Intermetallic Particle Evolution during ECAP Processing of a 6082 Alloy
Giuliano Angella
1, Paola Bassani
2, Ausonio Tuissi
2and Maurizio Vedani
31National Research Council-Institute for Energetics and Interphases CNR-IENI, Via R. Cozzi 53, 20125 Milano, Italy 2National Research Council-Institute for Energetics and Interphases CNR-IENI, Corso Promessi Sposi 29, 23900 Lecco, Italy 3
Politecnico di Milano-Dipartimento di Meccanica, Via La Masa 34, 20058 Milano, Italy
Intermetallics evolution in a commercial 6082 aluminium alloy severely deformed by Equal Channel Angular Pressing was investigated. Chemical electron probe microanalyses allowed to state that in the severely deformed alloy, Si-rich phases were progressively dissolved whereas the amount and composition of the Fe-Mn-Si containing intermetallics remained substantially unchanged. The moderate hardening effect measured on isothermal aging at 130C of the ECAP processed samples was accounted for by the reprecipitation of the phases dissolved during
severe plastic deformation. Tensile tests and fractographic analyses on the broken specimens showed that the 6082 alloy featured a relatively high ductility and a substantially unaltered fracture mode even after several ECAP passes.
(Received January 19, 2004; Accepted February 20, 2004)
Keywords: 6082 alloy, ultrafine structure, intermetallics, tensile properties, fracture mechanism
1. Introduction
In recent years, considerable research efforts have been devoted to the development of techniques to apply severe plastic deformation (SPD) to ductile metals using methods such as equal channel angular pressing (ECAP), accumu-lative roll bonding (ARB), high pressure torsion straining
(HPTS).1)The principles of ultrafine microstructure
gener-ation during SPD have been well documented in a number of
original works and review papers,1–5)especially for pure Al
and Al alloys.
Recent literature works also highlighted the role played by
second phase particles on the deformation behaviour6,7)and
on the development of ultrafine structures and related
properties.8–11) In a work on an Al 6061 alloy, Moon and
co-workers7) recorded a marked difference in plastic flow
behaviour during ECAP in underaged and overaged alloys. Deformation banding was favoured in the material with the highest workhardening rate such as the underaged alloy while the coarse precipitates formed in the overaged alloy promoted a more homogeneous deformation pattern in the
billets. Similar conclusion were also drawn by Barlowet al.6)
in a study on the effects of small alumina particles in a severely deformed pure Al matrix. It was stated that particles in the size range from 50 to 100 nm were able to promote homogeneous slip by dislocation nucleation as well as to hinder dislocation movement within the structure.
A notable feature of SPD processes is the ability to decompose fine second phase particles and to enhance solubility of alloying elements in the matrix. A detailed study
on Al-1.7 at% Cu alloy in the overaged state8,9)showed that
ECA pressing promoted an initial deformation of the0phase
platelets that led to the progressive fragmentation of this phase into nanoscale spherical particles (achieved after five ECAP passes) and eventually to the complete decomposition
of the 0 phase after eight passes. It was supposed that the
dissolution of the0phase might be caused by instability, due
to the high surface energy of the fragmented nanoscale particles. Similar results were obtained by Morris and
Munoz10)studying an Al-3%Mg alloy heat treated to achieve
a fine precipitation of the Mg as Al3Mg2phase. During SPD
imparted by ECAP, the authors observed a structure comparable to that of the solution treated alloy and concluded that any fine precipitate constituting the alloy structure prior to ECAP was sheared by the intense deformation and that Mg was resolutionised. Finally, notable results on dissolution of
Fe-rich particles in Al-Fe alloys were also published.11,12)It is
accepted that a structure made up of an Al matrix with
negligible Fe solubility and second phase particles of Al13Fe4
composition, can be modified by SPD into an Al-rich solid solution containing a significant amount of Fe and
homoge-neously distributed fine Al13Fe4 particles, often featuring
diffused interfaces with the Al matrix.
In the present investigation a commercial 6082 alloy in the fully annealed condition was processed by ECAP to achieve an ultrafine structure. A study was undertaken on the evolution of the intermetallics found in the alloy structure and on the resulting tensile properties and fracture behaviour.
2. Experimental
A commercial 6082 Al alloy supplied in the form of extruded bas of diameter 10 mm was investigated. The alloy chemical composition is given in Table 1. Samples having a length of 100 mm were cut from the bars and fully annealed
in a muffle furnace at 530C for 2 hours followed by furnace
cooling.
