Ames Laboratory Technical Reports
Ames Laboratory
10-1959
A method of specimen corrosion protection for
high temperature creep testing
J. R. Bohn
Iowa State UniversityRobert E. Uhrig
Iowa State UniversityGlenn Murphy
Iowa State UniversityFollow this and additional works at:
http://lib.dr.iastate.edu/ameslab_isreports
Part of the
Chemical Engineering Commons, and the
Chemistry Commons
This Report is brought to you for free and open access by the Ames Laboratory at Iowa State University Digital Repository. It has been accepted for inclusion in Ames Laboratory Technical Reports by an authorized administrator of Iowa State University Digital Repository. For more information, please [email protected].
Recommended Citation
Bohn, J. R.; Uhrig, Robert E.; and Murphy, Glenn, "A method of specimen corrosion protection for high temperature creep testing" (1959).Ames Laboratory Technical Reports. 11.
A method of specimen corrosion protection for high temperature creep
testing
Abstract
The determination of mechanical properties of materials at elevated temperature presents difficulties, particularly when the material to be tested is subject to oxidation. Various methods have been employed to permit the evaluation of high temperature creep properties. The method described in this paper was developed on the basis of modifications of a technique developed for the protection of high temperature fatigue specimens. The method involves encasing the creep specimen in a flexible capsule which is capable of withstanding exposure to the atmosphere for extended periods at temperatures up to 1000C.
Extensive testing of materials such as uranium and tantalum has provided the basis for claims relative to the effectiveness of this technique.
Disciplines
Chemical Engineering | Chemistry
A METHOD OF SPECIMEN CORROSION
PROTECTION FOR HIGH TEMPERATURE
CREEP TESTING
by
J. R. Bohn, R. E . Uhrig and
UNCLASSIFIED
IS-48
V
Chemistry-General ('(JC-4~ TID 4500, August 1, 1959 UNITED STATES ATOMIC ENERGY COMMISSIONResearch and Development Report
A METHOD OF SPECIMEN CORROSION PROTECTION FOR HIGH TEMPERATURE
CREEP TESTING by
J. R. Bohn, R. E. Uhrig and Glenn Murphy
October 1959
Ames Laboratory
at
Iowa State University of Science and Technology F. H. Spedding, Director
Contract W -7405 eng-82
2 IS-48
This report is distributed according to the category Chemistry-General (UC-4) as listed in TID-4500, August 1, 1959.
Legal Notice
This report was prepared as an account of Government sponsored work. Neither the United States, nor the Commission, nor any person acting on behalf of the Commission:
A. Makes any warranty of representation, express or implied,
with respect to the accuracy, completeness, or usefulness of the information contained in this report, or that the use of any information, apparatus, method, or process disclnsed in this report may not infringe privately owned rights; or
B. Assumes any liabilities with respect to the use of, or for
damages resulting from the use of any information, apparatus, method, or process disclosed in this report.
As used in the above, "person acting on behalf of the Commiss:'ton"
includes any employee or contractor of the Commission, or employee of such contractor, to the extent that such employee or contractor of the Commission, or employee of such contractor prepares, dis-seminates, or provides access to, any information pursuant to his employment or contract with the Commission, or his employment with such contractor.
Printed in USA. Price
$
0. 50 Available from theIS-48 3
TABLE OF CONTENTS
Page
ABSTRACT. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
INTRODUCTION. . . . . . . . . . . • . . . . . • . . . . . . . . . . . . . . . . . . . . . . . . . . 5
ENCAPSULATION... . . . .. . . 7
PROTECTION. . . • . . . . . . . . . . . . . • . . . . . . . . . . . . . • . . . . . . . . . . . .. . 15
f~ 15..;48
A METHOD OF SPECIMEN CORROSION PROTECTION FOR
HIGH TEMPERATURE CREEP TESTING
by
J. R. Bohn, R. E. Uhrig, and Glenn Murphy
5
Abstract--The determination of mechanical properties of materials
at elevated temperatu~;presents difficulties, particularly when the
material to be tested is subject to oxidation. Various methods have
been employed to permit the evaluation of high temperature creep
properties. The method described in this paper was developed on the
basis of modifications of a technique developed for the protection of
high temperature fatigue specimens. The method involves encasing
the creep specimen in a fjlexible capsule which is capable of withstanding
exposure to the atmosphere for extended periods at temperatures up to
100C1'
c.
