UNIVERSITI TEKNIKAL MALAYSIA MELAKA
DESIGN AND OPTIMIZATION OF RUNNER AND GATING
SYSTEMS FOR THE PERMANENT MOLD CASTING
This report submitted in accordance with requirement of the Universiti Teknikal Malaysia Melaka (UTeM) for the Bachelor Degree of Manufacturing Engineering
(Manufacturing Design) (Hons.)
by
MOHAMMAD AIZRULSHAH BIN KAMARUDDIN B050910203
790407-01-6397
DECLARATION
I hereby, declared this report entitled Design and Optimization of Runner and Gating for Permanent Casting is the results of my own research except as cited in
the references.
Signature : ……….
Author’s Name : MOHAMMAD AIZRULSHAH BIN KAMARUDDIN
APPROVAL
This report is submitted to the Faculty of Manufacturing Engineering of UTeM as a partial fulfillment of the requirements for the degree of Bachelor of Manufacturing Engineering (Manufacturing Design) (Hons.). The member of the supervisory committee is as follows:
---ABSTRAK
ABSTRACT
DEDICATION
To beloved wife Azlinda Mohamad
To my kids
Muhammad Izzu Syahmi and Maryam Kayyisah
And to my parents Hj Kamaruddin Hj bin Hj Idris
ACKNOWLEDGEMENT
TABLE OF CONTENT
Abstrak i
Abstract ii
Dedication iii
Acknowledgement iv
Table of Content v
List of Tables viii
List of Figures ix
CHAPTER 1: INTRODUCTION
1.1 Project Background 1
1.2 Problem Statement 3
1.3 Objective 3
1.4 Scope 3
1.5 Report Structure 4
CHAPTER 2: LITERATURE REVIEW
2.1 Casting And Its History 5
2.2 Permanent Mold Casting 8
2.2.1 Advantages Of Permanent Mold Casting 9
2.3.1.1. Volume 9
2.3.1.2. Tolerance and Surface finish 9
2.3.1.3. Cost 10
2.2.2 Limitation Of Permanent Mold Casting 10
2.2.3 Defect In Permanent Mold 11
2.2.4 Permanent Mold Casting Process 13
2.3 Design 13
2.3.1 Rigging System Design 15
2.3.2 Riser Design 16
2.3.3 Feeding System In Riser Design 18
2.3.4.1 Gating Design Variables 19
2.3.4.2 Principle of fluid flow 20
2.3.4.3 Ideal gating design 22
2.3.5 Sprue Design 24
2.3.6 Runner Design 25
2.4 Pattern 26
2.5 Computer Aided Engineering 27
CHAPTER 3: METHODOLOGY
3.1 Project Planning 29
3.2 Overall Project Framework 29
3.2.1 Planning Stage 31
3.2.1.1. Problem statement, objective and
scope of research identification 31 3.2.1.2. Production tooling and
computational fluid dynamics 31
3.2.1.3. Parameter permanent mold
design study 32
3.3. Stage 2: The Design Stage 32
3.4. Stage 3: Analysis And Result 34
3.5. Stage 4: Report Preparation and Presentation 34
3.6. The Design Concept Sketches 35
3.7. Conclusion 36
CHAPTER 4: RESULT & DISCUSSION
4.1 The Design concept 37
4.1.1 Design concept 1 38
4.1.2 Design Concept 2 39
4.1.3 Design concept 3 39
4.1.4 Design concept 4 39
4.2 Ansys 14 Fluent Simulation 40
4.2.1 Ansys Fluent models 40
4.2.2 Ansys Fluent Material 40
4.2.2.2 Wall Material 41
4.2.2.3 Cell Zone Condition 41
4.2.2.4 Boundary Condition 41
4.2.3 Ansys Simulation Result Data 43
4.2.3.1 Design Concept 1 43
4.2.3.2 Design Concept 2 47
4.2.3.3 Design Concept 3 52
4.2.3.4 Design Concept 4 57
4.3 Ranking 61
4.4 Optimization 63
4.4.1 The Runner And Gating Concept Design 63
4.4.2 Ansys Simulation Result Analysis 65
4.4.3 Ansys Fluent Flow Analysis Optimized 66
4.5 SolidWorks Modelling 70
4.6 Summary of Result 72
CHAPTER 5: CONCLUSION & FUTURE WORKS
5.1. Conclusion 73
5.2. Future works 74
REFERENCES 75
LIST OF TABLES
4.1 LM6 Properties 41
4.2 Steel properties 41
4.3 The inlet Condition value 42
4.4 The outlet condition 42
4.5 Simulated Ansys Fluent data 43
4.6 Simulated Data 50
4.7 Simulated Data 55
4.8 Simulated Data 59
4.9a Design 1 and 2 simulated data 61
4.9b Design 3 and 4 simulated data 61
4.10 Maximum Value comparison 62
4.11 Ranking 62
4.12a Ansys Fluent Result for runner and gating optimize concept 66 4.12b Ansys Fluent Result for runner and gating optimize concept 66
