Effect of the Electromagnetic Vibration Intensity
on Microstructural Refinement of Al-7%Si Alloy
Yoshiki Mizutani
1;*, Yoshinori Ohura
2, Kenji Miwa
1, Kazuo Yasue
1,
Takuya Tamura
1and Yasuji Sakaguchi
11Light Metals Solidification Processing Group, Institute for Structural and Engineering Materials,
National Institute of Advanced Industrial Science and Technology, Nagoya 463-8560, Japan
2Department of Mechanical Engineering, Daido institute of Technology, Nagoya 457-0819, Japan
The static magnetic field and the alternating electric field were simultaneously imposed on the melt of Al-7%Si hypo-eutectic alloy, and primary-dendrite particles were refined by electromagnetic vibrations imposed during solidification. The refinement mechanism of primary
-dendrite particles was quantitatively investigated in terms of vibration intensity. When the vibration intensity was increased, coarse equiaxed dendrite particles decreased, and primary-dendrites approached a globular shape that size was about 25mmin diameter. By contrast, dendrite arm spacing (DAS) remained intrinsically unchanged even if vibration intensity was changed with electric current intensity. Refinement of primary-dendrite particles was likely to be caused by collapse of dendrite arms due to the micro-explosion and stirring of the melt.
(Received February 4, 2004; Accepted April 28, 2004)
Keywords: electromagnetic vibrations, refinement, solidification process, high magnetic field, aluminium-silicon alloy
1. Introduction
Recently, a high magnetic field of the order of several tesla has become easily available due to the development of superconducting magnets. The advantage of these magnets is not only generation of a high magnetic field but also long-term continuous running and room temperature bore, etc.
Thus, new material processing by use of a high magnetic field has been extensively studied.1,2)
As one of the attractive application of the high magnetic field, there are vibrations generated by an imposition of a magnetic field and an electric field in a molten metal. So far, vibrations have been usually generated in a molten metal by mechanical vibrations or application of ultrasonic wave.3–6) Application of the vibrations to the solidification process has many advantages such as structural refinement, degassing, acceleration of reaction rate and uniform dispersion of inclusion materials in a molten metal. However, these traditional methods have also serious problems such as the attenuation of vibrations in the remote region from the wave source, and the limit of the vibration power.
On the other hand, the electromagnetic vibrations applied a high magnetic field enables to resolve those problems, and so it is considered as a promising process. Thus, several researches7–15) on microstructural refinement by simultane-ous imposition of a static magnetic field and an alternating electric field have been carried out. When an alternating current is passed to a molten metal perpendicular to a static magnetic field, the molten metal is alternately forced by the Lorenz force and is vibrated directly at the same frequency with the alternating current. Shock wave due to the collapse of cavities generated by the vibrations is considered to refine the solidified structure.
The relationship between frequency of electromagnetic vibrations and size of primary-dendrite particles has been reported for Al-7mass%Si hypo-eutectic alloy by Radjai and
Miwa.13) They reported refinement of primary -dendrites was the most effective at the vibration frequency of 500 Hz.13)They also investigated qualitatively the effects of current intensity on refinement of microstructure at the vibration frequency of 60 Hz, and it has been reported that primary dendrites became fine and globular shape with increase of current intensity.13)
In this work, relationship between intensity of the electro-magnetic vibrations and microstructure refinement of Al-7mass%Si alloy is quantitatively investigated. Effects of current intensity on the refinement of primary -dendrite particles are studied at the vibration frequency of 500 Hz that is reported as the most effective frequency. In order to estimate the microstructure refinement by the electromag-netic vibrations, the size and the dendrite arm spacing (abbreviated to DAS) of primary dendrite particle are measured and refinement mechanism by the electromagnetic vibrations is discussed.
2. Experiments
Al-7mass%Si hypo-eutectic alloys were prepared by using pure aluminum alloys (99.9%) and Al-24.3mass%Si mother alloys. Specimens with the size of 6 mm in diameter and 20 mm in length were obtained from the prepared Al-7mass%Si alloys. The specimen was inserted to the center of alumina tube (15 mm in outer diameter, 6 mm in inner diameter and 80 mm in length), and graphite electrodes were inserted to both sides of the specimen, as shown in Fig. 1. These graphite electrodes were connected to copper elec-trodes to supply alternating current to the specimen. Temper-ature of the specimen was measured by the thermocouple that was inserted at the bottom of the specimen through a hole in the wall of alumina tube.
