1
Establish the effects of yarn and fabric construction and colour in respect of red reflectance and pigmentation on thermal properties and LOI of flame retardant polypropylene fabrics.
C.Kindness a, B.K.Kandola b and A.R.Horrocks b
a Camira Fabrics Ltd. Hopton Mills, Mirfield, WF14 8HE, UK
b Centre for Materials Research and Innovation (CMRI), University of Bolton, Bolton BL3 5AB,
UK
Abstract
Polypropylene fibres are widely used in manufacturing upholstery fabrics for domestic and office furniture, automotive and floor coverings. Flammability is becoming an increasing issue of priority for all sectors of the textile industry due to public safety awareness and stringent legislation controlling the use of products in different sectors There are several standard test methods developed in different countries across the world for testing their fire performance, each test having different criteria to meet .The behaviour of polypropylene -containing fabrics
that are considered to be manufactured from the same raw material, construction and manufacturing process show variations in their burning behaviour especially when subjected to an external heat flux in addition to a small igniting flame.This paper attempts to correlate fibre, yarn and fabric variables including area density, air permeability, yarn/fabric colour, the effect of colouring pigment on fibre thermal degradation with final fabric flammability performance.
1. Introduction
Singapore as well as occurrences such as the underground train fire in South Korea have led to an increased adoption of high levels of regulation relating to safety in public places and in transportation [2]
Consequently, there is a greater interest and regulatory drive in the use of fire retardant materials in public and domestic environments. At the same time there has been a gradual movement in customer demand in the contract upholstery market especially during the past five years, from natural to synthetic fibres and, with the development of effective flame retardant systems for polymers that employ less hazardous materials and consideration of smoke and toxic emissions from fires, this is expected to increase [3].These issues have caused industry to become increasingly aware of the underlying science and technology underpinning its need to develop products which are both fire safe and match customers demands.
This paper describes an investigation designed to identify the important fibre, yarn and fabric structural variables that influence the burning behaviour determined using defined standard test methods and, therefore, to establish the means of minimising fabric failures. The work centres on a novel flame retardant polypropylene fibre designed and developed to pass the main European flammability standards for contract upholstery whilst meeting the growing commercial demand for a low cost, yet high performance product. The previous commercial development process provided the background for this work and involved the manufacture and testing of a range of fabrics produced from filament yarns in a variety of colours, woven structures and area densities with flammability performance standards determined using methods as defined in BS 7176 [4] using BS5852 source 5 [5] and NF P 92 - 503, the French Bruleur Electrique or M test [6].
3
e.g. BS 7176. The Limiting Oxygen Index (LOI) [7], although not an adopted standard for textiles, is one of the few tests that relate degree of flame retardancy to a quantitative scale. Textile fabrics usually pass a vertical strip test if LOI>26%, however, if a test requires a barrier property where the fabric under test must not only burn for a restricted period but also provide a measure of protection for an underlying flammable surface, such as foam filling as described in BS 7176, then the LOI test may not be predictive of a pass. If a given level of char-promoting behaviour can be produced with the flame retardant polypropylene formulation and this enables a pass to be obtained using the standard BS 7176, then it is highly likely that a meaningful LOI versus pass/fail relationship may be established.
The test results during the earlier commercial development stage indicated that fabric flammability performance was varied. While the majority of fabrics passed the so called BS5852 crib 5 test requirements in the BS7176 performance standard, under the radiant heat flux conditions of NF-P 92 503, those fabrics with a more open, yet thicker construction and of greater area density at between 280 and 340 gsm were seen to burn more readily, and although the times to hole formation were relatively short at 8 to 10 seconds, occasional fails were observed. A pass is where the overall test performance criteria yield an M1 classification i.e. there shall be no combustion lasting more than 5 seconds after the pilot flame is removed, ignition points with a propagation effect, or fall of droplets. It was also intuitively felt that there were differences in behaviour related to the colour of the samples and that this might determine the degree of heat absorption and reflection and hence M test performance.
hence infra -red reflectance. Since this same test causes fabric temperatures to rise, a major burning parameter will be the temperature sensitivity of limiting oxygen index [8]
2 Experimental Methods
2.1 Materials
Commercial Fabrics - Yarn and fabric constructions.
