Effects of Ti Addition into Core Alloy on Forming and Brazing Characteristics
of 4343
/
3003
/
4343 Aluminum Alloy Clad Sheets
Jesik Shin, Kitae Kim and Sehyun Ko
Liquid Processing & Casting Technology R&D Division, Korea Institute of Industrial Technology, 7-47 Songdo-dong, Yeonsu-gu, Incheon 406-840, South Korea
The effects of Ti addition into a 3003 core alloy on the cold press forming and brazing properties of 4343/3003/4343 aluminum clad sheets were investigated. 3003 alloys with various Ti addition levels (0, 0.02 and 0.16 mass%) were prepared by adding with an Al10 mass%Ti master alloy; these alloys were then fabricated into three-layer clad sheets by a roll-bonding process. The addition of a small amount of Ti into the 3003 core alloy at the initial casting stage had a large effect on the grain structure and microstructure of the core layer (after stress relief annealing) and thefiller layer (after brazing), as well as on the grain structure in the as-cast state. The cold-forming characteristics of the clad sheets strongly depended on the recrystallization and grain growth behavior of the 3003 core layer during stress relief annealing at different Ti addition levels. Moreover, Ti addition increased the press formability of the clad sheets at room temperature by twofold or more. A coarse microstructure of the resolidifiedfiller layer due to slow cooling during the brazing process was observed to cause intergranular cracking in the
filler layer of the clad sheets. For this reason, significant Ti migration from the core layer to the clad layer improved the brazing strength of the clad sheets, refining the microstructure of the resolidifiedfiller layer. Further, sagging resistance during the brazing process was also improved upon increasing the Ti level. [doi:10.2320/matertrans.M2013213]
(Received June 7, 2013; Accepted August 5, 2013; Published September 13, 2013)
Keywords: aluminum, clad sheet, titanium addition, cold-press formability, brazability
1. Introduction
3xxx AlMn alloys clad on one or both sides with 4xxx AlSi brazingfiller alloys are the main materials used in the production of automotive heat-exchanger components. This is because the brazing technique using multilayered alumi-num clad sheets is suitable for the construction of compact and geometrically complex shapes, leading to weight and cost reduction and rapid production.13) A number of heat-exchanger components are formed from aluminum clad sheets by cold press forming, followed by assembling to a net shape and finally brazing to obtain the finished product.4,5) These aluminum clad sheets must attain the highest possible combination of formability, strength and brazability. This is important because the sheet thickness is required to be at a minimum even under increasing coolant pressure trends for weight reduction in vehicles.2)
To improve the mechanical properties of aluminum alloys, grain refining treatment by adding Ti-containing aluminum master alloys into molten alloys has been the most commonly adopted method in the aluminum industry. The popularity of this method could be attributed to the fact that most properties of metal alloys are largely controlled by the microstructures formed during solidification;6) moreover, this method is very economical. A fine and equiaxed grain structure increases formability (in extrusion and rolling processes), machinability, strength and toughness, as well as reduces susceptibility to hot cracking and surface defects in rolled or extruded states.79) A uniform as-cast grain structure also ensures uniformity of response to heat treat-ment and of mechanical properties.10) Although there have been a number of reports concerning the effects of grain refinement on the mechanical properties of aluminum cast billets, slabs and ingots, only a few papers on its effects on the cold press forming and brazing characteristics of aluminum clad sheets made of 3xxx and 4xxx alloys have been published. However, because complex phenomena such
as remelting of thefiller layer, solute intermigration between clad/core layers, erosion of the core layer and solidification of the remelted filler layer take place during processing owing to the unique multilayered structure of aluminum clad sheets,1113)it can be easily guessed that the addition of grain refiner, even if performed only for the core alloy during the initial casting process, may have a critical effect on the brazability as well as mechanical properties of aluminum clad sheets.
The purpose of this study was to investigate the effects of Ti addition into a 3003 core alloy during casting on the cold press forming and brazing properties of a 4343/3003/4343 aluminum alloy clad sheet. An Al10 mass%Ti master alloy was used to refine the grain structure of the 3003 core alloy, varying the Ti addition level up to 0.16 mass% and the consequent effects of grain refinement on the cold press formability of the aluminum clad sheet were examined by the hemispherical dome stretch test. Also the effects of Ti addition on the brazing characteristics were investigated by evaluating the bonding strength and sagging resistance.
