1957091-IJECS-IJENS © October 2009 IJENS
I J E N S
GUI Based Mamdani Fuzzy Inference System
Modeling To Predict Surface Roughness in Laser
Machining
Sivarao, Peter Brevern, N.S.M. El-Tayeb, V.C. Vengkatesh
Abstract— The world of manufacturing has shifted its level to the era of space age machining. The purpose of this investigation is to develop Fuzzy based Graphical User Interface (GUI) for modeling of laser machining conditions. The developed fuzzy based GUI is expected to overcome the major problems faced by most of the manufacturing industries nowadays with the increased number controllable parameters and the lack of expertise to operate the machine. Investigations were carried out by screening for the significant parameters before the explicit GUI is designed. Next, the GUI for Fuzzy based modeling has been developed using GUIDE an d Fuzzy Toolbox in MATLAB. The fuzzy variables were also analyzed before finalizing the significant of its variables. The developed GUI has been programmed to interact with fuzzy variables in order to model the laser processing cut quality of two different thicknesses, 2.5 and 5.0 mm. The models were then compared for their statistical validation by Root Mean S quare Error (RMS E). Few models with best and optimized variables were taken as prediction models, where their respective outputs were analyzed and compared based on percentage error for 128 data sets to validate the models. The best developed model was then recommended to the pressure vessel manufacturing industry to further reduce the production cost and improve cut quality of its end product.
Index Term— Mamdani Fuzzy modeling, Laser Cutting,
laser cut quality evaluation, GUI based modeling.
I. INTRODUCTION
The recent trend of manufacturing industries in achiev ing larger quantities with good quality product is embarked by emp loying non traditional machine tools in order to obtain tight tolerances and accurate dimensions in shortest time possible to ma ke their products time ly in the ma rket. One of the ways to achieve these instant manufacturing practices is by simulat ing the processes to its actual conditions before they are put onto the actual production floor.
Ir. Sivarao is a Professional Engineer (P.Eng.) in the field of Mechanical Engineering who currently serves as a lecturer and researcher in the Faculty of Manufacturing engineering, Universiti T eknikal Malaysia Melaka (UT eM). He is the corresponding author.
phone: 6063316505, Fax: 6063316411 [email protected] or [email protected] Dr. Peter Brevern, Dr. N.S.M. El-T ayeb and Prof. V.C. Vengkatesh are the expatriates from Germany, Iran and India respectively. They are attached to Faculty of Eng. and T ech. (FET ),
Multimedia University, Malaysia
[email protected] , [email protected] [email protected]
High nu mber of simulat ion tools are being e mployed for this reasons as the method is seen to be more reliable as compared to the traditional trial and error methods. There are several Fu zzy based model that has been developed to determine machin ing para meters and responses. Wong and Hamouda [1] developed Fuzzy Expe rt System fo r machinability data sets on the web, where the results produce by the system was compared with the data fro m mach ining handbook. The error was about 0.25 to 2.41 percent. Su ley man et al. co mpared e xperimental results with the consistent fuzzy rule based model estimated values for cutting forces in turning operation [2]. In th is e xperiment, three inputs; cutting speed, feed rate and depth of cut were used to investigate the response. The model with 27 rules has obtained the prediction accuracy up to 99.6 percent. Tansel in year 2006 e mployed fuzzy logic controller for auto detection of chatter in turning operation using S-transformat ion technique [3]. Fu zzy logic approach was also used for optimizing the mach ining para meters of an inject ion mo lding to produce thin shells which we re then applied as mobile phone casings [4]. Fuzzy model was successfully used to select the best silicon crystal slic ing techniques by Doraid and Omar [ 5]. The application of Fuzzy Logic and modeling techniques are not only limited for mach ining processes , parameter selection and control, but the advancements have taken place beyond e xpectation such as in the field of environ ment manage ment where a method to capture the view of mu ltip le stakeholders is developed using fuzzy set theory and Fuzzy Logic [6]. Th is method was successfully applied for flood manage ment of Red River Basin, Minatoba, Canada. Fu zzy model was also successfully used in selecting the best logs using porosity and permeab ility data sets at Korea offshore [7]. Fuzzy logic hand writing recognizing system has been developed and used wide ly [8]. Diesel spray penetration using Fuzzy Logic modeling has been carried out by [ 9], where the model has gain the accuracy reaching a lmost 98 percent with the experimental data sets.
focal distance, gas pressure and stand of distance. The
desired response is surface roughness which considered as most critica l e le ments in
sustaining the laser cut quality and dimensional accuracy.