The commercial fabrics given in Table 1 have been selected from a range of colours of flame retardant polypropylene, with one sample used as a control made from standard polypropylene yarn. Those fabrics which use flame retardant yarns generally achieve an M1 pass to the NF P 92-503 test whilst those produced from standard polypropylene fabrics usually achieve an M4 fail classification i.e. when the there is a fall of burning droplets and in a further melting material test there is combustion of the cellu-cotton material or there is persistent, spontaneous or consequential damage such that the average of the lengths destroyed is less than 600 mm measured from the bottom edge of the test piece.
5
dtex yarns could use up to four colours to produce a mixture or marl yarn effect.
The final yarn colour was controlled by the amount of overfeed in the texturing process. The commercial fabrics were regularly produced through a controlled manufacturing process from
production of filament,
yarn texturing
and the final
process of weaving
and samples
were selected for
testing from four
commercial ranges. The
fabric samples
were all woven on
rapier dobby machines in plain weave, 2/2 hopsack, a 16 end dobby design and a six shaft crepe weave.
Table 1 Commercial fabric structures
In these commercial fabrics the yarn construction is particular to the weave structure used. The plain weave fabrics were woven at a sett of 15 ends/cm x 15 picks/cm to give an open
Sample Weave
structure
Area Density gsm
Warp yarn dtex
Weft yarn dtex 1 Dark Turquoise Crepe 249 1290 1290
2 Navy/Blue Dobby 232 800 800
3 Black/White Plain 235 1670 1670
4 Green Plain 240 1670 1670
5 Black/.Brown Plain 234. 1670 1670
6 Blue Plain 256 1670 1670
7 Beige/Brown 2 /2 hopsack 250 800 800
8 Green 2 /2 hopsack 239 800 800
9 Blue 2 /2 hopsack 246 800 800
10 Red Crepe 268 1290 1290
11 Green Crepe 286 1290 1290
weave and a lightweight fabric construction. The crepe weave fabrics comprising 1290 dtex yarns were woven at 8.7 ends /cm x 9 picks/cm and had longer floats and produced a thick, bulky fabric with the greatest potential to trap air within the construction. The 2/2 Hopsack weave was sett at 14 ends/cm x 11.5 picks / cm using the lowest linear density yarns with the least amount of texturing and a parallel orientation in the most highly sett fabric with two yarns lifting together to produce a thinner yet dense construction.
Experimental Fabrics - Yarn and fabric constructions
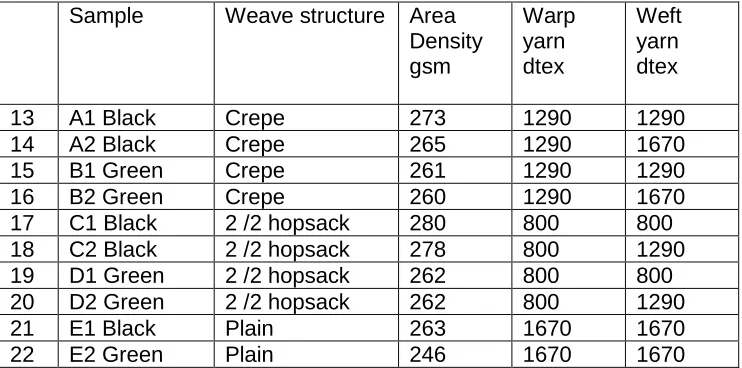
In order to attempt to assess the effects of yarn linear density and fabric structure on flammability using experimental design methods, the fabrics in Table 2 were woven with nominally constant area densities of about 260gsm. Only two yarn colours were selected, black and green chosen based on the relative extreme temperature sensitivities following high temperature LOI testing of the commercial fabrics in Table1 (see section 3.2).
