with petroleum industry.
MOHAMED, Abdelhafiez M.A.
Available from Sheffield Hallam University Research Archive (SHURA) at:
http://shura.shu.ac.uk/20073/
This document is the author deposited version. You are advised to consult the
publisher's version if you wish to cite from it.
Published version
MOHAMED, Abdelhafiez M.A. (2016). An integrated framework for maintenance
optimisation with petroleum industry. Doctoral, Sheffield Hallam University (United
Kingdom)..
Copyright and re-use policy
See
http://shura.shu.ac.uk/information.html
All rights reserved INFORMATION TO ALL USERS
The qu ality of this repro d u ctio n is d e p e n d e n t upon the q u ality of the copy subm itted. In the unlikely e v e n t that the a u th o r did not send a c o m p le te m anuscript and there are missing pages, these will be note d . Also, if m aterial had to be rem oved,
a n o te will in d ica te the deletion.
uest
ProQuest 10697380
Published by ProQuest LLC(2017). C op yrig ht of the Dissertation is held by the Author.
All rights reserved.
This work is protected against unauthorized copying under Title 17, United States C o d e M icroform Edition © ProQuest LLC.
ProQuest LLC.
789 East Eisenhower Parkway P.O. Box 1346
An Integrated Framework for Maintenance Optimisation
within Petroleum Industry
Abdelhafiez M A Mohamed
A thesis submitted in partial fulfilment of the requirements of
Sheffield Hallam University for the degree of Doctor of
philosophy
Acknowledgment
During the co u rse of this research , I w as fortunate to receive all possible
support and help from Professor S am eh M S a a d , for which I would like to
take the opportunity to em p h asise my appreciation and gratitude.
I would like to thank all th e participants who provided all th e required d a ta to
com plete this work and th o se who took the time to com plete the
questionnaires.
I am especially grateful to my parents, family and friends for consistently
providing the support and the encouragem ent.
Finally yet importantly, I would like to dedicate this piece of work to th o se
Nomenclature
AD Asset density in the vicinity o f the event of explosion (
$/m2)
AHP Analytic hierarchy processAMI Absolutely more important
AR Area under the damage radius (m2)
ARCM Accelerated reliability centred maintenance
A
vd Average demand during lead time (Time)Av l t Average lead time in days (days)
Awsc Alternative's weight o f sub criteria
Blc Booked labour costs
BP British Petroleum
Bv Financial loss o f the facilities in terms o f explosion or fire ($)
Bpc
Bottleneck penalty cost ($)C Consequence o f the failure CBM Condition-based maintenance Cl Consistency index
ch
Cost o f delay charges per unit ($) CM Corrective maintenanceCmc
Corrective maintenance costCm t Time required completing corrective actions(hrs)
Cpd Value of damaged production ($) CR Consistency ratio
Csd Cost o f damaged parts due to failure o f another part ($) Csp Cost of spare parts ($)
Coh.
Cost o f out-house maintenance ($)C\Vd Cost of cleaning non-hazardous and hazardous materials ($)
r
^wp
Waste disposable cleaning cost ($)D Demand
d Design age o f part/machine
Dc Damages cost ($)
Dch Delay charges ($)
Dd Daily demand
DEA Domino effect analysis
D Ft Due fine time ($)
DOM Design of maintenance
DPD Drilling and production equipment El Equally important
EOQ Economic order quantity ETA Event Three Analysis EVM Eigenvector method F Failure frequency scales / Frequency factor
FAHP Fuzzy analytic hierarchy process FGI Finished goods inventory
FMECA Failure mode effective and critical analysis FTA' Fault tree analysis
Fm Probability o f failure
G Growth factor
He Holding cost ($)
HIRA Hazard and identification and ranking analysis
IM Importance factor
IsE Impact on safety and environmental factor
I Lower bound value
Lc Legal fines in case o f environmental damages ($) LOR . Likelihood of risk
Lt Lead time (h)
m Middle bound value MAX Maximum
MC Maintenance cost ($) Mc Maintenance cost factor MCDM Multi criteria decision making
MDT Mean down time between failures MIN Minimum
MM Maintenance management MNV Mean o f the normalised values MTBF Mean time between failure MTBM Mean time between maintenance MTTR Mean time to repair
MRO Maintenance, repairs and operations inventory MSI Maintenance significant items
MUT Mean up time between failures.
N Number o f orders placed NGM Normalised geometric mean OA Operational availability
Oc Order cost
OEM Original equipment manufacturer 0 F Operational flexibility factor 0/ Operational impact factor ORA Optimal risk analysis
P Physical age o f the equipment
PDI Population density in the vicinity o f the event PD1 Number o f people within the ratio o f impacted area
PDF1 Population distribution factor PIRP Point inspection and regular repair
Plc Production losses cost ($)
PM Preventive maintenance
P
r mc Preventive maintenance cost ($)
PRA Probabilistic risk assessment
Prp Probability o f replacement
QFD Quality function deployment QTY Quantity o f the spare parts RA Risk Assessment
RBM Risk based maintenance
RBIM Risk-based inspection and maintenance RCM Reliability centred maintenance
RGBI Reliability growth based inspection RMI Raw material inventory
RPN Risk priority number
RRCM Reliability and risk Centred maintenance SIL Safety integrity level
SL Service level
Sm h Maintenance personnel hourly rate (h/$)
SMI Strongly more important
Soh Operator’s hourly rate (h/$)
s s
Safety stockT Expected time between orders TAM Turnaround maintenance TBM Time-Based Maintenance TFN Triangular fuzzy number
tip Time spent by maintenance personnel in carrying out preventive
action (hrs) TM Team Managers
TMC Total maintenance cost
(h/S)
tsu Machine set up time (hrs)
t t c Time spent by the maintenance personnel to repair failure (hrs) t t i Production time loss excluding setup machine time (hrs)
U Upper bound value
UDA Unacceptable damaging level(m2)
UFL Level of an unacceptable financial loss
UFR Unacceptable fatality rate (person)
V Number o f damaged production by barrel VED Vital, Essential and Desirable
VSMI Very strongly more important Weight of performance loss
w b Weight o f financial loss Wc Weight of human health loss WD Weight o f environment loss WIP Work-in-process inventory
Weight o f main criteria
Wsc Weight o f sub criteria
Xi Number o f maintenance personnel
x
2
Number o f operational personnelz Number o f standard deviations
a Department’s income due to one barrel ($)
a* Standard deviations
a LT Standard deviations for lead time in days
Research Papers Based on this Research
Saad M Sameh and Mohamed Abdel.(2015). An optimisation model for the scheduling o f preventive maintenance activities and its applications in petroleum industry. Flexible Automation and Intelligent Manufacturing, FAIM2015.
Saad M Sameh, Khan Nufal and Mohamed Abdel.(2015). A fuzzy-AHP multi criteria decision-making model for procurement process. International Journal o f Logistics Systems and Management, Vol. 23, No. 1, 2016.
Saad M Sameh and Mohamed Abdel.(2016). Optimisation o f the maintenance activities and its impact on operation availability within the petroleum industry.
International Journal o f Advanced Manufacturing Technology (IJAMT)(In press).
Mohamed Abdel and Saad M Sameh (2016) Fuzzy Analytic Hierarchy Process for the Selection o f Maintenance Policies within Petroleum Industry. 31st National Conference on Manufacturing Research(In press)
Abstract
M aintenance co n cern s abound a s com panies strive to increase production while guaranteeing safety, flow a ss u ra n c e and equipm ent reliability. Therefore, optimisation of th e m aintenance p ro c e ss is essential to increasing th e productivity of the equipm ent a s well a s d ecreasin g the m aintenance expenditure. Thus, this research is aim ed a t proposing an integrated fram ework to optimise the major m aintenance activities a t strategic and operational levels including sp a re p arts control and risk a s s e s s m e n t within th e petroleum industry.