2. Experimental Procedure
2.1 Specimen preparation
A 3003 core alloy (mass: 4.4 kg) was prepared by induction melting and pouring into a metal mold with a cavity 170 mm in diameter. For refining the grain structure of the 3003 core alloy, an Al10 mass%Ti master alloy was added into the 3003 alloy melt and the melt was then heated at 750°C for 30 min. In order to systematically investigate the effects of Ti addition on the cold press forming and brazing characteristics of the aluminum clad sheet, the Ti content was varied up to 0.16 mass%. A 4343 filler alloy was also prepared by the same method as that for the 3003 core alloy but without Ti addition. The chemical compositions of the core and filler alloys and the Ti addition levels are listed in Table 1.
4343/3003/4343 aluminum alloy clad sheets were fab-ricated by a hot roll bonding process®Alcad process.14)The cast 3003 and 4343 billets were homogenized at 500°C for 8 and 1 h, respectively, prior to the Alcad process. The 4343 filler alloy was hot-rolled to 2 mm thickness and then clad to both sides of a 10-mm-thick 3003 core alloy. This 3-layer clad aluminum sheet was hot-rolled to 3.5 mm thickness at 480°C, followed by cold rolling to 2 mm thickness. This hot-roll-bonded aluminum sheet was subjected to intermediate annealing at 480°C for 10 min and was then cold-rolled to 0.7 mm thickness.
2.2 Characteristics evaluation
Cold press forming characteristics of the 4343/3003/4343 aluminum alloy clad sheets were evaluated by the hemi-spherical dome stretch test. Prior to the cold press forming process, the as-roll-bonded clad sheets were stress-relief annealed at 415°C for 1 h. The conditions for stress relief annealing were determined by tensile tension tests after various stress relief annealing heat treatments. However, the maximum annealing temperature was restricted below 415°C because of oxidation and grain growth.15)
For the hemispherical dome stretch test, a set of clad sheet specimens with several aspect ratios were prepared, as shown in Fig. 1(b). The length of the specimens was fixed at 95 mm, and their widths were varied among 15, 25, 40, 55, 65, 75 and 95 mm. The length direction of the specimens was parallel to the rolling direction. The specimens with widths of 15, 25 and 40 mm had an hourglass shape, which was required to prevent failure on the narrow blank of the blankholder used.16) Grid patterns of 2.0 mm©2.0 mm were formed on the clad sheet surface by a silk printing method. The clad sheets were placed on the blankholder with a hole 53 mm in diameter, the upper die was closed and a high holding force of 30 t was applied to clamp them. The tightly clamped sheets were then stretched till failure by a hemispherical punch 50 mm in diameter, as shown in Fig. 1(a). The punch displacement speed was 80 mm/min. At the onset of localized necking, the strains in the grids directly adjacent to cracks and in the grids neighboring them were measured along the vertical (major) and horizontal (minor) axes, respectively, as shown in Fig. 1(b). Forming limit diagrams (FLDs) were drawn by plotting the major and minor strains, and by drawing a curve separating the safe and necking regions.17)
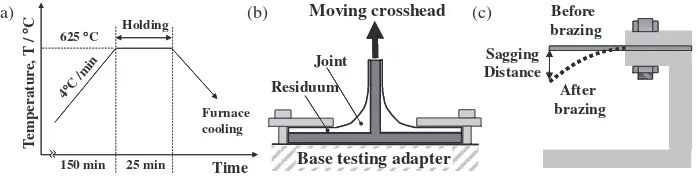
[image:2.595.122.476.481.628.2]Brazing characteristics of the clad sheets were examined by a combined evaluation of bonding strength and sagging resistance. Brazing was carried out in the following cycle under nitrogen atmosphere: room temperature¼heating up to 625°C (4°C/min)¼isothermal dwelling (25 min)¼ furnace cooling (Fig. 2(a)). To evaluate bonding strength, inverted wedge-tee samples were prepared by brazing two clad sheets cut parallel to their rolling direction. The brazed
Table 1 Chemical compositions of 3003 core and 4343 filler alloys analyzed by ICP (mass%).
Alloy Mn Cu Si Fe Ti Al
Core Alloy
3003 (0Ti) 1.03 0.07 0.06 0.25 0.00 bal.
3003 (0.02Ti) 1.12 0.11 0.08 0.38 0.02 bal.
3003 (0.16Ti) 1.11 0.11 0.09 0.36 0.16 bal.
Filler Alloy 4343 ® ® 7.98 0.06 ® bal.
Major strain
Minor strain
(a) (b)
W15 ×L95 W25 ×L95 W40 ×L95 W55 ×L95
W65 ×L95 W75 ×L95 W95 ×L95
Fig. 1 (a) Photographs showing hemispherical dome stretch test, and (b) shape forming after test.
