Rochester Institute of Technology
RIT Scholar Works
Theses
Thesis/Dissertation Collections
1996
Development of a predictive tool from a study of
just in time programs within a manufacturing plant
Richard Bernier
Follow this and additional works at:
http://scholarworks.rit.edu/theses
This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion
in Theses by an authorized administrator of RIT Scholar Works. For more information, please contact
.
Recommended Citation
Development
Of
A Predictive
Tool From
A
Study
Of
Just in Time Programs Within
A
Manufacturing
Plant
by
Richard
E. Bernier
A Thesis
Submitted
to
the
Department
ofPackaging
Science
College
ofApplied
Science
andTechnology
in
partialfulfillment
ofthe
requirementsfor
the
degree
ofMASTER OF SCIENCE
Rochester
Institute
ofTechnology
Department of Packaging Science
College of Applied Science and Technology
Rochester Institute of Technology
Rochester, Ncw York
Certificate of Approval
M. S. DEGREE THESIS
The M. S. Degree thesis of Richard E. Bernier
has been examined and approved
by the thesis committee as satisfactory
for the thesis requirements for the
Master of Science Degree.
Daniel
L.
Goodis
David
L.
Olsson
John M. Fin
Development
Of
A Predictive Tool
From A
Study
Of
Just in
Time
Programs
Within
A
Manufacturing
Plant
by
Richard E. Bernier
1996
ABSTRACT
This study develops
apredictive toolfrom
astudy
ofdifferent
Just-in-Time
(JIT)
programs withinamanufacturing
plant,
withthe
aim ofbeing
ableto
predictsavings and costs of
the
next series ofJIT
programstargeted
for future
implementation.
During
the
analysis ofthe
originalJIT
programs,
savings werediscovered
to
be
greaterthan
anticipated andin
areasthat
were not anticipated.These
savings couldbe
relatedto
newer programs.The
originalthought
wasto
have
alimited
amount of material onthe
productionfloor
andnonein
the
warehouse,
but
other savings werediscovered.
The
costdetails
ofthese
programsproject even greater savingsthan
anticipated.
This
paperanalyzesthe
existing
programs and usesthe
analysisThesis
Release Permission
Rochester
Institute
ofTechnology
College
ofApplied
Science
andTechnology
Title:
Development
of a predictivetool
from
a
study
ofJust in
Time Programs
withina
manufacturing
plant.
The information
containedherein
is
to
be
held
confidentialbetween Digital
Equipment Corporation
andRochester Institute
ofTechnology
untilAugust
10,
2001. It
may
notbe
reproducedin
any
fashion
during
this
five-year
period.
After
that
date,
the
author grants permissionto those
wishing
to
reproduce
this thesis
in
whole orin
part,
giving
creditto the
author,
asappropriate.
Any
reproductionwillnotbe for
commercial use orprofit.Richard
E.
Bernier
Acknowledgments:
To
my
parents who putup
with methen...
andto
my
lovely
wifeNancy
and our
four
children:Doug,
Tim,
Suzy
andKen;
whoputup
withme now.Also
to the
many
peopleatDigital Equipment Corporation's manufacturing
plant
in
Salem,
New
Hampshire,
particularly:Jeff
Watt,
Ixad Industrial
Engineer;
andDoug
Leavitt,
Purchasing
Manager;
whohelped
by
reading
and
making
constructive comments.Thanks
alsoto
Walt Carlson
andDave
Mcntzer,
my
managers who sponsored and paidfor
this
Master's degree
program and allowed me
to take the
necessary
time
from
work.To my
Thesis
Committee;
Dr. Dan Goodwin
ofRIT,
Dr. Dave
Olsson,
ofRIT,
andJeff Watt
andDoug
Leavitt from Digital Equipment
Corporation. Also
to the
many
talented
instructors
who are part ofthe
Executive Leader
Master's
Degree Program
atRIT.
And
lastly
to
my
RIT
classmates whoconstantly
helped
withtheir
supportand encouragement.TABLE OF
CONTENTS
ABSTRACT
iii
THESIS
RELEASE PERMISSION
iv
ACKNOWLEDGMENTS:
viTABLE
OF CONTENTS
vliCHAPTER
1
INTRODUCTION
-BACKGROUND & PROBLEM STATEMENT
1
Overview Of
Manufacturing
Plant 1Problem Statement: 4
JITConcepts 4
JIT Programs 5
Problem
Statement:
6Chapter 2 Hardware JIT Program 7
Introduction 7
Hardware JIT Program Costs 11
Figure2-1HardwareProgramSavings 13
Hardware JIT ProgramConclusions 14
Figure2-2Hardware JITStorageRackonProduction Floor 15
CHAPTER
3 PACKAGING JIT PROGRAM
16
Introduction 16
JIT
Packaging
Suppliers 20Figure 3-1
Packaging
JIT Program Supplier&PartNumbers 20Packaging
JITProgramCost Savings Metrics 24Figure 3-2
Packaging
JIT ProgramCost Savings Metrics 24Packaging
JIT ProgramCosts 27Conclusions 29
Figure3-3
Packaging
JIT ProgramCost Benefits 30Figure 3-4
Packaging
JITProgram;
WoodenBinBox,
CorrugatedOnly
31Figure3-5
Packaging
JITProgram;
Wooden BinBox;
Corrugated
& Foam 32CHAPTER
4
PRINTED
WIRING
BOARD
JIT
PROGRAM
33
Introduction,
pre-JIT 33Figure4-1PWB JIT Program 34
Figure4-2 PWB Total Material Flow Chart 35
Introduction PWB JIT Program 36
Figure4-3 FlowofPrinted
Wiring
Boards 39Figure4-4 PWB JTT Program Shipments 40
Figure4-5 Print
Wiring
BoardCost Metrics 41PWB Program Net
Cost
42Figure4-6 Printed
Wiring
BoardPackaging
Costs 42Figure4-7 PWBJIT Program 43
PWBProgram Conclusions 44
Figure 4-8 PWBJIT
Program,
HSC Carton & Dividers 45CHAPTER 5 METHODOLOGY
46
Figure5-1 PWB JIT Program 46
CHAPTER 6
RESULTS
47
CHAPTER 7
CONCLUSIONS
& RECOMMENDATIONS
48
CHAPTER
8
REFERENCES 8c BIBLIOGRAPHY
49
CHAPTER 9 ABOUT THE
AUTHOR
52
Chapter
1
INTRODUCTION
-Background
&
Problem
Statement
Overview Of
Manufacturing
Plant
The
business
where theJIT
programs analyzedin
this
study
was an oldestablished
business.
The
plant wasbuilt
in
1976
on a135
acre sitein
southern
New
Hampshire,
near majorhighways
and airports.This Digital
Equipment Corporation
building
encloses589,000
squarefeet,
approximately
square,
divided
into
four
approximately
equal cores separatedby
firewalls.
The 134,000
square-foot warehouseis
a separatebuilding
connectedto the
main
manufacturing
plantby
along,
windowedtunnel.
The
warehouse wasadded a
few
years afterthe
manufacturing
building
was erected.There
are20
dock doors
combinedbetween
the
mainbuilding
andthe
warehouse.The
building
wasbuilt
during
the
company'sboom
years,
and was one ofmany
similarly
sizedbuildings.