In this research , th e selection of th e m aintenance optimum policy for equipm ent within petroleum industry is dealt with a t strategic level through multi criteria decision making techniques (classic and fuzzy analytic hierarchy p ro c e ss FAHP). At the operational level, a c o st optimisation m athem atical model is proposed to balance the c o sts of failure of a unit during operation ag ain st the co st of preventive m aintenance to e n su re preventive m aintenance activities a re kept a t minimum possible co st without compromising the utilisation of equipm ent's perform ance.
Furthermore, an integrated approach betw een sp a re parts m a n ag em en t and preventive m aintenance activities is developed to create a c o st effective method and ensuring th e availability of parts in the stock while carrying out preventive m aintenance. A risk a s s e s s m e n t model for equipm ent within the petroleum industry is developed to handle th e likelihood of risk and its co n se q u e n ce s. A m athem atical equation is developed to predict the likelihood of risks and identify the optimum inspection interval. In addition, s e t of modified m athem atical equations to evaluate c o n se q u e n c e s of risk and weighing th e severity of risks in specific a re a s is developed.
The findings of this research indicate th at the proposed FAHP will clearly guide th e practitioners in selecting the optimum m aintenance policies a t strategic level by th e consideration of the related criteria and the possible alternatives for petroleum equipm ent. The results from the proposed m athem atical model for scheduling preventive m aintenance activities show ed
Contents
A cknow ledgm ent... ... ii
N om enclature... iii
R esearch P a p e rs B ased on this R e s e a r c h ... vi
A bstract... vii
List of F ig u re s ... xiv
List of T a b le s...xvi
C hapter O n e ... 1
Introduction...1
1.1 B ackground... 2
1.2 Historical Background of Petroleum Industry and M aintenance 3 1.2.1 Petroleum Industry... 3
1.2.2 M aintenance... 4
1.3 Problem Definition and R ese arch Q u e stio n s...4
1.4 Aims and O b jectiv es...6
1.4.1 A im ... 6
1.4.2 O b je ctiv es...6
1.5 Structure of the T h e sis ... ... 7
1.5.1 C hapter One: Introduction... .7
1.5.2 C hapter Two: Literature R eview ... 7
1.5.3 C hapter Three: R esearch M ethodologies and th e Proposed Integrated F ram ew ork ... 8
1.5.4 C hapter Four: M aintenance Strategic L evel... 8
1.5.5 C hapter Five: M aintenance O perational L ev el...8
1.5.6 C hapter Six: An Integrated A pproach betw een Preventive M aintenance and S p are P art C o n tro l...9
1.5.7 C hapter Seven: Risk A sse ssm e n t Model for Petroleum E q u ip m en t... 9
1.5.8 C hapter Eight: C onclusions, Contribution to knowledge and Future W ork... 9
C hapter Tw o...11
Literature R eview ... ... 11
2.1 Introduction...12
2.2 Definition of M ain ten a n ce ...12
2.3 M aintenance P o licies... 13
2.3.1 Corrective M aintenance (C M )... 14
2.3.2 Preventive M aintenance (P M )...14
2.4 T he Role of M ain ten an ce... 16
2.5 M aintenance Policy Selection P roblem ...17
2.5.1 Reliability-Centered m aintenance (RCM )... 18
2.5.2 Risk B ased M aintenance (R B M ) ;...20
2.5.3 Multi Criteria Decision Making (M CDM )... 21
2.5.4 Analytic Hierarchy P ro c e ss (AHP)... 23
2.5.5 Implementation of AHP for M aintenance Policy S electio n 27 2.5.6 Fuzzy Analytic Hierarchy P ro ce ss (FA H P)...30
2.6 Scheduling th e M aintenance Interval...34
2.7 M aintenance Fram ework within the Petroleum In d u stry ... 39
2.8 Inventory M anagem ent and S p a re P art Control... 42
2.8.1 Inventory C o s t... 45
2.8.2 Economic O rder Quantity (EO Q )... 46
2.8.3 Safety S to c k ... 47
2.8.4 Probabilistic Model and Safety S to c k ... 47
2.8.5 S p a re P arts C lassification... 48
2.8.6 The Role of S p a re P arts Inventory in Oil Industrials... 49
2.8.7 S p a re P arts Inventory F e a tu r e s ... 50
2.8.8 S p a re P arts D em an d ...50
2.8.9 Integrated S p a re P arts and Preventive M aintenance M odels .. 51
2.9 Risk A s s e s s m e n t...^... 54
2.9.1 The Im portance of Risk A sse ssm e n t within Petroleum Industry56 2.9.2 Risk A sse ssm e n t within Petroleum Industry... 58
2.10 Conclusion and the Knowledge G a p ... 62
R esearch M ethodologies and the P roposed Integrated M aintenance
Fram ew ork... 65
3.1 Introduction... 66
3.2 R esearch M ethodologies...66
3.2.1 M aintenance Strategic L evel... 67
3.2.2 M aintenance O perational Level...71
3.2.3 Inventory M anagem ent... 72
3.2.4 Risk A ss e ss m e n t... 73
3.3 The Proposed Integrated M aintenance Fram ew ork...75
3.3.1 O ptim isation ...76
3.3.2 Inform ation... 79
3.3.3 Integration... 79
3.3.4 O u tp u t... 79
3.4 C onclusion... 80
C hapter F o u r... 82
M aintenance Strategic Level....,...82
4.1 Introduction... ... ...83
4.2 Hierarchy Structure for Optimum M aintenance S e le c tio n ...84
4.2.1 C o st ... 85
4.2.2 Availability... 86
4.2.3 Reliability ... 87
4.2.4. S a fe ty ... 88
4.2.4 A ltern ativ es... 90
4.3 Collection of Ju d g m en t D a ta ... 90
4.3.1 The Ju d g em en t S c a le s ... 91
4.3.2 The G eneration of the Com parison M atrix... 91
4.3.3 C onsistency... 92
4.4 Pairwise Matrix Evaluation... 93
4.4.1 Applications of Mean Normalised V alu e... 93
4.4.2 Application of Normalised G eom etric Mean (NGM)... 98
4.4.3 Applications of Eigenvector Method (EVM)... 100
4.4.4 Sensitivity a n a ly s is ...105
4.5.1 P referen ce S c a le ...108
4.5.2 Converting th e Rigid Matrix into Fuzzy M atrix ... 111
4.6 C o rresp o n d en ce of Pairwise Matrix Evaluation M ethods to Zero C onsistency of Main Criteria M atrix... 117
4.7 C onclusion... 123
C h ap ter Five... 125
M aintenance Operational L e v e l... 125
5.1 Introduction...126
5.2 Proposed M athematical Model for M aintenance S c h e d u lin g 127 5.2.1 Probability of Failure FAt...127