150 min 25 min
Furnace cooling 625 °C
Time
4°C /min
Holding
Base testing adapter Moving crosshead
Residuum Joint
After brazing Before brazing Sagging Distance
(b) (c)
T
emperatur
e, T
/
°
C
(a)
[image:2.595.126.475.682.770.2]wedge-tee specimens were stuck to the base testing adapter of an Instron machine and subjected to tension at room temperature, at a constant crosshead speed of 1 mm/min, as shown in Fig. 2(b). To evaluate sagging resistance, speci-mens cut parallel to the rolling direction werefixed at one of their ends during the brazing cycle. Sagging resistance was then evaluated by measuring the sagging distance of the free end of the specimens after the brazing process, as shown in Fig. 2(c). The free length and width of the specimens were 50 and 22 mm, respectively.
3. Results and Discussion
3.1 Grain structure of as-cast billets and microstructure of as-roll-bonded clad sheets
Figure 3 shows the variation in the grain size and structure of as-cast 3003 alloy billets with the Ti addition level. The grain structure of a non-Ti-added 3003 alloy ingot (Fig. 3(a)) was characterized by a very coarse and well-developed columnar structure®the average grain size reached 3,000 µm, and the area fraction of the equiaxed zone was around 65%, as shown in Fig. 3(d). As the Ti addition level increased up to 0.02 mass% (Fig. 3(b)), the grain size decreased to 230 µm and a fully equiaxed grain structure was obtained. When the Ti addition level was further increased up to 0.16 mass% (Fig. 3(c)), more refined grains with sizes below 75 µm were obtained.
Figure 4(a) shows the multilayer structure of the 4343/ 3003/4343 clad sheets. A typical pancake grain structure with shear bands caused by severe rolling reduction was observed. In the core and filler layers, a Mn intermetallic compound and broken Si particles were observed, as shown in Figs. 4(b) and 4(c), respectively. The thicknesses of the core andfiller layers were in the ranges 430480 and 110 130 µm, respectively.
3.2 Forming characteristics
Figure 5 shows the superposed room temperature FLD for the 4343/3003/4343 clad sheets with different Ti addition levels. FLD shows practical information related to the press formability of sheet materials. In FLD, the region under the curve denotes a safe region for press forming, since the FLD curve is drawn by plotting the major and minor strains in grids directly adjacent to cracks and in grids neighboring them at the onset of localized necking. The left side of the FLD with negative minor and positive major strains is obtained by stretching sheet materials with lower aspect ratio (width-to-length ratio) and consequently represents many strain paths from uniaxial tension to plane strains. The right side of the FLD with positive minor and positive major strains is obtained by stretching sheet materials with higher aspect ratio, covering many strain paths from plane to balanced biaxial strains.16) On the basis of these FLD principles, two interesting findings were observed in Fig. 5. First, Ti addition significantly increased (by twice or more)
20mm
0Ti 0.02Ti 0.16Ti 0
200 400 2,600 2,800 3,000
Equiaxed zone ratio (%)
Grain size Equiaxed zone ratio
Grain size,
S
/
μ
m
0 20 40 60 80 100
(a) (b) (c) (d)
Fig. 3 (a)(c) Photographs showing as-cast grain structures of 3003 core alloy billets with Ti addition level: (a) 0 mass%, (b) 0.02 mass%, and (c) 0.16 mass%and (d) graph showing variations in average grain size and equiaxed zone ratio as a function of Ti addition level.
20μm 20μm
4343
3003
4343
100μm
(a)
Fig. 4 (a) Optical photograph showing cross-section of 0.02Ti added 4343/3003/4343 clad sheet in as-roll-bonded state, and (b), (c) SEM photographs showing microstructures of 3003 and 4343 layers.
-0.2 -0.1 0.0 0.1 0.2
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7
Major strain,
ε1
Minor strain, ε2
0Ti 0.02Ti 0.16Ti
[image:3.595.121.479.76.153.2] [image:3.595.118.478.210.317.2] [image:3.595.331.520.369.503.2]the cold press formability of the clad sheets. Second, as the aspect ratio of the clad sheets increased, i.e., minor strain changed from negative to positive values, the cold press formability of the 0.16Ti-added specimens surpassed that of the 0.02Ti-added specimens. The limit dome height (LDH), which denotes the minimum major strain at the point of zero minor strain (plane strain condition), also increased upon increasing the Ti addition level.