The
building
wasoriginally
used as astartup manufacturing
plantfor
new products.
The
newproductdevelopment engineering
teams
werelocated
in
and nearthe
corporateheadquarters
about40
miles away.New
productsassigned
for
the
volumeproduction.The floor
plans wereconstantly
changing
asthe
newproductmix changed.Products
rangedfrom
newtechnology
printedwiring
boards
to
dresser-drawer
sizedboxes
to
six-foottall
cabinets.During
the
years previousto
theintroduction
ofthe
currentJIT
programs,
andfor
the
previousfew
years, the
company had been downsizing.
There
weredramatic
changesin
workforce
andfacilities. The
workforcewas cut
in
half,
andthe
number ofmanufacturing
plants was reducedto
less
than
half. This
was one ofthe
last remaining manufacturing
plantin
the
US.
Products
werebrought into
the
plantfrom
some ofthe
other closeddown
plants.
These
productshad been designed
anddeveloped
for
othermanufacturing
plants andthenbrought
together
into
this
plant as part ofthe
downsizing
and consolidation.The
warehouse was overwhelmedby
the
number of
different
partsthat
waspart ofthe
increased business
andthe
diversity
ofthese
businesses.
Today,
the
plantis
divided
into
threelarge
businesses,
plus afew
othersmallerones.
The large businesses
arethe
SBU,
the
ABU,
andDistribution.
Each
ofthese
businesses has
abusiness
manager orplantmanager,
andallSystems Business Unit
(SBU)
andAmericas
Business Unit
(ABU)
eachhave
their
own separateManufacturing
Resource
Planning (MRP)
softwaresystems,
withpossible plansto
combinein
the
future.
Distribution
providesservices
to
both
ofthe
otherbusinesses
by
handling
the
receiving
andshipping
to
andfrom
different
stock roomsthat
are combinedinto
the
onewarehouse,
and shipmentsto
customers.The
two
businesses
andtheir
products are similar except oneis
high-volumc/low-mix and
the
otheris
low-voiume/high-mix. The
SBU
business
is
a
high
volume/low mix manufacturer ofthree
main productlines:
smalldesktop
PC-like boxes (24
x24
inches
square and4-6 inches tall), larger
deskside PC-like
products(18
x24 inch
footprint,
30 inches
tall),
andlarge
cabinet
(30 inches
square,
6
feet
tall)
products.The
ABU business is
alow-volume/high-mix
manufacturer of abroad
range of custom-designed products
ranging from
small printedwiring boards
to
medium-sizedboxes
andlarge
sixfoot
tall
cabinets.The
Distribution
business
providesshipping,
receiving,
warehousing
Problem
Statement:
The
large
numberof consolidations ofmany
other plantsinto
this
onealready
crowdedplant produced atremendous
amount ofovercrowding in
the
warehouseand on
the
productionfloor,
and ahigher
stresslevel
onmostemployees.
Buying
to
a "forecast" which wasinaccurate
witherroneousplanning Bill
ofMaterial
(BOM)
penetration rates also contributedto the
excess
inventory
eating away
atthe
valuable warehouse space.This
situationprompted a
study
of a number of waysto
reducethe
overcrowding
effects ofthe
additional production schedule.One
ofthese
ways wasto
initiate JIT
programs
to
reducethe
amount of material storedin the
warehouse and onthe
production
floor
andthe
associatedkeypunching
and computertransactions.
Also
to
usethe
first few JIT
programsto
predictthe
potential savingsin
rentand cash
flow for future
and as yet unplannedJIT
programs.JIT
Concepts
"JIT
is
not aninventory
reduction system.Rather
it is
amanagementproduct.
JIT
programs are notdesigned
to
force
theburden
ofinventory
carrying
costsback
onto suppliers.In
fact,
JIT
worksbest
when a company'ssuppliers andcustomers are also committed
to the
JIT
managementphilosophy"
(Solving
Business
Problems
withMRPII,
p.10)
One
ofthe
problemsthat
companies encounterin
implementing
JIT
is
that
frequent deliveries
of material resultin higher
transactionprocessing
costs.
For
example,
acompany
that
usedto
receive one shipment a monthmay
receivedaily
shipments of material afterJIT is implemented. The
effortrequired
to
perform morereceiving
transactions
detracts from
the
benefits
ofJIT (MRPII).
JIT
Programs
The
following
JIT
programswereinitiated
to
help
reduceinventory
dollars,
reduceinventory
transactions,
reduce warehouse space anddeliveries
from
the
warehouseto the
productionfloor,
andto
free up
valuablewarehouse space
for
more profitableitems.
2.
Packaging
JIT
program3. PC board
JIT
programProblem Statement:
The
goals ofthis
JIT
program areto
reducethe
numberof parts andtheir
associated spacein
the warehouse,
lowering
the
amount ofdollars in
inventory
(and
the
associatedcarrying
costs),
increasing
the
cashflow,
eliminating
the
on-floor mess ofpackaging
supplies,
andcutting
purchasing
Chapter
2
Hardware
JIT
Program
Introduction
Hardware
JIT Program
cost savings metricsHardware
JIT Program
costs*
Hardware JIT Program
Conclusions
Introduction
The
originalHardware JIT
program was startedin 1991 for
the
ABU
business
only,
withthe
SBU business
addedin 1995. Before die JIT
hardware
program wasstarted,
allthehardware
usedin
the
plantwaspart ofthe
dollarized
inventory
system.After
the
programstarted,
it
wasnon-inventory,
non-dollarized,
expensed material.
The
programbegan
withabout350 different
parts,
whichgrew
into
over800
afew
yearslater. The
parts wereoriginally
"P"(Purchased)
coded,
and were changedto
"X"
coded
(JIT
parts)
as part ofthe
Many
partswouldfit into
atote
bin,
but
notmany dollars.
The
parts arescrews,
bolts,
washers, nuts,
tie wraps,
(some
metric,
someUS
standard),
many
screwlengths,
many
screw-headstyles,
many
washertypesand sizes.Each
screw wouldhave
multiplelengths
and multiplehead
styles.There
wasalso
plug
buttons,
grommets,
leveler
feet,
rivets, spacers,
dowel
pins, eyelets,
inserts,
standoffs,
wire connectors andmany
othertypes
of parts.The hardware
is identified
on each productEngineering
Parts List
andMRP Bill
ofMaterial. These
partslists
were created overthecourse ofmany
years
by
many
productdesigners for many different manufacturing
plants.When
all ofthis
was puttogether
into
oneplant,
the confusion andproblemsbegan
withreceiving
andissuing
these
parts.Even
whenthere
wasstandardizationwithina previous
plant,
whenthese
products were movedinto
this
one single plantthe
standardization wascompletely
thrown
into
chaos.Before
the
Hardware JIT Program
couldbegin,
the
JIT
team
had
to
identify
all
hardware in
the
business
onBOMs
ofthe
MRP
system.The JIT
team
wasmade
up
ofrepresentatives ofEngineering,
Manufacturing
andProduction.
This
wasdone
with a sub-routineprogram withinthe
MRP
systemthat
couldbe
customizedto
print outthe
forecasted
usage,
material onhand,
andpastprogram.