Sample Weave structure Area Density gsm
Warp yarn dtex
Weft yarn dtex
13 A1 Black Crepe 273 1290 1290
14 A2 Black Crepe 265 1290 1670
15 B1 Green Crepe 261 1290 1290
16 B2 Green Crepe 260 1290 1670
17 C1 Black 2 /2 hopsack 280 800 800 18 C2 Black 2 /2 hopsack 278 800 1290 19 D1 Green 2 /2 hopsack 262 800 800 20 D2 Green 2 /2 hopsack 262 800 1290
21 E1 Black Plain 263 1670 1670
22 E2 Green Plain 246 1670 1670
Table 2 Experimental yarn and fabric structures
Pigments
7
Black: b1, b2. White: w1, w2, w3. Brown: br1.
Red: r1, r2. Scarlet: s1. Yellow: y1, y2. Green: g1. Blue: bl1, bl2. Violet: v1.
2.2 Flammability Testing.
The commercial and experimental range of fabric samples were tested in order to assess their potential fire performance using the European standard flammability tests relevant to contract furnishing requirements.
The NF P 92 - 507 [9] which encompasses NF P 92 - 503 or M test is used mainly in France, Belgium, Spain and Portugal by the building industry to certify the use of all materials in buildings for public use. The test categorises the reaction to fire of a material with a classification from M1 to M4 with M1 a pass, M2 acceptable in certain specified uses and M3 and M4 as fails. The relevant section of the test used in these experiments is NF-P 503. A series of tests were carried out to determine the classification. Fabric samples are subjected to a radiant heat flux followed by a flaming ignition source. Generally, a polymeric material will melt to form a hole in 20 s or so only on application of a flame. The results are calculated on a number of parameters being met, the time to hole formation, the presence of burning droplets and the distance of flame spread. Further supplementary tests are then carried out to meet the full requirements.
The Limiting Oxygen Index, LOI and High Temperature LOI using Stanton Redcroft FTA and FTB High Temperature Critical Oxygen Index Equipment respectively were used to measure the sensitivity of fabric index values over the range 20 -120oC defined as : LOI = LOI 20oC –
LOI 120oC. This temperature range was selected in order to simulate the effects of an external
radiant heat flux on fabric ignition and burning properties present in NF P 92 - 503. The upper limit of 120oC was chosen to minimise the effects of fabric shrinkage on the results.
2.3Thermal Analysis
The fabric samples and the respective pigments contained within the filaments used to produce these fabrics were subjected to a TA SDT 2960 simultaneous thermal analysis instrument using DTA-TGA from ambient temperature to 900 oC at 10oC/min heating rate
under a nitrogen atmosphere (flow rate 100 cc/min) [10].
2.4 Air permeability [11]
All the samples were tested for air permeability using Shirley Air Permeability Apparatus
according to BS 9237:1995 . Air permeability (P) of a fabric is a measure of how well it allows
the passage of air through it and is expressed as the volume rate of air flow through a fabric
per unit area at a standard pressure difference.
2.5 Colour measurement and pigment analysis
The colour measurement of each fabric sample was carried out using a Datacolor System [12] where ‘x’ is the measure of redness and ‘y’ is the measure of brightness. Redness was considered to be particularly relevant to this study since red pigments would tend to reflect both red and near IR wavelengths while the converse would be the case for low ‘x value’ fabrics.
3 Results and Discussions
9
The commercial fabrics tested in Table 1 were selected based on previous experience of fabric flammability test performance and represented samples of normal commercial manufacture. These were subjected to testing for LOI at 20oC in increasing 20oC temperature intervals to 120oC and the results are listed in Table 3.
Sample Temperature, C
LOI
M test. BS71
76 Mediu m Hazar d
20 40 60 80 100 120
Time to hole formati on secs
Burnin g drople ts
Distanc e of flame spread mm.