The experimental apparatus is based on a superconducting magnet, which is able to deliver a magnetic flux density of up to 10 Tesla (T) at the center of a bore in 150 mm diameter, as shown in Fig. 2. The alumina tube including the specimen *Research Fellow of the Japan Society for the Promotion of Science
was inserted in the bore of superconducting magnet, and firmly fixed by two stainless steel cylinders at the center of magnetic field. The specimen was heated by covering an U-shape electric heating furnace on it, and its furnace was removable for cooling process. Water nozzles were arranged at both sides of the specimen to quench the specimen.
Experiment of the electromagnetic vibrations was carried out as following procedures. After a magnetic flux density of the superconducting magnet reached 10 T, the specimen encapsulated in the alumina tube was heated by the electric heating furnace up to about 973 K. Then, the electric heating furnace was removed above the specimen, and the specimen was passed by alternating current with the frequency of 500 Hz and each intensity of 30–120 A at the same time. In this stage, the specimen was kept above liquidus temperature
due to the Joule heat of graphite electrodes, though temper-ature gradually decreased. After a few seconds, cooling water was sprayed on the alumina tube at the temperature of about 935 K, and the specimen was quenched to room temperature with electromagnetic vibrations imposed. Cooling rate was about 100–160 K/s. Microstructure of the solidified speci-men was observed by an optical microscope, and the size and the dendrite arm spacing (DAS) of primary dendrite particle were measured.
[image:2.595.54.281.70.236.2]3. Results and Discussion
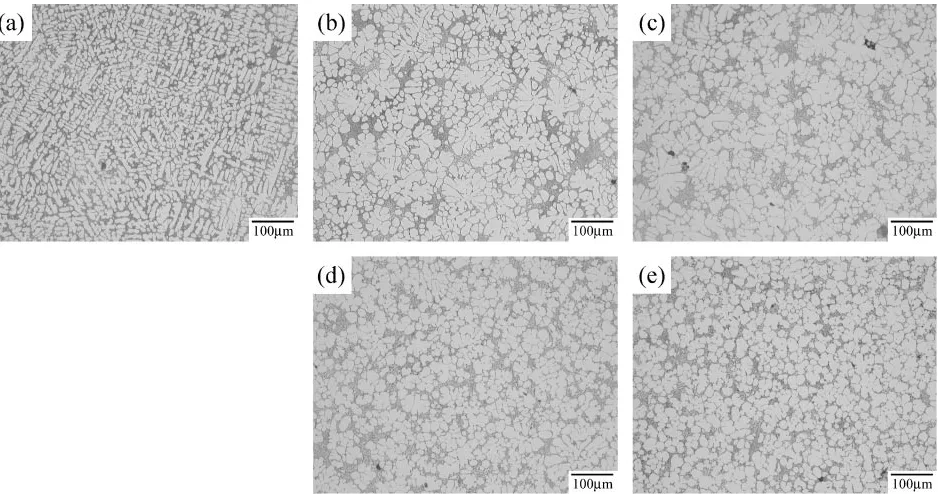
Figure 3 shows solidified microstructures of electromag-netically vibrated specimens and of nonvibrated specimen for comparison. Figure 3(a) shows microstructure of nonvibrated specimen imposed by magnetic field of 0 T and alternating current with the frequency of 500 Hz and the intensity of 60 A. Primary -phase was observed such a columnar dendrite structure as conventional casting structure. In contrast, primary dendrites were fractured to rather small equiaxed dendritic particles in the specimen imposed by the intensity of alternating current of 30 A, as shown in Fig. 3(b). The equiaxed dendritic particles decreased in size with increase of the electromagnetic vibration force, that is, increase of intensity of electric current, as shown in Figs. 3(b)(c)(d)(e). In the case of intensity of alternating current of 120 A, primary -phase approached a globular shape as shown in Fig. 3(e).