ECAP pressing was carried out using a die with channels
intersecting at an angle ¼90 and with an external
curvature angle ¼20, corresponding to a theoretical
strain of 1.05 for each pass.13) Samples were processed at
room temperature by the so-called route C (rotation by 180
of the billets at each pass) to accumulate up to six passes. The experimental details of the ECAP facility and of material
[image:1.595.303.550.757.785.2]processing are described elsewhere.14)
Table 1 Chemical composition (mass%) of the 6082 alloy investigated.
Mg Si Mn Fe Cu Cr Ti Al
1.193 1.019 0.650 0.267 0.005 0.010 0.015 balance Special Issue on Ultrafine Grained Structures
Specimens cut from the processed billets were prepared by standard metallographic techniques and etched in a solution of 0.5% HF in water to identify intermetallic particles constituting the alloy. The starting grain size was evaluated
by electrolytic etching with a solution of 2% HBF4in water
(Barker’s reagent) at 25 V. Optical and Scanning Electron Microscope (SEM) analyses were carried out to identify morphology and composition of the intermetallics. In particular, systematic electron probe microanalyses (EPMA) were performed to collect the chemical composition of the second phase particles found in the alloy microstructure. The
approach suggested by Quianet al.15)was adopted in order to
numerically treat the unwanted modification of X-ray signals caused by electron excitation of the surrounding matrix when measuring small intermetallic particles.
The mechanical behaviour of the ECAP processed samples was evaluated by Vickers microhardness tests with a indenter load of 500 g, and by tensile tests at room temperature, at an
initial engineering strain rate of 6:7104s1. The tensile
specimens were machined from the processed billets with a gauge length of 30 mm and a diameter of 6 mm. Fracto-graphic analyses of the broken tensile samples allowed to elucidate the fracture mechanisms of the materials as a function of the amount of SPD experienced. Representative fracture surfaces were observed in the central regions of the specimens, so as to avoid misinterpretation of the fracture mechanisms owing to larger shear stress effects acting close to specimens surfaces.
3. Results and Discussion
3.1 Microstructure
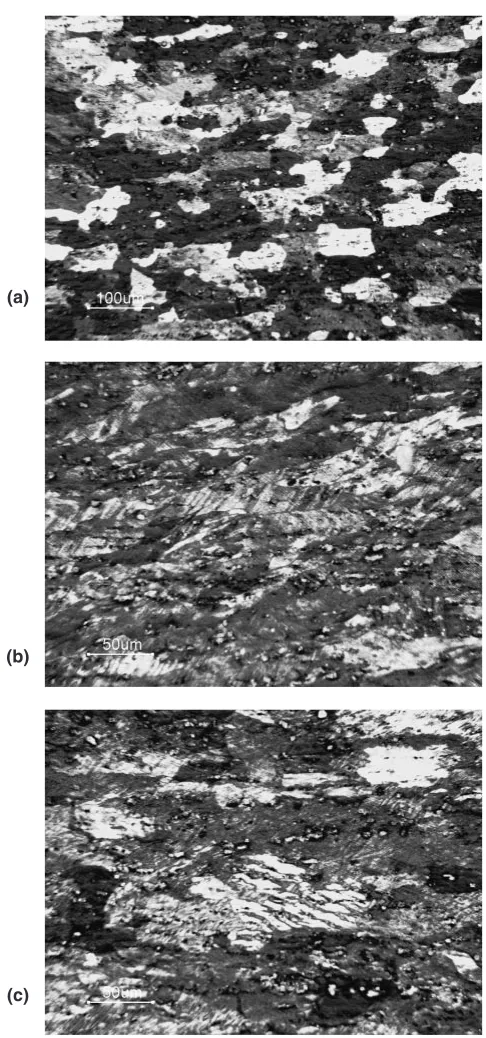
In Fig. 1(a) the representative grain structure of the starting alloy is depicted. The average grain size was relatively uniform throughout the billet diameter and corresponded to grade 6 according to the ASTM E112 standard. Fig. 1(b) and Fig. 1(c) show the evolution of the grain structure obtained after one and two ECAP passes. It can be readily seen that after a single pass through the ECAP die, individual grains became slightly elongated and shear bands appeared within the largest grains. From simple geometrical consideration, it is known that when using the route C, the shear strain is reversed after two passes and therefore the total strain
becomes redundant.3,16)Accordingly, inspection of Fig. 1(c)
shows that the grains appear less elongated and similar in shape to those found in the starting sample, although there is some evidence of the formation of a substructure within the grains and the grain boundaries are not well distinct as in the starting microstrcture. After three or more passes, the structure developed by the severe plastic deformation became more complex and less resolved to the optical microscope. The achievement of the expected ultrafine structure, as observed by TEM analyses, was already