M clas sific atio n 1 Dark
Turquoise
19.2 19.2 19.2 19.0 18.6 18.1 1.1 10 Yes 220 M4 Fail
2 Navy/Blue 26.7 26.7 26.6 26.7 26.3 26.1 0.6 5 No 190 M1 Pass
3 Black/White 24.7 24.7 24.6 24.6 24.6 24.5 0.2 5 No 190 M1 Pass
4 Green 27.2 27.2 27.1 26.8 26.2 26.1 1.1 6 No 180 M1 Pass
5 Black/.Brown 26.4 26.3 25.9 25.8 25.5 25.5 0.9 5 No 190 M1 Pass
6 Blue 26.4 26.4 26.1 25.7 25.3 25.2 1.2 4 No 190 M1 Pass
7 Beige/Brown 26.6 26.6 26.6 26.6 26.5 26.5 0.1 7 No 180 M1 Pass
8 Green 27.1 27.0 26.2 26.1 25.8 25.4 1.7 6 No 180 M1 Fail
9 Blue 25.6 25.6 25.3 25.2 24.7 24.4 1.2 6 No 170 M1 Fail
10 Red 23.4 23.4 23.2 23.2 23.0 22.0 1.4 8 No 200 M1 Pass
11 Green 26.1 26.0 26.0 25.7 24.8 24.2 1.9 5 No 180 M1 Pass
12 Black/Brown 21.8 21.8 21.8 21.7 21.6 21.6 0.2 5 No 190 M1 Pass
The standard, non - flame retardant polypropylene, sample 1 has an expected low LOI value of 19.2 and achieved an M4 fail rating. The flame retardant polypropylene fabrics all have higher LOI values ranging from 21.8 to 27. 2 and achieve M1 ratings. The crepe weave fabrics, samples 10, 11 and 12, which have the highest area densities between 257 and 286 gsm (see Table 1), have a range of LOI values at 20oC of between 21.8 and 26.1 with ∆ LOI
values of 0.2 to 1.9, whilst the 2/2 Hopsack weave fabrics, samples, 7, 8, and 9 with the tightest yarn and fabric constructions, have a lower LOI variability of 25.6 to 27.1 at 20oC and
∆LOI values ranging from 0.1 to 1.7. The plain weave fabrics, 3 to 6 are the lightest in weight and the most open construction and have similar LOI values to the hopsack fabrics of 24.7 and 27.2 and ∆LOI values within the range 0.2 to 1.2.
The two green samples, 4 and 11 compromise the same filament colour in the relevant yarn in plain and crepe woven fabrics .These can be seen to have similar LOI values of 27.2 and 26.1, yet the crepe weave, sample 11, indicates a greater sensitivity of ∆LOI at 1.9 compared to 1.1. Sample 8 , the 2/2 hopsack weave, has a high percentage of the same green filament and shows an LOI value of 27.1 with a ∆LOI close to the crepe weave structure value of 1.7. Whilst the expectation based on openness of fabric structure, would have been to see a greater difference between the results of the hopsack and plain weave samples, it appears that in the green fabrics this is not the case. The crepe weave construction would be expected to have the ability to trap more air within the fabric, whilst the denser and most tightly woven structures made from the finer linear density yarn in the 2/2 hopsack range would be less likely to contain entrapped air.
The area density of the samples does not appear to have any obvious effect on the LOI or the
11
fabric colours. Those samples which contain brown and black pigments in the yarns generally have LOI values between 0.1 and 0.9, indicating that these are relatively less sensitive to temperature, whilst the samples containing green and blue pigmented yarns have higher LOI values between 1.1 and 1.9.
3.2 Experimental Fabrics
In order to investigate the apparent differences in the behaviour of different fabric colours, green and black yarns only were selected to produce the experimental fabrics as stated in section 2.1 and shown in Table 2. These were tested for LOI values over the temperature range of 20 – 120o C and the results are listed in Table 4.