II. FUZZYLOGIC
Fuzzy logic (FL) is a common ele ment of Expe rt System with an increasing rate of interest and widely used over the past few years due to its successful applications in many control and predict ion systems. It is widely used due to its ability in representing the vagueness and imprec ise informat ion. It suits very well in defining the relationship between inputs and desired outputs of a system, where its ext ra ordina ry controlling and reasoning capability made its way to the application of many co mple x industrial systems since can be precisely modeled under various assumptions and approximations. Fuzzy system consists few inputs, output(s), set of predefined ru les and a defuzzification method with respect to the selected fuzzy inference system.
A. Mamdani Fuzzy INterference System (FIS)
Mamdani FIS is the most known or used in developing fuzzy mode ls. The output of the system is genera lly defuzzified resulting fuzzy sets are combined using aggregation operator fro m the consequent of each rule of the input.
A single if-then rule is written as; IF ―X‖ is A, THEN ―Y‖ is B
or in a mathematical form;
1
{ ( ) ( )}N
i i i
IF premise THEN consequent
Where, A and B are linguistic values defined by fuzzy sets on the ranges; X and Y, respectively. The if-part of the rule ―x is A‖ is called the antecedent or premise, while the then-part of the ru le ― Y is B‖ is called the consequent or conclusion. Fig. 1 shows the defuzzificat ion method applied onto a fuzzy model based on three different conditions.
Fig. 1. Defuzzification using Mamdani FIS
Depending on the system, it may not be necessary to evaluate every possible input combination since some may rare ly or never occur. By ma king this type of evaluation which is usually done by an experienced operator, fewer rules can be evaluated, thus simplify ing the processing logic and perhaps even improving the fuzzy logic system performance [10].
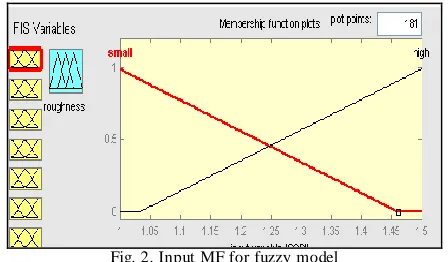
In this project, the input me mbership function was divided into two linguistic values, where each input denoted as low and high respectively. The determination of the me mbership function is done by using the help of ANFIS Toolbo x in MATLA B. This technique enabled e xcellent model develop ment for non-linear process in
which the rules were automat ically generated under ANFIS environment.
Fig. 2. Input MF for fuzzy model
The me mbership function and set of rules were fed into the system in determin ing the response. Each rule in the system is considered very important and critical to generate the predictions in numeric form. The snapshot of the me mbership function plot and rules fed into the system are shown in Fig. 2 and Fig. 3 respectively. Knowing the non-linear behavior of laser p rocessing, therefore 128 ru les were set to ensure the gaining desired outputs are reliable and satisfactory.
Fig. 3. Part of the 128 rules fed into Fuzzy System
III. LASER MACHINING
1957091-IJECS-IJENS © October 2009 IJENS
I J E N S
achieve the desired surface roughness or kerf width which waste cost and time
IV. MACHINING CONDITIONSANDWORK MATERIAL
The workpiece materia ls, design parameters, laser mach ine type and its capability together with the entire equipments / apparatus used in this research activity are listed on coming pages. The standards used in data collection and interpretation also stated.
TABLE I Parameters and levels
Controllable Parameters Level Low High
Stand of Distance (mm) 1 1.5
Focal Distance (mm) 0 0.5
Gas Pressure 5 8
Power (Watt) 1600 2300
Cutting Speed 1800 2500
Frequency (Hz) 1500 1800
Duty Cycle 75 85
A- Work Material
• DIN 17155 HII standard • 5mm Manganese-Molybdenum • Grade: B
• Tensile Strength: 550-690 MPa
B- Laser Machine
• Model: He lius Hybrid 2514 CO2 Laser Cutting Machine
• Controller: FANUC Series 160 i-L • Maximum capacity: 4 kW
• Laser source that use to create laser beam is CO2 gas. The real ingredient is mixtu re of N2 (55%), He (40%) & CO2 (5%) with purity 99.995%.