LIST OF FIGURES
1.1 Gooseneck Clamp 4
2.1 The important development in casting process 6
2.2 Expendable Mold process tree 7
2.3 Process tree under permanent mold casting. Yellow indicates the scope of study
8
2.4 Approximate values of surface roughness and tolerance on dimensions typically obtained with different manufacturing processes. ECM, electro-chemical machining; EDM, electrical discharge machining
9
2.5 Differences between manufacturing process 10
2.6a Example defect in the casting process 12
2.6b Example of common defects hot tear in casting. Which the defect can be minimized or eliminate with proper design and preparation of molds
12
2.7 Directional and progressive solidification in a casting equipped with a riser
17
2.8 Basic component of a single gating system for a horizontal parted mold
19
2.9 Schematic illustrating the application of Bernoulli’s theorem to a gating system
22
2.10 Poor top gates and side-fed running system, compared with (b) a more satisfactory bottom-gated and top-fed system.
2.11 (c) Poor system gated at joint and (d) recommended economical and effective system
23
2.12 Comparison of flow patterns in two vertical gating systems. (a) Poorly designed system. (b) Properly designed system using a tapered runner that equalizesflow through the ingates
24
2.13 Schematic showing the advantages of a tapered sprue over a straight-sided sprue. (a) Natural flow of afree-falling liquid. (b) Air aspiration induced by liquidflow in a straight-sided sprue. (c) Liquidflow in a tapered sprue
25
2.14 Schematic illustrating fluid flow around right-angle and curved bends in a gating system. (a) Turbulence resulting from a sharp corner. (b) Metal damage resulting from a sharp corner. (c) Streamlined corner that minimizes turbulence and metal damage
26
2.15 Goose neck clamp
2.16 Technical drawing and dimension of the gooseneck clamp 27
3.1 Project Framework Flow Chart 30
3.2 SolidWorks 3d modelling flow chart 33
3.3 Mold Design outline with SolidWorks 33
3.4 ANSYS 14 Fluent procedures flowchart 34
3.5 Sketch 1 35
3.6 Sketch 2 36
3.7 Sketch 3 36
4.1 Design Concept 1 37
4.2 Design Concept 2 38
4.3 Design Concept 3 39
4.4 Design Concept 4 39
4.5 Contour of static pressure 43
4.6 Contour of velocity magnitude 44
4.7 Contour of turbulence kinetic energy 45
4.8 Contour of internal energy 45
4.9 Flow simulated 46
4.10 Temperature vs Time Chart 47
4.11 Contour of static pressure 48
4.12 Contour of velocity magnitude 49
4.13 Contour of turbulence kinetic energy 49
4.14 Contour of internal energy 50
4.15 Flow simulated 51
4.16 Temperature vs Time Chart 52
4.17 Contour of static pressure 53
4.18 Contour of velocity magnitude 53
4.19 Contour of turbulence kinetic energy 54
4.20 Contour of internal energy 55
4.21 Velocity Streamline Flow 56
4.23 Contour of static pressure 57
4.24 Contour of velocity magnitude 58
4.25 Contour of turbulence kinetic energy 58
4.26 Contour of internal energy 59
4.27 Streamline Flow 60
4.28 Temperature vs Time Chart 61
4.29 Gating and runner optimized design 1 63
4.30 Gating and runner optimized design 2 64
4.31 Gating and runner optimized design 3 65
4.32 Ansys Fluent Streamline for optimized 66
4.33 Temperature vs Time Chart 67
4.34 Streamline Flow for concept 2 optimized 67
4.35 Temperature vs Time Chart 68
4.36 Streamline Flow for concept 3 optimized 68
4.37 Temperature vs Time Chart concept 3 optimized 69
4.38 Mold in close position 71
4.39 Mold Exploded view 71
CHAPTER 1
INTRODUCTION
This chapter discusses briefly the design and optimization of runner and gating system for the permanent mold. This chapter of the report briefly discusses the project background, problem statement, objective and scope.
1.1 Project Background
Casting is an economical and oldest manufacturing process in producing or reproducing complex part in mass numbers. The first metal casting was found to be made during the period from 4000 to 3000 BC using stone and metal to cast copper and bronze (Kalpakjian and Schmid, 2006). Casting is a process in which molten metal is poured into a cavity of a mold which are split or broken apart to extract the solidified metal cast(Boothroyd et al. 2002). Designing a mold used in casting is considered as an art and science. There is no exact formula or parameter can be used. It depends on the mold designer experiences, trial and error. Casting is divided into 2 categories which is non permanent and permanent molds. This report covers the designing and the optimization of runner and gating system for permanent mold casting.
expendable mold means that the mold is usually made from metal. The same guidelines and rules use in designing a sand casting are applied in designing the permanent mold. Except that in sand casting if there is an error or modification in the design the mold can be crushed and reconstructed, this method did not apply to permanent mold where it will require metal cutting and reshaping (Shamasundar et al., 2010.). This will require cost therefore permanent mold need to be designed carefully. Due to the material used for making the mold, it usually being used to cast non ferrous alloy and some limited application for casting cast iron. Typical material can be cast using permanent mold is aluminum, zinc, brass, copper, lead and even gray cast iron. The benefit of using permanent mold casting is that the high production runs due to faster cooling rate than sand. Permanent mold casting also produces a product with high dimensional accuracy, near net shape and use less raw material. Reasonable price cost can be achieved from the high production rate with metal molds especially the water cooled molds compare to sand or investment casting (Butler, 1998). Limitation of permanent mold casting is that not all shapes can be cast using it, but with the combination of detachable and expendable core the potential is limitless.
1.2 Problem Statement
Designing permanent molds for casting can be considered as art and science. Runners and the gating system are the most important part of the mold. There a numerous guideline can be used for designing a mold but the position and size of the runner and gating depended on the part want to cast. At the moment the current practice in mold construction is an experimenting method where base on trial and error. The trial and error method solely depended on the design engineers knowledge and experience. However this practice is time consuming and high cost. In this report the product use for study is a Goose neck machine clamp. Finding the position and size of the runner and gating system is crucial to produce defect free product and near net shape as possible. This project presents the design of permanent molds, design and analyze using Computer Aided Engineering software.
1.3 Objective
1.3.1 To investigate the design parameter of a permanent mold casting for Goose neck machine clamp.
1.3.2 To analyze and optimize the permanent mold casting Computer Aided Engineering software.
1.3.3 To design a permanent mold casting for Goose neck machine clamp.
1.4 Scope
Figure 1.1 Goose neck clamp
1.5 Report Structure
CHAPTER 2
LITERATURE REVIEW
This chapter consists of the information gathered regarding the project title which is Design and optimization of runner and gating system for permanent mold casting. The information collected from books and previous study. Tools and software used in this project also will be explained in this report.