Sample Temperature , C
LOI
M result
20 40 60 80 100 120
13 A1 Black 24.3 24.4 24.0 23.6 23.5 23.1 1.2 M1 14 A2 Black 24.6 24.8 24.3 24.6 24.3 23.9 0.7 M1 15 B1 Green 29.4 28.9 28.6 28.3 28.1 27.8 1.6 M1 16 B2 Green 29.7 29.0 28.9 28.6 28.3 28.1 1.6 M1 17 C1 Black 24.2 23.9 23.4 23.3 23.1 23.0 1.2 M1 18 C2 Black 24.8 23.9 23.9 23.8 23.6 23.3 1.5 M1 19 D1 Green 29.6 29.2 28.9 28.6 28.1 27.8 1.8 M1 20 D2 Green 30.7 30.0 30.0 29.4 28.5 28.3 2.4 M2 21 E1 Black 24.8 24.7 24.7 24.4 23.7 23.5 1.3 M2 22 E2 Green 29.4 28.9 28.8 28.7 28.2 28.0 1.4 M1
Table 4 Experimental fabric flammability results; LOI = LOI 20oC – LOI 120oC
These results indicate that the LOI values at 20oC of the black samples over the range 24.2 –
weave construction and area density have had no obvious, significant effect on the magnitude of Δ LOI. For example the range of Δ LOI results on the 2/2 hopsack (samples 17-20) is from 1.2 to 2.4. Sample 20, the green hopsack construction has a high Δ LOI value of 2.4 and achieved an M2 rating, with burning droplets during the flammability test.
3.3 Air Permeability and the effect on LOI
Little published work is available on the effect of air permeability of woven fabrics burning behaviour. Fabric flammability is determined not only by the fibre behaviour but by the physical geometry of fibres arranged in the fabric. As reviewed by Horrocks et al., [13] the area density, weight and the construction of textile fabrics can all affect their burning characteristics. Fabric area density in relation to the yarn linear density and construction will determine the pore size or empty space within the structure and hence influence the amount of fuel and oxygen available. Low fabric area density values and open structures aggravate the burning rate and so increase the hazard of burn severity more than heavier and multi-layered constructions [2]. Work by Hendrix, cited by Horrocks et al. [13], indicates that in a series of single layered fabrics the LOI increased with fabric area density; however other factors such as the chemical constituent of the fibre can also have an effect on the burning behaviour. Horrocks et al [13] noted that there is a linear trend between air permeability and ∆ LOI in a spun wool blend yarn in a knitted structure , in such a manner that the LOI decreases as the air permeability increases up to a point at which the LOI also begins to increase [14].
The area densities of all the commercial and experimental samples selected in this work are between 232 and 286 gsm (Tables 1 and 2) and little significant variation would be expected in the air permeability results. There may possibly be an effect on LOI at 20oC due to the
13
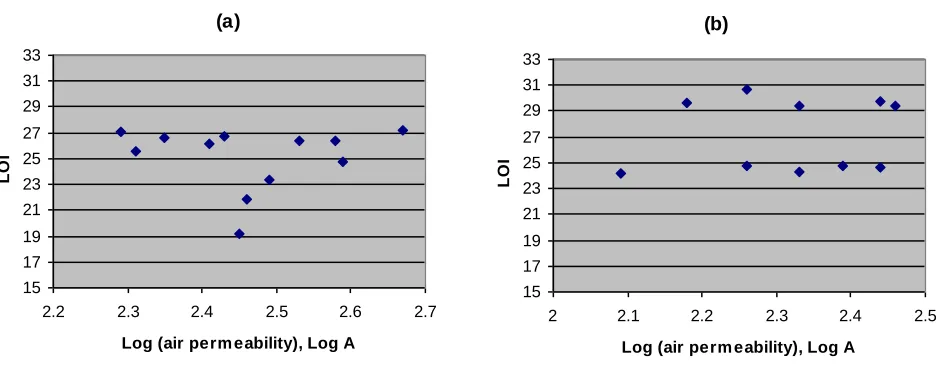
Figure 1. Relationship between air permeability and LOI of (a) commercial fabrics and (b) experimental fabrics
To observe the effect of air permeability on LOI, the LOI values at 20oC of commercial fabrics
are plotted against (air permeability),log A values in Figure 1, where it can be seen that a random scatter rather than an expected [13] linear relationship against LOI values at 20oC
occurs. The lighter sample of 232 gsm has ∆ LOI = 0.6 and a log A = 2.43, whilst the heaviest sample at 286gsm with ∆ LOI = 1.9, has a log A= 2.41. The air permeability results of the experimental fabrics are scattered randomly across a broader range between 2.09 and 2.46 cc/s with the area density ranging from 246 to 280 gsm. The plain weave samples which have the most open structure have air permeabilities between 2.33 and 2.39 cc/s and the most tightly woven hopsack fabrics have the lower results of 2.09 to 2.26 as expected. These fabrics however have a wide range of ∆LOI results from 1.2 to 2.4. However, the LOI vs. log A results can be seen to separate clearly between the green and black samples. The black crepe weave samples have ∆ LOI 0.7 to1.2 and air permeabilities of 2.33 and 2.44 respectively whilst the two green crepe weave samples both have ∆ LOI = 1.6 with air permeabilities of 2.44 and 2.46 cc/s.