3.3 Brazing characteristics
Figure 6(a) shows the variation in the bonding strength of the brazed samples with an inverted wedge-tee shape, which were prepared by brazing two pieces of 4343/3003/4343 clad sheets at 625°C (Fig. 2) and with different Ti addition levels. The bonding strength gradually increased by about 20% with an increase in the Ti addition level. On the other hand, fracture mostly occurred at the end of the brazed joint in all specimens. The brazed joint had an abundant amount of filler alloy in a curved membrane shape because the molten filler alloy flowed®owing to gravity and surface tension® into the close part of the vertically mating surfaces of the two clad sheets during the remelting period. It was likely that the end of the brazed joints was the weakest zone under tension. This joint end had a microstructure coarser than other parallel parts of the vertically standing clad sheet because of slower cooling influenced by the brazed joint, and it experienced a greater stress concentration effect than the brazed joint because of its smaller cross section area.
Good brazability means good sagging resistance as well as good bonding strength. That is, adequate sagging resistance is required to guarantee the dimensional precision of brazed heat exchangers since the brazing process is carried out at high temperatures using a number of thin clad sheets. In this experiment, the sagging resistance of the clad sheets was observed to improve remarkably with increasing Ti addition level. As shown in Fig. 6(b), the sagging distance of the cantilever clad sheet specimens with 50 mm free length and 22 mm width after the brazing treatment at 625°C decreased significantly upon increasing the Ti addition level.
3.4 Microstructural analysis
3.4.1 Microstructure of 3003 core layer
The effect of Ti addition into a 3003 core alloy using an Al10 mass%Ti master alloy on the forming characteristics of 4343/3003/4343 clad sheets was interpreted in terms of the recrystallization and grain growth behavior of the 3003 core layer during stress relief annealing. In the 4343filler layers, extremely fine recrystallization grains with an average diameter of about 5 µm, formed by heavy cold forming and the subsequent high number of broken Si particles, were observed in all clad sheets, irrespective of the Ti addition level. In contrast, clearly different grain structures were observed in the 3003 core layers depending on the Ti addition level. Figure 7 shows the grain structures of the 3003 core layers in the three types of clad sheets after stress relief annealing at 415°C and brazing at 625°C. Two important microstructural features were observed here. First, after stress relief annealing, fully recrystallized grain structures with considerable growth were observed in the 0.02Ti and 0.16Ti specimens (Ti-added clad sheets) but not in the 0Ti specimen (non-Ti-added clad sheet). In the non-Ti-added clad sheet, recovery chiefly occurred even in brazing, except only a few small recrystallization grains were formed. Second, of all the Ti-added clad sheets, the 0.02Ti specimen showed a larger grain structure with a higher aspect ratio of rolling direction to normal direction. Therefore, on the basis of this recrystallization and grain growth behavior of the 3003 core layer during stress relief annealing, it was concluded that a longish recrystallization grain structure well aligned along the uniaxial tensile direction and an isotropic and fine recrystallization grain structure were more favorable to uniaxial and biaxial forming, respectively.
These variations in the recrystallization grain structure were probably caused by different Ti solute levels and the consequent different Al3Ti particle populations. To under-stand the formation behavior of the Al3Ti phase in the 3003 alloy, the phase equilibria calculations using the Thermo-Calc program and the resistometric studies were carried out. Figure 8 shows the vertical section of the calculated phase diagram for a pseudo AlTi system, in which the composi-tions of Mn, Fe, Cu and Si were kept constant at 1.1, 0.35, 0.1 and 0.08 mass%, respectively. From the high temperature Al-end of the pseudo AlTi phase diagram (Fig. 8(a)), it was able to be seen that the peritectic Ti composition was 0.115 mass%. This peritectic Ti composition between 0.02 and 0.16 mass% seemed to be the cause of the grain size in the as-cast state increasing by three times (Fig. 3). That is, since the Al3Ti intermetallic compound, which acts as a
80 90 100 110 120 130
Bonding strength,
σ
/
MPa
0 2 4 6 8 10 12 14 16
Sagging distance,
d
/ mm
(a)
(b)
0 Ti 0.02 Ti 0.16 Ti
0 Ti 0.02 Ti 0.16 Ti
[image:4.595.62.274.66.391.2]nucleation site, is soluble in aluminum melts,18) a Ti level higher than the peritectic composition must be much more advantageous for Al3Ti particles to survive during melting and casting processes, and thus more effective in refining grains of the 3003 core alloy billet. In addition, a large portion of the remaining Al3Ti particles was likely to be dissolved in the Al matrix during a series of processes carried out at around 500°C for a long time after the casting process, such as homogenization, hot rolling and intermediate annealing. This is because the temperature range around 500°C belonged to ¡-Al+Al6Mn two-phase region for the
chemical compositions of all experimental alloys, as shown in the low temperature Al-end of the pseudo AlTi phase diagram (Fig. 8(b)). However, the phase equilibria calcula-tions indicated that as temperature decreased, the ¡ -Al+Al6Mn+Al3Ti three-phase region tended to broaden. That is, it is thought that the increase in Ti addition level and the decrease in processing temperature raise the possibility of Al3Ti precipitation in the 3003 core alloy.