Extensive testing of materials such as uranium and tantalum has
provided the basis for claims relative to the effectiveness of this
technique.
INTRODUCTION
Interest in high temperature properties of materials which in
themselves do not possess the ability to withstand corrosion of the
atmosphere has been stimulated by current nuclear applications. The
inadequate means of conventional testing equipment to provide the
6
retarded advancements in this field. In creep and fatigue tests, where
the periods of testing are usually long, the problem of oxidation is most
severe. A highly satisfactory means of oxidation protection for fatigue
specimens was developed by Bohn and Murph}P and it is from this work
\
that this method of protection for creep specimens has evolved .
. Oxidation is obviously prevented if oxygen is not allowed to come
in contact with material under test. This implies that an oxygen tight
barrier be placed between the specimen and the oxygen laden atmosphere.
The barrier may be placed (a) surrounding the appropriate components
of the testing machine; (b) on the surface of the specimen; or (c) surrounding,
but not in intimate contact with the specimen.
The most common approach taken in the design of oxidation protection
equipment for high temperature creep studies has been based on (a). The
unusual cost and complexity of operation and maintenance of this type of
equipment poses obvious disadvantages.
Limited success was obtained using method (b) for creep applications
prior to this investigation. The method involved electroplating copper,
nickel and silver, alone and in multiple .layer combinations, onto the
specimen. Diffusion of oxygen through the plating at higher temperatures
caused scaling and reduced the effectiveness of the technique.
A technique for oxidation protection based on (c) was developed and
proven satisfactory for temperatures up to 1000
oc.
The technique( 1) Bohn,
J.
R. and Glenn Murphy, High-temperature fatigue testing with application to uranium. American Society for Testing MaterialsI
7
provided a dependable low maintenance system which utilized
commerCially available basic high temperature creep testing equipment.
The method of protection involved encasing the creep specimen in a
flexible capsule capable of withstanding prolonged exposure to the
atmosphere .at high temperatures. Provisions were made to attach