(b)
15 17 19 21 23 25 27 29 31 33
2 2.1 2.2 2.3 2.4 2.5
Log (air perm eability), Log A
L
O
I
(a)
15 17 19 21 23 25 27 29 31 33
2.2 2.3 2.4 2.5 2.6 2.7
Log (air perm eability), Log A
L
O
.In Flame Retardancy of Polymers, T R Hull and B K Kandola (editors), Royal Society of Chemistry, Cambridge, 2009, pp.359-380
3.4 Effect of Colour on LOI
Previous experience had suggested that the pigments present in each fabric influence M test performance and that those fabrics that reflected infrared energy to a greater extent would be less sensitive to the M test. Thus, in this study the fabrics having high red reflectivity (measured as “x” reflectance) or an overall high light reflectivity (measured as “y” reflectance”) might be expected to show lower LOI values and hence superior M test results. In Figures 2 and 3, LOI for all commercial and experimental fabrics have been plotted as functions of their red (x) and light reflections (y) values respectively.
Those black or red commercial fabrics have a higher red reflectance, particularly the latter (sample 10) and a lower light reflectance. In the results from the experimental fabrics, two distinct groups of results can be clearly seen in the plots of x (measure of redness) or y (measurement of brightness) versus ∆ LOI. The black samples have lower LOI values than those green samples which are similar in fibre and fabric structure. The green samples have lower “x” values than the black fabrics; however, with regard to brightness where the green fabrics have higher “y” values, the reverse is true. It would appear that temperature sensitivity of LOI as LOI (and possibly M test performance) may be inversely related to fabric redness and hence infrared - reflecting character.
Figure 3 Relationship between red reflectance and LOI of (a) commercial fabrics and (b) experimental fabrics.
0 0.4 0.8 1.2 1.6 2
0 0.2 0.4 0.6 0.8
Red reflectance, x
L
O
I
0 0.5 1 1.5 2 2.5
0 0.1 0.2 0.3 0.4
Red reflectance, x
L
O
I
Green
15
Figure 4 Relationship between light reflectance and LOI of (a) commercial fabrics and (b) experimental fabrics
3.5 Thermal analysis of fabrics and colour pigments
The commercial fabrics and pigments used in each fabric were subjected to simultaneous thermal analysis using a SDT 2960 simultaneous DTA-TGA instrument from ambient temperature to 900oC at 10oC/min heating rate in nitrogen atmosphere (flow rate 100 cc/min) and the selected TGA results are given in Table 5.
