Effect of Antigravity-Suction-Casting Parameters on Microstructure
and Mechanical Properties of Mg
10Al
0.2Mn
1Ca Cast Alloy
Tomomi Ito
1,+, Masafumi Noda
2, Hisashi Mori
3, Yoshio Gonda
1,
Yuta Fukuda
1and Satoshi Yanagihara
11Magnesium Division, Gonda Metal Industry Co., Ltd., Sagamihara 252-0212, Japan
2Department of Mechanical Science and Engineering, Chiba Institute of Technology, Narashino 275-0016, Japan
3Materials Technology Division, Railway Technical Research Institute, Tokyo 185-8540, Japan
We investigated the effect of the cooling rate and molten metal temperature on the microstructure and mechanical properties of a sub-rapidly solidified magnesium alloy, Mg10Al0.2Mn1Ca, prepared by antigravity suction casting using a water-cooled steel mold. The microstructure of the antigravity-suction-cast material without water cooling consisted of coarse grains (grain size: 780 µm), with networks of an AlCa compound at the grain boundaries. The higher cooling rate of the water-cooled steel mold promoted the formation of the AlCa compound and voids in accordance with increases in the internal and external temperature gap and differences in the solidification rate of the mold. The formation of voids and the shrinkage were suppressed, however, by adjusting the cooling rate and decreasing the molten metal temperature. The particle size of the Mg phase was refined to 135 µm and the grain-boundary compounds werefinely dispersed in the Mg phase. The as-cast alloy showed an ultimate tensile strength of 166 MPa and an elongation of 8%. The microstructure and mechanical properties of the as-cast alloy were dependent on the cooling rate and molten metal temperature, but they were not dependent on the casting speed.
[doi:10.2320/matertrans.MC201401]
(Received February 17, 2014; Accepted April 30, 2014; Published June 13, 2014)
Keywords: magnesium alloy, microstructure, mechanical properties, cooling rate, antigravity suction cast
1. Introduction
Magnesium alloys are the lightest practical metals with good relative strength, attenuation properties, and machina-bility. As Mg resources are also abundant,1)Mg alloys are
increasingly being used as casings and vehicle parts in order to improve energy efficiency and to reduce weight.2) On
the other hand, many vehicle components use Al alloys.2)
In order to replace Al alloys with Mg alloys, the rigidity, mechanical properties and noncombustibility of the Mg alloys need to be improved before they can serve as structural parts, and the manufacturing costs must be reduced. Akiyama
et al.showed that adding more than 0.5 mass%of Ca metal in Mg alloys can increase the ignition point to above 800°C, thereby improving noncombustibility.3) Kawamura et al.
developed a noncombustible Mg alloy that does not combust above 1100°C.4) Currently, attempts are being made toward
increasing noncombustibility and nonflammability of Mg alloys in the structural materials field. For example, some surface-treated MgAlZnCa series alloys are characterized as nonflammable materials. However, the mechanical proper-ties and processing conditions of Mg alloys are often influenced by additive elements, and combustion during casting leads to the formation of impurities and oxides. Hence, the melting and casting conditions are as important for fabricating noncombustible Mg alloys as they are for fabricating other Mg alloys.
A typical Ca-added Mg alloy is the flame-resistant Mg alloy, in which approximately 0.52 mass% of Ca metal is added to a MgAlZn series alloy.57) There have been
reports on the effects of the addition of Ca or Al and the cooling rate on the mechanical properties of the resulting alloy,8)where the intermetallic Al
2Ca compound was present
as networks and as coarse agglomerations.9)In the production of the cast material, an airtight environment is important for ingot combustion to counter contamination in the melt during the melting process. In addition, a solution treatment after casting is necessary owing to the development of an AlCa intermetallic material during gravity casting, in which the casting speed is relatively low. Improving the workability is the largest problem with the manufacture of Mg alloys, followed by the need to lower the production cost.
Twin-roll casting is a method of fabricating sheet material with low equipment cost;10)however, segregation occurs at the center of the material under some casting conditions and the sheet thickness is currently limited to about 4 mm.11,12)
An alternative casting method is antigravity suction casting method for producing cast parts, in which the melt is directly cast into a steel mold while cooling takes place as a result of the pressure difference.13,14) In this method, the equipment
used is simple, the casting speed is high, and semisolid casting into the mold without reducing the temperature is possible because there is no contact with the atmosphere as the melt is injected into the mold. In addition, metal oxides that form and aggregate on the melt surface can be bypassed by extracting clean melt from below the surface. This casting method is expected to solve the problems of conventional casting methods because the production cost is reduced while high-quality melt is produced. This method of antigravity suction casting has not been applied to the fabrication of neither Mg alloys nor thick plates, however. Therefore, in this research, we prepared a cast, noncombustible Mg alloy using the method, and we investigated how the melting conditions affected the purity of the melt and the formation of defects during casting. We also investigated the effect of the cooling rate on the granulation of the microstructure and the improvement in mechanical properties.
+Corresponding author, E-mail: ito495@gondametal.co.jp
2. Experimental Procedure
The noncombustible Mg alloy fabricated in this research was a Mg10Al0.2Mn1Ca (mass%) alloy (AMX1001). A MgAlMn mother alloy (AM60BMg), a Mg30%Ca mother alloy, and a pure Al ingot (99.7%) were weighed to the final stoichiometry, melted in a steel crucible, and antigravity suction casting was performed. The material was heated and melted in the crucible under either an air atmosphere or an inert (Ar) atmosphere. Bubbling of 0.2-MPa Ar gas was carried out for 20 min when the melt temperature reached 680°C, while a lid with a glass window was placed on the crucible. In the event of combustion during the heating and melting process, the fire could be extinguished with a gas mixture of nitrogen gas and sulfur hexafluoride (SF6). The melt temperature was lowered to
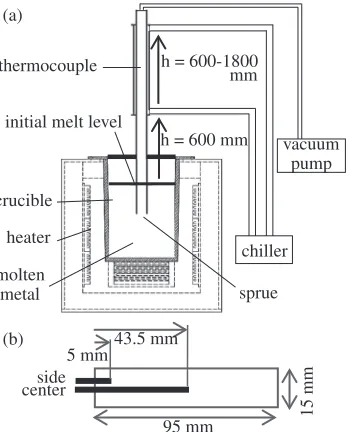
610°C during bubbling and melt settling, and the slug was removed immediately. Antigravity suction casting was conducted by sinking the down sprue 300 mm into the melt in a SS400 steel mold that had a width of 95 mm, a thickness of 15 mm, and a length of 2 m, ensuring that the melt did not come into contact with the atmosphere during casting. Figures 1(a) and 1(b) show a schematic of the antigravity-suction-casting system. The pressure in the mold was set to 0.044 MPa lower pressure compared with atmospheric pressure by using vacuum pomp connected to the mold. The mold was submerged in the molten metal, and the casting was carried out.
As this research focuses on ingot combustion during heating, the purity of the melt, and the cooling rate during casting, we experimented with four sets of casting conditions with different parameters, which are shown in Table 1. Mold and material were cooled over a distance of 1200 mm, beginning at 600 mm above the initial melt level. The mold and material in the casting process were cooled for 300 s from just before the start of casting, with the cooling-water temperature set at 30°C or 90°C. The mechanical properties were tested, and the microstructure was observed in the
center of the cooling region. The mechanical properties of the cast material were investigated by tensile tests and hardness tests. The specimens for the tensile tests were cut to a gauge diameter of 4 mm and a gauge length of 25 mm. Tensile tests were performed at an initial strain rate of 1.3©10¹3s¹1 at room temperature, and the tensile direction was set parallel to the casting direction. The hardness was measured using a Vickers hardness tester, applying a load of 300 g for 30 s in a cross section perpendicular to the casting direction. X-ray fluorescence analysis (XRF) was used to analyze the stoichiometry, and the microstructure of a cross section perpendicular to the casting direction was observed using optical microscopy (OM) and scanning electron microscopy (SEM).
3. Results and Discussion
3.1 Effect of the melting atmosphere on the cast material
Melting under an air atmosphere resulted in partial ignition on the surface of the Mg30Ca (mass%) mother alloy during heating, as shown in Fig. 2(a). However, combustion did not occur during heating and melting under an Ar atmosphere. When melting occurred under an air atmosphere, a protective gas was supplied to the melt surface from the time combustion or flames were confirmed in the crucible until just before the molten melt was injected into the mold. Figures 2(b) and 2(c) show the melt surface after melting in air and Ar atmospheres, respectively, followed by settling. Figure 2(b) shows that chunks of slag formed at the melt surface; the amount of recovered slag was 1.6 kg against a melt of 45 kg. In contrast, a film was formed on the melt surface when melting occurred under an Ar atmosphere, and 400 g of slag was recovered. Here, the total amount of slag is the average value of slag recovered from 10 antigravity suction castings. The inclusion density in the cast material from the melt obtained in air and under an Ar atmosphere was measured 20 times using a cross section measuring 95 mm©15 mm. The inclusion density was 0.04 inclusions/ mm2 for melting in an air atmosphere, whereas the density decreased to 0.01 inclusions/mm2 for melting in an Ar
atmosphere. This implies that oxides (the oxide dimension was observed to be under 20 µm) produced by combustion that could not be removed as slag became trapped in the cast material. Controlling the melt atmosphere prevented ignition of the base metal, thereby reducing the amount of slag and the inclusion density in the cast material.
Figures 3(a)3(d) show OM and SEM micrographs of the microstructure of cross sections of cast materials that were
crucible thermocouple
initial melt level
h = 600 mm h = 600-1800
heater
molten metal
(a)
15 mm
center
95 mm 43.5 mm
side 5 mm (b)
vacuum pump
chiller mm
sprue
[image:2.595.84.259.70.286.2]Fig. 1 Schematic of the antigravity-suction-casting system: (a) overview; (b) position of the thermocouples.
Table 1 Casting conditions of antigravity-suction-casting process.
Case
Molten metal temperature,
T/°C
Casting speed, V/mm s¹1
Cooling-water temperature,
T/°C
1 610 250 ®
2 610 750 ®
3 610 750 30
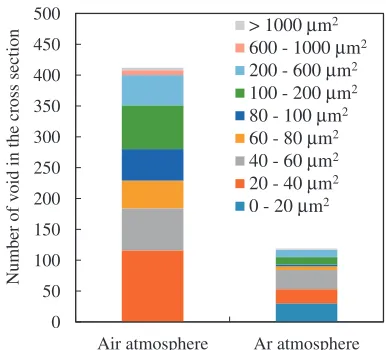
melted in air and Ar atmospheres. There were voids in the cross sections of the cast materials, and the voids observed in the inner areas of the cast materials melted in air and Ar atmospheres appeared as dots and lines at the grain boundaries. The area ratios of voids measured using image analysis (SigmaScan Pro5.0) are shown in Fig. 4. Most of the voids were under 100 µm, and the void area ratios for Ar-atmosphere melting was reduced to 25%in comparison with air atmosphere. It has been reported that increasing the cooling rate causes the formation of voids at the boundary between AlCa compounds and the Mg phase, which develop into cracks because of differences in the cooling or precipitation rate between the two phases.15,16) The SEM micrograph in Fig. 3(b) does not show precipitation of AlCa compounds near the voids, but it indicates that voids mainly formed at grain boundaries of the Mg phase and were more frequently found in cast material melted in air atmosphere. As a result, void formation was found to be affected by the purity of the melt and the cooling rate.16) In general, the shape of
shrinkage cavities are known to be affected by the amount of dissolved gas and the solidification process. Partial ignition at the metal surface was observed during melting in air
atmosphere, and thus the formation of hydrogen gas by contact with water is thought to have increased. Blowing of gas and stirring are considered effective in removing gas.17)
In this study, we prevented combustion during heating and used Ar bubbling; hence, the molten metal is expected to cleaned shown in Table 2. Despite this fact, voids were found, at grain boundaries for example, as shown in Fig. 3. It is possible that bubbling did not completely remove the impurities, although we did not carry out gas analysis. The difference between the corrosion resistances of melted material from pure ingots and recycled material are known.18) Prevention of ignition and partial combustion should improve the melt quality, regardless of whether pure ingots or recycled material is used.
