City, University of London Institutional Repository
Citation:
Nezhad, H. Y., Zhao, Y., Liddel, P. D., Marchante, V. and Roy, R. ORCID:
0000-0001-5491-7437 (2017). A novel process-linked assembly failure model for adhesively
bonded composite structures. CIRP Annals, 66(1), pp. 29-32. doi: 10.1016/j.cirp.2017.04.103
This is the published version of the paper.
This version of the publication may differ from the final published
version.
Permanent repository link:
http://openaccess.city.ac.uk/22125/
Link to published version:
http://dx.doi.org/10.1016/j.cirp.2017.04.103
Copyright and reuse: City Research Online aims to make research
outputs of City, University of London available to a wider audience.
Copyright and Moral Rights remain with the author(s) and/or copyright
holders. URLs from City Research Online may be freely distributed and
linked to.
City Research Online:
http://openaccess.city.ac.uk/
[email protected]
A
novel
process-linked
assembly
failure
model
for
adhesively
bonded
composite
structures
Hamed
Yazdani
Nezhad
a,*
,
Yifan
Zhao
b,
Paul
D.
Liddel
a,
Veronica
Marchante
a,
Rajkumar
Roy
(1)
ba
EnhancedCompositesandStructuresCentre,SchoolofAerospace,TransportandManufacturing,CranfieldUniversity,MiltonKeynes,MK430AL,UnitedKingdom b
Through-lifeEngineeringServicesCentre,SchoolofAerospace,TransportandManufacturing,CranfieldUniversity,MiltonKeynes,MK430AL,UnitedKingdom
1. Introduction
Theinevitableprocess-linkedstructuralperformancein adhe-sively bonded polymer composite structures necessitates an urgentneedforreliable,controllableandmeasurablebondingin composite joint assembly and manufacturing. This need is intensifiedbythefact that nomethodofmeasuringproperties prior toinstallation exist toaccount for variabilitiescaused by processcontrolduringadhesivebonding,andnonon-destructive inspectionisavailabletoensurebondintegrity[1,2].Duetosuch process-linkedperformance,certifiedproceduresmaynotproduce reliable bonded assemblies with adequate levels of continuing airworthinessforaircraftstructures.
Integratedstructuraladhesivebondsoftenpresentsignificant technicalchallengesduetothemismatchinmechanicalproperties betweenthebondedmembers(adherends).Correctbondingand integration require knowledge-based methodology, including structuralperformancemodelling(e.g.seeRef.[3]),thatquantifies theeffects ofeachbondingprocessparameteronthestructural response.Existingmodelsforpredictingtheresponseof compo-siteshavebeendevelopedwithnoorlittlecontributionofsuch process-linked properties [3]. Those models assume that the curingprocesshasfullybeenaccomplished,orslighteffectsfrom incomplete curing. This paper addresses this missing gap and explainstheinteractionbetweenthecuringprocessinathermoset polymerbondanditsachievedmechanicalproperties.
Anonlinearcorrelationanalysisapproachisusedtoobtainthe levelofinteractionbetweenthemainprocessparametersandthe composite bonded joint’s mechanical response. This is a novel employment of this approach that accounts for the process
parameters in a simple and straightforward manner based on experimentaldata.Bonddeficienciesaremimickedinsingle-lap compositebondedjoints.Curingprocessparametersarealtered, and their effect on the joints failure is obtained. Finally, the correlation method is applied to quantify the effect of each parameterontheresponseofthejoint.Themodelisrecommended to designers and researchers in academia and industry for understandingandquantificationoftheeffectofprocess-induced deficienciesincompositeassemblies.
2. Nonlinearcorrelationanalysis
Considering a system withmultiple inputsand outputs, the ErrorReductionRatio(ERR)-Causalityapproach[4,5]isa correla-tionmethodusedtomeasuretheeffectsofeachinputparameter on outputs in an interactive system, particularly when the interactionisnonlinear.Theeffectsarequantifiedinarangefrom 0%to100%,thelargertheERR,thehigherthedependencebetween selectedinputandoutput.TheERR-Causalityapproachis under-pinned bythenonlinearauto-regressive movingaverage model withexogenousinputs(NARMAX),detailedinRef.[4],suitablefor a complex system with an unknown inner structure (hereina curing bond). Compared with machine learning methods, one advantageoftheNARMAXmodelistransparency,meaningthatit can be written down and therefore easily understood. ERR-Causality hassuccessfullybeenappliedtobrainsignalanalysis, climate change and non-destructive testing [6,7]. However, its application tocompositestructure manufacturingis novel.This researchhasfocusedonunderstandingandquantificationofthe interactionbetweenmajorcuringparametersandtheirresulting bondfailureinacriticalcompositebondedassembly(e.g.aircraft). Theprocess-linkedfailureisamulti-parameternonlinearproblem. ThepurposeoftheERRmodeldevelopedinRefs.[4,5]istoreveal
ARTICLE INFO
Articlehistory:
Availableonline24April2017
Keywords: Bonding Assembly Composite
ABSTRACT
Thegloballygrowingmarketforpolymercompositesandtheirincreasingusewithinaircraftstructures has necessitated reliable bonding of composite laminates to prevent structural failure. However, knowledge behind the interaction between curingprocess parametersand thefailure of polymer compositebondedjointsisnotkeepingpacewiththemarket.Anovelnonlinearcorrelationanalysishas beenemployedandappliedtoexperimentaldata,toattentivelyquantifytheeffectofcuringparameters onthefailureofbondedcompositeassemblies.Thematerials(adherendsandadhesive)andthebonding processeswereselectedfromthoseusedinassemblyofcompositeaircraftstructures.
©2017PublishedbyElsevierLtdonbehalfofCIRP.