Parts
withnoforecast,
nopastusage,
and no material onhand
weremarked either
for scrap
orto
keep
for
substitutions.The
team
determined
that
suchparts wouldbe
purchasedfrom
one vendorinstead
of several.The
material
to
be
picked wasbagged,
labeled
andissued in
smallquantitiesfrom
the
warehouseto
individual
work orders onthe
productionfloor. Orders
could
be
as smallas alot
size of one.The
warehouse wasfull
ofmany
smallparts,
alarge quantity
inventory
withvery low dollar
value.There
was asmall number ofreceipts witha
large
numbers of pulls.For
each part pulledor put
away, there
was a computerizedinventory
transactionand a papertrail
for
recordkeeping.
The
program changedfrom
many
vendorsto
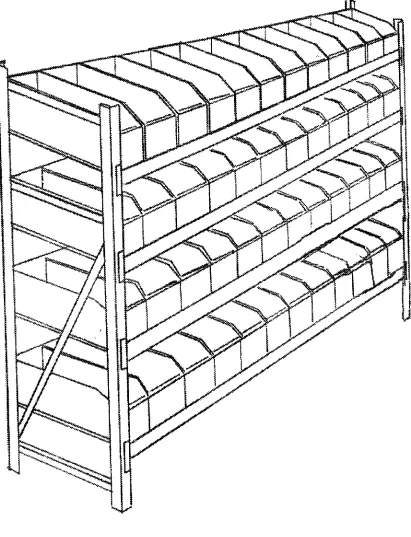
one.Racks
were setup
on
the
productionfloor
and allhardware
material wastaken
out ofthe
warehouse
to
fill
the
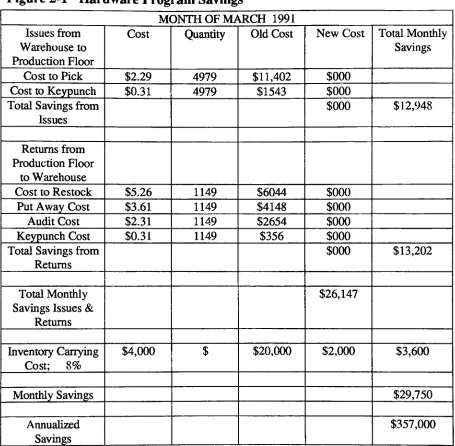
racks(Figure 2-2). The
savings was estimatedat$26,000
permonth,
or$312,000
peryear,
based
oneliminating data
entry
andsmall
quantity issues
and returns(Table
2-1).
The
information
generatedin
the table
was gatheredduring
the
month ofMarch 1991
andannualizedusing
the
March figures. The
parts wentfrom
previousinvisibility
in
the
warehouse, to
high visibility
onthe
productionfloor. It
then
became
possibleconsolidated
into
the
one plantin
Salem,
New Hampshire. Once
the
JIT
programwas
initiated
it became
moreobviousthat
many
parts couldbe
consolidated
into
few,
andECOs
werewrittento
standardize.Opportunities
still exist
for
moreECOs.
The
Hardware
JIT Program
was quoted outto
ahandful
of potentialsuppliers.
Quality
Components
wasthe
name ofthe
chosen single sourcesupplier.
It
was calledthe
"breadman"program;
afterthe
fashion
of abreadman
whodelivers
daily
to the
grocery
store,
keeping
the
shelvesfull.
The
supplierhelped
to
setup four 8
-footracks onthe
productionfloor,
with4
or
5
shelves each and12
totes
per shelf.Each
tote
bin is
marked withthe
appropriate part
number,
and smallhardware
parts are gluedto the
face
ofthe
tote
bin
for
even easieridentification.
See
Figure 2-2 for
drawing
ofshelving
and
tote
bins.
The
Quality
Components JIT
sales representativehas
aDigital
picturebadge
identifying
him
as a contractemployee,
giving
easy
entranceto the
building. Parts
aredelivered
twice
weekly
by Quality
Components
and putinto
totes
in
the
JIT
area.There
is
no warehouseinventory
because
ofthesedeliveries
to
racks onthe
productionfloor. The
conceptis based
consumption
delivery.
The
supplierhas
aconstantly
updatedlist
of parts withmin/maxquantities
to
keep
onthe
shelves.Assemblers
in
productionlines
pullsmallquantitiesto
eachworkbench.
There
are no more warehouse receipts.There
is
reducedpurchase order
activity
andassociatedcosts.The
changed source codefrom
"P"
(purchased
inventory)
to
"X"(JIT,
non-inventory)
reduced warehousematerial
transactions,
reduced warehouselabor
reduction,
freed up
warehousefloor
spaceby
eliminating
the
large quantity infrequent
shipments.The
planchanged
to
smallquantity,
veiy frequent
shipments with no warehouse putaways and no warehousepulls.
Hardware JIT Program Costs
The
costs associated withimplementing
the
Hardware JIT
programwere
very
little,
just
some shelves onthe
productionfloor
to
hold
the
material.
This
consisted offour
8-foot
shelves plusthe
aislespace,
orapproximately 128
squarefeet
at$1
1.80
per squarefoot
per yearequals$1510. Sec
Figure 2-2 for
picture ofshelving
andtote
bins.
Now
that
the
programis
five
yearsold,
it has
grownto
400
bins,
400
part
numbers,
400
squarefeet
offloor
space.Today,
the
value ofthe
materialis
$25
-$500
per
bin,
depending
on value ofparts;
averaging
$100
perbin
$10,000
-$200,000
total value;
averaging
$40,000
total
value.Quality
Components is
stillthe
JIT
supplier,
andthe
cost savingsidentified
by
them
are as
follows:
Incoming
receiving
costsInspection
costsPurchase Order Administrative
costsInternal
materialhandling
costs*
Freight
costsHardware
JIT
Program Gross
Cost
Savings
Figure 2-1
Hardware
Program
Savings
M<DNTH OF MARCH 1991
Issues from
Warehouse
toProduction
Floor
Cost
Quantity
Old Cost
New
Cost
Total
Monthly
Savings
Cost
toPick
$2.29
4979
$11,402
$000
Cost
toKeypunch
$0.31
4979
$1543
$000
Total
Savings from
Issues
$000
$12,948
Returns
from
Production Floor
to
Warehouse
Cost
toRestock
$5.26
1149
$6044
$000
Put
Away
Cost
$3.61
1149
$4148
$000
Audit Cost
$2.31
1149
$2654
$000
Keypunch Cost
$0.31
1149
$356
$000
Total
Savings
from
Returns
$000
$13,202
Total
Monthly
Savings
Issues &
Returns
$26,147
Inventory Carrying
Cost;
8%
$4,000
$
$20,000
$2,000
$3,600
Monthly
Savings
$29,750
Annualized
Savings
$357,000
Hardware
JIT
Program
Conclusions
The
real cost savingsfrom
this
programhas
been
the eliminationofcosts associated with
the
receiving, stocking,
restocking,
keypunching
anddelivering
of partsto the
productionfloor;
andthe
freed
up
warehouse andproduction
floor
space andincreased
cashflow
by
$216,000
annually
(($20,000
-$2,000)
x12
=$216,000).