A remarkable contrast in electrical resistivity changes during an isochronal annealing (with a heating rate of 1°C/min), as shown in Fig. 9, supported indirectly the distinctly different Al3Ti precipitation tendency in the 3003 alloys under the stress relief annealing condition according to different Ti addition levels. Because the extent of electrical resistivity increase of aluminum by Ti out of solid solubility limit is much lower than when in solution by one-twenty fifth,19)the precipitation of Al
3Ti phase leads to a significant decrease in electrical resistivity of aluminum alloys. To
(a) (b) (c)
(d) (e) (f)
Fig. 7 EBSD micrographs showing recrystallization grain structures of 3003 core layers with different Ti addition levels after (a)(c) stress relief annealing and (d)(f ) brazing treatments: (a), (d) 0Ti, (b), (e) 0.02Ti and (c), (f ) 0.16Ti clad sheets.
0.115
L + Al3Ti
L + Al3Ti + α−Al
L + Al3Ti + Al6Mn + α−Al L + Al6Mn + α−Al
L + α−Al
Al6Mn + α−Al Al3Ti + Al6Mn + α−Al L
Titanium (mass%)
T
emperature,
T
/
°
C
640 675
670
665
660
655
650
645
0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
(a)
Al6Mn + α−Al
Al3Ti + Al6Mn + α−Al
Titanium (mass%)
T
emperature,
T
/
°
C
300 500
420
400
380
360
340
320
0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
440 460 480 (b)
Fig. 8 Al-rich sides of isopleth of calculated phase diagram for AlMn FeCuSiTi multicomponent system in (a) high and (b) low temperature regimes. Mn, Fe, Cu and Si content were kept constant at 1.1, 0.35, 0.1 and 0.08 mass%, respectively.
0 100 200 300 400 500
0 1 2 3 4
5 0.02Ti 0.16Ti
Normalized electrical resistivity
,
ρ
/ a.u.
Temperature, T / °C
Stage
III
Stage II
Stage I
[image:5.595.120.475.69.237.2] [image:5.595.66.274.281.586.2] [image:5.595.321.530.285.511.2]investigate the electrical resistivity changes in the 3003 core layer, single layered 3003 alloy sheets were prepared by cold rolling with 80% thickness reduction and solution heat treating at 500°C for 2 h to decompose Al3Ti phase, followed by water quenching. In the 0.02Ti-containing 3003 alloy, only a monotonous increase in electrical resistivity was observed with increasing temperature. Whereas in the 0.16Ti-containing 3003 alloy, the aspect of electrical resistivity variation changed with temperature range®the electrical resistivity increased monotonously as same as the 0.02Ti-containing 3003 alloy up to around 270°C (Stage I), and then markedly deviated down from that of the 0.02Ti-containing 3003 alloy at between 270470°C (Stage II). It seemed that the diffusion-controlled Al3Ti precipitation countervailed the increase of the electrical resistivity due to temperature increase. After an inflection point around 470°C (Stage III), the electrical resistivity started to rise steeply. This steep rise was thought to be accounted for the decomposition of Al3Ti phase.
These thermodynamic modeling and resistometric exam-ining results suggest that while in the 0.02Ti-contaexam-ining 3003 alloy, Al3Ti particles were consistently dissolved into the Al matrix during all processes from melting to stress relief annealing, in the 0.16Ti-containing 3003 alloy, a large number offine Al3Ti particles were precipitated during stress relief annealing and a large number remained after the casting process as well. In the literature, intermetallic compounds containing aluminum and transition metals have been reported to stimulate or resist the recrystallization of prestrained aluminum alloys during heat treatment. The recrystallization is stimulated by a pure matrix in the denuded zone around the intermetallic precipitates, but the interme-tallic precipitates of a complex phase such as Al3(ScxZr1¹x)
have an anti-recrystallization effect.2022) Considering the experimental and thermodynamic modeling results, it was concluded that Al3Ti particles accelerated the nucleation of recrystallization grains in severely cold-rolled 3003 sheets during stress relief annealing, resulting in finer and consequently more isotropic grain structures in the case of higher Ti addition levels.