described elsewhere.14) For the present case, it can be
recalled that parallel bands of subgrains separated by small-angle boundaries formed after the first ECAP pass. This substructure rapidly evolved into submicrometer-size high-angle grains and led to the development of a fully equiaxed microstructure after about four passes, in full agreement with
published works.2,4,16,17)
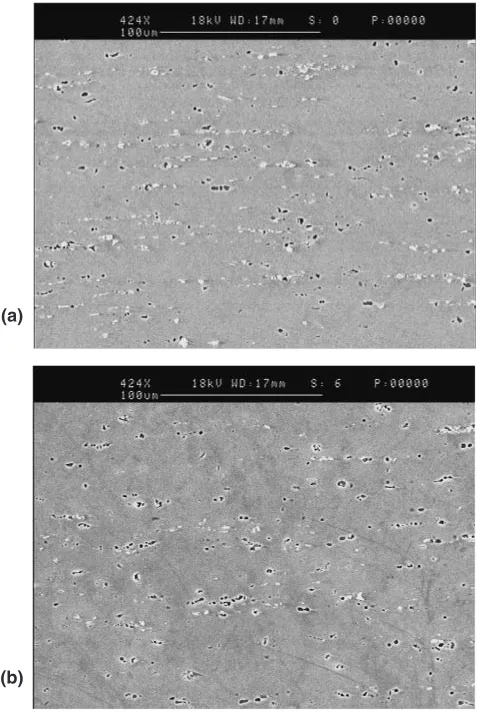
Typical intermetallics distribution of the 6082 alloy in the annealed condition and after ECAP pressing to 6 passes is depicted in Fig. 2. The quantitative EPMA results allowed to classify two main kinds of secondary phases in the alloy structure: a first series of particles containing Si and/or Si + Mg (dark phases), a second series of particles containing Al, Si, Fe and Mn (light phases). In the starting condition, this latter phase was roughly aligned along the extrusion direction of the bars (horizontal direction in the micrographs). After ECAP, the light precipitates lost their preferential alignment and appeared somewhat more fragmented and therefore of smaller average size.
(a)
(b)
(c)
[image:2.595.304.547.66.585.2]3.2 Composition of intermetallics
In Fig. 3, a summary of the analysed second phase particles is given as a function of their composition expressed in terms of Si and Fe + Mn content. Fe and Mn were considered together because in Mn containing Al-Mg-Si alloys, many of
the AlxFeySiz intermetallics are replaced by Alx(FeMn)ySiz
phases.15) In the graph, straight lines joining the matrix
composition to the theoretical composition of several known
intermetallic phases are also drawn. Depending on the relative influence of the surrounding matrix and of the analysed particle, the data point of each particle can be located at different positions on the straight lines: close to the lower edge of the line if the matrix effects prevails, at the upper edge of the line if the particle is large enough to fully contain the electron excitation volume, thus allowing to neglect the disturbing effects of the matrix. The measure-ments clearly confirmed that the Fe-rich intermetallics were
mainly of the Al15(FeMn)3Si2type, as expected for this type
of alloy.15) No significant changes were measured when
considering the possible modifications induced by SPD on the composition of these intermetallics. The Si-rich phases were better analyses by plotting their composition as a function of Mg and Si content, as shown in Fig. 4. Here again,
a straight line representing the theoretical slope of the Mg2Si
phase was drawn as a reference and the influence of ECAP passes was highlighted by using different symbols. Despite the expected data scatter, it is apparent that the Si content of these intermetallics systematically exceeds that of the
stoichiometric Mg2Si composition. It is also suggested that
the almost pure Si particles (data points lying near the X-axis) found in the annealed alloy and in smaller amounts in the samples subjected to 2 ECAP passes, disappeared in the heavily deformed alloy, namely after 6 ECAP passes.