Gross
Cost
Savings
=$357,000
Gross Costs
=$1500
Net
Cost Savings
=$
355,500
Figure
2-2
Hardware JIT Storage
Rack
onProduction
Floor
<&*
[image:23.538.69.480.61.598.2]Chapter
3
Packaging
JIT
Program
Introduction
Packaging
JIT Program
cost savings metricsPackaging
JIT Program
costsPackaging
JIT Program
net cost savingsPackaging
JIT Program
Conclusions
Introduction
The
beginnings
ofthe
packaging JIT
programbegan
whenthe
manufacturing
plantin
the
Southwest
closeddown
andtheir
productstransferred
into
the
Salem,
New Hampshire
plant.When
the
large-cabinet
product was
in
the
Southwest,
the
packaging
material wasin
pallet-loadquantities on
the
productionfloor in
three-high
warehouse-type racks.The
local packaging
supplier was on aJIT
program,
but
the
programdelivered
mostly
palletloads
ofmaterials,
not aquantity
equalto
the
productionschedule.
There
was onedouble
deep
rack and anothersinglerack,
8
palletslong
and3
palletshigh.
Each
part numberhad
a palletload
ofmaterial,
regardless ofhow
muchor
how little
was used on a regularbasis. There
wasusually
too
much ofsomething,
and often not enough of otherthings.
Anything
onthe
second orthird
shelfhad
to
be
loaded
with afork
truck
andhand
unloadedfrom
alarge,
wheeled,
slopeladder.
The
extramaterial was storedin
the
warehouseandordered
by
the
Purchasing
department
perthe
requirements generatedby
the
MRP
system.Management
didn't
like
the
messy
looks
ofthe three-high
warehouseracks on
the
productionfloor,
but nothing had been done
aboutit,
either.To
make matters
worse,
it
was ona main aisle where everyone walkedby
onthe
way in
andout of work.Everyone
could seeit,
and everyone complainedofthe
eyesore andthe mess,
andthe
amount of production spacetaken
up
withthe
messy-looking packaging
materials.Everyone
wantedit
gone,
but
no oneknew
how,
until oneday
someone suggestedputting
the
corrugatedmaterialinto
something
like
the
organizeron adesk
that
hold files
vertically.It
wasan
idea
that
no onethought
ofbefore,
but
everyonecontributedto
the
sparkthat
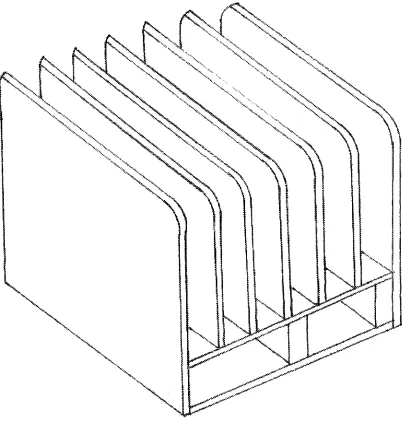
generatedit. A
containerwasbuilt (Figure
3-4)
for
the
corrugatedwhichwould
hold
morethan
one partnumberin
the
space ofonepalletposition.Now
the
container couldhold
sixpartnumbersin
the
spacethat
one usedto
take.
A
standard48 inch
x40
inch
palletwith2 inch
x4
inch
stringers wasused.
It
wasbuilt
with vertical3/4-inch
plywood side wallsalong
the
48
inch
dimension. The remaining
40 inch deck
space wasdivided
into
six equalspaces ofa
little
over6 inches
wide,
using
more verticalplywoodpanelsseparated
by
2 inch
x6 inch
nominallumber.
Each
ofthese
6
cells couldhold
a single part number of corrugated material.
Each
cell wouldtake
10
double-wall cartons or
20
single-wall sheets.The
concept started out with a couple ofthese
JIT
pallet containers andreduced
the
amount of materialin
the
warehouse racks.Later,
morecontainers were
built,
andit
wastime to tear
down
one set of warehouseracks.
Most
ofthe
material was corrugated cartons andsheets,
but
some ofit
was
foam
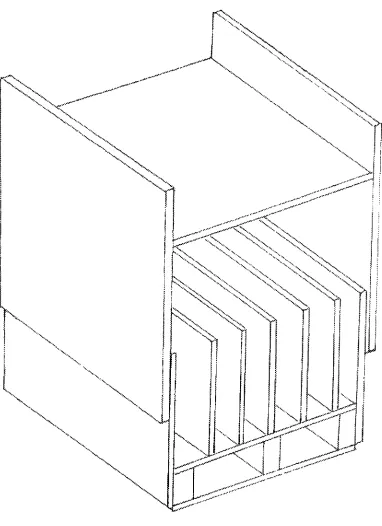
cushioning.After
atime,
higher
sidewalls and atop
shelf wereadded
(Figure
3-5)
to
hold
the
foam
cushions.Then
there
was corrugatedonthe
bottom
andfoam
onthe top:
both
materials wereusually
requiredto
packa single product.
Finally,
allthe
warehouse racks onthe
productionfloor
were
torn
down
and allthe
packaging
materials werein
woodenJIT
palletcontainers.
Pallet loads
of materialwere stillbeing
orderedfrom
the
JIT
suppliersandpallet
loads
ofmaterial were pulledfrom both
the
warehouse andthe
suppliers
to
replenishthe
floor.
The
nextstep
wasto
have
the
suppliersdeliver
daily
andfill
the
woodenJIT
pallet containers asthey
sawthem
emptying.
There
were,
finally,
daily
deliveries
withnomess,
no warehousepallet
racks,
and no pallets.Each
woodenJIT
container wouldhold
corrugated
&
foam in
pre-establishedKanban
quantities.The
standardquantities of material
became
the
visualsignalto
the
supplier'sJIT
drivers.
At
the
busiest times,
the
end ofmonth,
end of quarter and end ofyear, there
would
be
overstock and aislesfilled
withmaterial.The
excess material wasworked offat
the
beginning
of each month ortakenback
by
the
suppliers andthe
areas continuedto
look reasonably
neat,
certainly
much neaterthat
everbefore. The
same concept of consolidation continuedthroughout the
production
floor
asthe
individual
product productionlines
were consolidatedinto
family
productionlines
and regained more ofthe
productionfloor
for
productionuse and
less
for
material storage space.Production
is
whatmakes
money in
manufacturing,
notinventory
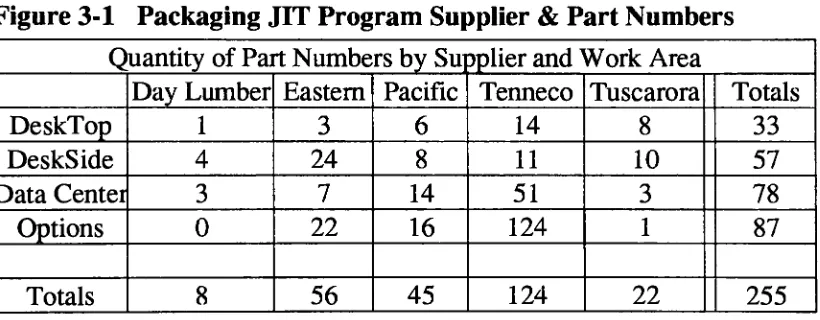
space.There
arefive
JIT
suppliers,
supplying
atotal
of255
separate partnumbers
for packaging
materials: seeFigure 3-1.
one
for
molded andfabricated
foams;
22
partsone
for
corrugatedandfabricated
foams
andsomepallets;
56
partsone
for
corrugated andfabricated
foams;
124
partsone
for
general purpose wood palletsand cushionedpallets;
8
partsone
for
distribution
materials;
45
parts(Figure 3-1).
JIT
Packaging
Suppliers
Figure
3-1
Packaging
JIT Program
Supplier & Part
Numbers
Quantity
ofPart Numbers
by Sui
pplier andWork
Area
Day
Lumber Eastern
Pacific
Tenneco Tuscarora
Totals
DeskTop
1
3
6
14
8
33
Deskside
4
24
8
11
10
57
Data Center
3
7
14
51
3
78
Options
0
22
16
124
1
87
Totals
8
56
45
124
22
255
One
supplierqualifies as one of ourminority/woman-ownedbusinesses
for
governmental regulations.The distribution
supplierhandles
materialssuchas static
shielding
poly
bags,
staticdissipate poly
bags,
clearpoly
bags,
plastic
strapping,
cartonsealing
tapes,
angleboard,
stretchfilm
andbubble
wrap.
The
distribution
supplieralso acts asthe
preventive maintenance [image:28.538.59.469.290.450.2]supplier
for
ourpackaging
equipment: cartonsealers,
strappers and stretchwrappers.
When
the
Albuquerque
plant closeddown,
their
plantJIT
programtransferred
from
its
local
supplierto the
supplier sister plant nearthe
Salem,
New Hampshire
plant.Because
the
Packaging
JIT
program wastransferred
in
as part ofthe
business,
there
was no"before"
to
comparethe
"after"to.
The
Albuquerque
planthad
justified
the
JIT
program onstrictly
a warehousespace
basis.
Either
plant wouldhave
run out of warehouse spaceif
it
tried to
stock
the
packaging
materialsin
the
warehouse.The JIT
program was asurvival
tactic,
muchless costly
and much moredesirable
than
building
another warehouse.
In
Salem,
the
JIT
materialtransferred
from
one supplier plantto
anotherand supplier production
kept up
withthe transferred
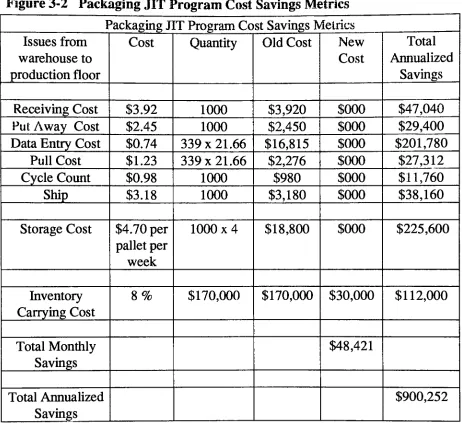
products.The
costcomparison
in Figure 3-2
comparesthe
costs savingsif
the
materialhad
originally been in
the
warehouse andthen
movedto
aJIT
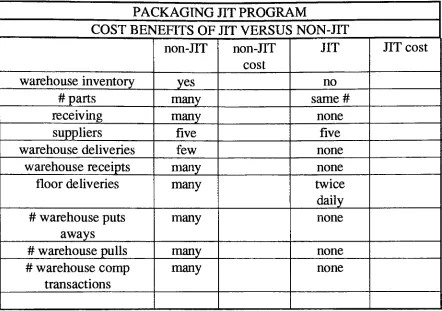
program.Figure
3-3
shows a gross comparisonbetween
the
cost ofthe
JIT
program and thenon-JIT
program.Of
the
255
different
partnumbers, there
is
a widerange ofpart sizesand parts per pallet
load
to
be
storedin
the
warehouse.Poly
bags
aresupplied
100
-300
per
box
or perroll,
with enoughboxes
to
make a palletload
equalto
3000
-5000,
enoughbags
to
last
amonth.The
palletload is
depleted
one carton at atime
on adaily
basis
andthe
palletload
refilledaboutonce a monthand
weekly deliveries
to the
productionfloor. There
are alsolarger
partslike
the
cushionedpallet with5
palletsto
a stack.The
warehousewould
be
requiredto
keep
5
to
10
pallet positionsfilled
allthe time
withtwice
daily
deliveries
to the
productionfloor.
Molded foam
parts mightonly
have
50
-60
piecesper palletload
with a usage of2
per productionunit, or25
-30 finished
goodsproducts per palletload;
these
could alsohave
twice
daily
deliveries
to the
productionfloor
and multiple warehouselocations.
Twice
daily
pulls;
all ofDay
Lumber
& Tuscarora
=8
+22
=30
1/2
Tenneco,
1/2 Eastern
=62
+28
=90
=
30
+90
=120
x2
=240
daily
pulls6
palletloads
per part number=120 x6
palletpositionsper part number=
720
total
palletpositionsdaily
pulls,
1/2
Tenneco,
1/2 Eastern
=62
+28
=90
daily
pulls6
palletloads
per part number=90
x3
pallet positionsper part number=
270
total
pallet positionsweekly
pulls,
all ofPacific
=45
=45
/
5
=9
daily
pulls1
palletload
per part number=9
a
total
ofabout1
000
pallet positions ofpackaging
materialin
the
warehouseat
any
giventime.
Packaging
JIT
Program Cost Savings Metrics
Figure
3-2
Packaging
JIT
Program
Cost Savings
Metrics
Packaging
J [T Program Cost Savings Metrics
Issues from
warehouse
to
production
floor
Cost
Quantity
Old
Cost
New
Cost
Total
Annualized
Savings
Receiving
Cost
$3.92
1000
$3,920
$000
$47,040
Put
Away
Cost
$2.45
1000
$2,450
$000
$29,400
Data
Entry
Cost
$0.74
339x21.66
$16,815
$000
$201,780
Pull
Cost
$1.23
339x21.66
$2,276
$000
$27,312
Cycle Count
$0.98
1000
$980
$000
$11,760
Ship
$3.18
1000
$3,180
$000
$38,160
Storage
Cost
$4.70
perpallet per
week
1000
x4
$18,800
$000
$225,600
Inventory
Carrying
Cost
8%
$170,000
$170,000
$30,000
$112,000
[image:32.538.39.501.86.509.2]The
JIT
programhas
savings,
but it
alsohas
costs.The
savingsis in
not
using
the
warehouseto
storematerial,
andthe
suppliersability
to
makelonger
productionruns.The
costs areprimarily
the
costs associated withdelivery
ofthe
materialon aJIT
basis;
the
cost ofatruck
anddriver
for
eachsupplier.
The
plantis down
to three
suppliersdoing
deliveries. The
distribution
supplierdoes
notchargeany
morefor
the
weekly deliveries
andthepallet supplier
delivers
in
truckload
quantitiesto
one ofthe
corrugatedsuppliers,
whichin
turndoes
the
daily
deliveries along
withthe othermaterial.
The
plantusually
works onatwo-shift
basis;
6:00 AM
to
2:30 PM
and
2:30 PM
to
1 1
:00PM.
At
the
end ofthe
quarters,
or at yearend, there
is
usually
athird
shift or extendedhours
of each shiftto
approximatethree
shifts.