• Pressure = Max 3 bar
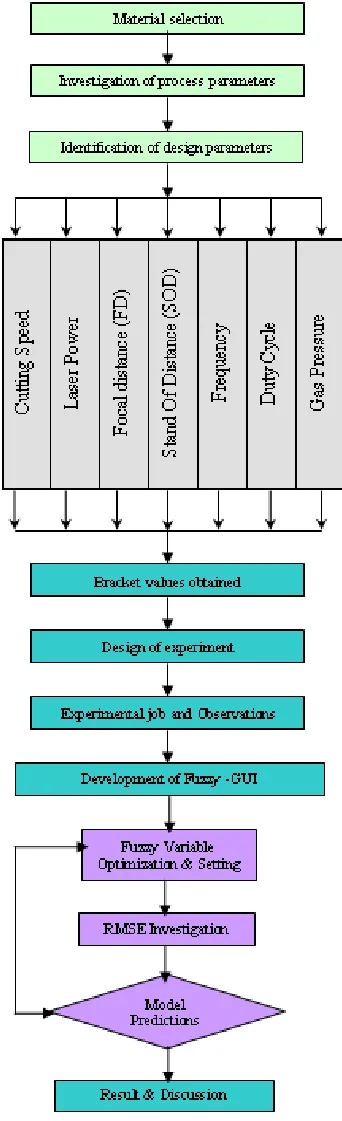
V. METHODOLOGY
The methodology practiced in carry ing out the entire research project is represented in the form o f a flow chart as illustrated in Fig. 4.
GUI DEVELOPM ENT FORMODELING
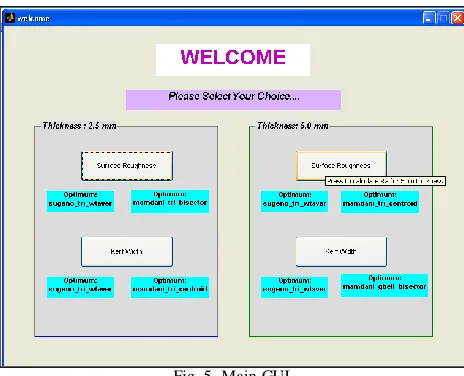
The GUI is created by using GUIDE (Graphic User Interface Developing Environ ment) in MATLA B. The GUI will be div ided into two ma in interface; ma in GUI and sub-GUI. The ma in GUI will let the user select the output that they wanted to predict and the sub -GUI will predict the desired values once the input parameters are keyed-in into the respective data boxes accordingly. The ma in GUI is shown in Fig.5 and the Sub-GUI is shown in Fig.6
Fig. 5. Main GUI
The purpose of the developed GUI is to ease the programming part during modeling. There fore, the GUI is represented with basic graphics such as push buttons. Users are only required to handle graphic objects while the program automates the work as desired. The following GUI is the completed version which is created via MATLAB‘s GUIDE. Th is GUI is capable of predicting surface roughness and kerf width of the materia l wh ich thickness 2.5mm and 5mm. In this paper, the surface roughness prediction of 2.5mm is elaborated.
Fig. 6. Sub GUI
VI. RESULT AND DISCUSSIONS
The ma in GUI with sub-GUIs have been successfully established and used in modeling of laser processing. It enables the user to select any of the fuzzy inference system file (‗fis‘) or manually select their own created ‗.fis‘ file to integrated with GUI. This provides the freedom of modeling in GUI environ ment and mult iple working conditions. Once the ‗fis‘ file is selected, the user could analyze the error of the selected system. Th is
would provide user friendly conditions to the user in which they will know directly if their selected combinations of the fuzzy variab les are the best by referring to the automat ically generated RMSE by the system.
Fig. 7. Selection of ‗.fis‘ file – from main GUI
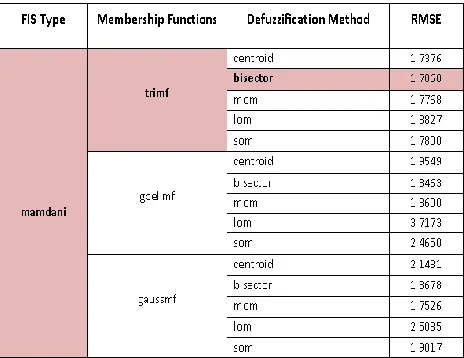
The ma in aim of the developed GUI is to model laser processing phenomenon and predict the cut quality of end product, namely surface roughness. Therefore, seven significant laser machining variab les ; power, speed, pressure, focal distance, stand of distance, frequency and duty cycle were used for fu zzy predictive mode ling with the best combination of fu zzy variables to predict the surface roughness, Ra. The best fuzzy model was selected based on the analysis of RMSE values which were obtained via various combinations of fuzzy variables. Each co mbination setting differs depending on type of me mbe rship functions and defuzzification methods. Fro m the analysis, it was found that the best fuzzy variable combination is with triangular me mbership function and bisector defuzzification method with 1.706 as the RMSE value.