extensometer linkages through the capsule walls to the specimen gage
points. A compound system of gage points was used to render the
desired coupling.
ENCAPSULATION
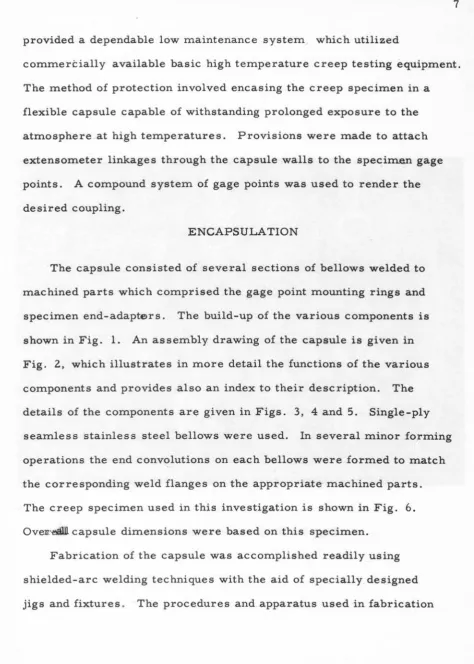
The capsule consisted of several sections of bellows welded to
machined parts which comprised the gage point mounting rings and
specimen end-adapters. The build-up of the various components is
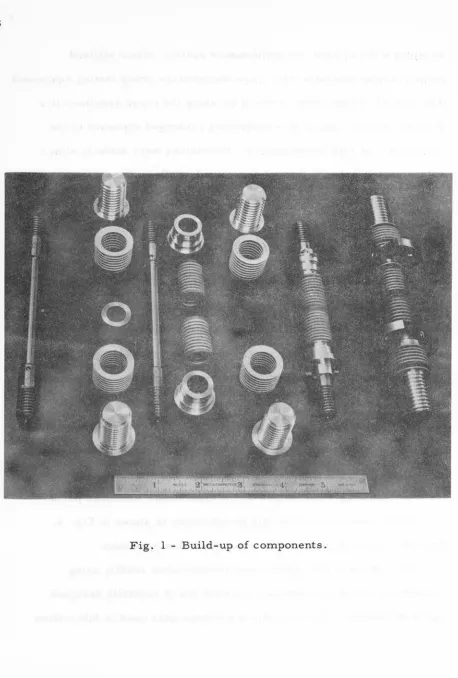
shown in Fig. 1. An assembly drawing of the capsule is given in
Fig. 2, which illustrates in more detail the functions of the various
components and provides also an index to their description. The
details of the components are given in Figs. 3, 4 and 5. Single-ply
seamless stainless steel bellows were used. In several minor forming
operations the end convolutions on each bellows were formed to match
the corresponding weld flanges on the appropriate machined parts.
The creep specimen used in this investigation is shown in Fig. 6.
OveirtJdlO_ capsule dimensions were based on this specimen.
Fabrication of the capsule was accomplished readilyusing
shielded-arc welding techniques with the aid of specially designed
[image:10.598.65.539.64.728.2]8
[image:11.593.67.525.49.727.2]9
A. SPECIMEN
END
ADAPTERS
B. END BELLOWS
C. GAGE POINT FLANGE
D. GAGE POINT
MOUNTING RING
E. CENTER BELLOWS
F.
CREEP SPECIMEN
G. EXTENSOMETER
.
RODS
H. CREEP LOAD ROD
[image:12.587.73.536.52.732.2]7"
8
~·
~·
In I"BELLO\VS
e~l
16
4
8
FITT
ING
•
U
...
1.
..1
••
DRILL
2
HOLES
(I
NDEXE
D
1180°)
DRILL
A
N
D
TAP
FOR
10-NC
32
MATERIAL'
309
STAINLESS
STEEL
0.020"
FLANGES
0.7
48
"±0.001"
Fig. 3 -.GAGE
POINT
MOUNTING
RING
(D)
11
-
<(-
0::
w
ro
r~
~
~
Q
u
0..
z
g
..J <{u
ILaJ
0
z
-IN
LaJ <(
/
...
U)0
I II V
!
IIt)
IV
~,11
/
11
r-
'
z
I II
II 1
(/)
w
r
(/)
I II
'I'
LaJ
II~
,,,
..Jz
~lcxt
z
w
I
It
It
I
~
:?E
"
I 1
1
II
I
_j~~
(/) (.)
I
1
I
I I
..
w
1 II
1It I
..J 'a..
I
~1--t---1)
I
:g
(j)
I ...
~/
I
a:
...
~o-"'I
LaJ_!
I
~
'<1'
::E
...
b.O0.750"
NOTE
I
In----. IIs
DRILL
AND
TAP
FOR
10-NC
32
EXTENSO
M
ETER
FITTING
NOTE
I:
DRILL
TO:~
,
REAM
TO
0.750".
Fig.s
-GAGE
POINT
FLANGE
(C)
IJ."
11711
+--+---.2
.8 ~ · ====-~*'~
6"
____
____.
-a
MACHINED
FROM
~
DI
AMETER
RODS
6"
LONG
Fig.
6-CREEP
SPECIMEN
(F)
14
were discussed in detail by Bohn and Murphy( 2 ) thus the only concern here will be the necessary description.