2.1 Casting And Its History
Casting can be considered as an oldest manufacturing method know to man. It's a method used to produce parts in mass numbers. Casting was first used around 4000 B.C to cast ornament and copper arrow head (Kalpakjian and Schmid, 2006). Copper is the first metal to be cast and usually the component made were weapon arrow head or axes. During the Bronze Age (3000-1500 BC) alloys such as tin bronze and arsenical copper were developed. Alloying, as well as reducing the melting temperatures required, improved the strength of the finished product and helped to oxidize the melt, enabling a better surface finish and higher level of detail to be obtained because of the enhanced fluidity (Jolly 2003).
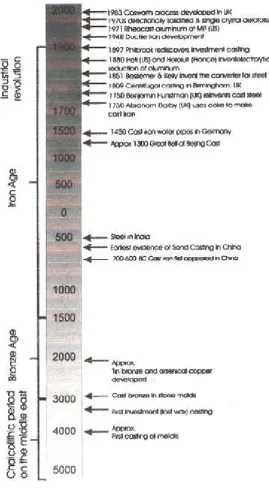
There is also some archaeological evidence that the “lost wax” process was
[image:22.595.201.471.194.686.2]developed at about the beginning of the Bronze Age. This method was used to cast small object mainly jewelry (Jolly 2003). Later on this method was renamed the investment casting. The figure 2.1 below show the important development in casting process.
Figure 2.1 The important development in casting process (Jolly 2003).
There is also some archaeological evidence that the “lost wax” process was
developed at about the beginning of the Bronze Age. This method was used to cast small object mainly jewelry (Jolly 2003). Later on this method was renamed the investment casting. The figure 2.1 below show the important development in casting process.
Figure 2.1 The important development in casting process (Jolly 2003).
There is also some archaeological evidence that the “lost wax” process was
developed at about the beginning of the Bronze Age. This method was used to cast small object mainly jewelry (Jolly 2003). Later on this method was renamed the investment casting. The figure 2.1 below show the important development in casting process.
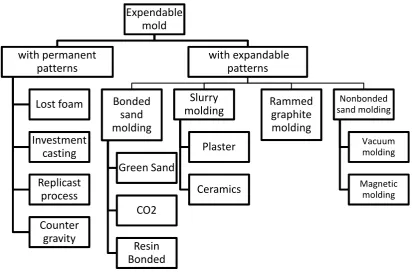
Casting can be used to produce a wide variety of product with complex shape and it only involves one major manufacturing method. Casting involves pouring molten metal in a mold cavity that configured to the shape and dimension of the intended finish product. Casting can be divided into 2 major categories which is expandable and non expandable mold. Figure 2.2 below illustrates the process tree under the expandable mold process
Figure 2.2 Expendable Mold process tree
As the name implies the expendable mold process use material that are expendable such as sand or other granular mold material. In expendable mold casting with permanent pattern the mold needed be split into in order to remove the pattern before the actual pouring process is done. Due to the title of the project the expendable mold will not be explained further.
2.2 Permanent Mold Casting
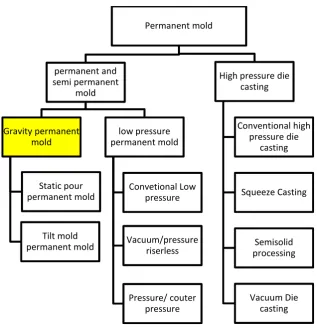
[image:24.595.161.479.316.648.2]Permanent mold casting is a casting process that uses non expendable that are either made from metal or graphite. Permanent mold processes involve the production of castings by pouring molten metal into permanent metal molds using gravity, low pressure, vacuum or centrifugal pressure and simple reusable cores are usually made of metal (Lampman, 2009). The mold cavity and the gating system are machined into the mold and become an integral part of the mold (Kalpakjian and Steven, 2006). That's why the design of the mold is crucial. Figure 2.3 illustrated the process tree under permanent mold casting process.
Figure 2.3 Process tree under permanent mold casting. Yellow indicates the scope of study.
Permanent mold permanent and semi permanent mold Gravity permanent mold Static pour permanent mold Tilt mold permanent mold low pressure permanent mold Convetional Low pressure Vacuum/pressure riserless Pressure/ couter pressure