(a)
0 0.5 1 1.5 2 2.5
0 0.1 0.2 0.3 0.4
Light reflectance, y
L
O
I
(b)
0 0.5 1 1.5 2 2.5 3
0.33 0.335 0.34 0.345 0.35 0.355 0.36
Light reflectance, y
L
O
I
Green
Sample number Fabric Sample LOI Degradation Temperature from DTG peaks C
Char Yield at 800 C
%
Pigment number
Pigment colour in the fabric
Degradation Temperature from DTG peaks
C
Char Yield at 800 C, %
Onset Maximum Onset Maximum
1 Dark Turquoise 1.1 382 458 1.1 w2 White 372 481 59.0 g1 Green - -
bl1 Blue 387 486 28.0 y1 Yellow 200 332 8.0
2 Navy/Blue 0.6 253 290 /456 0.5 bl2 Blue 356 482 32.0 b1 Black 426 489 39.5 r2 Red 210 348 16.0
3 Black/white 0.2 268 300 / 467 3.6 w1 White 390 483 74.0 b2 Black 412 467 34.0 4 Green 1.1 265 290 /460 0.2 w2 White 372 481 59.0 bl1 Blue 387 486 29.0 y1 Yellow 200 332 8.0 5 Black/.Brown 0.9 238 250 /468 2.1 br1 Brown 384 474 50.0
s1 Scarlet 391 459 23.5
b2 Black 412 467 340
6 Blue 1.2 260 295 / 455 2.1 bl2 Blue 356 482 32.0 r1 Red 220 489 20.0 7 Beige/Brown 0.1 267 298 / 460 0 br1 Brown 384 474 50.0 w3 White 410 484 64.0 y2 Yellow 297 440 10.0 8 Green 1.7 274 300 /459 1.5 bl1 Blue 387 486 29.0 w2 White 372 481 59.0 y1 Yellow 200 332 8.0 g1 Green - -
9 Blue 1.2 262 295 /458 0.7 bl2 Blue 356 482 32.0
r1 Red 220 489 20.0
v1 Violet 290 373 17.0 10 Red 1.4 276 303 /463 0.9 s1 Scarlet 391 459 23.5 y2 Yellow 297 440 10.0 11 Green 1.9 278 293 /464 1.1 w2 White 372 481 59.0 bl1 Blue 387 486 29.0 y1 Yellow 200 332 8.0 12 Black/Brown 0.2 258 292 /464 3.4 br1 Brown 384 474 50.0
s1 Scarlet 391 459 23.5 b2 Black 412 467 34.0
v1 Violet 290 373 17.0 bl2 Blue 356 482 32.0
LDPE 417 445 0
17
As stated in section 2.1, each of the fabrics comprise a number of core and effect warp and weft yarns having different respective colour formulations. A single fabric may contain a number of the basic pigments in varying amounts, for instance sample 12 (Table1), the black/ brown crepe weave contains more than five pigments (br1, s1, b2, v1, bl2) in low percentage combinations. Absolute pigment concentrations are very low in the final fabrics, and with 6% of colour masterbatch being used in the highly saturated colours, this relates to less than 0.1% w/w of each pigment being present in the yarn, therefore, pigment behaviour may have little influence on the final fabric thermal behaviour.
Table 5 shows that thermal analysis of the fabrics and the compounded pigments (in LDPE) indicates that while some pigments were particularly thermally sensitive and decomposed below 250 oC, this effect was not evident from the onset of degradation
data of the whole fabric. The flame retardant fabrics all have similar onset degradation (Tonset) temperatures within a range of 238 and 278 oC and a decomposition
temperature of 455 to 468oC.These compare with the higher onset value of 382 oC and
similar decomposition values of 458 oC for un-retarded sample 1. The char residue at
800 oC of the fabrics is low in most cases except for those containing black pigment
where it is around 3%.
It may be surmised, therefore that the presence of the flame retardant in the other samples is responsible for the general lowering of the onset temperature to the 238 - 278oC range from 382oC in the control. The flame retardant - containing fabrics indicate two-stage decomposition as presented as DTG maximum in Table 5. Thus, the effect of the flame retardant is to decrease the Tonset value by over 100oC. The maximum
degradation temperatures (Tmax) of all the fabrics are consistent within the range 455 to
468 oC and are independent of flame retardant or pigment presence.
respectively. The red (r1, r2) and yellow (y 1, y2) pigments have lower onset degradation temperatures in the region of 200oC and maximum temperatures of
440oC.approximately. The black and white pigmented LDPE compounds have onset
temperatures greater than 370oC and a maximum decomposition temperature higher than 465oC, which are close to pure LDPE values; hence, they show little or no
sensitization of thermal degradation.
The highest levels of char residue was produced from the white, probably inorganic pigment e.g. titanium dioxide at greater than 58%, whilst the black pigments (b1, b2) have between 30 and 40 % char residue. The yellow (y1, y2) pigments produce char residues of 8% and 10%. (It is assumed that if a pigment decomposes, usually into volatile species these may influence the flammability of the overall fabric either by adding to the fuel content or by interfering with the burning and/or flame retardant mechanisms operating).