A. Fuzzy Modeling and Prediction
In order to select the best model a mong the tested fuzzy variable co mbinations, the lo west RMSE value was taken as a benchmark. Firstly, the Ma mdani was selected as the fuzy infe rence system (fis). Secondly, three me mbe rship functions were selected to be combined, they are generalized bell (gbellmf), triangular (trimf) and Gaussian (gausmf). Th ird ly, the defuzzification methods were selected to be combined. They are centroid, bisector, Mean of Ma ximu m (mo m), La rgest of Maximu m (lo m) and Smallest of Ma ximu m (SoM). The data sets were then matric ide to analyze RMSE va lues. RMSE, Ei of an individual progra m i is evaluated using equation (1).
(1) Where P(ij) is the value predicted by the individual program i for samp le case j (out of n samp le cases); and
Tj is the target value for sample case j. For a perfect fit,
P(ij) = Tj and Ei = 0. So, the Ei inde x ranges from 0 to
1957091-IJECS-IJENS © October 2009 IJENS
I J E N S
values generated by the models were then summa rized accordingly as shown in Table II.
TABLE II
Summary of RMSE for various combined fuzzy models
The Triangular me mbership function as shown in Fig. 8 has demonstrate to be the best me mbership function for the input because of its simplicity and prec ision in determining the value of the input parameters.
Fig. 8. T riangular membership function for each tested machining variable
The model variables were then plot in histograms to provide better visualizat ion of defuzzificat ion method characterization according to their respective type of me mbe rship functions. The RMSE values gained based on the combinations are shown in Fig. 9, where it clea rly shows that the bisector defuzzificat ion method with triangular me mbe rship function provides the lowest RMSE and therefore , the model was later validated by conducting prediction accuracy test using percentage error, where, it is used to check the prediction strength.
Fig. 9. RMSE for each combined fuzzy models
The percentage error of each prediction is used to determine the effectiveness of the Fuzzy mode l and it
was estimated at least 90 percent of the tested data sets to achieve at least to the accuracy of not less then 80 percent. The percentage error was ca lculated based on equation (2).
(2) The observed and expected signatures are shown by Fig. 10 which c learly indicates the good correlat ion of prediction result as compared to the observed values. Over 128 data sets tested, the trend shows that the tabulation is statistically balanced.
Fig. 10. T he observed and prediction plot
Detailed values of the predictions can be seen in Fig. 1 1 in which, the values were found to fa ll at both side of the trend-line proving balanced and e xce llent fuzzy predictive model has been established.
Fig. 11. Histogram of observed vs. prediction
Fig. 12. (a) Interaction of gas pressure and stand of distance
Fig. 12. (b) interaction of cutting speed and stand of distance
Fig. 12. (c) Interaction of focal distance and stand of distance
Fig. 12. (d) Interaction of gas pressure and frequency.
The fuzzy ru le vie wer of the established model is shown in Figure 13. It indicates the behavirol of the response over the change in values of all the seven significant laser machining parameters.
Fig. 13: Rules viewer of developed fuzzy model over its response / defuzzified values
CONCLUSIONS
Graphica l User Interface (GUI) for fu zzy modeling, specially by Mamdani in ference syatem has been successfully developed as expected to predict the response by optimizing the fu zzy variables on Matlab environment. The RMSE va lues for all the developed models were analy zed and optimized to obtain the lowest which indicates the model strength. All of the models created have shown that error is unavoidable in developing model as they are developed based on intuition and ANFIS he lp to determine the me mbe rship function. The error for the model was quite high especially for the midst and end of experiments. Expe riment nu mber 80 produces the highest error which is 72 pe rcent and the least was witnessed by experiment number 42 with one percent error. As a conclusion, the fuzzy mode l has shown that the ability to predict output fro m given input of the laser cutting machine is achieved but not to the expectation level. This could be due to the very non-linearity behavior of laser processing which Mamdani fu zzy inference system couldn‘t take it. Anyway, the idea to carry out fuzzy mode ling by GUI for researchers who are phobia of progra mming and Matlab is achieved. The prediction accuracy is expected to be improved by using Takagi Sugeno Fu zzy Inference System, where TSFIS can be adopted and configured better to a non-linear process. For future wo rk, it is e xpected that the researchers will ma ke a co mparison study of Mamdani and Sugeno fuzzy infe rence system to see which model could produce better predict ion accuracy of laser machin ing process. This modied Fuzzy modeling is known as ANFIS adopted ruled based where, the limitat ion of t raditional crisp fu zzy modeling is overcomed to suit non-linear laser processing.
ACKNOWLEDGEMENT
1957091-IJECS-IJENS © October 2009 IJENS
I J E N S
Special thanks goes to Facuty of Manufacturing Engineering, Universiti Tekn ika l Malysia Mela ka for their support.
REFERENCES
[1] Wong, SV. and Hamouda, A.M.S., ―A Fuzzy Logic Based Expert System for Machinability Data-On-Demand on the Internet‖,
Journal of Materials Processing Technology, vol. 124, pp. 57-66, 2002.
[2] Suleyman, Y. Faruk, U. and Haci, S., ― Comparisons of Experimental Results Obtained by Design Dynometer to Fuzzy Model for Predicting Cutting Forces in T urning‖, Material and Design, vol. 27, pp. 1139-1147, 2006.
[3] Tansel, IN. Wang, X. Chen, P. Yenilmez, A. and Ozcelik, B, ―Transformation in Machining. Part 2: Evaluation of Machining and Detection of T urning by using S-transformation‖,
International Journal of Machine Tool and Manufactu re, vol. 46, pp. 43-50, 2006.
[4] Chiang, KT. and Chang FP, ― Application of Grey Fuzzy Logic on the Optimal Process Design of an Injection Molded Part with Thin Shell Feature‖, International Communication of Heat and Mass Transfer, vol. 33, pp. 94-101, 2006.
[5] Doraid, D. and Omar, B., ― A Fuzzy Logic Approach to the Selection of the Best Silicon Crystal Slicing T echnology‖, Expert System s with Applications, vol. 176, pp. 641-648, 2008. [6] Akter, T. and Simonovic, S.P., ―Aggregation of Fuzzy Views of a
Large Number of Stake Holders for Multi-objective Flood Management Decision Making‖, Journal of Environmental Management, vol. 77, pp. 133-143, 2005.
[7] Lim, J.S., ― Reservoir Properties Determination Using Fuzzy Logic and Neural Networks from Well Data in Offshore Korea‖, Journal of Petroleum Science & Engineering, vol. 49, pp. 182-192, 2005. [8] Hany, F., ― Handwriting Digit Reorganization with Fuzzy Logic‖,
Jurnal Teknik Elektro, Indonesia, vol. 5, pp. 84-87, 2003. [9] Howlett, R.J. Lee, S.H. Crua C. and Walters S.D., ― Fuzzy Logic
and Neuro-fuzzy Modelling of Diesel Spray Penetration : A Comparative Study‖, Journal of Intelligent & Fuzzy Systems: Applications in Engineering and Technology, vol. 18, 2007. [10] Fuzzy Logic Toolbox™ User‘s Guide, 13th Edition, The
MathWorks, Inc. Natick, US, 2008.
BIOGRAPHIES
Ir. Sivarao is a Professional Engineer (P.Eng.) in the field of
mechanical engineering and currently he serves Universiti Teknikal Malaysia Melaka as a researcher in the field of manufacturing engineering, specializing in precision machining and artificial intelligence. He has published his findings in more than 60 reputated international journals and conference proceedings. He is also an active reviewer for Journal of Engineering Manufacturer (UK), Journal of Mechanical Engineering Science (UK), IJMPT (special issue) and JEEER together with few International Conferences. To date he has been awarded few research grants totaling up to 200K and he has a product patented and commercialized. He also won eight medals in various innovative product design competitions including the one held in Geneva in year 2007. He is also an active member of few professional associations including Board of Engineers Malaysia, Academy of Malaysian SMEs, The Institute of Engineers Malaysia, Malaysian Invention and Design Society and International Association of Engineers, UK.
Pe ter Bre vern is a PhD holder, an expatriate from Germany who is currently the Dean, Faculty of Engineering and Technology (FET), Multimedia University, Malaysia., He has earned his Bachelor, Masters Degree and PhD in the field of Mechanical Engineering from Germany. He has specialized in cutting technologies and consulted few manufacturing industries in Malaysia as well as in abroad. He has published an adequate number of journals and proceedings.
N.S.M. El -Tayeb is a PhD holder, an expatriate from Iran, currently serves as a senior lecturer at Faculty of Engineering and Technology (FET), Multimedia University, Malaysia. He has earned his Bachelor Degree from Iran and his Masters and PhD from United Kingdom. He is a specialist in the area of tribology and he has published few high impact journals and proceedings and he has also chaired few international conferences.