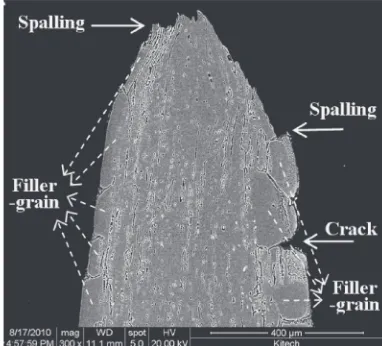
3.4.2 Microstructure of 4343filler layer
Unlike cold press forming characteristics, the effect of Ti addition into a 3003 core alloy on the brazing characteristics of the clad sheets with different Ti addition levels was explained by microstructural changes in the 4343filler layer as well as in the 3003 core layer. First, the microstructure in the vicinity of the fracture tip of the brazed samples with an inverted wedge-tee shape after the bonding strength evaluation test was examined (Fig. 10). In the vicinity of the tensile fracture tip, intergranular cracking and grain spalling phenomena were observed in the filler layer but not in the core layer. Moreover, it was interesting to note that the thickness of the filler layer did not change significantly after the tensile test, which was in contrast with the large elongation of the core layer (compared with the initial thicknesses of the layers in the as-roll-bonded state shown in Fig. 4). This could be attributed to the 4343filler layer being more brittle than the 3003 core layer. The microstructural features of the resolidified filler layer, due to complex interactive remelting and resolidification (including solute
migration) in the filler/core layers, were expected to have a strong influence on the bonding strength of the brazed sheets.
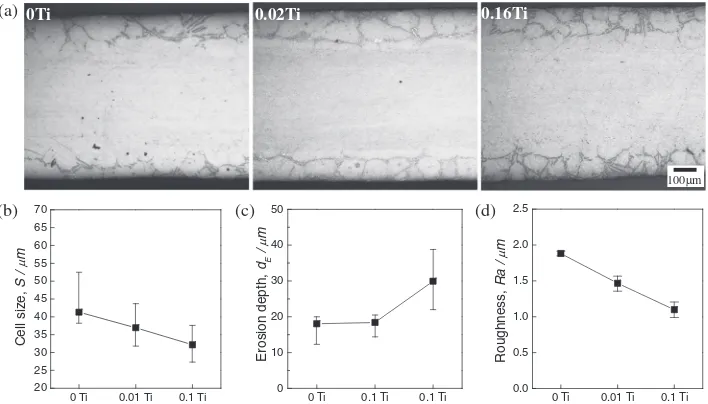
In order to investigate closely the effect of the Ti addition level on the interactive remelting and resolidification phenomena in the filler/core layers, a combined analysis using an optical microscope equipped with an image analyzer and a scanning electron microscope equipped with an energy-dispersive spectroscope was carried out. Figure 11(a) shows the cross-sectional microstructures of the filler/core layers interface after the brazing treatment according to the schedule shown in Fig. 2(a). The microstructures of the resolidified filler layers were characterized by coarse ¡-Al cells in bright contrast and petal-shaped eutectic Si phases in dark contrast. The finely dispersed Si particles in the as-roll-bonded state in Fig. 4 were significantly coarsened to the petal-shaped Si phase because of a slow solidification rate due to furnace cooling. The variations in the¡-Al cell size of the resolidified filler layer, erosion depth and surface roughness with the Ti addition level are shown in Figs. 11(b)11(d). First, it was interesting to note that the average ¡-Al cell size decreased with increasing Ti addition level. Finer¡-Al cells must have been more favorable to prevent crack initiation during the cold deformation process of the clad sheets (see Fig. 10), resulting in bonding strength improvement (see Fig. 6(a)). Second, the erosion depth increased up to around 30 µm with increasing Ti addition level, as shown in Fig. 11(c). Here, the erosion depth was defined as the difference between thefiller layer thicknesses before and after brazing. In the literature, it has been reported that AlSi filler alloy melt penetration along large areal recrystallization grain boundaries of the core layer deteriorates the sagging resistance.1)However, in this study, even though the erosion depth increased in proportion to the recrystallization grain boundaries with an increase in the Ti addition level (as can be seen in Fig. 7: the grain boundary area of the 0.16Ti-added clad sheet was larger than that of the 0.02Ti-added clad sheet), the sagging resistance was improved (see Fig. 6(b)). This higher sagging resistance can be attributed to the core layer strengthening effect due to the Ti solute and its intermetallic compound being greater than the weakening effect due to erosion. This is
[image:6.595.330.521.71.244.2]standable given the fact that the erosion depth variation of 10 µm was much smaller than the total clad sheet thickness of 700 µm. Last, the surface roughness decreased gradually with increasing Ti addition level, as shown in Fig. 11(d). High surface roughness is undesirable for a heat exchanger. A smooth surface is advantageous for improving theflow of coolant and for convection cooling.