5.2.2 Preventive M aintenance C ost (P m c)... 128
5.2.3 Corrective M aintenance C o sts ( C m c ) ... 129
5.2.4 A ssum ptions C onsidered for the proposed M odel... 133
5.3 Applications of the P roposed M athematical M ethod... 133
5.3.1 Preventive M aintenance C o sts (Pmc) Minor S e rv ic e s 134 5.3.2 Corrective M aintenance C o sts (Cmc) Minor S erv ice... 135
5.3.3 Total M aintenance C ost for Minor S e rv ic e ... 136
5.3.4 Preventive M aintenance C o sts Pmc Major S e rv ic e .:... 139
5.3.5 Corrective M aintenance C o sts Cmc Major S e rv ic e ...139
5.3.6 Total M aintenance C ost for Major S e rv ic e ...140
5.3.7 Scheduling PM Intervals for Ruston T u rb in e... 143
5.3.8 The Proposed Model's C ost E ffectiveness...143
5.3.9 The Impact of the P roposed Model on O peration Availability. 146 5.3.10 Sensitivity Analysis of the Proposed M odel... 148
5.4 C onclusion... ...1 5 0 C hapter Six...152
An integrated A pproach betw een M aintenance and S p are P arts C o n tro l.. 152
6.1 Introduction ... 153
6.2 M ethodology and Proposed Integrated A pproach... 154
6.3 The Applications of the P roposed Integrated A pproach... 157
6.3.2 Calculation of EOQ for Required P arts for Minor and Major
Service ... 159
6.3.3 Determining th e Reordering Point (ROP) and Safety Stock (S S ). 161 6.3.4 Application of the Integrated A pproach with Restricted Lead Time Policy... 166
6.3.5 C om parison of inventory Level and M ovement of P art (1) Under Different Inventory P olicies...174
6.3.6 C om parison of th e C ost Effectiveness of Inventory Policies .. 177
6.4 C onclusion... 181
C hapter S e v e n ...183
Risk A sse ssm e n t Model for th e Petroleum E q u ip m en t... 183
7.1 Introduction... 184
7.2 Architecture of th e P roposed M odel...185
7.2.1 Likelihood A sse ssm e n t... 185
7.2.2 C o n se q u e n ce s a s s e s s m e n t... 188
7.3 Applications of the P roposed Risk A sse ssm e n t M ethod...195
7.3.1 Application (1): Mixer 10 0...196
7.3.2 Application (2): Valve 1 0 2 ... 200
7.4 C onclusion... 205
C hapter E ig h t...208
C onclusions, R ecom m endations and Future W ork ...208
8.1 Review of the C onducted R e s e a r c h ... 209
8.1.1 The Proposed Integrated M aintenance F ram ew o rk ...209
8.1.2 M aintenance Strategic L evel... 209
8.1.3 M aintenance Operation L e v e l...210
8.1.4 Proposed Integrated A pproach betw een Preventive M aintenance and S p a re P arts Inventory... 212
8.1.5 Proposed Risk A sse ssm e n t Model for the Petroleum Equipm ent ... 213
8.2 R esearch Contribution to kn o w led g e... 213
8.3 Limitations...214
R eferen c es ...217
A p p e n d ice s... I
Appendix (A): A Q uestionnaire for Validating the Proposed S tra te g ic ...II
Appendix (B):-M aintenance Strategy Selection for Petroleum Equipm ent. XI
Appendix (C): Total M aintenance C ost for Major S e rv ic e ... LIV
List of Figures
Figure 2-1: AHP for M aintenance in Oil R e fin e ry ... 28
Figure 2-2: Hierarchical Structure of Fuzzy Analytical Hierarchy P r o c e s s ... 33
Figure 2-3: RRCM F ra m e w o rk ...40
Figure 2-4: M aintenance Framework for a Pipeline S y s te m ... 41
Figure 2-5: Simplified Block of Optimal Risk A nalysis... 59
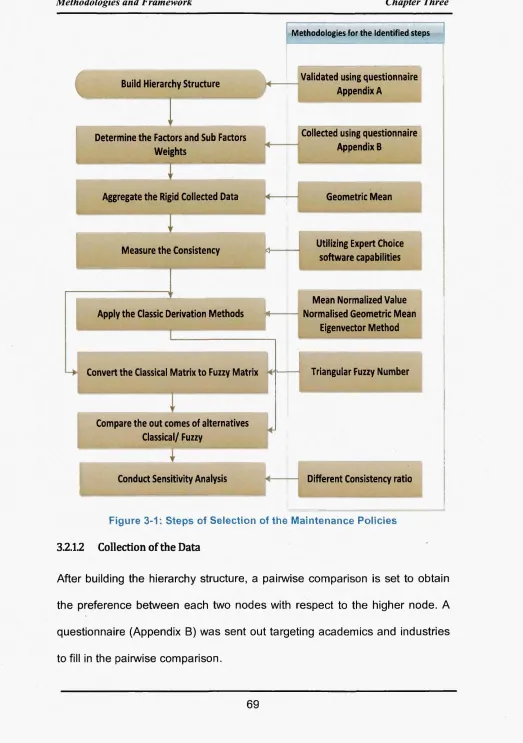
Figure 3-1: S te p s of Selection of the M aintenance P o licies... 69
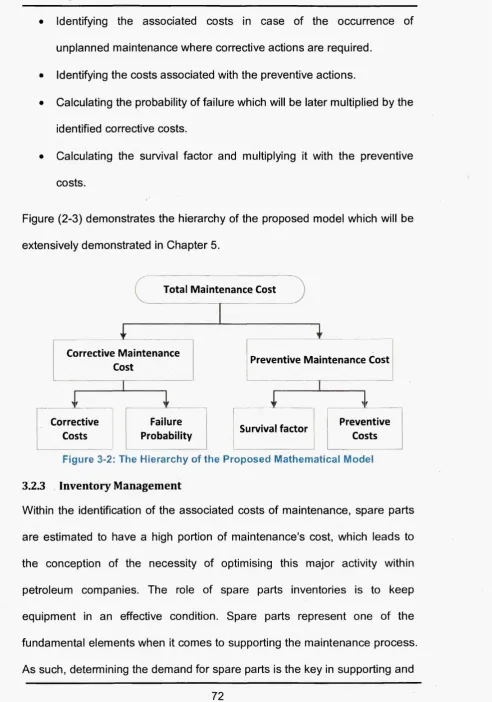
Figure 3-2: The Hierarchy of th e Proposed M athematical M odel...72
Figure 3-3: A Digram showin th e main connections B etween L evels 76 Figure 3-4: P roposed Integrated M aintenance Fram ew ork...78
Figure 4-1: The Hierarchy Structure for the M aintenance Optimum Policy.. 85
Figure 4-2: Priority P referen ce of Main Criteria Using MNV...94
Figure 4-3: Alternative Priorities with R esp ect to C o s t... 95
Figure 4-4: Priorities of Alternatives Using MNV M ethod... 97
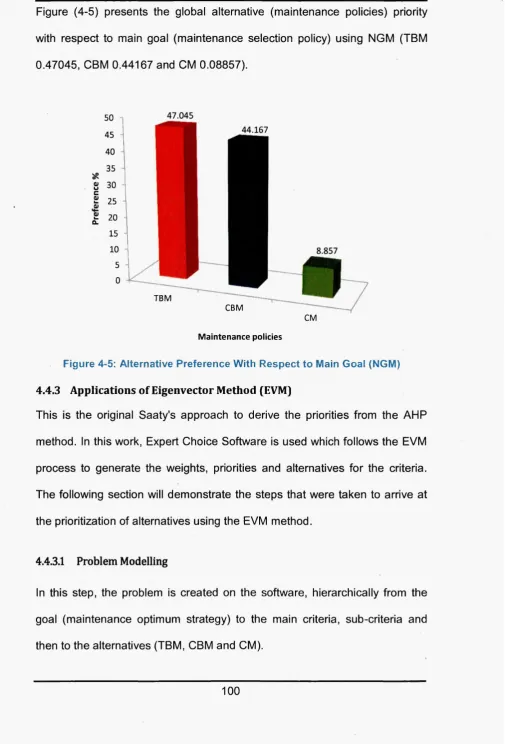
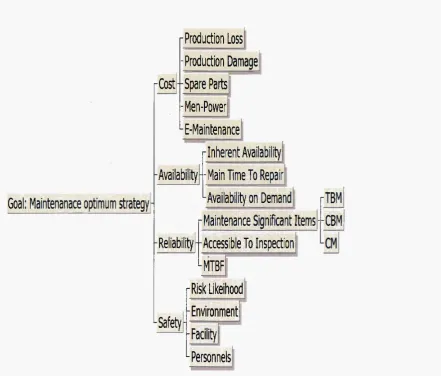
Figure 4-5: Alternative P referen ce With R esp ect to Main Goal (NGM ) 100 Figure 4-6: A hierarchal View of th e Entire S tru ctu re ...101
Figure 4-7: Pairwise Numerical C o m p ariso n s... 102
Figure 4-8: Main Criteria Prioritization and Inconsistency M easu rem en t... 102
Figure 4-9: W eights of Main Criteria, Sub Criteria and A lternatives 103 Figure 4-10: Alternative P reference with R esp e ct to Main Goal Using (EVM) ... 105
Figure 4-11: Different Sensitivity Analysis G ra p h s ... 106
Figure 4-12: Dynamic Sensitivity for the Main C riteria... 106
Figure 4-13: The Intersection betw een T F N s... 107
Figure 4-14: Triangular Fuzzy m e m b e rsh ip ...108
Figure 4-15: Alternative Preference with R esp e ct To Main Goal (T FN ) 117 Figure 4-16: Main Criteria's C om parison Matrix (0 C o n sisten cy )... 120
Figure 4-17: Alternatives Priorities with R esp ect to Main G o a l...121
Figure 5-1: T he Behaviour of (Cmc x FAt) for Minor S e rv ic e ...136
Figure 5-2: T he Behaviour of (Pmc x 1 - FAt) for Minor S e rv ic e ... 137
Figure 5-3: TMC ($/h) for the Minor S e rv ic e ... 138
Figure 5-4: The Behaviour of (Cmc x FAt )for Major S e rv ic e ... 141
Figure 5-5: Behaviour of Pmcfor Major S erv ice ... 141
Figure 5-6: TMC ($/h) for Major S e rv ic e s.. ...143
Figure 5-7: Total C ost Saving ($/year) For Minor S e rv ic e ... 144
Figure 5-8: Total C ost Saving ($/3,5year) Major S e rv ic e ... 145
Figure 5-9: Improved O A for Minor S e rv ic e ...147
Figure 5-10: Improved O A for Major S e rv ic e ... 147
Figure 5-11: PM C ost Higher than CM C ost for Minor S e rv ic e s...149
Figure 6-1: T he Integrated M aintenance and Inventory A p p ro ach ...155
Figure 6-2: Description of M aintenance and Inventory Integrated Approach ...155
Figure 6-4: P art (3) Inventory Level M ovement under Integrated Approach
... 163
Figure 6-5: M ovement of P art (2) MIN/MAX Policy...169
