nishida, H. Iwata, K. Suzuki, I. Shigematsu and A. Watazu: Mater. Sci. Eng. A395(2005) 70–76. 24) A. Ma, K. Suzuki, N. Saito, Y. Nishida, M. Takagi, I. Shigematsu and
H. Iwata: Mater. Sci. Eng. A399(2005) 181–189.
25) A. Ma, M. Takagi, N. Saito, H. Iwata, Y. Nishida, K. Suzuki and I. Shigematsu: Mater. Sci. Eng. A408(2005) 147–153.
26) A. Ma, K. Suzuki, Y. Nishida, N. Saito, I. Shigematsu, M. Takagi, H. Iwata, A. Watazu and T. Imura: Acta Mater.53(2005) 211–220. 27) Y. Nakayama and T. Miyazaki: Mater. Trans.51(2010) 918–924. 28) Y. Harada, S. Tamura and S. Kumai: Proc. 12th Int. Conf. on
Aluminum Alloys, (The Japan Inst. Light Metals, 2010) pp. 663–668. 29) The COP technique used in the previous report was applied for
[image:7.595.48.550.85.173.2]preparing sound test pieces with a large size. Table 2 Summary of tensile properties for representative samples.
0.2% proof stress (MPa)
tensile strength
(MPa) uniform strain fracture strain
As-cast 124 206 0.13 0.14
two-step preheating + ECAP 232 285 0.04 0.14
two-step preheating + ECAP + T6 251 312 0.16 0.25