From the SEM-EDS mapping analysis, Ti was observed to exist uniformly over the whole resolidified filler layer, as shown in Fig. 12(d). In the 0.16Ti-added clad sheet, the analyzed Ti level within the resolidified filler layer reached 0.06 mass%, whereas in the 0.02Ti-added clad sheet, almost no Ti was observed in the resolidifiedfiller layer. It is worth noting that this value of 0.06 mass% is three times the Ti level in the less-Ti-added (0.02 mass%) 3003 core alloy. In general, it has been known that grain refining for AlSi casting alloys is more difficult than that for wrought alloys since the high content of silicon solutes in the former increases the dendrite growth rate or poisons the surface of Ti
intermetallic nucleants.14)However, of late, in some reports on the grain refinement of AlSi casting alloys, it has been mentioned that Ti addition levels of 0.030.06 mass% are efficient for the refinement of the microstructures of Si-rich aluminum casting alloys. In an Al12Si alloy, the Ti addition level of 0.03 mass% changed the morphologies of primary ¡-Al from dendritic to cellular and of eutectic Si to a more diluted one.23)Moreover, in an Al9.4 mass%Si2.8 mass% -Cu alloy, the Ti addition level of 0.06 mass% had a large effect on the refinement of dendrite arm spacing.24) These observations could be because in aluminum alloy systems, Ti addition using AlTi master alloys not only provides nucleation sites such as TiAl3but also makes Ti solute atoms act as growth restrictors by segregating them into a dendrite/ melt interface.8)In this study, it was likely that in the case of 0.16Ti addition, a significant level of Ti solute atoms and Al3Ti particles migrated from the core layer to thefiller layer through diffusion and partial dissolution during heating and holding stages of the brazing process. As a result, as evident
100μm
0Ti 0.02Ti 0.16Ti
(a)
(d) (c)
(b)
0 Ti 0.1 Ti 0.1 Ti 0
10 20 30 40 50
Erosion depth,
dE
/
μ
m
0 Ti 20 25 30 35 40 45 50 55 60 65 70
Cell size,
S /
μ
m
0 Ti 0.01 Ti 0.1 Ti 0.0
0.5 1.0 1.5 2.0 2.5
Roughness,
Ra /
μ
m
[image:7.595.122.476.70.272.2]0.1 Ti 0.01 Ti
Fig. 11 (a) Micrographs showing cross-sectional microstructures of 4343/3003/4343 clad sheets after brazing treatment at 625°C and variations in (b) cell size of resolidifiedfiller layer, (c) erosion depth and (d) surface roughness as a function of Ti addition level.
00.04 00.06
TiK
08.90 09.23
SiK
91.06 90.71
AlK
at.% mass% Element
(a)
(b)
(c)
(d)
[image:7.595.112.482.329.510.2]from Fig. 11(b), a large amount of Ti and Al3Ti particles migrated into thefiller layer must have effectively refined the microstructure of the resolidifiedfiller layer, resulting in the improvement of bonding strength and surface quality of the brazed clad sheets.
Thus, in summary, Ti addition with a small amount of Ti (0.020.16 mass%) into only the 3003 core alloy at the initial casting stage had a large effect on the grain structures and microstructures of the core layer after stress relief annealing as well on the filler layer after brazing. Higher Ti addition (up to 0.16 mass%) into the 3003 core alloy was observed to improve the cold press forming characteristics of the 4343/3003/4343 aluminum alloy clad sheet by inducing a more isotropic and finer recrystallization grain structure of the 3003 core layer. Moreover, it improved the brazing characteristics such as bonding strength and sagging resistance by refining the microstructure of the resolidified filler layer and by strengthening the core layer.
4. Conclusions
The effects of Ti addition into a 3003 core alloy on the cold press forming and brazing properties of 4343/3003/ 4343 aluminum alloy clad sheets were investigated. The Ti addition level was varied up to 0.16 mass%by using an Al 10 mass%Ti master alloy as a grain refiner. The 4343/3003/ 4343 clad sheets were fabricated by a roll-bonding process, which included homogenization at 500°C, hot rolling and intermediate annealing at 480°C, cold rolling for 80% thickness reduction and stress relief annealing at 415°C, in successive steps. The following conclusions were drawn:
(1) Ti addition of 0.020.16 mass% into only the 3003 core alloy at the initial casting stage was effective in improving the grain structures and microstructures of the core layer after stress relief annealing and those of thefiller layer after brazing, as well as in improving the grain structure in the as-cast state.