Figure 6-6: Inventory Level of P art (5) (MIN/MAX Policy) ... 172
Figure 6-7: Inventory Level of P art (5) with SL (90%, 95% and 99.99% )... 174 Figure 6-8: P art (1) M ovement under MAX/MIN Policy...175
Figure 6-9: M ovement of S p a re P art (1) with Different SL for 8 Y e a rs 176
Figure 6-10: The Annual A verage Inventory Level of P art (1 )... 177 Figure 6-11: A verage Inventory C ost of S p are P art under MIN/MAX Policy ... 178 Figure 6-12: P arts C ost for Two Y ears with SL (90%, 95% and 99.99% ).. 180
Figure 7-1: Description of Risk Estimation M o d el... 186
List of Tables
Table 2-1: Com parison betw een MCDM to o ls ... 22
Table 4-1: S cale of Relative Im p o rtan ce... ... 91
Table 4-2: C om parison Matric of Main Criteria... 92
Table 4-3: Random In d ices...93
Table 4-4: T he Normalized Value (MNV)... 93
Table 4-5: W eight of Priorities with R esp e ct to C ost (NMV)...95
Table 4-6: Local, Global Priorities and Alternatives W eight (NMV)...96
Table 4-7: Normalised G eom etric m ean of The Main C riteria... 98
Table 4-8: Local, Global priorities and Alternatives W eight (NGM )...99
Table 4-9: Local, Global priorities and Alternatives W eight (EVM) 104 Table 4-10: Triangular Fuzzy Conversion S c a le ... 109
Table 4-11: Fuzzy C om parisons M atrices for the M aintenance Main Criteria 112 Table 4-12: Criteria, Sub-Criteria and Alternatives W eights (T F N )... 116
Table 4-13: Criteria's W eight and Alternatives for Pairwise Matrix Evaluation 118 Table 4-14: The M aintenance Main Criteria Matrix with 0.0 C onsistency ..1 1 9 Table 4-15: Main Criteria's W eights and Alternatives for Modified Matrix ..1 1 9 Table 5-1: C o sts of S p are P arts for Minor S e rv ic e s ...135
Table 5-2: Preventive M aintenance C o sts for Minor S e rv ic e s ... 135
Table 5-3: CM R elevant C o sts for Minor S e rv ic e ... 136
Table5-4: TMC for Minor Service ($/h)... 138
Table 5-5: S p a re p arts C ost for Major S e rv ic e ... 139
Table 5-6: Preventive M aintenance C o sts for Major S e rv ic e ... 139
Table 5-7: S p a re parts C ost for Major S e rv ic e ... 140
Table 5-8: Preventive M aintenance C o sts for Minor S e rv ic e s ... 140
Table 5-9: TMC for Major Service ($/h)... 142
Table 5-10: TMC ($/h) for Minor Services under (PM=CM C o s ts ) 148 Table 6-1: M aintenance Annual D em and for S p a re P a rts ... 159
Table 6-2: S p a re P arts Minor/Major M aintenance S e rv ic e s ...160
Table 6-3: Calculation of EOQ for Minor/Major S e rv ic e s ... 161
Table 6-4: M ovement of P art (1) C onstant L and D ... 162
Table 6-5: ROP and S S for S p are P arts (1) And (2) With SL 90 % ...165
Table 6-6: ROP and S S for S p are P arts (1) And (2) With SL (95% and 9 9 .9 9 % )...165
Table 6-7: ROP and S S for S p are P arts Used in Major S e rv ic e ... 165
Table 6-8: Number of O rders N and Time betw een O rders T ... 166
Table 6-9: P art (1) M ovement under the Current MAX/MIN P o licy ...167
Table 6-10: M ovement of Part 1 under Different Service Levels... 168
Table 6-11: P art (2) M ovement under the Current MAX/MIN P o licy 169 Table 6-12: P art (2) Inventory M ovement under Different Service Levels.. 170
Table 6-14: P art (3) M ovement under Different Service L e v e ls... 171
Table 6-15: P art (4) M ovement un d er C urrent MAX/MIN P o licy ... 171
Table 6-16: P art (4) M ovement under Different Service L e v e ls... 172
Table 6-17: P art (5) M ovement under C urrent MAX/MIN P o licy ... 173
Table 6-18: M ovement of P art (5) U nder Different Service Level... 173
Table 6-19: Total P arts C ost for Y ear 1 and 2 under MAX/MIN Policy 178 Table 6-20: Total P arts C ost for Two Y ears with Different S L ... 179
Table 7-1: Assigning Probability... 188
Table 7-2: Perform ance Function... 190
Table 7-3: S p a re P arts A verage MTBF... 195
Table 7-4: LOR and Growth Factor (G) for Mixer 1 0 0 ... 196
Table 7-5: R elated m aintenance C o sts (Mixer 1 0 0 )... 199
Chapter One
Introduction
This chap ter is divided into six sections. The first section
p re sen ts an introduction to the th esis and th e second
section d e als with th e historical background of the
petroleum industry and m aintenance. The third section
briefly d esc rib e s the problem definition and th e forth
section lists the th e sis's aim s and objectives. T he last
two sectio n s respectively p re sen t the structure of the
1.1 Background
T he contem porary b u sin ess environm ent h a s raised the strategic im portance
of the m aintenance function within organizations which have significant
investm ent in physical a s s e ts (Tsang 2002). The perform ance and
com petitiveness of manufacturing and production com panies is d e p en d e n t
on the reliability, availability and productivity of their production facilities
(C oetzee, 1997, Madu, 2000, Fleischer et al. 2006, Muchiri e t al 2011).
Therefore, m aintenance function n e e d s to m e et the overall targ et of th e
organization and transform b u sin ess priorities into th e m aintenance priorities.
Within m any large-scale plant-based industries, m aintenance c o sts can
acco un t a s much a s 40% of the operational budget and therefore improving
m aintenance effectiveness is a potential so u rce for making financial savings
(Eti e t al 2006).
The oil and g a s industry is a competitive m arket which requires a high
perform ance in plants th at can be translated into high availability, reliability
and maintainability for equipm ent. Today, the expectations of high reliability
and availability of equipm ent a re so high th at drives th e n ecessity of
optimising m aintenance activity (Calixto 2012).The co st of m aintenance in oil
and g a s production is the third largest c o st within th e production which
n e c e ssita te s th e optimisation of this function (El-Jawhari and Collins 2014).
