ISSN (e): 2250-3021, ISSN (p): 2278-8719
Vol. 10, Issue 1, January 2020, ||Series -IV|| PP 19-24
Optimization of Process Parameters during EDM of Al/SiC Metal
Matrix Composite
Pratiksha V. Khalane1,Kirankumar C. Labade
2, Kamlesh L. Chavan3
Department of Mechanical Engineering G. H. Raisoni Institute of engineering technology, Pune, 412207 Department of Mechanical Engineering, G. H. Raisoni Institute of engineering technology, Pune, 412207 Department of Mechanical Engineering, G. H. Raisoni Institute of engineering technology, Pune, 412207Received 02January 2020; Accepted 16 January 2020
Abstract:
Metal matrix composites are one of the newly developed engineered materials of considerable interest. Metal matrix composite consists of at least two constituent parts, of which one constituent part being a metal and the other part may be a different metal or another material, such as ceramic or organic compound. These materials are known as the difficult-to-machine materials because of the hardness and abrasive nature of reinforcement element like silicon carbide (SiC). Hence, they imposemach inability related challenge, to conventional machining process such as turning, milling etc. Electrical discharge machining (EDM) is a non- conventional process becoming a popular choice for machining these materials. In view of this, the present work is aimed at investigating the effect of tool shape and size factor on material removal rate during electrical discharge machining of aluminiumbased metal matrix composites, in conjunction with the variation of electrical parameters namely, gap current, gap control, pulse on time, and pulse off time while keeping other electrical parameters constant. In this study, LM24/SiC metal matrix composites were fabricated using liquid metallurgical route and the prepared composites were characterized for micro structural analysis, hardness and chemical composition. Taguchi L36 (21 x 36) orthogonal array design was used to carry out the experiments. Signal to noise ratio and analysis of variance were used to determine the most significant parameters that influence the responses. Linear multiple regression model was developed to predict material removal rate. Optical microscopy test revealed fairly uniform distribution of SiC in the matrixKeywords:
Aluminiumalloy, Electric Discharge Machining, EDM, MMC, Material Removal Rate, Metal Matrix Composites, Taguchi,ANOVA.I.
INTRODUCTION
The Metal Matrix Composites (MMCs) have been successfully applied in aerospace industries since 1970s and in the middle of 1980s these materials reached the automobile industry and nowadays their uses are gaining importance. The most important advantages of metal matrix composites are increased strength, decreased weight, and higher service temperature, improved wear resistance, higher elastic modulus.
Metal matrix composite consists of at least two constituent parts, of which one constituent part being a metal and the other part may bea different metal or another material, such as ceramic or organic compound. These materials are known as the difficult-to-machine materials because of the hardness and abrasive nature of reinforcement element like silicon carbide (SiC). Hence, they impose machinability related challenge, to conventional machining process such as turning, milling etc. Electrical discharge machining (EDM) is a non-conventional process becoming a popular choice for machining these materials. In view of this, the present work is aimed at investigating the effect of tool shape and size factor on material removal rate in electrical discharge machining of aluminiumbased metal matrix composites, in conjunction with the variation of electrical parameters namely, gap current, gap control, pulse on time, and pulse off time while keeping other electrical parameters constant. The objectives are to enhance the capability of machining performance i.e. more material removal rate and better surfacefinish and to get better output product. Electro Discharge Machining (EDM) is an electro-thermal non-conventional machining process, where electrical energy is used to generate electrical spark and material removal mainly occurs due to thermal energy of thespark.
II.
LITERATUREREVIEW
[1]
input parameters such as current (A), pulse on time (µs) and pulse off time (µs) by using the Minitab and also by applying the Taguchi’s technique. So the conclusion of this workis that, the optimal value of MRR was determined at levels AIII, BI, and CIII (current discharge at 11A, pulse on time 5µs, and pulse off time 6µs), whereas for TWR the optimal value is contributed by the three process parameters at levels AI, BII, and CII (current discharge at 3A, pulse on time 6 µs, and pulse off time 5µs).
[3]
K.S. Morankar and R.D.Shelke (2017) reviewed the Influence of Process Parameters in EDM Process where It can be seen that peak current have more significance on MRR and TWR. Feed has less significance on TWR lower gap voltage tends to give higher value of MRR. The value of Ra increases with increase of discharge current and open discharge voltage but decreases with an increase of duty factor, current and gap voltage.
[4]Niraj Kumar Ohdar and Babuli Kumar Jena (2017) studied EDM process parameters using Taguchi Method with Copper Electrode At peak current 12(A), pulse on time 15(μs), pulse off time 3(μs) and flushing pressure 0.3(kg/cm2) it is observed that the material removal rate becomes high. For TWR, the most significant factor is found to be peak current followed by pulse on time. For MRR, the most significant factor is found to be pulse on time followed by pulse off time. At peak current 14(A), pulse on time 5(μs), pulse off time 7(μs) and flushing pressure 0.3(kg/cm2) the tool wear rate reduces significantly.
[5]V.Vikram Reddy and P.Vamshi Krishna (2016) studied the effect of Process Parameters during EDM of Stainless Steel 304 using Taguchi Method investigate the influence of process parameters such as peak current (I), pulse on time (Ton) and pulse off time (Toff) on performance measures namely, material removal rate (MRR), tool wear rate (TWR) and surface roughness (SR) during electrical discharge machining (EDM) of stainless steel 304, All the chosen responses namely MRR, TWR, and SR are increased with increase in peak current and pulse on time. However MRR and SR decrease with increase in pulse off time.
[6]
Somnath M. Kale and D.S.Khedekar (2016) investigated to describe the relation of various machining parameters and their effects on output parameters while machining of Inconel 718. Current is most affecting parameters for both MRR and TWR. Material removal rate and tool wear rate increases as the current and pulse on time increases. While material removal rate and tool wearrate decreases as the voltage increases. The optimal values of process parameters which have composite desirability 0.54 are current 41.11
(A), voltage 80(V) and pulse on time 500 (µs).
[7]T.VijayaBabuand J.S Soni (2017) carried out the optimization of process parameters for surface roughness in Inconel 625. The machining parameters are pulse on time, pulse off time and peak current. After successful application of Taguchi method and ANOVA it is concluded, Surface roughness increases with increase on pulse on time and decrease with increase in pulseoff time. For surface roughness most significant factor is pulse on time followed by pulse off time. Peak current is insignificant factor for surface roughness.
[8]
S. Chandramouli and K. Eswaraiah (2016) optimized EDM Process parameters in Machining of 17-4 PH Steel used Taguchi method for the optimization of the process parameters for machining of 17-4 PH steel material with copper tungsten electrode which reveals the proper selection of input parameters.
A. Material Preparation:
IV.
RESULT ANDDISCUSSION
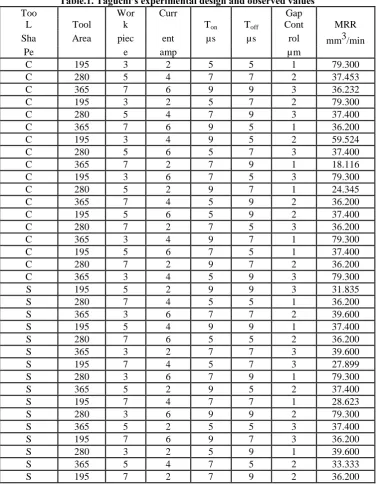
The Taguchi method furnishes an excellent procedure for experimental design in minimum number of runs. The different compositions of metal matrix as well as tool shapes and cross sectional areas were indicated as factor levels. This was carried out as per the Taguchi’s method of orthogonal arrays. Four electrical parameters were also included into the experimental design. In this way, a total of 36 experimental runs were identified as per the L36 Taguchi orthogonal array with different combinations of factors and levels shown in table.
Table.1. Taguchi’s experimental design and observed values
Too Wor Curr Gap
L Tool k Ton Toff Cont MRR
Sha Area piec ent µs µs rol mm3/min
Pe e amp µm
C 195 3 2 5 5 1 79.300
C 280 5 4 7 7 2 37.453
C 365 7 6 9 9 3 36.232
C 195 3 2 5 7 2 79.300
C 280 5 4 7 9 3 37.400
C 365 7 6 9 5 1 36.200
C 195 3 4 9 5 2 59.524
C 280 5 6 5 7 3 37.400
C 365 7 2 7 9 1 18.116
C 195 3 6 7 5 3 79.300
C 280 5 2 9 7 1 24.345
C 365 7 4 5 9 2 36.200
C 195 5 6 5 9 2 37.400
C 280 7 2 7 5 3 36.200
C 365 3 4 9 7 1 79.300
C 195 5 6 7 5 1 37.400
C 280 7 2 9 7 2 36.200
C 365 3 4 5 9 3 79.300
S 195 5 2 9 9 3 31.835
S 280 7 4 5 5 1 36.200
S 365 3 6 7 7 2 39.600
S 195 5 4 9 9 1 37.400
S 280 7 6 5 5 2 36.200
S 365 3 2 7 7 3 39.600
S 195 7 4 5 7 3 27.899
S 280 3 6 7 9 1 79.300
S 365 5 2 9 5 2 37.400
S 195 7 4 7 7 1 28.623
S 280 3 6 9 9 2 79.300
S 365 5 2 5 5 3 37.400
S 195 7 6 9 7 3 36.200
S 280 3 2 5 9 1 39.600
S 365 5 4 7 5 2 33.333
S 195 7 2 7 9 2 36.200
A. Signal to Noise ratio and Analysis of Variance for Material RemovalRate
delta values; rank 1 to the highest delta value, rank 2 to the second highest, and so on. The ranks indicate the relative importance of each factor to the response. The greatest effect on material removal rate and is followed by discharge current and pulse on time. As MRR is the “higher the better‟ type quality characteristic and from the S/N dataanalysis.
Table.2. Signal to noise ratio for mrr
Disc
Level
Tool
Tool
Work harge Pulse Pulse Gap Shape piece current On time Off time Contact roll
1
32.8 32.8 35.7 31.6 32.8 32.7 32.0
6 6 7 1 5 5 5
2
31.8 32.2 30.9 32.3 31.7 31.8 32.7
3 2 5 9 8 7 5
3
31.9 30.3 33.0 32.4 32.4 32.2
5 2 4 0 2 3
Delta
1.03 0.91 5.45 1.43 1.07 0.88 0.69
Rank
4 5 1 2 3 6 7
Table.3. Analysis of variance for mrr
Source DF Seq Adj SS Adj F P
SS MS
Tool
1 494.9 494.9 494.9 3.37 0.07
Shape 9
Work
2 7215.8 7215.8 3067.9 24.5 0.00
Piece 4 0
Current 2 243.6 243.6 121.8 0.83 0.49 9 Pulse
2 155.4 155.4 77.7 0.53 0.59
on Time 6
Pulse
2 111.8 111.8 55.9 0.38
0.68 off
8 Time
Gap
2 36.9 36.9 18.4 0.13 0.88
Control 3
Error 24 3528.2 3528.2 147.0
Figure. 1. Main effects plot for SN ratios for MRR
B. Regression Analysis for Material RemovalRate
Regression analysis was carried out to ensure a least squared fitting to error surface in Minitab 16 environment. Regression analysis has been performed to find out the relationship between input factors and MRR. During regression analysis it is assumed that the factors and the response are linearly related to each other. The general first order model is proposed to predict the MRR over the experimental region can be expressed as equation 1 and2.
1) Material removal rate for circular toolshape
MRR = 94.4433 - 0.0295586*tool area - 7.76155*work piece + 1.59242*discharge current–0.626314*pulse on time + 0.0047 0603 * pulse off Time - 0.617419*gap control
2) Material removal rate for square toolshape
MRR = 87.0278 - 0.0295586*tool area - 7.76155*work piece + 1.59242*discharge current – 0.626314*pulse on time + 0.00470603*pulse off time -0.617419*gap control
V.
CONCLUSION
In this study LM24/ SiC metal matrix composites were fabricated and characterized for micro-structural analysis. The effect of tool shape and size on material removal rate was investigated. To carry out experimental runs Taguchi L36 orthogonal array was employed. Based on the experimental results following conclusions weredrawn:
(i).LM24/SiC composites were successfully fabricated using liquid stir casting technique. (ii).Optical microscopy test showed fairly uniform distribution of SiC in the matrix.
(iii).Based on Taguchi analysis and ANOVA the most significant parameter which influences material removal rate was workpiece composition followed by discharge current and pulse on time.
(iv). Optimal parameter setting for achieving high material removal rate are circular shape tool, 195 mm2 cross sectional area, 3 wtpctSiC, 6 Amp discharge current, 5 µs pulse on time, 5 µs pulse off time and 2 µm gapcontrol.
(v). Linear multiple regression model was developed for predicting MRR. Further, confirmation runs resulted in an average percentage of 6.15, underlining the satisfactory prediction of MRR by the developedmodel.
VI.
FUTURESCOPE
(i). The effects of the input parameters during EDM of composites can be optimize for surface roughness and tool wearrate.
(ii).Metal matrix composites would be fabricated by using other manufacturing techniques such as powder metallurgy route and spray casting, and then the results can be compared with stir castingtechnique.
(iii).The study can further be extended by varying the particle size and its effect on the EDM process parameters can beexamined.
(iv).Other EDM process parameters such as type of dielectric, flushing pressure, type of flushing and powder mixed dielectric media effect on material removal rate and surface roughness can bestudied.
REFERENCES
[1]. Narinder Singh and Onkar Singh Bhatia, Optimization of Process Parameters in Die-Sinking EDM - A Review, IJSTE - International Journal of Science Technology & Engineering, 2016, 2 (11) ISSN: 2349-784.
[2]. J. Jeykrishnan, Optimization of process parameters on EN24 Tool steel using Taguchi technique in Electro-Discharge Machining (EDM), IConAMMA-2016 10.1088/1757-899X/149 /1/012022.
[3]. K.S Morankarand R.D.Shelke, Influence of Process Parameters in EDM Process- A Review, International Journal of Innovations in Engineering and Technology (IJIET) 2017, 8(1), ISSN: 2319 –1058.
Inconel 718 using Response Surface Methodology, International Journal of Innovations in Engineering and Technology (IJIET), 2016, 7(3), ISSN: 2319 – 1058.
[7]. T.VijayaBabu and J.S Soni, Optimization of process parameters for surface roughness of Inconel 625 in Wire EDM by using Taguchi and ANOVA method, International Journal of Current Engineering and Technology, 2017, 7(3), P-ISSN 2347 – 5161
[8]. S. Chandramouli and K. Eswaraiah, Optimization of EDM Process parameters in Machining of 17-4 PH Steel using Taguchi Method, 5th International Conference of Materials Processing and Characterization (ICMPC 2016), 4 (2017) 2040–2047.