(2) The cold forming properties of clad sheets were strongly dependent on the recrystallization and grain growth behavior of the 3003 core layer during stress relief annealing. That is why, Ti addition into the 3003 core alloy significantly improved the cold-forming properties of the clad sheets.
(3) Higher cold biaxial formability was obtained by the finer and more isotropic recrystallization grain structure of the 3003 core layer due to the higher Ti addition level of 0.16 mass%.
(4) Higher cold uniaxial formability due to the lower Ti addition level of 0.02 mass%was obtained in a longish recrystallization grain structure of the 3003 core layer, aligned along the uniaxial tension direction.
(5) The microstructure coarsening of the resolidified filler layer due to slow cooling during brazing and the
consequent occurrence of intergranular cracking in the filler layer deteriorated the bonding strength of the brazed clad sheets.
(6) In the case of 0.16 mass%Ti addition, significant migration of Ti particles from the core layer to the filler layer during brazing refined the microstructure of the resolidifiedfiller layer, and as a result, the bonding strength of the brazed clad sheets increased.
(7) The sagging resistance during brazing was improved with an increase in the Ti addition level because the core layer strengthening effect was greater than the softening effect due to erosion.
REFERENCES
1) J. S. Yoon, S. H. Lee and M. S. Kim:J. Mater. Process. Technol.111
(2001) 8589.
2) W. S. Miller, L. Zhuang, J. Bottema, A. J. Wittebrood, P. De Smet, A. Haszler and A. Vieregge:Mater. Sci. Eng. A280(2000) 3749.
3) J. Lacaze, S. Tierce, M. C. Lafont, Y. Thebault, N. Pébère, G. Mankowski, C. Blanc, H. Robidou, D. Vaumousse and D. Daloz:
Mater. Sci. Eng. A413414(2005) 317321.
4) J. Liu, M. Li, S. Sheu, M. E. Karabin and R. W. Schultz:Mater. Sci. Eng. A479(2008) 4557.
5) X. X. Yao, R. Sandström and T. Stenqvist:Mater. Sci. Eng. A267
(1999) 16.
6) H. Jung, N. Mangelinck-Noël, C. Bergman and B. Billia:J. Alloy. Compd.477(2009) 622627.
7) P. S. Mohanty and J. E. Gruzleski:Acta Metall. Mater.43(1995) 2001 2012.
8) K. T. Kashyap and T. Chandrashekar:Bull. Mater. Sci.24(2001) 345 353.
9) C. Limmaneevichitr and W. Eidhed: Mater. Sci. Eng. A349(2003) 197206.
10) P. Moldovan and G. Popescu:JOM5611 (2004) 5961.
11) F. Gao, D. P. Sekulic, Y. Qian and X. Ma:Mater. Lett.57(2003) 4592 4596.
12) D. M. Turriff, S. F. Corbin and M. Kozdras:Acta Mater.58(2010) 13321341.
13) D. P. Sekulic, P. K. Galenko, M. D. Krivilyov, L. Walker and F. Gao:
Int. J. Heat Mass Transer.48(2005) 23722384.
14) I. Polmear: Light Alloys, from Traditional Alloys to Nanocrystals, (Elsevier, Burlington, UK, 2006).
15) ASM Handbook, Vol. 4:Heat Treating, ASM International, (Materials Park, 1991).
16) F. Ozturk and D. Lee:J. Mater. Process. Technol.170(2005) 247253.
17) R. Narayanasamy, M. R. Chandran and N. L. Parthasarathi:Mater. Des.
29(2008) 16331653.
18) M. Jaradeh and T. Carlberg:Mater. Sci. Eng. A413414(2005) 277 282.
19) J. E. Hatch:Aluminum: Properties and Physical Metallurgy, 10th ed., (ASM, Ohio, 2005).
20) J. Li and S. Saimoto:Mater. Sci. Eng. A234236(1997) 10111014.
21) V. Ocenasek and M. Slamova:Mater. Charact.47(2001) 157162.
22) H. Hallem, W. Lefebvre, B. Forbord, F. Danoix and K. Marthinsen:
Mater. Sci. Eng. A421(2006) 154160.
23) B. Suárez-Peña and J. Asensio-Lozano:Mater. Charact.57(2006) 218 226.
24) B. T. Sofyan, D. J. Kharistal, L. Trijati, K. Purba and R. E. Susanto: