Research Article
a
April
2018
Special Issue: National Conference on Emerging Trends in Engineering 2018
Conference Held at Sri Venkatesa Perumal College of Engineering & Technology, Puttur, A.P., India
Computer Science and Software Engineering
ISSN: 2277-128X (Volume-8, Issue-4)
Effects of Friction Welding Parameters on the Mechanical
Properties of Dissimilar Steel Joints
1
Sangathoti Haribabu, 2Muralimohan Cheepu* and 3T. Ramachandraiah
1
Department of Mechanical Engineering, Sri Venkatesa Perumal College of Engineering and Technology Puttur
517583, Andhra Pradesh, India (e-mail: [email protected])
2
Department of Mechatronics Engineering, Kyungsung University, Busan 48434, Republic of Korea
*Corresponding author (e-mail: [email protected])
3
Department of Mechanical Engineering, Sri Venkatesa Perumal College of Engineering and Technology Puttur 517583,
Andhra Pradesh, India (e-mail: [email protected])
Abstract— In the present study, an influence of friction welding parameters on the mechanical properties of dissimilar steel materials of AISI D3 tool steel and AISI 304 stainless steel joints. The welding conditions were optimized with the effect of various welding parameters to find the optimal parameters for sound welds. The effects of optimized welding parameters on the tensile strength of the joints were evaluated by plotting contour graphs. Among the welding conditions, the combination of upset pressure and friction time exhibits a progressive effect on tensile strength. As friction pressure and friction time increase, the joints tensile strength also gradually increases. The maximum joint strength of the friction-welded dissimilar steel joints was 82 % of that of D2 tool steel. The microstructures and hardness of the welded joints have been characterized and presented in this study. Additionally, the interface characteristics were studied to identify the failure of the joints using energy-dispersive spectroscopy analysis.
Key words—Friction welding, Optimization, Welding parameters, Mechanical properties and Microstructure.
I. INTRODUCTION
n the recent years, the joining of dissimilar materials gained more importance in various manufacturing industries. Most importantly, the present manufacturing industries are concentrating on the cost effective materials and easy manufacturing procedures [1-3]. The use of cost effective methods are most challenged than thee quality safety concerns [4-7]. The dissimilar materials joining have several challenges unlike similar materials welding, which are prone to failure during in service of its application. The most frequently noticeable structural failures of welded members are the formation of solidification racks which are due to the improper selection of filler materials in conventional arc welding methods [8-10]. The formation of secondary brittle phases commonly occurred for dissimilar materials joining using conventional arc welding processes [11-14]. Additionally the formation of soft zone in the welds which is called as heat affected zone has much importance in the dissimilar materials joints. The dissimilar joining of fusion welding methods are ensued in the formation of very hard intermetallic compounds, which are detrimental to the formation of metallurgical imperfections in the weld interface [15-18]. In order to overcome these issues solid state welding methods have been implemented for dissimilar combination materials. Solid state welding methods retains the absence of melting of substrates during welding and decreased the width of weld fusion zones. There are different solid state welding methods are developed for dissimilar joining such as friction welding, friction stir welding, diffusion bonding, explosive welding and roll bonding. Among these welding processes each and every one has its own applications and benefits based on the fabrication of joint designs. Therefore, friction welding process has many advantages and various applications especially for the joining of dissimilar materials [8, 19-22]. It is very comfortable and positive results obtained using friction welding methods for applied to many dissimilar combination materials and are successfully welded. The combination of dissimilar materials such as stainless steel to titanium, stainless steel to aluminum, ceramic materials to aluminum are not reasonable to fabricate by applying conventional fusion welding processes. However, friction welding method was overcome these issues and successfully applicable for dissimilar and similar combinations of the joints with excellent joint properties [14, 23-27]. In addition, to improve the mechanical properties and strength of dissimilar material combinations, interlayer material techniques has been executed to maintain the indirect contact between the two dissimilar surfaces [28-31].
ISSN(E): 2277-128X, ISBN: 978-93-87396-07-4, pp. 287-293
have gained much importance because of their specific properties of strength and ductility. And also it has complete austenite phase which is lead for different applications in various fields of nuclear, chemical, cryogenic and food industries [34-36]. Hence, 304 austenitic type stainless steel are most frequently used for the corrosion resistance applications and it can be replaced for the aggressive corrosion environments of marine applications due to their superior qualities as like titanium and aluminum alloys. Austenitic stainless steel has excellent weldability owing to their low alloy contents and one of the major drawback is that the fusion welding of these alloys have resulted in formation of several defects and can destroy the austenite phase and consequently the formation of solidification cracks. Moreover, the joining of these steels with other materials to extend their usage for various applications considered to be more important. One of the most important applications of 304 austenitic stainless steel with D3 tool steel found various applications. The combination of these joints exhibits several issues while joining, and the formation of intermetallic compounds various microstructural changes during fusion welding. The microstructural characteristics revealed the presence of coarser grains near to the weld interface which can deteriorate the mechanical properties and corrosion properties of the welds [17, 24]. The microstructural studies on these alloy joints identified the thermal mismatch in microstructural changes during friction welding [19, 37]. Moreover, the investigations on dissimilar combinations of high speed steel to medium carbon steel by friction welding assessed the influence of experimental conditions which are suitable for the achieving required service applications. The friction welding was carried out using different combinations of welding parameters. The welding parameters combinations are optimized using design of experiments techniques and produced the friction welded joints. The produced joints were heat treated to improve the joint properties and characterized using dynamic torsion methods [21, 38]. The effect of welding conditions have more impact on the strength of the joints. The mechanical and metallurgical properties of D3 tool steel are quite similar to 304 stainless steel and its combination of the friction welded joints are widely used in many applications. The friction welding of austenitic stainless steel to D3 tool steel studies have been investigated and reported that the strength of the joints were strongly depends on the proper selection of welding conditions for enhancing the mechanical properties [16, 39].
However, the properties of a 304 austenitic stainless steel and D3 tool steel dissimilar combinations are have not yet been friction welded to evaluate the influence of welding conditions on their joint properties. The present study is aimed at to identify the effect of welding conditions combinations for producing joints with higher mechanical properties. To understand the welding conditions behavior on microstructural changes and mechanical properties of the dissimilar joints. Also the results hence would provide feasibility range of welding conditions to obtain the highest joint strength at different welding parameters.
II. EXPERIMENTAL PROCEDURE
The base materials of AISI 304 austenitic stainless steel and D3 tool steel with diameter of 16 mm were cut to the length of 100 mm for the friction welding joints. The mechanical properties of the 304 stainless steel and D3 tool steel materials were: tensile strength 546 MPa and 648 MPa, and the elongation 65% and 21% respectively. To get the accuracy of the joint strength of the all welds, before welding of base metal substrates faying surfaces are machined and followed by polished with 600 grit emery papers. The samples were polished until to get the required surface roughness, which has more contribution on the enhancing bond strength of the welds. All the samples were cleaned with acetone and dried to remove the oil, grease, dirt, etc. just before producing the joints. To produce the joints, continuous drive friction welding method was used with the machine capacity of 200 kN of ETA make. To measure the axial force on the substrates and for its control a load cell was used in this machine. In order to understand the welding conditions effect on joints, all the important friction welding conditions such as axial load, spindle position and spindle speed are read and plotted online during friction welding. The variation of the welding conditions of process chart helps to monitor the process behavior and to calculate the heat input of the joints. Fig. 1 illustrates the present study process chart of the friction welding conditions. In friction welding process, the process parameters have significant effect on the mechanical and metallurgical properties of the welds. The welding conditions of upset pressure, friction pressure, upset time, friction time and rotational speed have direct relation to the joint formation and its strength.
ISSN(E): 2277-128X, ISBN: 978-93-87396-07-4, pp. 287-293
To achieve the high quality joints, a new combinations of welding parameters are optimized using design of experiment technique. The combination of friction pressure to upset pressure, upset pressure to friction time and friction pressure to friction time are used for optimizing the parameters. The joints were produced at these combinations to evaluate the strength of the welds. The welding combinations are designed at a upset pressure of 140 to 180 MPa, upset time 5 sec, friction pressure in the range of 120 to 180 MPa, friction time 2 to 5 sec and spindle of 1500 rpm was used.
After friction welding, samples were cut to make the cross sections for metallographic samples preparation the cross section of the samples were prepared as per the metallographic procedure for microstructural analysis and hardness measurements. The tensile samples were prepared as per the ASTM E8 standard for the evaluation of mechanical properties [40]. The joint tensile strength was carried out by machining the weld flash using a universal testing machine TFUC-400 India. In addition, Vickers hardness test was conducted for the joints to clarify the joint properties and intermetallic compounds formation across the weld interface. The microstructural observations were made using optical microscope after etching the samples with 2% nitol for D3 tool steel and aqua regia solution of 304 austenitic stainless steel for the joint interface and microstructural formations before and after welding.
III. RESULTS AND DISCUSSION
A. Microstructure Analysis
The dissimilar metals joining using any joining methods is still challenging with the several problems of the welded joints of stainless steel to tool steels which have excellent properties and their wide range of applications. The characteristics of the conventional fusion weld interfaces between austenitic stainless steel and tool steel shows solidification problems and improper boding, thus resulted in deterioration of the mechanical properties [36, 38]. To make use of these alloys, an alternative welding techniques are found to be successful in producing sound welds and the results are satisfy the intended service applications. Solid state welding process of friction welding is one of the prominent welding process for producing joints between incompatible materials. The welding of the two materials very difficult due to their different physical and metallurgical properties. The microstructure of the tool steel contains the martensitic structure with presence of carbides and ferrites. The equi-axed grains with the twin boundary and the fully austenite structure exhibits in the 304 austenitic stainless steel microstructure. The two distinct microstructures of two different alloys makes the weldability poorer and subjected to several solidification problems in the fusion zone, therefore mechanical properties of the welds deteriorates across the brittle phases.
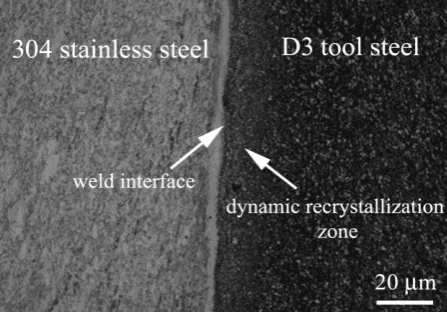
Fig. 2. The microstructure of the weld interface showing the deformation zones on tool steel side.
The faying surfaces of the substrates frictionally rub each other during friction welding and generates the heat between the two surfaces and subjected to deformation. The weld flash formation due to deformation on the D3 tool steel side is higher than the 304 SS side. The properties of the tool steel changes with temperature, due to this, its most of the applications are restricted below 250 ˚C. Whereas, the deformation on stainless steel side is very less compared to D3 tool steel. The microstructures of the cross section of the joints at weld interface are depicted in Fig. 2. The image shows the occurrence of plastic deformation adjacent to the weld interface which resembles as unetched region with the presence of finer grains. During welding, the material subjected to heat and pressure, thus the softened region of the material experienced to the formation of dynamic recrystallization zone (DRX) and the grains are refined to form as fine grain structure. The material flow in this region is inclined to the weld interface and its structure is modified from the base metal. The microstructure on the stainless steel illustrates very small region of dynamic recrystallization unlike tool steel. The weld interface at center regions is smooth and the formation of very thin interfacial layer has been observed. Whereas, the weld interface at the periphery of the joints exhibits different from the center region with the formation of several width of interface. The relative speed and its effect at the periphery region is higher than the center region thus the width of intermixing zone formation is higher at the periphery region.
B. Mechanical Properties
ISSN(E): 2277-128X, ISBN: 978-93-87396-07-4, pp. 287-293
Fig. 3. The micro hardness of the friction welded joints.
Fig. 4. The 3-D contour graph illustrates the effect of upset pressure and friction pressure on tensile strength of the joints.
in the dynamic recrystallization zone (see fig. 2). The hardness profiles shows the significant difference that the highest profile recorded for the interface, it is due to the formation intermixing zone. It is expecting that the intermixing zone consists of presence of hard and intermetallic compounds. As analyzed in microstructural images, the weld interface at periphery region owing to the cause for recording highest hardness. The large difference in hardness values of center and periphery regions shows that the failure region and crack initiation occurring from the intermixing zone at periphery of the weld joints. Figure 4 illustrates the 3-D contour graph of the effect of friction pressure and upset pressure on tensile strength of the joints. The combination of these two parameters has considerably have effect of improving mechanical properties. As the friction pressure and upset pressure increasing the raise in strength of the joints is very less initially and its starts to increase from the friction pressure of 150 MPa. At the same time the upset pressure also shown significant impact on improving strength and it is gained the importance after
ISSN(E): 2277-128X, ISBN: 978-93-87396-07-4, pp. 287-293
Fig. 6. The 3-D contour graph illustrates the effect of friction pressure and friction time on tensile strength of the joints.
reaching its value to 170 MPa. However, the combination of these both parameters considerably have high effect on improving strength and reached its value to 318 MPa. The effect of friction time is alone achieved maximum strength with increasing its value from 2 to 5 seconds. In order to identify its effect with other parameters, upset pressure and friction pressure were selected and optimized. The strength of the welds of these another two combinations shows quite different from the friction and upset pressures combinations. The differences in strength using other two combinations with friction time clearly revealed the importance of friction time in friction welding to achieve the sound welds. Figure 5 exhibits the 3-D contour graph for the combination of upset pressure and friction time with tensile strength of the joints. The graph obtained from the upset pressure and friction time combinations are entirely different from the other two combinations. The extension of width of the tensile strength range and level is narrow with increasing of upset pressure and friction time. In this combination, the maximum strength of 309 MPa achieved for the joints. The decrease in strength of the joints is due to the effect of improper combination of the welding parameters. The effect of upset pressure and friction time both have reduction of material and contributes to plasticize the materials surfaces during welding. Due to this effect, the joints weld flash formation is increases and the metallurgical binding is in weak formation between the two surfaces. As the upset pressure increases, the increase in axial load gradually increases and at the same time the effect of friction time helps to grow the weld flash, consequently it impairs the strength of the welds.
The tensile strength of the combinations of friction pressure and friction time illustrated in Fig. 6. The strength of the joints increased and achieved maximum strength for this combination. The effect of friction pressure showed much importance for the dissimilar combination of tool steel and austenitic stainless steels. As the tow substrates quite harder, then the friction time needs to be increased up to certain level after that the combination of other parameters need to support to improve the joints. The combination of friction pressure and friction time achieved the maximum strength of 320 MPa for the dissimilar materials of tool steel and 304 stainless steel.
IV. CONCLUSIONS
The dissimilar materials of 304 austenitic stainless steel and D3 tool steel was successfully joined by using friction welding process. The feasibility of the joining of these materials using friction welding and welding conditions are studied extensively. The joint microstructural characteristics, weld interface and mechanical properties are evaluated. The welding parameters are optimized using different combinations of welding conditions. Some conclusions can be drawn as follows:
Friction welding conditions of friction pressure, friction time, upset pressure and upset time are used for different combinations to produce the high strength welding joints.
The combination of friction pressure and friction time showed the best combination to achieve the high efficiency of the joints.
The strength of the D3 tool steel and 304 stainless steel joints achieved the maximum strength than the other welding methods.
The bond interface is smooth and no evidence of defects and cracks formation along the interface.
The micro hardness of the welds increasing near to the bond interface due to the strain hardening effect and the presence of fine grains on the weld interface.
The optimized welding conditions of friction force and friction time achieved the maximum tensile strength of
the joints.
REFERENCES
[1] Meshram, S.D, Reddy, G.M.: Friction welding of AA6061 to AISI 4340 using silver interlayer, Defence. Technol. 11, 292-298 (2015).
[2] Özdemir, N.: Investigation of the mechanical properties of friction-welded joints between AISI 304L and AISI
ISSN(E): 2277-128X, ISBN: 978-93-87396-07-4, pp. 287-293
[3] Muralimohan, C.H., Muthupandi, V. Sivaprasad, K. Properties of friction welding titanium-stainless steel joints
with a nickel interlayer. Procedia. Mater. Sci.5, 1120-1129 (2014).
[4] Shiva, Apireddi, Muralimohan Cheepu, Venkata Charan Kantumuchu, K. Ravi Kumar, D. Venkateswarlu, B.
Srinivas, and S. Jerome. "Microstructure Characterization of Al-TiC Surface Composite Fabricated by Friction Stir Processing." In IOP Conference Series: Materials Science and Engineering, vol. 330, no. 1, p. 012060. IOP Publishing, 2018.
[5] Venkateswarlu, D., Muralimohan Cheepu, and M. M. Mahapatra. "Analysing the Friction Stir Welded Joints of
AA2219 Al-Cu Alloy in Different Heat-Treated-State." In IOP Conference Series: Materials Science and Engineering, vol. 330, no. 1, p. 012074. IOP Publishing, 2018.
[6] Muralimohan, C.H., Haribabu, S., Reddy, Y.H., Muthupandi, V., Sivaprasad, K.: Joining of AISI 1040 steel to
6082-T6 aluminium alloy by friction welding. J. Adv. Mech. Eng. Sci. 1(1), 57-64 (2015).
http://dx.doi.org/10.18831/james.in/2015011006
[7] Arivazhagan, N., Singh, S., Prakash, S., Reddy, G.M.: An assessment of hardness, impact strength, and hot corrosion behaviour of friction-welded dissimilar weldments between AISI 4140 and AISI 304. Int. J. Adv. Manuf. Technol. 39, 679-689 (2008).
[8] Muralimohan, C.H., Haribabu, S., Reddy, Y.H., Muthupandi, V., Sivaprasad, K.: Evaluation of microstructures
and mechanical properties of dissimilar materials by friction welding. Procedia. Mater. Sci. 5, 1107-1113 (2014).
[9] Cheepu, M., Haribabu, S., Ramachandraiah, T., Srinivas, B., Venkateswarulu, D., Karna, S., Alapati, S., Che,
W.S.: Fabrication and analysis of accumulative roll bonding process between magnesium and aluminum mult i-layers. Appl. Mech. Mater. 877, 183-189 (2018). doi:10.4028/www.scientific.net/AMM.877.183
[10] Devireddy, K., Devuri, V., Cheepu, M., Kumar, B.K.: Analysis of the influence of friction stir processing on gas
tungsten arc welding of 2024 aluminum alloy weld zone. Int. J. Mech. Prod. Eng. Res. Dev. 8(1), 243-252 (2018).
DOI: 10.24247/ijmperdfeb201828
[11] Meshram, S.D., Mohandas, T., Reddy, G.M.: Friction welding of dissimilar pure metals. J. Mater. Process. Technol. 184, 330-337 (2007).
[12] Avula, Dhananjayulu, Venkateswarlu Devuri, Muralimohan Cheepu, and Dheerendra Kumar Dwivedi. "Tensile
Properties of Friction Stir Welded Joints of AA 2024-T6 Alloy at Different Welding Speeds." In IOP Conference Series: Materials Science and Engineering, vol. 330, no. 1, p. 012081. IOP Publishing, 2018. [13] Cheepu, Muralimohan, B. Srinivas, Nalluri Abhishek, T. Ramachandraiah, Sivaji Karna, D. Venkateswarlu,
Suresh Alapati, and Woo Seong Che. "Dissimilar Joining of Stainless Steel and 5083 Aluminum Alloy Sheets by Gas Tungsten Arc Welding-Brazing Process." In IOP Conference Series: Materials Science and Engineering, vol. 330, no. 1, p. 012048. IOP Publishing, 2018.
[14] Karna, Sivaji, Muralimohan Cheepu, D. Venkateswarulu, and V. Srikanth. "Recent Developments and Research
Progress on Friction Stir Welding of Titanium Alloys: An Overview." In IOP Conference Series: Materials Science and Engineering, vol. 330, no. 1, p. 012068. IOP Publishing, 2018.
[15] Krishnaja, Devireddy, Muralimohan Cheepu, and D. Venkateswarlu. "A Review of Research Progress on Dissimilar Laser Weld-Brazing of Automotive Applications." In IOP Conference Series: Materials Science and Engineering, vol. 330, no. 1, p. 012073. IOP Publishing, 2018.
[16] Venkateswarulu, D., Cheepu, M., Krishnaja, D., Muthukumaran, S.: Influence of water cooling and post-weld
ageing on mechanical and microstructural properties of the friction-stir welded 6061 aluminium alloy joints. Appl. Mech. Mater. 877, 163-176 (2018). doi:10.4028/www.scientific.net/AMM.877.163
[17] Lalam, S.V., Reddy, G.M., Mohandas, T., Kamaraj, M. Murty, B.S.: Continuous drive friction welding of Inconel 718 and EN24 dissimilar metal combination, Mater. Sci. Technol. 25, 851-861 (2009).
[18] Cheepu, M., Muthupandi, V., Srinivas, B., Sivaprasad, K.: Development of a friction welded bimetallic joints between titanium and 304 austenitic stainless steel, Techno-Societal 2016, International Conference on Advanced Technologies for Societal Applications ICATSA 2016 ed Pawar, P.M., Ronge, B.P.,
Balasubramaniam, R., Seshabhattar, S.: (Springer, Cham) Chapter 73, 709-717 (2018).
https://doi.org/10.1007/978-3-319-53556-2_73
[19] Dey, H.C., Ashfaq, M., Bhaduri, A.K., Rao, K.P., Joining of titanium to 304L stainless steel by friction welding
J. Mater. Process. Technol. 209 5862-5870 (2009).
[20] Muralimohan, C.H., Ashfaq, M., Ashiri, R., Muthupandi, V., Sivaprasad, K.: Analysis and characterization of
the role of Ni interlayer in the friction welding of titanium and 304 austenitic stainless steel. Metall. Mater. Trans. A. 47, 347-359 (2016).