In order to measure the size of primary -dendrite particles, a dendrite particle was isolated by marking off the particle boundary from other dendrite ones as shown in Fig. 4. The size of primary-dendrite particles was measured on the basis of these pictures by computer analysis, and a distribution of primary particle size was classified at 10mm range as shown in Fig. 5. In this graph, size distribution of nonvibrated specimen is not shown, because its particle size was too large to take enough sampling in order to make a statistical distribution diagram. It had about 2000mm in diameter by another measurement. In the case of the specimen electromagnetically vibrated by current intensity of 30 A, the pattern of size distribution of primary particle showed a logarithmic normal distribution. The dispersion of particle size was occupied wide range and some large particles still remained. When the vibration intensity was increased with increase of current intensity from 30 to 120 A, particle size decreased gradually and finally the ratio of particle of 20mmincreased. The pattern of size distribution of primary particle for each specimen was not changed and remained a logarithmic normal distribution. Figure 6 shows the arithmetical mean size of primary particles of these four specimens shown in Figs. 3 and 5. This result indicates that primary -dendrite particles become fine with increase in vibration intensity. Especially, average particle size of the specimen imposed by electric current of 120 A reached about 25mm and also was half as large as that of the specimen imposed by 30 A. This size is very small value for the microstructure obtained without using any rapid cooling process.
In order to examine the refinement mechanism of primary particles by imposition of the electromagnetic vibrations,
specimen graphite electrodes copper electrodes
thermocouple
alumina tube to AC current supply
Fig. 1 Schematic illustration of configuration of specimen and electrodes in alumina tube.
to AC current supply
stainless steel cylinders
cooling water in cooling water out
cooling water nozzles for quench E
F G
H
A
A B B
C
D
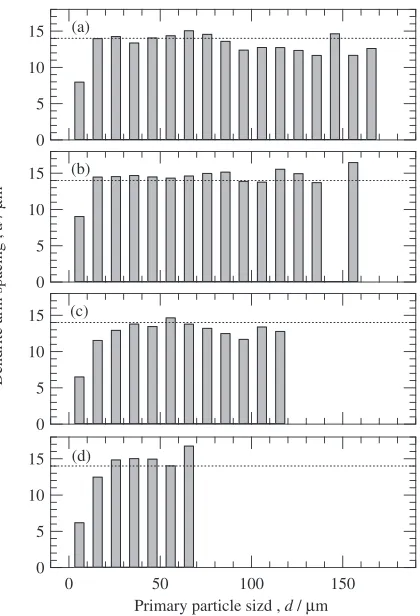
[image:2.595.62.268.290.531.2]dendrite arm spacing (DAS) was measured for each size of primary dendrite particle. If the shape of primary particle is similar to the dendrite structure shown in Fig. 3(b), DAS is easy to define. Thus, a line perpendicular to dendrite arms grown in a row was drawn, and DAS was calculated from the length of the line and the number of crossed dendrite arms. In the case of the microstructure composed of globular particles shown in Fig. 3(e), a line was drawn to cross at the region where primary particles exist in series, and DAS was calculated from the length of the line and the number of crossed particles. This measurement was carried out different parts for one specimen. The calculated DAS was summarized for each 10mm range in diameter of primary particle as shown in Fig. 7. In this figure, the transverse axis shows the dispersion of particle size in each specimen. DAS was almost constant value, about 14mm, in all the particles except those
less than 10mmregardless of vibration intensity, though there is a little fluctuation of DAS value. These primary particles less than 10mmwere considered as a particle in the middle of growth. Figure 8 shows the average DAS of all particles except those less than 10mm, while a serious difference is not in the average DAS even if those less than 10mm are contained. Although particle size of -dendrites decreased with increase of vibration intensity as shown in Fig. 6, the value of DAS remained intrinsically unchanged even if vibration intensity was changed with current intensity. The experimental result that DAS was almost constant is consistent with the fact that a cooling rate was roughly same in each experiment. From these results, refinement of primary -dendrite particles due to the electromagnetic vibrations is considered to be caused by collapse of dendrite arms. Such a collapse of dendrite arms is regarded as an effect of stirring
Fig. 4 Isolation of primary dendrite particles. (a) coarse particles vibrated at 10 T, 30 A, 500 Hz, (b) fine particles vibrated at 10 T, 120 A, 500 Hz.