N evertheless, th e catastrophic c o n se q u e n c e s of any failure within su ch
industry compel the m aintenance to avoid the occurrence of the failure.
T he difficulty to balance betw een both reliability and availability of equipm ent
on one hand and minimising th e c o st of m aintenance on th e other hand while
et al (2009) indicated th at in so m e petroleum secto rs such a s "petroleum
refineries average downtime can reach 10% o f the production time, and
refineries are often used only at 60% o f their capacity. Thus, important
financial gains and safety improvements can be affected by optimising
maintenance tasks".
Various books and literature p re sen t different types of m aintenance system
and it h a s b een observed th at som e technical and term inologies such a s
strategy and policy a re used in different context and p laces to m ean the
sa m e thing, so the author feels the need to define them both a s they a re
u sed frequently in this thesis:
Policy: M eans th e type of m aintenance (corrective or preventive).
Strategy: M eans the philosophy to select the policy su ch a s
reliability-centred m aintenance.
1.2
Historical Background o f Petroleum Industry and M aintenance
1.2.1 Petroleum Industry
Oil h a s been u sed for purpose of lighting for th o u san d s of y e ars in a r e a s
w here oil is found in shallow reservoirs. However, it w as not until 1859 th at
"Colonel" Edwin Darke drilled th e first successful oil well, for th e sole p u rp o se
of finding oil (Devoid 2013). T h e se wells w ere shallow wells by m odern
stan d ard s, often le ss than 50 m eters, but could give quite a large production.
Soon oil had replaced m ost other fuels for mobile use. D espite th e early
attem pts a t g a s transportation, it w as not successful until after World W ar 2
with the developm ent of welding techniques.
Today oil and g a s a re produced in different p arts in the world. However,
environm ental issu e s and restrictive laws a s well a s th e challenges of
su stain ab le energy and their rem arkable challenging prices.
1.2.2 Maintenance
In th e early d ay s of the petroleum industry, m aintenance w as perform ed a s
"n ecessary evil" but over th e time, the role of m aintenance b e co m e s m ore
recognizable. T he need for providing better services with th e petroleum
industry a s any other industries requires the developm ent of m aintenance
program m e. The first recognized policy w as corrective m aintenance or run to
failure policy.
The secon d generation of m aintenance w as the preventive m ain ten an ce in
th e form of the periodic and th e last generation is predictive m ain ten an ce or
condition m aintenance. Different philosophies have been d eveloped to run
th e se policies such a s reliability centred m aintenance (RCM) and risk b a se d
m aintenance, which will be extensively d iscu ssed in the thesis.
1.3
Problem Definition and Research Questions
The petroleum industry is a sensitive industry when it co m es to m ainten an ce
and its recognized role in term s of ad d ed value to the production line. The
reaso n for this sensitivity is the high dem and of controlling th e high reliability
and availability of equipm ent and the catastrophic c o n se q u e n c e s of failures
in such industry.
The general conception of the function of m aintenance is to prevent the
failure of occurrence, which is correct to so m e extent. However, to clearly
identify the role of m aintenance, considerations to the re a so n s of failure,
operato r and a s a s e q u e n c e of imperfect m aintenance planning should be
analysed. Therefore, the role of m aintenance is to create a program m e that
utilizes the equipm ent productivity, to minimise th e interruption to the
production line and within the least spending.
In th e petroleum industry, m aintenance plays a significant role to bring th e
a s s e ts reliability and availability into a desirable predefined level while
decreasin g the e x p en se s. In order to explicitly understand th e problem th e
author sum m arizes it in th e following questions:
1. W hat a re th e major activities that should be included within the
integrated m aintenance fram ework?
2. W hat is the m ost appropriate m aintenance philosophy th at can
com prehensively lead to the selection of th e m ost appropriate
m aintenance policy?
3. W hat is the m ost suitable m ethodology to recognize th e optimum
m aintenance intervals?
4. As the sp are parts have a big portion of the m ain ten an ce's cost, w hat
is the m ost appropriate approach to optimise th e sp a re p arts
inventory used for m aintenance?
5. Finally, risk a s s e s s m e n t is o n e of the major activities with the
petroleum industry and, therefore, how can it be improved to reflect
the likelihood and c o n se q u e n ce s of the failures?
Solving th e se problem s d em an d s a successful cooperation betw een
m aintenance departm ent and other involved dep artm en ts such a s inventory
generic integrated framework is proposed and the next section d isc u sse s the
main aim and objectives of building the framework.
1.4 Aims and Objectives
1.4.1 Aim
The principle aim of this research is to develop an integrated fram ew ork that
optim ises major m aintenance activities a t strategic level, operational level,
inventory control and risk a s s e s s m e n t within the petroleum co m p an ies in
order to maximize availability, reliability, and safety of a s s e ts while
minimizing th e co st of m aintenance.
1.4.2 Objectives
In order to achieve the aim stated above, the following objectives will be
undertaken to optimise th e m ajor m aintenance activities within petroleum
industry:-D evelopm ent of a strategic m aintenance policy for petroleum
industry which covers the whole a re a of the field by using classic
and fuzzy analytical hierarchy p ro c e ss to identify criteria, s u b
criteria and alternatives that can lead to the optimisation of
m aintenance policy's selection.
D evelopm ent o f a m athem atical model for the operational level to
identify the optimum interval at which th e preventive m ainten an ce
activities should be carried out (schedule of preventive
D evelopm ent of an integrated approach betw een m aintenance and
inventory m an ag em en t to control th e availability and the level of
sp a re parts required at the time of m aintenance activities.
D evelopm ent of a risk a s s e s s m e n t model th at guides the
m aintenance on a ss e ss in g th e risk for the petroleum equipm ent.
1.5 Structure of the Thesis
This section outlines the structure of the thesis including a sum m ary of each
chapter. It provides guidance to th e read er to understand th e direction of th e
study and know the se q u e n c e and placem ent of various concepts.
1.5.1
Chapter One: Introduction
The author provides th e re a d er with an introduction to the re search focus, the
aim s and objectives and th e context of th e study. In addition, the ch ap ter
provides the re a d er with the problem definition and th e research qu estion s
that interested the author to carry out this research .
1.5.2 Chapter Two: Literature Review
C hapter two com prehensively covers related literature review regarding
m aintenance generally and within the petroleum industry. It includes the
various strateg ies for th e selection of the m aintenance policies and different
m ethods for the scheduling of preventive m aintenance activities. M oreover,
th e ch ap ter provides literature review related to th e inventory m a n ag em en t
and existing fram ew orks for controlling the policy of sp a re parts a s well a s
insights to m odels and fram ew orks for controlling m aintenance within th e
petroleum industry. The a s s e s s m e n t of risk is covered including th e
industry. Finally, th e conclusion is drawn and the research g a p s are
e m p hasised .
1.5.3 Chapter Three: Research Methodologies and the Proposed
Integrated Framework
T he third ch ap ter d em o n strates concisely each m ethodology u sed to
optim ise a certain activity within th e proposed integrated m aintenance
framework. As th e major m aintenance activities a re targeted to be optimised,
e ach activity’s m ethod will be outlined and later in corresponding chapters,
th e se m ethods will be extensively illustrated. The proposed integrated
m aintenance framework is then p resen ted with an outline of th e relevant
term inologies fhat a re u sed such a s, optimisation and the required data.
1.5.4 Chapter Four: Maintenance Strategic Level
In this chapter, the problem of the selection of the m ost appropriate
m aintenance policy is presen ted . The proposed model for the selection of the
m aintenance policy within the petroleum industry is defined and th e
application of different classic analytic hierarchy "Pairwise Matrix Evaluation"
m ethods is dem onstrated. Fuzzy analytic hierarchy p ro c e ss is applied and
com pared a t the end of the ch ap ter to the results calculated from classic AHP
including sensitivity analysis.
1.5.5 Chapter Five: Maintenance Operational Level
C hapter five d em o n strates th e proposed m athem atical model for the
optimisation of preventive m aintenance scheduling intervals. T he
m athem atical model is explained and th e developed eq u atio n s a re
a re dem onstrated and a t th e end of th e chapter, the author draw s the
conclusion of th e applied m ethod.