Finally, considering the observed dissolution of Si-rich intermetallics during severe plastic deformation, the possible aging response of the samples ECAP processed to six passes was evaluated by microhardness testing after isothermal
aging at 130C. The obtained microhardness profile is
reported in Fig. 5. It is highlighted that a limited gain in strength can be achieved, although the hardness improvement induced by aging is of the same order of magnitude of the experimental data scatter. Accurate TEM analyses aimed at demonstrating the nature of the precipitates are currently in progress and will be the subject of a future paper.
3.3 Mechanical properties
The strength and ductility of the billets as a function of the number of ECAP passes experienced is depicted in Fig. 6. The strengthening achieved by the ECAP processed samples followed the expected trend found also for other severely
deformed Al alloys.1,18)A steep increase is noticed on the first
(a)
(b)
Fig. 2 SEM micrographs showing the intermetallics distribution in the starting billet (a) and in the billet ECAP processed to six passes (b).
0 10 20 30 40
0 10 20 30
Si content (mass %)
Fe + Mn content (mass %)
Al12Fe3Si
Al15Fe3Si2 Al8Fe2Si
Al21Fe3Si5 Al5FeSi
Al8FeMg3Si6
40
Fig. 3 Composition of the intermetallic phases found in the 6082 alloy as a function of (Fe + Mn) vs. Si content. Open circles: annealed alloy; open squares: samples processed to 2 ECAP passes; full squares: samples processed to 6 ECAP passes.
0 10 20 30 40
0 10 20 30 40
Si content (mass %)
Mg content (mass %)
Mg2Si
[image:3.595.49.289.72.428.2] [image:3.595.321.532.74.201.2] [image:3.595.64.274.486.613.2]ECAP pass while a substantial saturation of properties followed on further straining. Concurrently, fracture elonga-tion underwent a drop to about one half of the original value on the first pass but remained constant on further passes, keeping a satisfactory level of about 8%.
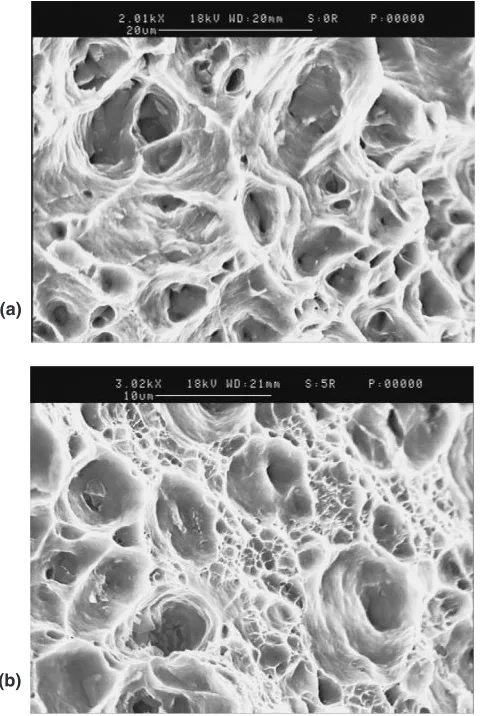
SEM fractographs taken on broken tensile samples showed that in all of the investigated alloy conditions, fracture occurred by growth of microdimples that nucleated at intermetallic particles, as depicted in Fig. 7. The average size and depth of the main dimples revealed to be comparable for all the samples, thus suggesting that the investigated alloy maintains a notable intrinsic plasticity even after the large amount of deformation imparted by ECAP. From Fig. 7(b) it can also be observed that secondary dimples of smaller size are traceable on specific flat regions of the fracture surface of the samples processed to a large number of ECAP passes. These features were indeed noticed only occasionally. To the authors knowledge, similar evidences toward an incipient transition in fracture mechanism in ECAP processed alloys were never commented by other researchers. It can be supposed that the appearance of these first fine-dimpled surfaces is the result of the increasing sensitivity toward plastic flow localisation onto specific planes of the severely deformed alloys, as opposed to second-phase induced void growth, typically found in the standard 6082 alloy.
4. Conclusions
The investigation carried out on annealed billets severely deformed by the ECAP process, allowed to draw the following conclusions.
(1) A bimodal distribution of intermetallic particles orig-inally aligned along the longitudinal billet direction was found in the alloy structure. Almost pure Si crystals and
Mg2Si precipitates with excess of Si as well as
Al15(FeMn)3Si2 type intermetallics were detected.
(2) Accurate EPMA analyses performed on the ECAP processed samples allowed to state that in the severely deformed alloy, Si-rich phases were progressively dissolved whereas the amount and composition of the other secondary phases remained substantially un-changed.
(3) Microhardness measurements after isothemal aging of the annealed and ECAP processed samples suggested that a moderate aging effect could be achieved, presumably owing to reprecipitation of phases dis-solved during ECAP processing.
(4) Tensile tests carried out on samples processed to different ECAP passes showed that the alloy strength underwent a steep increase on the first ECAP pass and a near-saturation of properties on further straining. 60
65 70 75 80
0 4 8 10
aging time, t / h
Vic
k
ers hardness
, HV
6 2
Fig. 5 Microhardness evolution after aging at 130C of the 6082 alloy
ECAP processed to 6 passes.
50 100 150 200 250
0 3
Number of passes
Strength,
/ MPa
5 10 15 20 25
Fracture elongation (%)
UTS 0,2%YS
Fracture elongation
1 2 4 5 6
σ
Fig. 6 Tensile properties of the ECAP processed 6082 alloy as a function of passes.
(a)
(b)
[image:4.595.64.273.71.224.2] [image:4.595.308.548.73.431.2] [image:4.595.58.282.280.436.2]Fracture elongation dropped to about 50% of the starting value but kept a satisfactory level with further ECAP passes.
(5) Fracture in tension of the ECAP processed samples occurred by a fully ductile mode, by the nucleation of voids at intermetallics. In samples subjected to a large number of ECAP passes, smaller secondary dimples appeared on specific flat regions of the fracture surface. It was suggested that these fine-dimpled surfaces are the result of the increasing sensitivity toward plastic flow localisation onto specific planes of the severely de-formed alloys.
Acknowledgements
The authors would like to tank Mr. M. Riccardi and Mr. P. Pellin for their valuable contributions in the experimental investigation.
REFERENCES
1) R. Z. Valiev, R. K. Islamgaliev and I. V. Alexandrov: Prog. Mater. Sci.
45(2000) 103–189.
2) Y. Iwahashi, Z. Horita, M. Nemoto and T. G. Langdon: Acta Mater.45
(1997) 4733–4741.
3) A. Gholinia, P. B. Prangnell and M. V. Markushev: Acta Mater.48
(2000) 1115–1130.
4) Y. Iwahashi, M. Furukawa, Z. Horita, M. Nemoto and T. G. Langdon: Metall. Mater. Trans.29A(1998) 2245–2252.
5) F. H. Frohes, O. N. Senkov and E. G. Baburaj: Mater Sci. Engng.A301
(2001) 44–53.
6) C. Y. Barlow, N. Hansen and Y. L. Liu: Acta Mater.50(2002) 171– 182.
7) B. S. Moon, H. S. Kim and S. I. Hong: Scr. Mater.46(2002) 131–136. 8) M. Murayama, Z. Horita and K. Hono: Acta Mater.49(2001) 21–29. 9) M. Murayama, K. Hono and Z. Horita: Proc. Int. Conf. Ultrafine Grained Materials, ed. by R. S. Mishra, S. L. Semiatin, C. Suryanarayana, N. N. Thadhani, T. C. Lowe, Nashville, (TMS, 2000) pp. 145–153.
10) D. G. Morris and M. A. Munoz-Morris: Acta Mater.50(2002) 4047– 4060.
11) V. V. Stolyarov, R. Lapovok, I. G. Brodova and P. F. Thomson: Mater. Sci. Engng.A357(2003) 159–167.
12) K.-T. Park, H.-J. Kwon, W.-J. Kim and Y.-S. Kim: Mater. Sci. Engng.
A316(2001) 145–152.
13) Y. Iwahashi, J. Wang, M. Horita, M. Nemoto and T. G. Langdon: Scr. Mater.35(1996) 143–146.
14) M. Vedani, P. Bassani, M. Cabibbo and E. Evangelista: Metall. Sci. Techn.21(2003) 3–9.
15) M. Quian, J. A. Taylor, J. K. Yao, M. J. Couper and D. H. StJohn: J. Light Met.1(2001) 187–193.
16) Z. Horita, M. Furukawa, M. Nemoto and T. G. Langdon: Mater. Sci. Techn.16(2000) 1239–1245.
17) Y. Iwahashi, Z. Horita, M. Nemoto and T. G. Langdon: Acta Mater.46
(1998) 3317–3331.