[image:3.595.65.534.71.318.2] [image:3.595.65.530.370.550.2]the melt, remelting at the root of dendrite arm due to Joule heat, or explosion of cavities generated by the electro-magnetic vibrations,etc.However, refinement of primary -dendrite particles did not occur by imposition of only the electric current of 60 A, as shown in Fig. 3(a). From this result, it was cleared that the remelting by the Joule heat did not contribute to the refinement of primary -dendrite particles. On the other hand, the fine microstructure crushed by ‘‘the micro-explosion’’, which is a burst phenomenon of cavities generated by electromagnetic vibrations, was re-ported in hyper-eutectic Al-Si alloy by Radjai and Miwa.12)It is considered that the micro-explosion occurred also in the melt of hypo-eutectic Al-Si alloy and contributed greatly to the collapse of-dendrite arms. Moreover, the stirring of the melt caused by the micro-explosion is also considered to act on the refinement of primary-dendrite particles. Therefore, it is concluded that refinement of the-dendrite particles by the electromagnetic vibrations was caused by the micro-explosion and stirring, although other factors for the structural refinement might exist.
4. Conclusions
Electromagnetic vibrations were imposed on Al-7%Si hypo-eutectic alloy, and refinement of primary -dendrite particles was quantitatively investigated in terms of vibration intensity. When the vibration intensity was increased by the
40 35 30 25 20 15 10 5 0 Frequenc y (%) 150 100 50 0
Particle size , d / µm
30A 60A 90A 120A
Fig. 5 Relationship of the size distribution of primary particles and intensity of electric current. (magnetic field: 10 T, frequency of electric current: 500 Hz).
60 50 40 30 20 10 0 A v
erage size of primary particle ,
d / µ m 140 120 100 80 60 40 20 0
Intensity of electric current , I / A
Fig. 6 Effect of electric current on the average size of primary particles. (magnetic field: 10 T, frequency of electric current: 500 Hz).
15 10 5 0 (a) 15 10 5 0 (b) 15 10 5 0 (c) 15 10 5 0 150 100 50 0
Primary particle sizd , d / µm (d)
Dendrite arm spacing ,
d
/
µ
m
Fig. 7 Effect of electromagnetic vibrations on dendrite arm spacing of primary particles. (magnetic field: 10 T, frequency of electric current: 500 Hz, intensity of electric current: (a) 30 A, (b) 60 A, (c) 90 A, (d) 120 A).
20 15 10 5 0 A v
erage dendrite arm spacing ,
d / µ m 140 120 100 80 60 40 20 0
Intensity of electric current , I / A
[image:4.595.326.536.69.377.2] [image:4.595.58.283.72.242.2] [image:4.595.62.281.307.497.2] [image:4.595.318.537.460.651.2]increase of current intensity, the size of primary dendrite particles decreased and finally became about 25mm in diameter for the condition that intensity of magnetic field was 10 T, frequency of alternating current was 500 Hz and intensity of alternating current was 120 A. And also primary -dendrite approached a globular shape with increase in electromagnetic vibrations. By contrast, DAS remained intrinsically unchanged even if vibration intensity was changed with current intensity. Refinement of primary -dendrite particles was likely to be caused by collapse of dendrite arms due to the micro-explosion and stirring of the melt.
Acknowledgment
This research was partly supported by Research Fellow-ships of the Japan Society for the Promotion of Science for Young Scientists.
REFERENCES
1) S. Asai: Sci. Tech. Adv. Mater.1(2000) 191–200.
2) H. Yasuda, A. Nakahira, I. Ohnaka, Y. Yamamoto and K. Kishio: Mater. Trans.44(2003) 2555–2562.
3) E. A. Hiedemann: J. Acoust. Soc. America26(1954) 831–842. 4) O. V. Abramov: Ultrasonics25(1987) 73–82.
5) V. O. Abramov, O. V. Abramov, B. B. Straumal and W. Gust: Mater. Des.18(1997) 323–326.
6) N. Enomoto, Y. Iimura and Z. Nakagawa: J. Mater. Res.2(1997) 371– 376.
7) C. Vive`s: Mater. Sci. Eng.A173(1993) 169–172. 8) C. Vive`s: Metall. Mater. Trans.B27(1996) 445–455. 9) C. Vive`s: Metall. Mater. Trans.B27(1996) 457–464. 10) C. Vive`s: J. Cryst. Growth158(1996) 118–127. 11) C. Vive`s: J. Cryst. Growth173(1997) 541–549.
12) A. Radjai, K. Miwa and T. Nishio: Metall. Mater. Trans.A29(1998) 1477–1484.
13) A. Radjai and K. Miwa: Metall. Mater. Trans.A31(2000) 755–762. 14) A. Radjai and K. Miwa: Metall. Mater. Trans.A33(2002) 3025–3030. 15) S. Kawai, Q. Wang, K. Iwai and S. Asai: Mater. Trans.42(2001) 275–