1.5.6 Chapter Six: An Integrated Approach between Preventive
Maintenance and Spare Part Control
C hapter six illustrates th e integrated approach betw een m aintenance
intervals and sp a re parts control. It d isc u sse s the relationship betw een the
m aintenance intervals and the m ovem ent of sp are parts. A c a s e study is
p resen ted to show the im pact of the integrated approach on the inventory
level with different assu m p tio n s of lead-time.
1.5.7 Chapter Seven: Risk Assessment Model for Petroleum Equipment
C hapter sev en p resen ts the proposed risk a s s e s s m e n t model for equipm ent
within the petroleum industry. A developm ent of risk equation is p re sen te d to
a s s e s s the likelihood of th e risk b e sid e s qualitative risk a s s e s s m e n t. The
c o n se q u e n c e s of the risk are also evaluated a s a loss on four main a re a s
including system perform ance loss, financial loss, hum an health lo ss and
environm ent loss.
1.5.8 Chapter Eight: Conclusions, Contribution to knowledge and Future
Work
C hapter eighth sum m arizes the conclusion of th e th esis and the outline of th e
proposed m ethodologies and contribution to knowledge within th e th e sis a re
d iscu ssed . The recom m endations for future work that a re related and
1.6 Conclusion
In this C hapter, an introduction to the petroleum industry and m ainten an ce's
im portance w ere provided. The historical developm ent of the petroleum
industry and m aintenance philosophy w ere d iscu ssed to understand the
nature of such competitive industry. T he definition of the problem, th e aim s
and objectives w ere d iscu ssed to highlight the main targ et of the th esis. The
structure of the th esis in term s of ch ap ters w as outlined to simplify it for the
read ers. The next ch ap ter will deliver literature review and latest
developm ents in m aintenance and th e related topics a sso c iate d with the
Chapter Two
Literature Review
This ch ap ter provides a com prehensive background to
th e m aintenance within the petroleum industry. The
definition of m aintenance, its policies and its role within
th e petroleum industry a re extensively dem onstrated.
T he literature review also covers topics that a re related to
th e selection of m aintenance policy, determ ining the
optimum m aintenance interval, sp are p arts control and
2.1 Introduction
C ontem porary b u sin ess environm ent h a s raised th e strategic im portance of
th e m aintenance function in organizations that have significant investm ent in
physical a s s e ts . The high co st proportion of m aintenance in operation c o sts
within m anufacturing and production industries h a s drawn attention to the
im portance of planning and controlling of m aintenance actions to minimize
th e operational costs.
The aim of this ch ap ter is to p resen t a com prehensive and yet concise
literature review of the major a re a s that related to m aintenance in general
and within the petroleum secto r in particular. The notion for this ch ap ter is to
provide the re a d ers of this th esis with a background of the relevant topics to
provide a better understanding of the contribution su g g ested by the author.
The chapter starts with a background of m aintenance m an ag em en t within the
oil and g a s industry, including the history of m aintenance, th e current existing
strateg ies to sele c t m ain ten an ce's policy and the m ethods u sed to sele c t the
time of conducting m aintenance overhauls w here the majority of the
m aintenance actions a re carried out. This ch ap ter ex ten d s to explain
inventory m an ag em en t and relevant topics such a s inventory control,
econom ic reorder point and safety stocks. A nother a sp e c t covered within th e
literature review is risk a s s e s s m e n t within the petroleum industry and
different m ethodologies u sed to estim ate the likelihood and the
c o n se q u e n c e s of the risks.
2.2 Definition o f Maintenance
T he term m aintenance can be defined a s all actions appropriate for retaining
2002). M arquez (2007) defined m aintenance m an ag em en t (MM) a s all
activities of the m an ag em en t that determ ine m aintenance objective or
priorities assig n ed and accep ted by the m an ag em ent and m aintenance
team s, "strategies" defined a s the m an ag em en t m ethodology to achieve
m aintenance objectives, and responsibilities and th e im plem entations m e an s
such a s m aintenance planning and m aintenance control. A debim pe et al
(2015) extended on the definition of m aintenance and its actions that
includes th e repair of broken equipm ent, the preservation of equipm ent
conditions and the prevention of their failure. This ultimately re d u c es
production lo sse s and downtime and also red u ces environm ental and
asso ciated safety h azard s. Due to the increasing p re ssu re of high
competition and stringent environmental and safety regulations, m aintenance
h as shifted from being perceived a s a “n e ce ssa ry evil” to being recognized a s
an effective tool for increased profitability. M aintenance h a s b ecom e an
integrated part of the production p ro c e ss rather than a supporting or
peripheral activity. Developing effective and optimum m aintenance strateg ies
and m odels h a s thus becom e a subject of research in both acad em ic and
industry a re a s .
2.3 Maintenance Policies
T rem endous ch an g e have occurred in engineering since the industrial
revolution, but p erh ap s the m ost dram atic c h an g e s have occurred in th e last
sixty y ears (Parida and Kumar 2006). As a result of th e se c h a n g e s a s well a s
th e growth of the complexity of a s s e ts , m aintenance m an ag em en t h a s
developed to maintain the plant's m ore complicated m achinery with re sp e c t
Important reaso n of the developm ent of m aintenance is the dem and on
productivity, availability, quality, safety and environm ent (Arunraj and Maiti
2007). M aintenance can be categorised into different classifications
according to its actions. M aintenance can mainly b e classified into two types:
Corrective M aintenance (CM) and Preventive M aintenance (PM)
(W aeyenbergh and Pintelon 2004; Li e t al., 2006). Planned m aintenance
could b e tim e-based or condition-based (Duffuaa e t al., 1998). Each plant's
a s s e ts or equipm ent can be asso ciated with o n e or m ore m aintenance policy
throughout its lifecycle (H ossam et al 2003).
The m an ag em en t system of Point Inspection and R egular R epair (PIRR) is
regarded a s the p resen t core of m aintenance and m an ag em en t for o n shore
and offshore oil field equipm ent, which mainly ad o p t corrective m aintenance
(CM), Tim e-Based M aintenance (TBM) and Condition-Based M aintenance
(CBM) (P errons e t al 2013 and D oostparast e t al 2014).
2.3.1 Corrective Maintenance (CM)
In the c a s e of CM policy, an item is allowed to fail before m aintenance is
im plem ented. CM is still being used until today d u e to th e fact th at CM can be
useful and add value to the plant un d er certain criteria such a s th e criticality
of the m achine and th e effect of th e failure (W aeyenbergh and Pintelon,
2002). B alasah eb and Milind (2012) m entioned th at CM is th e first and the
basic policy that ap p eared in th e industry. CM is also referred to a s, failure
b a se d m aintenance, breakdown m aintenance or run to failure strategy.
2.3.2 Preventive Maintenance (PM)
PM refers to th e action of m aintenance im plem ented to prevent the
predict the w ear and te a r or life of equipm ent by using different a p p ro a c h e s
to prevent failure from taking a place. In general, the am ount of equipm ent
failure can be reduced if the preventive m aintenance strateg ies a re correctly
selected (B alasaheb and Milind 2012). Most com m on form s of PM a re time-
b a se d m aintenance (TBM) and condition-based m aintenance (CBM).
2.3.2.1 Time-Based Maintenance (TBM)
In this policy, m aintenance is scheduled in a d v an ce to prevent failure. It
fo c u ses on preventing failures through replacing com ponents a t particular
time. It a s s u m e s that th e m achine com ponent’s life is predictable, and
m aintenance is b a se d on hours of run or calen d ar time elap sed . This is
suitable for rep eatab le degradation m odes, w ear p ro c e ss for exam ple. In this
policy replacem ent or repair is carried out a t a fixed time after th e installation
of a facility, which is generally independent of its condition. T he time period
u sed to construct a m aintenance schedule can be either calen d ar tim e or
com ponent running time (Ahmad e t al 2011).