The fabric and pigment compounds have major Tmax DTG peak values in the 460oC
range for fabrics and 480o C for compounded pigments probably reflecting PP and
LDPE degradations respectively.
While the presence of those yellow and red pigments with lower Tons values in the fabric do not appear to unduly reduce respective fabric Tons and Tmax values further than expected because of the flame retardant presence, they could still act as sensitizing agents for thermal degradation, however, all fabrics, except sample 1, the control, pass the M test. LOI values have also been included in Table 5 to enable more direct comparisons with thermal data to be made. However, there appears to be no simple correlation between LOI values and the presence of a pigment with a particularly low Tons value. Those fabrics with LOI>1.1 often are associated with the presence of a combination of the yellow (y1), white (w2) and blue (bl 2) pigments. The fabric with the lowest onset degradation temperature of 238oC, sample 5, contains brown (br1), black
19
Samples 3,7 and 12 indicate the least sensitivity to temperature difference with respective LOI values of 0.2 and 0.1 Whilst samples 3 and 7 both contain over 0.5% of one of the white (w1 and w3) pigments and samples 3 and 12 both contain high percentages (above 0.6%) of the black pigment (b2).
It has been noted by Weil [15] that pigments may have an effect on the flame retardancy particularly those which depend on melt - flow actions where the pigment inhibits the melt dripping action.
4. Conclusions
The current halogen-based, flame retarded polypropylene fabrics have LOI values between 23.4 - 27.2 compared to 19.2 for un - retarded fabric. The LOI values are much less affected by environment temperatures up to 120 oC and in some cases show little or
no change. The LOI and LOI values do not relate to fabric air permeability in spite of the yarn/fabric structural variables present, although area densities are effectively constant. However there is evidence that the LOI values and hence potential M test performance of the fabrics may be colour sensitive. The black samples with “x” redness reflectance of about 0.32 have lower LOI values compared to those green fabrics which have a lower redness reflectance of 0.26. The presence of the flame retardant in the fabrics generally lowers the onset of decomposition temperature of polypropylene from 282 oC to 238 -278 oC range. The pigments, notably the yellows and reds appear to reduce the onset of
decomposition temperature in addition to the FR effects.
establish more fully the role of the pigment colour, infrared absorbing behaviour and thermal stability on polymer matrix thermal and burning behaviour.
Acknowledgements
The authors would like to show their thanks to UK Department of Trade and Industry (DTI) and McCleery Technical Yarns for their kind cooperation.
References
1 Koslowski H.J. Chemical Fibres International 55 (2005) 140
2 Horrocks A.R and Price D, editors. Fire Retardant Materials Woodhead Publishing, Cambridge, 2001
3 Anon., International Dyer 1997 p17
4 BS 7176: 2007. Specification for resistance to ignition of upholstered furniture for non domestic seating by testing composites.
5 BS 5852:2006 Section 4 Ignition Source 5 - Fire tests for furniture. Methods of test for the ignitability of upholstered composites for seating by flaming sources
6 NF P 92 - 503 Fire protection. Building materials - Reaction to fire tests. Electric heater test used for flexible materials 5mm thick or less.
7 ASTM E2079-07 Standard Test Methods for Limiting Oxygen (Oxidant) Concentration in Gases and Vapors
8. Horrocks A.R., Review of Progress in Coloration, 16 (1986), 62.
9 NF P 92 -507 December 1985 Fire protection. Classification of building interior materials according to their reaction.
10 Simultaneous Thermal Analysis, SDT TA 2960, user manual 1999.
11 Air permeability BSI BS EN ISO 9237:1995 Textiles - Determination of the
Permeability of Fabrics to Air.
21
13 Horrocks A.R., Tunc M., Price D. The Burning Behaviour of Textiles and its Assessment by Oxygen Index Methods. Textile Progress 18 (1-3) 1989, 1.
14 Fire Retardancy of Polymers. The Use of Intumescents. The effect of fabric structure on the flammability of hybrid viscose blends. 3.8
15 Weil Edward D. Synergists, Adjuvants and Antagonists in Flame Retardant Systems by Edward D. Weil, Polytechnic University, Brooklyn, NY 10522