3.2 Effect of cooling during casting on antigravity-suction-cast material
Antigravity suction casting carried out with melting in an Ar atmosphere resulted in high melt purity. Four casting conditions (cases 14), which primarily differed in the cooling rate during casting, are shown in Table 1. Cooling immediately after melt injection into the mold was achieved by circulating water around the mold, as shown in Fig. 1(a). When there was no cooling during casting, as in case 1 and case 2, many surface defects of the cast material were observed upon removal from the mold, and some parts were white with no metallic luster (Fig. 5(a)). On the other hand, cooling during casting produced a melt that had a good external appearance with a metallic luster (Fig. 5(b)). As no lubricant was coated on the mold, the surface defects of the cast material shown in Fig. 5(a) arose from shrinkage during solidification. The change in color was the result of contact of material in the mold with the atmosphere. Figures 6(a) and
(a) (b)
(c) (d)
Fig. 3 Optical and SEM micrographs of the microstructure of antigravity-suction-cast materials: (a), (b) in air atmosphere; (c), (d) in Ar atmosphere. The casting conditions of Case 4 were used.
0 50 100 150 200 250 300 350 400 450 500
Air atmosphere Ar atmosphere
Number
of v
oid in the cross section
> 1000μm2
600 - 1000μm2
200 - 600μm2
100 - 200μm2
80 - 100μm2
60 - 80μm2
40 - 60μm2
20 - 40μm2
0 -20 μm2
[image:3.595.61.279.67.253.2]Fig. 4 Number of voids in the cross section of the cast materials prepared using the casting conditions of Case 4.
Table 2 Chemical composition (mass%) of antigravity-suction-cast materi-als.
Melting
atmosphere Al Ca Mn Si Fe Mg
Air 10.3 0.97 0.16 0.03 0.001 bal. Ar 10.3 1.06 0.12 0.02 0.001 bal.
(a)
(b)
(c)
crucible
ingot
slag
[image:3.595.330.523.69.244.2] [image:3.595.304.550.315.366.2] [image:3.595.61.280.318.462.2]6(b) show the cross sections of the cast material fabricated by cases 3 and 4, respectively. There were continuous cracks at the center of the cast material when the cooling water temperature was 30°C. In contrast, setting the cooling temperature to 90°C prevented formation of continuous cracks, indicating that decreasing the melt cooling rate could suppress formation of cracks in the cast material. Thermo-couples were placed at the center and near the side walls of the mold, as shown in Fig. 1(b), to directly measure the melt temperature during antigravity suction casting with cooling. The thermocouples were placed 1200 mm higher than the initial melt surface; the casting conditions of case 4 were used (the melt temperature was 610°C and the cooling-water temperature was 90°C). The measured results are shown in
Fig. 7. The maximum temperature of the melt at the height of the thermocouples was 420°C, a value below the solidus temperature. In this casting method, solidification began after casting and the melt was sucked up when it was half-solidified and rapidly half-solidified in the cooling region. Therefore, the casting conditions of case 3 resulted in continuous cracks, as shown in Fig. 6(a), because the mold end offered supercooling compared to the condition in case 4 (Fig. 6(b)) and the melt was less likely to reach the center of the cast material.
Figures 8(a)8(d) show the OM micrographs of cast materials prepared under the casting conditions of cases 14; the average grain sizes of the Mg phase are also shown. In cases 1 and 2, in which there was no cooling during
(a)
(b)
10 mm
Casting direction
Fig. 5 Surfaces of antigravity-suction-cast materials: (a) prepared without water cooling and using the casting conditions of Case 2; (b) prepared with water cooling and using the casting conditions of Case 4.
(a)
(b)
10 mm
Fig. 6 Cross sections of antigravity-suction-cast materials: (a) prepared with a cooling-water temperature of 30°C and using the casting conditions of Case 3; (b) prepared with a cooling-water temperature of 90°C and using the casting conditions of Case 4.
200 300 400 500
0 10 20 30
T
emperature,
T
/
°
C
Time, t/ s mold center mold side
Fig. 7 Measurement of the melting temperature during antigravity suction casting under the conditions of Case 4.
d= 780 μm
d= 775μm
d= 130 μm
(d) (c) (a)
(b)
30μm
d= 135μm
200μm
200μm
30μm
[image:4.595.355.499.73.197.2] [image:4.595.340.511.238.561.2] [image:4.595.88.251.340.559.2]casting, the average grain sizes of the Mg phase were 780 and 775 µm, respectively, and thus the effect of casting speed on crystal grain refinement was small. Without cooling, the crystal morphology contained coarse grains and the inter-metallic compounds that formed around the grain boundaries developed into networks. In contrast, the average grain size of the Mg phase formed with cooling during casting was 135 µm, a decrease to approximately one-fourth the size of the cast material without cooling. In general, AMX1001 alloys are known to form AlCa intermetallic compounds,19)
which decrease the performance of the rolling process after casting.19)The AlCa compounds in the cast material without cooling formed networks6,19) during casting according to Figs. 8(a) and 8(b). The cast material prepared with cooling had more refined grain size and the network of intermetallic compounds reduced in thickness as compared to the cast material prepared shown in Figs. 8(c) and 8(d).
The room temperature tensile properties and Vickers hardness of the prepared cast material are given in Figs. 9(a) and 9(b). Compared to the cast material prepared without cooling, cooling improved the yield stress by approximately 25%, the ultimate tensile strength by approximately 10%, and the hardness by approximately 4%. The elongation in case 4 was double that of case 2. Some inclusions and brittle fractures were observed at the fracture surface, thereby reducing the elongation in case 1. The reasons for the superior test results of case 4 are the refinement of crystal grains and dispersion of intermetallic compounds, as mentioned earlier.
3.3 Measurement of cooling rate during solidification
The cooling rate between the solid and liquid phases could not be measured in antigravity suction casting. Therefore, a small mold with a cooling range of 1000 mm in which cooling water could circulate was prepared, and the cooling rates at the side wall and center of the mold were measured. The mold had a board thickness of 35 mm, a board width of
120 mm, and a length of 1 m shown in Fig. 10(a). The measurement results are given in Figs. 10(b)10(d), which show that the cooling rate at the mold center was 2.8°C/s without cooling and 12°C/s with cooling, regardless of whether the cooling-water temperature was 30°C or 90°C. The cooling rate at the mold’s side wall was 3.4°C/s without water cooling, and 21.2 and 29.4°C/s with a cooling-water temperature of 30 and 90°C, respectively. A difference of 0.6°C/s in the cooling rate was found between the side and center of the cast material without water cooling, and this difference is thought to depend on the heat capacity of the steel mold. When the cooling-water temperature was set to 30 and 90°C, the cooling rates were 17.4 and 9.2°C/s faster, respectively, at the cast material side than the inside. Therefore, when the cooling-water temperature was 30°C, the material near the side edges of the mold became overcooled and induced continuous cracks inside the cast material. In contrast, the difference in cooling rates was 9.2°C/s when the cooling-water temperature was 90°C, which means that the cooling rates of the mold side and center were more balanced. However, it would be difficult to obtain a uniform internal microstructure in thickly cast material. One topic for future studies includes investigations on whether a uniform internal microstructure can be attained in thickly cast material by controlling the cooling rate and melt temperature.
4. Conclusions
This research focused on the antigravity suction casting of Mg10Al0.2Mn1Ca, a noncombustible Mg alloy. Purifi-cation of the melt during processing and the effect of cooling rate on the mechanical properties of the microstructure were investigated. Using an Ar-gas melting atmosphere prevented combustion on the MgCa mother alloy surface, and the amount of slag and oxide inclusions in the cast material decreased to one-fourth of the original amount. Casting while
(a)
50 60 70 80
1 2 3 4
Hardness (
HV ) Case Numbers (b) 0 2 4 6 8 10 0 50 100 150 200 Elongation, δ ( % ) Nominal stress, σ / MP
a YS UTS
El
Fig. 9 (a) Tensile properties (average ofn=5) and (b) Vickers hardness of antigravity-cast-materials prepared under various conditions (average of n=5).
450 500 550 600 650
0 10 20 30
Time, t/s 450 500 550 600 650 T emperature, T / ° C mold center mold side 450 500 550 600 650
0 10 20 30
[image:5.595.318.539.72.281.2]T emperature, T / ° C chiller mold molten metal thermocouple (a) (b) (c) (d)
[image:5.595.92.246.73.286.2]the melt was cooled under a controlled atmosphere could reduce the injecting temperature of the melt. The particle size of the Mg phase was refined to 135 µm, and the AlCa compounds were finely dispersed into the Mg phase. The proof stress and ultimate tensile strength were 123 and 166 MPa, respectively, and the elongation was 8%.
Acknowledgment
This study was supported by the Innovative Structural Materials Project (Future Pioneer Project) from Ministry of Economy, Trade and Industry, Japan.
REFERENCES
1) A. A. Luo:Mater. Sci. Forum419422(2003) 5766.
2) H. Mori, K. Fujino, K. Kurita, Y. Chino, N. Saito, M. Noda, H. Komai and H. Ohara:Materia Japan52(2013) 484490.
3) S. Akiyama, H. Ueno, M. Sakamoto, H. Hirai and A. Kitahara:Materia Japan39(2000) 7274.
4) Y. Kawamura and M. Yamasaki: Collected Abstract of the 2013 Spring Meeting of the Japan Inst. Light Metals, (2013) pp. 131132. 5) C. D. Yim, B. S. Lee, J. S. Lee and W. C. Kim:Mater. Trans.45(2004)
30183022.
6) M. Noda, S. Sakai, K. Funami, H. Mori and K. Fujino:Journal of JSTP 54(2013) 143147.
7) J. Park, M. Kim, U. Yoon and W. Kim:J. Mater. Sci.44(2009) 4754.
8) M. Masoumi and H. Hu:Mater. Sci. Eng. A528(2011) 35893593.
9) M. Noda, K. Funami, H. Mori, Y. Gonda and K. Fujino:Light Metal Alloys Applications, (In Tech, 2013) in press.
10) T. Haga and K. Takahashi:J. Mater. Process. Technol.157158(2004) 701705.
11) H. Zhao, P. Li and L. He:J. Mater. Process. Technol.212(2012) 1670 1675.
12) B. Jiang, W. Liu, D. Qiu, M. X. Zhang and F. Pan:Mater. Chem. Phys. 133(2012) 611616.
13) G. Dixon Chandley:Mater. Res. Innovations3(1999) 1423.
14) B. Aremo and M. O. Adeoye: Recent Trend in Processing and Degradation of Aluminum Alloys, ed. by Z. Ahmad, (InTech, Rijeka, Croatia, 2011) pp. 318.
15) J. Chen, J. Wei, H. Yan, B. Su and X. Pan:Mater. Des.45(2013) 300 307.
16) Y. Wang, S. B. Kang and J. Cho:J. Alloy. Compd.509(2011) 704711.
17) T. Watanabe, Y. G. Huang, R. Komatsu and T. Ito:J. JILM26(1976) 266272.
18) M. Sonoda, Y. Takahashi and S. Shimizu: The Report of Oita Industrial Research Institute, (2013) pp. 3135 (http://www.oita-ri.go.jp/report/ 2011/2011_08.pdf ).