2.3.2.2 Condition Based Maintenance (CBM)
M aintenance decision is m ad e depending on m easu red data. Vibration
monitoring, lubrication analysis, therm ography, visual inspection and
ultrasonic testing a re commonly u sed ap p ro a ch e s to collect d ata (Mobley
2002). B ased on th e d ata analysis, w henever th e monitoring level value
e x c e e d s the normal the com ponent is either repaired or replaced. T he u s e of
CBM m ay lead to considerable reductions in production cost, capital
investm ent and increm ents in the quality rate, profits, and m arket sh are.
and accuracy of the condition-based m aintenance strategy (Alnajjar and
Alsyouf 2003).
2.4 The Role of Maintenance
"The primary objective of planned m aintenance is the minimization of total
c o st of inspection and repair, and equipm ent downtime (m easured in lost
production capacity or reduced product quality" (Mann e t al 1995).
Luxhoj e t al (1997); Pradhan and Bhol (2006) stated that the im portance of
m aintenance to industry can be m easu red by:
• Accounting of the total m aintenance cost.
• P e rcen tag e of m aintenance co st to total production cost or capital co st
in a ss e ts .
• Total num ber of personnel working with m aintenance or p ercen tag e of
m aintenance personnel to total num ber of production personnel.
• Possible c o n se q u e n ce s for lack of m aintenance: financial,
environmental, hum an, equipm ent d am age.
Bevilacqua and Bragliab (2000) described th e role of m aintenance in so m e
industries and how it is th e second highest or even the highest elem en t of
operating costs. As a result, in only 30 y e ars it h a s moved from alm ost
;
now here to th e top of co st control priority.
According to Utne et al (2012), scheduled and unplanned shutdow ns such a s
repairs, overhauls, replacem ents and require p arts to shutdow n a re the m ajor
contributor for the e x p e n s e s to oil drilling platform s and processing plants.
Apart from th e se long period m aintenance activities, sh o rter types of planned
and unplanned shutdow ns a re also c a u s e for production loss and rev en u e
surplus or insufficient m aintenance, exorbitant m aintenance c o sts and
increasing failure frequency, which have c au se d a g reat influence to
production safety and econom ic co st in th e oil and g a s exploitation p ro cess.
2.5 M aintenance Policy Selection Problem
Effective m aintenance m an ag em en t involves a multidisciplinary ap p ro ach
w here m aintenance is viewed strategically from the overall b u sin ess
perspective to translate th o se priorities into m aintenance task s. Estimating
th e b est s e t of m aintenance policies for different failure m o d es is a hard and
com plex task. This selection requires th e knowledge of various factors such
a s safety a sp e c ts, environmental problem s, c o sts and budget constraints,
m anpow er utilization, m ean time betw een failure (MTBF) and m ean time to
repair (MTTR) for each piece of equipm ent (Bertolini and Bevilacqua 2006).
Oil and g a s com panies a s any other com panies a re in favour of optimisation
of m aintenance, to provide the highest availability of equipm ent with
minimization of the running m aintenance co st with resp ect to environm ent
and safety (Azadeh e t al 2009).
M aintenance m an ag em en t p ro cess can b e divided into two main levels:
strategic level "including th e definition of the policy to be im plem ented" and
operational level "considers the im plem entations of the strategy" (M arquez
2007). In addition to that M arquez (2007) stated that strategic level is
normally neglected by th e m aintenance departm ent which lead s to the
probability of selecting inappropriate m aintenance policy for a m achine. Hong
e t al (2012) acknow ledged th at th e wrong selection of the optimal
m aintenance policy lead s to the in crease in failure rate and also affects the
Different a p p ro a ch e s and philosophies have been im plem ented to m anag e
m aintenance on the strategic levels within th e oil and g a s co m p an ies such a s
Reliability centred m aintenance (RCM) and risk b a se d m aintenance (RBM).
Each approach h a s its u n iq u en ess and priorities to deal with m anaging
m aintenance. In the following section, explanations of the m ost applied
a p p ro a ch e s to m an ag e m aintenance on the strategic level a re described.
2.5.1 Reliability-Centered maintenance (RCM)
Reliability-centred m aintenance (RCM) w as first developed within the aircraft
industry and later ad ap ted by several oth er industries and military b ran ch es
(R ausand 1998). Reliability-centred m aintenance (RCM) is an engineering
framework that e n ab le s th e definition of a com plete m aintenance regim e and
a s the nam e indicates, reliability is the main point (Selvik and Aven
2011).
RCM is a w ell-established analysis method for preventive m aintenance
planning. As its nam e indicates, reliability is the main point of reference for
th e planning of m aintenance. However, c o n se q u e n c e s of failures a re also
a s s e s s e d . RCM is o ne of preventive m aintenance strateg ies to incorporate
new understanding to the w ays equipm ent fail (D eshpande an d M odak
2002).
The m ethodology h a s been available in the industry for over
30
y ears, andh a s proved to offer an efficient strategy for preventive m ain ten an ce
optimisation . RCM is a technique initially developed by th e airline industry
that fo c u ses on prevention of failures w hose c o n se q u e n c e s a re likely to be
2.5.1.1
Reliability Centered Maintenance Phases
The RCM analysis p ro c e ss fo c u se s on the functions of plant and equipm ent,
the c o n se q u e n c e s of failure and m e a su re s to prevent or cope with functional
failure. Moubray (1997) identified th e ste p s to implement RCM including
determ ining key functions and perform ance stan d ard s, determining possible
function failures, determining likely failure m o d es and their effects, selecting
feasible and effective m aintenance strategies, scheduling and implementing
selected strategies, and optimising tactics and program s. Selvik and Aven
(2011) sum m arised the p h a se s of RCM methodology by th e following th ree
p h a se s.
• Identification of M aintenance Significant Items (MSI).
• A ssignm ent of suitable PM ta sk s for the MSI.
• Implementation and update of th e PM tasks.
Moubray (2000) su g g ested th at d u e to the time consum ing nature of the
classical failure m ode effective and critical analysis (FMECA), in m any p laces
only critical equipm ent a re analysed by RCM method. R ausand (2008) stated
that RCM h a s significant start-up c o sts asso ciated with staff training and
equipm ent n eed s, a s well a s sav in gs potential is not readily s e e n by
m anag em en t which can be a huge d isad v a n ta g e of using RCM. Selvik and
Aven (2011) stated that one of th e shortcom ings of RCM is traced to the
limited a s s e s s m e n ts of risk and uncertainties. Jag ath y and D eepak (2013)
su g g ested that refineries and p ro cess plants find it difficult to ad o p t this
standardized m ethodology of RCM mainly d u e to the complexity and the
large am ount of analysis th at n e e d s to be done, resulting in a long draw n out
2.5.2 Risk Based Maintenance (RBM)
K rishnasam y et al (2005) defined RBM a s th e selection of m aintenance
policy depending on the a s s e s s m e n t of the risk. Dey (2001) developed a risk
b a se d model that red u ces the am ount of time sp en t on inspection and to
reduce the co st of maintaining petroleum pipelines. He u sed Analytic
Hierarchy P ro ce ss (AHP) to identify th e factors th at influence failure on
specific seg m e n ts and analyzed their effects by determining probability of risk
factors and the severity of failure is determ ined through co n se q u e n ce
analysis. Accordingly he su g g este d th e inspection time and the m aintenance
type for the pipeline.
Tixier e t al (2002) listed and identified different risk analysis m ethodologies,
and categorized them from diverse referen ces into deterministic, probabilistic,
and combination of deterministic and probabilistic ap p ro ach es. The main aim
of this m ethodology is to reduce th e overall risk th at m ay result a s the
co n se q u e n ce of unexpected failures of operating facilities (Khan and
H addara, 2004). They divided RBM m ethodology into four m odules:
identification of the scope, risk a ss e ss m e n t, risk evaluation, and m aintenance
planning. Dey et al (2004) u sed risk-based m aintenance model to sele c t
specific inspection and m aintenance m ethod for specific section in line with
its probability and severity of failure for oil and g a s pipeline in the Gulf of
Thailand. Their work cam e to g e n erate guidelines for planning th e pipeline
m aintenance program (Arunraj and Maiti, 2007). The inspection and
m aintenance activities which are planned using RBM a re prioritized on the
b asis of quantified risk c au se d du e to failure of the com ponents, so th at th e
maintained usually with g reater frequency and thoroughness and a re
m aintained in a g reater m anner, to achieve tolerable risk criteria. They
classified th ree categ o ries of the method (deterministic, probabilistic and
determ inistic and probabilistic) into qualitative, quantitative and sem i-
quantitative and identified the risk-based m aintenance m ethodology to
consist of six m odules which are - hazard analysis, likelihood a s s e ss m e n t,
c o n se q u e n ce a ss e ss m e n t, risk estim ation, risk acc e p tan c e and m aintenance
planning.