The distribution
suppliercamein
about once each week.The
othersuppliers
began
with a once aday
schedule,
which evolvedinto
twice
aday,
or once per
shift,
and thento twice
per shift.All
the
JIT
deliveries
arethrough
the
dock
doors
closestto the
productionfloor.
They
are usedinstead
of
the
warehousereceiving docks
to
reducethe travel
distance
for
the
JIT
drivers. Material is delivered
directly
to the
point of useby
the
JIT
drivers.
The JIT
drivers,
andtheir
backup
drivers,
are each assigned apicturebadge,
similarto the
regularemployeepicturebadges. The
JIT
drivers
areallowed
to
use ourfork
trucks
andotherpowertrucks
to
deliver
theirmaterialfrom
the
dock
to
ourpoint of use area.Because
the
JIT drivers
are allowedto
usethe
poweredcompany
trucks,
they
are requiredto
getfork
trucktraining
andcertificationfrom
ourtraining
program.The
programincludes
aphysical,
classroomtraining,
andinstructor
training.
The license badge
is
good
for
two
years,
and mustbe
renewed.There
is
still some amount of extra"Just in
Case"material andtrash
onthe
productionfloor,
but it is
dramatically
reducedfrom
thepre-JITdays
andmanagement
is
muchhappier
withthe newlook. Management
willbe
evenhappier
whenthe
changeis
madeto twice-per-shift
deliveries,
andreducing
the
JIC
materialto
zero.The
extra materialis due
to the
inability
ofthe
system
to
predictexactly
when product willbe ready
to
pack.If
the
productionfloor
wereto
be level
loaded,
that
is if
productionwere
to
producethe
same amount of product eachweek, the
amount ofmaterialneeded on the
floor
wouldbe
to
divide
the
quarterly
productionload
by
13
weeks andby
5
days
per week.This formula
would resultin
dividing
by
65;
for
example,
1000 divided
by
65
equals15
parts perday.
With
the
typical
quarterly
skew, the
divisor
is
morelikely
to
be
40 making
the
quantity
25
parts perday. This business has
aheavy
skewtoward the
end ofeachquarter,
making
the
latter
formula
morerealisticto
calculating
the
Kanban
quantities required
for
the
productionfloor.
JIT
usually
callsfor
alevel
loaded
productionfloor
to
givethe
suppliers and
their
suppliers visibility.This
plantdoes
notlevel
load
the
floor
and
does
notknow
from
day
to
day
whatis
actually going
to
be
built. The
signal
to the
supplieris
the toughest
problem.The definition
ofJIT
that
callsit
a continuousimprovement
processis
exactly
right.There
is
continualimprovement
in
theJIT
process andit
willcontinue
to
improve
astime
goes on.Each
time
animprovement
is
made,
it
looks like
the
end ofimprovements,
but
the
continuousunderstanding
oftheprocess points out
the
next series ofthingsto
be
changedto
makethe
wholeprocess
better
again.Packaging
JIT Program
Costs
The
costs ofadministering
this
packaging JIT
program are substantialWooden JIT
containerProduction
floor
spaceJIT
deliveries;
truck
&
driver
There
was aone-time costofthe
woodenJIT
containers at about$300
each x50
containers =$15,000.
Production floor
spacefor 50
palletsize containers at16
squarefeet
percontainer=
800
squarefeet,
plus another800
squarefeet
of aislespace,
totaling
1600
squarefeet
at$1
1
.80per squarefoot
peryear=$18,880
JIT
deliveries,
truck
&
driver
costs.The
estimatefor
truck
lease
was$50,000
per year and another
$50,000
perdriver for
wages andbenefits
totals
$100,000
per supplier x3
suppliers=$300,000
per year.Total
cost ofJIT
program=$15,000
plus$18,800
plus
$300,000
=$333,800
Conclusions
The
costs ofthe
program are outweighedby
the
savingsby
$602,000
annually.
The primary
savings comefrom
notusing
the
warehouse and allthe
expenses related
to
it.
The
second greatest costis
the truck
anddriver
expense
for
deliveries. Plans
are nowunderway
to
decrease
the
numberofdeliveries
by keeping
a small amount of extramaterial,
over and abovethe
floor
stock,
nearthe
production areato
reducethe
number of extraand offhours deliveries.
Program
gross costs =$333,800
plus space costsProgram
gross savings =$581,052
Program
net savings =$247,252
Increased Cash Flow
=$1,680,000
Figure
3-3
Packaging
JIT Program
Cost
Benefits
PACKAGING
JIT
PROGRAM
COST BENEFITS
OF JIT VERSUS NON-JIT
non-JIT non-JIT
cost
JIT
JIT
costwarehouse
inventory
yes no#
partsmany
same#receiving
many
nonesuppliers
five
five
warehouse
deliveries
few
nonewarehouse receipts
many
nonefloor deliveries
many
twice
daily
#
warehouse putsaways
many
none#
warehousepullsmany
none#
warehousecomp
transactions
many
none [image:38.538.49.491.81.392.2]Figure 3-4
Packaging
JIT
Program;
Wooden Bin
Box,
Corrugated
Only
\
i
xxi
..^
Figure 3-5
Packaging
JIT
Program;
Wooden Bin
Box;
Corrugated
&
Foam
KX X X. \X -""X. \\ X, XX <x'"1*\.X
X v%
X Xx. x.
. x, -.,X
x\
" X. X. VXx,
\ X. X x xx \X. x\ x> X y.*^ \ XX-X' XX.X nX->-x.x \\
X.X
v'xx
x v\\
\\
XX.
^xx
iXXX>
< x. 'x.'-^
XX\\
x.
Xx.
xx
XX
Xx
xxX. X. X XX
rx
X.
1
it
X x'x 'x 'x x.-x ''V *> t
vxx
\\
XX
Xx
Tl!
^'X
XXSX>x
"XX
X)
f1.
XX,
\\
Xx
%
^
xx Xx
"xx
T
X. X. X X X. X. X. X X X X.r
X x ,.XI
Chapter
4
Printed
Wiring
Board JIT
Program
Introduction,
pre-JITIntroduction JIT
PWB JIT
programcost savings metricsPWB JIT
program costsPWB JIT
program net cost savingsPWB JIT
program conclusionsIntroduction,
pre-JIT
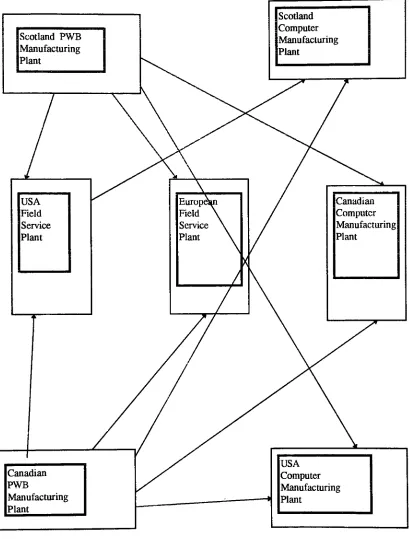
The Printed
Wiring
Boards
comeinto
the
Salem,
New
Hampshire
computer
manufacturing
plantfrom
two
main sources: ahigh
volumeboard
manufacturing
plantin Canada
and anotherhigh
volumeboard manufacturing
plant
in Scotland.