[21] Fuji, A., North, T.H., Ameyama, K., Futamata, M.: Improving tensile strength and bend ductility of
titanium/AISI 304L stainless steel friction welds. Mater. Sci. Technol. 8(3), 219-235 (1992).
[22] Muralimohan, C.H., Muthupandi, V., Sivaprasad, K.: The influence of aluminium intermediate layer in
dissimilar friction welds. Inter. J. Mater. Res. 105, 350-357 (2014).
[23] Sahin, M.: Joining of stainless-steel and aluminium materials by friction welding, Int. J. Adv. Manuf. Technol.
41, 487-497 (2009).
ISSN(E): 2277-128X, ISBN: 978-93-87396-07-4, pp. 287-293
[25] Cheepu, M., Ashfaq, M., Muthupandi, V.: A new approach for using interlayer and analysis of the friction
welding of titanium to stainless steel. Trans. Indian. Inst. Met. 70, 2591-2600 (2017).
https://doi.org/10.1007/s12666-017-1114-x
[26] Fauzi, M.N.A., Uday, M.B., Zuhailawati, H., Ismail, A.B.: Microstructure and mechanical properties of alumina-6061 aluminum alloy joined by friction welding, Mater. Des. 31, 670-676 (2010).
[27] Cheepu, M.M., Muthupandi, V., Loganathan, S.: Friction welding of titanium to 304 stainless steel with electroplated nickel interlayer. Mater. Sci. Forum. 710, 620-625 (2012).
[28] Muralimohan, C.H., Muthupandi, V. Sivaprasad, K. Properties of friction welding titanium-stainless steel joints
with a nickel interlayer. Procedia. Mater. Sci.5, 1120-1129 (2014).
[29] Cheepu, M., Muthupandi V., Che, W.S.: Improving mechanical properties of dissimilar material friction welds.
Appl. Mech. Mater. 877, 157-162 (2018). doi:10.4028/www.scientific.net/AMM.877.157
[30] Muralimohan, C.H., Muthupandi, V.: Friction welding of type 304 stainless steel to CP titanium using nickel interlayer. Adv. Mater. Res.794, 351-357 (2013).
[31] Murti, K.G., Sundaresan, S.: Thermal behavior of austenitic-ferritic transition joints made by friction welding,
Weld. J. 327-334 (1985).
[32] Murti, K.G., Sundaresan, S.: Structure and properties of friction welds between high-speed steel and
medium-carbon steel for bimetal tools, Mat. Sci. Tech. 2, 865-870 (1986).
[33] Akata, H.E., Sahin, M.: Friction welding of different composition steels II, Makina Malzemesi ve Imalat Teknolojisi Sempozyumu, 7-9 Kasim 2001, Manisa, sa: 595-602 (in Turkish) (2001).
[34] Sahin, M., Akata, H.E.: An experimental study on friction welding of medium carbon and austenitic stainless steel components, Ind. Lubr. Tribol. 56, 122-129 (2004).
[35] Rajamani, G.P., Shunmugam, M.S., Rao, K.P.: Parameter optimization and properties of friction welded
quenched and tempered steel, Weld. J. 225-230 (1992).
[36] Fuji, A., North, T.H., Ameyama, K., Futamata, M.: Improving tensile strength and bend ductility of
titanium/AISI 304L stainless steel friction welds, Mater. Sci. Technol. 8, 219-235 (1992).
[37] Arivazhagan, N., Singh, S., Prakash, S., Reddy, G.M.: Investigation on AISI 304 austenitic stainless steel to AISI 4140 low alloy steel dissimilar joints by gas tungsten arc, electron beam and friction welding, Mater. Des. 32, 3036-3050 (2011).
[38] Mendes, R., Ribeiro, J.B., Loureiro, A.: Effect of explosive characteristics on the explosive welding of stainless steel to carbon steel in cylindrical configuration, Mater. Des. 51, 182-192 (2013).
[39] Murugan, S., Rai, S.K., Kumar, P.V., Jayakumar, T., Raj, B., Bose, M.S.C.: Temperature distribution and residual stresses due to multipass welding in type 304 stainless steel and low carbon steel weld pads, Int. J. Pressure. Vessels. Piping. 78, 307-317 (2001).