2.5.3 Multi Criteria Decision Making (MCDM)
Multi Criteria Decision Making (MCDM) refers to finding of th e b e st solution
or decision to a problem from all of th e feasible alternatives in the p re se n c e
of multiple, usually conflicting, decision criteria. Priority-based, outranking,
d istan ce-b ased and mixed m ethods could b e considered a s the primary
c la s s e s of the current m ethods. T he MCDM techniques generally allow to
structure the problem clearly and system atically. With this characteristic,
decision m akers have th e possibility to easily exam ine and scale the problem
in acco rd an ce with their requirem ents (l§iklar and Buyukozkan
2007).
Cinellie t al
(2014)
stated that in their com parison study betw een MCDM tools "thereview has shown that there is not a clear agreement among different
authors concerning som e comparison criteria". Therefore, th e selection of a
certain MCDM tools to fit the problem under investigation is an essen tial step
to e n su re th e utility of each tool. V elasquez and H ester
(2013)
and Cinelli e tal
(2014)
presen ted an analytical com parison study of multi-criteria decisionmaking m ethods including the stren g th s and w e ak n e ss of each m ethod a s
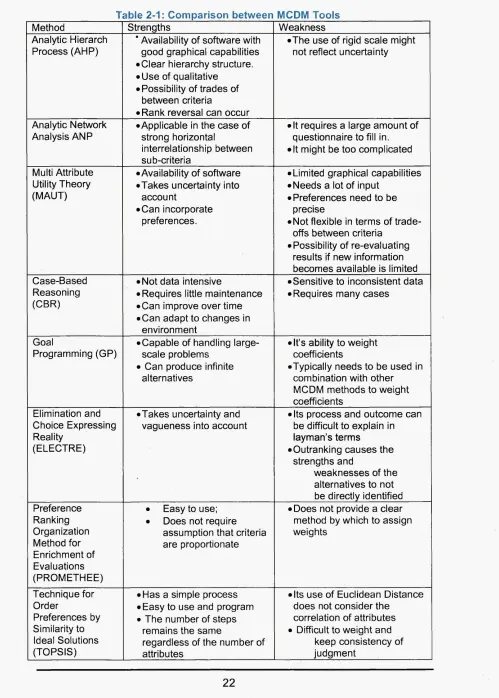
Table 2-1: Comparison between MCDM Tools
Method Strengths Weakness
Analytic Hierarch Process (AHP)
• Availability of software with good graphical capabilities • Clear hierarchy structure. • Use of qualitative
• Possibility of trades of between criteria
• Rank reversal can occur
•The use of rigid scale might not reflect uncertainty
Analytic Network Analysis ANP
•Applicable in the case of strong horizontal
interrelationship between sub-criteria
• It requires a large amount of questionnaire to fill in. • It might be too complicated Multi Attribute
Utility Theory (MAUT)
•Availability of software •Takes uncertainty into
account
• Can incorporate preferences.
• Limited graphical capabilities • Needs a lot of input
• Preferences need to be precise
• Not flexible in terms of trade offs between criteria
• Possibility of re-evaluating results if new information becomes available is limited Case-Based
Reasoning (CBR)
• Not data intensive
• Requires little maintenance • Can improve over time • Can adapt to changes in
environment
• Sensitive to inconsistent data • Requires many cases
Goal
Programming (GP)
• Capable of handling large- scale problems
• Can produce infinite alternatives
• It’s ability to weight coefficients
•Typically needs to be used in combination with other MCDM methods to weight coefficients
Elimination and Choice Expressing Reality
(ELECTRE)
•Takes uncertainty and vagueness into account
• Its process and outcome can be difficult to explain in layman’s terms
• Outranking causes the strengths and
weaknesses of the alternatives to not be directly identified Preference Ranking Organization Method for Enrichment of Evaluations (PROMETHEE)
• Easy to use; • Does not require
assumption that criteria are proportionate
• Does not provide a clear method by which to assign weights
Technique for Order
Preferences by Similarity to Ideal Solutions (TOPSIS)
• Has a simple process • Easy to use and program • The number of steps
remains the same
regardless of the number of attributes
• Its use of Euclidean Distance does not consider the correlation of attributes • Difficult to weight and
[image:42.614.58.557.45.743.2]2.5.4 Analytic Hierarchy Process (AHP)
The analytic hierarchy p ro c e ss (AHP) is a structured technique for organizing
and analysing complex decisions, b a se d on m athem atics and psychology. It
w as developed by T hom as L. S aaty in th e 1970s and h a s been extensively
studied and refined since then (Wind and S aaty 1980). S aaty (1982)
discu ssed the application of AHP and m entioned that the selection of
m aintenance policy for a pipeline to be a team effort which require a group of
people to m ake the decision.
S aaty (1990) stated th at t AHP not only helps th e analysts to arrive a t the
b e st decision, but also provides a clear rationale for the choices m ad e a s well
a s en ab le s th e analyst to m easu re consistency. (AHP) (Torfi et al 2010).
Decision-making b eco m es m ore sophisticated since the selection m ethods
have different level of p referen ces in m entioned criteria (Shaverdi and Barzin
2012).
Bevilacqua and Braglia (2000) m entioned th e main s te p s of Analytic
hierarchy p ro c e ss AHP th at S aaty had identified:
2.5.4.1 Step 1: Model the Hierarchy
Structure:-This is do n e by including the main goal a t the top, followed by th e main
criteria, sub criteria and alternatives. U nderstanding th e nature of the industry
is important to identify th e elem en ts of each level.
2.5.4.2 Step 2: Establish Priorities among the Elements of the Hierarchy
This is perform ed by making a series of judgm ents b a se d on pairwise
determ ine the im portance of alternatives' utilities in the context of specific
criteria.
2.5.4.3 Step 3: Check the Consistency of the Matrix
The AHP en ab le s th e an alysts to evaluate ju d g em en ts with th e consistency
ratio (CR). The ju dg em en ts can be considered accep tab le if consistency ratio
is less than 0.1 (“10%”), and if it is m ore than 10% then th e m atrices which
have the expert's judgm ents a re not accep tab le and should b e carried out
again. S aaty (1977) h a s proposed a consistency index (Cl), which is related
to the eigenvalue m ethod (Ishizaka and Labib 2009).
2.5.4.4 Step 4: Pairwise Matrix Evaluation
O nce a judgem ent matrix h a s been developed, a priority vector to w eight th e
elem en ts of the matrix is calculated. Several m ethods for deriving local
priorities ("the local w eights of criteria and the local sco res of alternatives")
from judgm ent m atrices have been developed. W ang e t al (2007) listed so m e
of the pairwise matrix evaluation method:
Mean of the normalised values (MNV).
The norm alised geom etric m ean (NGM).
The Eigenvector Method (EVM).
2.5.4.4.1 Mean of the Normalised Values (MNV)
This method is considered to be the oldest m ethod (Ishizaka and Lusti 2006).
T he m ethod consists of th ree main s te p s a s followed:
All the elem ents of the column j of the matrix a re sum m ed up a s shown in
equation (2-1) (Ishizaka and Labib 2009). In this c ase , the com parison of the
alternatives i and j is given by Pi/Pj
W
here:-i and j a re any alternatives of th e matrix.
pi is the priority of the alternative i.
2. Normalization of the column j
In this step, the normalized value is calculated by dividing