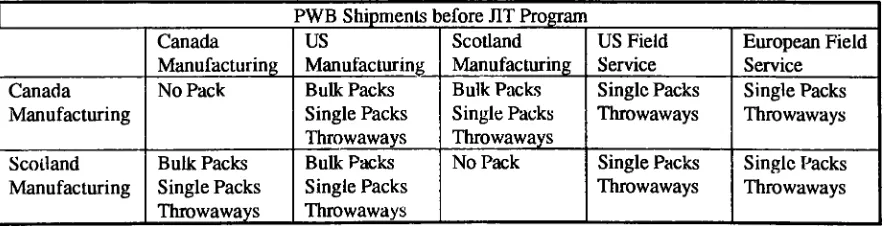
Before
the
JIT
program,
both
plants usedthe
boards
that
they
manufactured
in
their
own computermanufacturing
plant,
plusshipping
in
bulk
and single packsto the
US
computermanufacturing
plantandto the
Scotland
computermanufacturing
plant.They
both
also shippedin
singlepacks
to
both
the
US
andEuropean Field Service
warehouses.See Figure
4-1
for flow
chart ofPrinted
Wiring
Boards
flowing
from
plantto
plant.See
Figure
4-2 for
pre-JITprogrampackaging
materials and cartontypes.
Material
andlabor
arebeing
wastedby
both board manufacturing
plantswhen
they
ship boards
in
singlepacksto the
using
computermanufacturing
plants.
The
computermanufacturing
plants also waste material andlabor
andwarehouse space and production
floor
space whenthey
have
to
unboxthe
PWBs
andthrow
away
the
single pack material.See
Figure 4-1 for packaging before JIT
programFigure
4-1
PWB JIT Program
PWBShipments beforeJIT Program
Canada
Manufacturing
usManufacturing
ScotlandManufacturing
US Field Service European Field Service CanadaManufacturing
NoPack Bulk Packs
SinglePacks Throwaways BulkPacks Single Packs Throwaways Single Packs Throwaways Single Packs Throwaways Scotland
Manufacturing
Bulk Packs Single Packs Throwaways BulkPacks SinglePacks ThrowawaysNo Pack Single Packs Throwaways
Single Packs Throwaways
[image:42.538.50.492.421.534.2]Figure 4-2
PWB
Total
Material Flow
Chart
Scotland PWB
Manufacturing
Plant
Scotland
Computer
Manufacturing
Plant
USA
Field
Service
Plant
Canadian
Computer
Manufacturing
Plant
Canadian
PWB
Manufacturing
Plant
USA
Computer
Manufacturing
Plant
Introduction
PWB JIT
Program
The
PWB JIT
programhas
asits
goalto
useonly bulk
packsto
ship
to
both
computermanufacturing
plants andboth field
serviceplants;
andto
have
the
shipping
cartonsbe
reusable and returnedto
both board manufacturing
plants.
The JIT
programis
stillin
the
planning
andimplementation
stage,
but
the
other part ofthe
programis
to
usethe
same reusable and returnablecartons
to
both
field
service warehouses.The
field
service warehouseshave
for
yearsbought
their
PWBs in
single packsbecause
they
in
turn
ship
individual
packsto
theircustomers.A broken
computerneedsonly
oneboard,
not abulk
pack of adozen
boards. If
enoughsavings canbe
generatedfor
the
wholecorporation,
maybethe
field
service operations canbe
persuadedto
acceptbulk
packs and repackinto
single packsfor
their
customers.If
they
are notconvinced, then
both
board
manufacturersmay
have
to
continueto
ship in both
single andbulk
packs.
See
Figure
4-3
for
flow
ofJIT
Printed
Wiring
Boards,
also,
seeFigure
4-4 for PWB JIT Program packaging
types
The
present method of shipmentfrom both
plantsis
mixedloads,
bulk
and
individual.
Often,
loads do
notfit
pallet,
truck,
orflow
racks.There is
messy
detrashing,
muchtrash to
be
detrashed
andputinto
totes to
fit
flowracks
on productionfloor. The
JIT
program started with alist
ofboards
with weights and
dimensions
and carton systemdesign
constraints:the
sizeand weight restrictionsof
the
flow
racks,
palletsize, truck
size and weightlimitations.
40
pound maximum carton weight48
x40
inch
palletpallet
to
fit hand
pallettruck
pallet
to
fit
walkierider
pallettruck
cartons
to
fit
pallet with minimumunderhang
and nooverhang
cartons must
fit
58.5 inch opening
and60 inch depth
offlow
rackscartons must
be
capable ofmultipletrips
The
new cartons wouldbe
sizedto
fit
the
standard48
x40
inch
pallets,
withopening
sizeto
fit hand
pallettrucks
and electric walkierider
pallettrucks
and
58.5-inch
wideflow
racks,
and alsoto
limit
the
weightto
40
poundsmaximum
to
protect peoplefrom
lifting
injuries.
The first step
wasto
startwithcorrugated
bulk
packsto
replaceindividual
packs.This
would reducetrash
by
changing from
singletrip,
individual
to
multiple-trip bulk
packs.The
second phase wouldbe
to
changefrom
single-use corrugatedbulk
packsto reusable,
returnable corrugatedbulk
packs,
withthe
returnable system setup
withthe
distribution department.
The
final
reusable,
returnablebulk
pack wouldbe
atelescoping
corrugatedcarton with single wall replaceable outer carton with
hand
holes
anddouble
wall
inner
carton withcorrugateddividers
orhanging
holders for
the
printedwiring boards. The
carton wouldbe
sealed asit left
the
Canadian
plant andgothrough customs.