Several pre-welded sub-assemblies were fabricated prior to the final encapsulating operation. The specimen end-adaptors(A) were welded to the end bellows(B) and the center bellows(E) was welded to the gage point mounting rings(D). Bellows of sufficient length for the center assembly were not commercially available, and necessitated welding two short sections of bellows together. It was found that a thin washer(O. 020 in) placed between the two sections of bellows aided in producing a uniform welded joint.
The center sub-assembly was placed on the specimen and the inner gage point set-screws were tightened securely into the specimen gage point holes, then the two end sub-assemblies were screwed onto the specimen and weldedto the center assembly. The lengths of the bellows were adjusted so that they were held in a slight state of compression in the final assembly. This was done to insure a good mechanical coupling between the weld flanges of the various components, which was found to be a prime requisite in obtaining
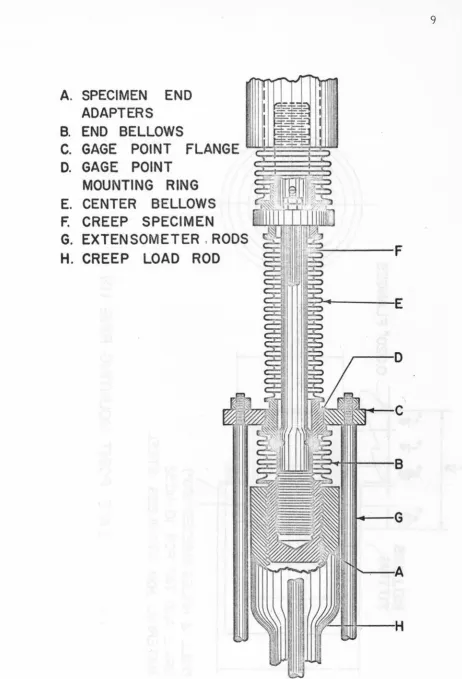
s~ welded joints. All of the welding operations were performed in a welding chamber which was initially evacuated using a mechanical fore pump and then purged with argon to a pressure of one atmosphere.
The argon acted to support the arc in welding and was ultimately
sealed in the capsule. The apparatus provided a semi-remote welding
operation, in that the work was positioned and rotated by a constant
speed drive mechanism, whereas, the d~ctrode was held in a fixed
position. Positioning the electrode was accomplished from the exterior
of the chamber. Fig. 7 is a view of the welding apparatus.
PROTECTION
Several disadvantages are inherent in this method of oxidation
protection. They include: (1) the uncertainty of leak-tightness of
capsule welds, and (2) the exact determination of the specimen
temperature.
The first has not presented any real difficulty in this investigation,
since visual inspection of the welds usually indicated whether or not
a tight seal had been achieved. Additional leak checks were occasionally
made when prompted by doubt in visual inspection. One method involved
replacing the welded assembly in the weld chamber and
over-pressuring the chamber with argon to about 10 psig. After approximately
one hour the assembly was removed and immersed as rapidly a.s
possible in alcohol. Pin-hole leaks, if present, were detected by the
appearance of bubbles. Another method employed was to evacuate the
chamber, with the capsule included, immediately after welding. If
the pumping time to obtain the minimum fore pump pressure was_
abnormally long, it was assumed that a capsule leak was preseRt
Experiments were performed using a modified capsule to
16
[image:19.601.19.524.76.721.2]external capsule temperature. Provisions for thermocouple
temperature measurements were made through seals in the capsule walls. As might be expected, the magnitude of the temperature difference varied as
a
function of the test temperature. (3 ) The observed difference between the specimen and external capsuletemperatures at 800°C did not exceed .:i:_
soc;
however, it is suggested that the appropriate temperature calibrations be made for theparticular conditions of testing desired. CONCLVSIONS
From the investigation reported it. is concluded that encapsulation is a practical and effective means of protecting creep specimens to be tested .at high temperatures. The method of protection is limited temperature-wise only by the temperature restrictions -o~ the material used in construction of the capsule and the testing machines.