When
the
carton gotto the
productionfloor,
it
wouldbe
opened and
the
single wall outerHSC
wouldbe
taken
off and placed upsidedown
underthe
inner double
wallcarton and placedinto
the
flow
racks.Figure
4-3
Flow
ofPrinted
Wiring
Boards
CANADA
PRINTEDWIRING
BOARDS
60,000PER QUARTER
70 TYPES
PRINTED
WIRING
BOARDS
35,000PER
QUARTER
20 TYPES
'SCOTLAND11
EMPTY
CONTAINERS
PRINTEDWIRING
BOARDS
20,000PERQUARTER
25TYPES
Salem,
NEW
HAMPSHIRE
[image:47.538.28.509.109.601.2]Figure 4-4
PWB
JIT Program
Shipments
PWB
Shipments
afterJIT Program
Canada
Manufactur
ing
US
Manufactu
ring
Scotland
Manufactu
ring
US Field
Service
European
Field
Service
Canada
Manufacturing
No
Pack
Bulk
Packs
Returnable
Bulk
Packs
Returnable
Bulk
Packs
Returnable
Bulk
Packs
Returnable
Scotland
Manufacturing
Bulk Packs
Returnable
Bulk
Packs
Returnable
No Pack
Bulk
Figure
4-5
Wiring
Board
Cost
Metrics
Printed
Wiring
Board
JIT Program
Cost
Metrics
Issues
from
warehouse
to
production
floor
Cost
Quantity
Old Cost
New
Cost
Total
Monthly
Savings
Receiving
Cost
$3.92
600x4
$9408
$000
117,696
Put
Away
Cost
$2.45
600x4
$5880
$000
70,560
Data
Entry
Cost
$0.74
600x4
$1776
$000
21,312
Pull
Cost
$1.23
600x4
$2952
$000
35,424
Cycle Count
$0.98
600x4
$2352
$000
28,224
Ship
$3.18
600x4
$7632
$000
91,584
Storage Cost
$4.70
perpallet per week
600x4
$11,280
$000
135,360
Inventory
Carrying
Cost
8 %
25,000
$125,000
[image:49.538.40.501.80.488.2]PWB Program Net
Cost
See
Figure
4-6
and4-7 for
costs associated withstarting up
the
program and [image:50.538.47.491.130.400.2]how
the
costs compareto the
savings.Figure 4-6
Printed
Wiring
Board
Packaging
Costs
PRINTED WIRING
BOARD PACKAGING COSTS
AVERAGE COST OF
460,000
BOARDS PER YEAR
SINGLE
PACK
SINGLE
PACK
BULK PACK
BULK PACK
$PER
BOARD
$
PER YEAR
$PER
BOARD
$
PER YEAR
MATERIAL
$2.25
1,035,000
$1.25
$575,000
PACK LABOR
$0.50
$230,000
$$0.10
$46,000
DETRASH
$0.10
$45,000
$0.00
$0.00
WAREHOUSE
$0.12
$55,000
$0.12
$55,000
TOTAL
$2.97
$1,640,000
$1.47
$676,000
TOTAL OPPORTUNITY EQUALS
$964,000
PER YEAR OR
$1.50
PER BOARD
Figure
4-7
PWB
JIT
Program
PRINTED
WIRING BOARD
JIT PROGRAM
COST BENEFITS OF
JIT VERSUS NON-JIT
non-JIT non-JIT
cost
JIT
JIT
costwarehouse
inventory
yes no#
partsmany
same#receiving
many
nonesuppliers
many
onewarehouse
deliveries
few
nonewarehouse receipts
many
nonefloor
deliveries
many
many
#
warehouseputsaways
many
none#
warehouse pullsmany
none#
warehousecomp
transactions
many
none [image:51.538.44.498.45.338.2]PWB
Program
Conclusions
The
costs ofthe
programcomparedto the
cost savings showthat the
program will
pay
for
itself
in
a shorttime.
There
is
also anincrease in
cashflow
of$96,500,000.
Program
grosscosts,
new material =$45,300
Program
gross savingsfrom warehousing
=$500,160
Program
net savingsfrom
material =$964,000
Program
net savings =$
1
,41
8
,860Figure
4-8
PWB JIT
Program,
HSC
Carton
&
Dividers
/x
\
\.
X.X.
A
\.
"V
<
Y
V
yy
X.
\
y/
x
si ./
pf
Pk
x
x..
'x
"X.
\K
[image:53.538.110.287.95.659.2]Chapter
5
Methodology
The
method willbe
to
understandthe
existing
JIT
programs wellenough
to
determine
the
costsand savings and otherbenefits
andcomparethem
from
programto
program and alsoto
usethese
numbersto
predictthe
comparable costs and savings
for
proposednewJIT
programs.Figure
5-1
PWB JIT Program
JITPROGRAMS- COSTS &BENEFITS
HARDWARE JIT PROGRAM PACKAGING JIT PROGRAM PWB JIT PROGRAM
PRODUCT COST LOWS MEDIUM
$
HIGHSMATERIALSIZE SMALL LARGE MEDIUM
WAREHOUSE
TRANSACTION
COSTS
HIGH$ HIGH
$
HIGHSSUPPLIER CHARGES
LOWS HIGHS LOWS
WAREHOUSE
SPACE REQUIRED
LOW HIGH HIGH
VENDOR EXTERNAL EXTERNAL INTERNAL
#OFDELIVERIES WEEKLY TWICEPERSHIFT TWICEPERWEEK
PRODUCTION
FLOOR SPACE REQ.
LOW MEDIUM MEDIUM
[image:54.538.32.504.285.534.2]Chapter 6
Results
The
results arepresentedin
tabular
form
and extrapolatedfor
the
newerprograms.
J][T
PROGRAM COSTS
AND
SAVINGS
HARD WARE
JIT
PROGRAM
PACKAGING
TIT PROGRAM
PRINTED
WIRING
BOARD JIT
PROGRAM
TOTAL
COSTS
$14,000
$315,000
$45,000
TOTAL
SAVINGS
$314,000
$581,000
$1,460,000
NET
SAVINGS
$300,000
$266,000
$1,419,000
WAREHOUSE
SAVINGS
$314,000
$355,000
$365,000
STORAGE
SAVINGS
NA
$225,000
$135,000
MATERIAL
SAVINGS
NA
NA
$964,000
INVENTORY
CARRYING
COST
Chapter
7
Conclusions
& Recommendations
The
previoustable
(Figure
7-1)
showsthe
costs and savingsfor
each ofthe three
JIT
programs.The
cost savings associatedwith each program areprimarily
costs relatedto
shipping, receiving,
warehousing
and storagefunctions.
Any
future
JIT
program shouldtake this
into
consideration.Any
method of
implementing
aJIT
program which eliminatesthe
warehousing
functions
can showtremendous
savings.On
the
otherhand,
the
costsassociated with
these
programsinclude
productionfloor
space whichis
always at a premium and
delivery
costs as evidencedin
the
Packaging
JIT
program.
Chapter
8
References
&
Bibliography
1.
Applied
Manufacturing
Education
Series. Just-In-Time
Student Guide.
Virginia:
American
Production
andInventory
Control
Society,
Inc.,
1985.
2.
Cox,
James
F,
John H.
Blackstone,
andMichael
S
Spencer. APICS
Dictionary.
7thEd. Virginia: American Production
andInventory
Control
Society, Inc.,
1992.
3. American Production
andInventory
Control
Society,
Inc.,
Catalog
1995
APICS Educational Materials Catalog.
Virginia: American
Production
andInventory
Control
Society,
Inc.,
1995.
4.
Vollman,
Thomas
E.,
William L.
Berry,
andD.
Clay
Whybark^
Manufacturing Planning
andControl
Systems.
Illinois:
Irwin,
1988.
5.
Barker,
Joel Arthur. Paradigms: The Business
ofDiscovering
theFuture. New York:
HarperCollins,
1993.
6.
Gibaldi,
Joseph. MLA Handbook for Writers
ofResearch Papers.
4thed.
New
York,
NY: The Modem Language Association Of
America,
1995.
7.
Strunk,
William,
Jr.
andE. B. White. The
Elements
ofStyle.
3rded.
New York: Macmillan
Publishing,
1979.
8.
Miller,
Joan
I.
andBruce
J.
Taylor.
The Thesis Writer's Handbook.
McMinnville,
OR:
Alcove
Publishing,
1987.
9.
Saphire,
David.
Delivering
the
Goods:
Benefits
ofReusable
Shipping
Containers.
New York:
INFORM,
1994.
lO.Luber,
Alan D.
Solving
Business Problems
withMRP.
Bedford,
MA:
Digital
Press,
1991.
1 1
.Walton,Mary. The
Demin