*Correspondingauthor.
E-mailaddress:h.yazdani-nezhad@cranfield.ac.uk(H.YazdaniNezhad).
ContentslistsavailableatScienceDirect
CIRP
Annals
-
Manufacturing
Technology
j o u r n a lh o m e p a g e :h t t p : / / e e s . e l s e v i e r . c o m / c i r p / d e f a u l t . a s p
http://dx.doi.org/10.1016/j.cirp.2017.04.103
0007-8506/©2017PublishedbyElsevierLtdonbehalfofCIRP.
any hidden nonlinear interaction. Traditional methods, suchas coherenceandcross-spectrum,usuallyassumethatthesystemis linearand stationary, and hence cannot sufficiently reveal and characterise hidden information in a complex system that is nonlinearanddynamic.Moreover,incaseswithlimitednumberof tests,applyingastatisticalanalysiscannotbesuggested.TheERRis more appropriate and easier-to-implement for laboratory scale teststhanthestatisticalmodels.
IntheERRmodelformerlydevelopedinRef.[5],thecomposite bondedjointistakenasthesystem.Curingdurationandheating rateincuringbondaretakenasthesysteminputs,andfailureload, displacementandstrainenergyaretakenasthesystemoutputs (energyiscalculatedfrom0.5loaddisplacementastheload–
displacementcurveswerelinearinourexperiments).Theseinputs arecontrolledintheexperiments.Alternativeinputscouldhave beenselectede.g.surfacetreatmentandcontamination.However, theseinputs areconstantin allteststoallow theeffects ofthe curingparameters to be interrogated only. The bond areawas degradedinsomejointstoaccountforcontamination.
2.1.ERR-Causalitymethod
Theorthogonalleastsquaresalgorithmhasbeenusedinthe proposedmethod.Thisisapopularalgorithmusedfornonlinear systems.Itsearchesthroughallpossiblecandidatemodeltermsto selectthemosteffectiveones.Thesearethen usedtobuildthe modelexpression[5].Thesignificanceofeachselectedmodelterm ismeasuredbytheERRindexwhichindicateshowmuchofthe changein the system response (output), in percentage, canbe accountedforbyincludingtherelevantmodeltermscontaining inputs.Considerafunctionwithalinearformofterms:
yðkÞ¼X N
i¼0
u
ipiðkÞ;k¼1;2;...;M ð1ÞwhereyðkÞisthesystemoutput(mechanicalresponseherein)to regress upon. piðkÞ are regressor terms constructed by input
variables fuig.
u
i is the vector of unknown coefficients of regressionstobeestimated,Mdenotesthenumberofdatapoints inthedataset,andNdenotesthenumberoftermsinthemodel thatisyettobedetermined.Eq.(1)canbewrittenasY¼P
Q
ð2Þwhere
Y¼ yð1Þ yð2Þ ... yðMÞ 2 6 6 6 4 3 7 7 7 5;P¼
PTð1Þ PTð2Þ
... PTðMÞ 2 6 6 6 4 3 7 7 7 5;
Q
¼u
ð1Þu
ð2Þ ...u
ðMÞ 2 6 6 6 4 3 7 7 75 ð3Þ
and PTðkÞ¼ p
1ðkÞ;p2ðkÞ;...;pNðkÞ
ð Þ. Matrix P is decomposed as
P=WAwhere
W¼
w1ð1Þ w2ð1Þ ... wNð1Þ w1ð2Þ w2ð2Þ ... wNð2Þ
... } } ...
w1ðMÞ w2ðMÞ ... wNðMÞ 2 6 6 6 4 3 7 7 7
5; ð4Þ
andA¼ aij
isanupper triangularmatrixwithunitydiagonal elements.Therefore,Eq.(2)isre-writtenas
Y¼WG ð5Þ
where G¼A
Q
¼½g1 g2 ... gN T. Eq. (5) is now ready to representtherelation betweenYand G. Wethen estimatethe effectofeach model termtothe systemoutput(Y).Valuesare initiallysetataij=0fori6¼j(Athenbecomesanidentitymatrix),as suchw1ðkÞ¼p1ðkÞ.g1iscalculatedfrom
g1¼ XM
k¼1w1ðkÞyðkÞ XM
k¼1w1
2ðkÞ ð6Þ
Forj=2,3, ...,Msetajj=1,thus
aij¼ XM
k¼1wiðkÞpjðkÞ XM
k¼1wi
2ðkÞ ð7Þ
wherei=1,2, ...,j1.Thealgorithmthencalculates
wjðkÞ¼pjðkÞ Xj1
i¼1
aijwiðkÞ ð8Þ
and
g1¼ XM
k¼1wjðkÞyðkÞ XM
k¼1wj
2ðkÞ ð9Þ
TheERRvaluesforeachtermpiisfinallydefinedas
ERRi¼ g2
1 XM
k¼1wi 2ðkÞ XM
k¼1y
2ðkÞ ð10Þ
ThelargertheERR,thehigherdependencebetweenthefpig
termsandtheoutput,Y,anindextoindicatetheimportanceof eachterm(constructedbytheprocessparametersasinputs)for theoutput,themechanicalresponse.
3. Compositejoints:assembly,materialsandprocessing
Composite single-lap bonded joints are the most common, economic and easily repeatable joints used to measure the performance of adhesivelybondedstructures. It istheweakest joint configuration as a result of loading eccentricities causing adherendbendingwhich produceshighstressconcentrationsin thethrough–thickness direction,andresulting inpeeling stress drivenfailure.Thisconfigurationthereforeprovidesconservative failurepredictionforcompositebondedassembliescomparedto otherjoints.Forinstance,thereductioninstrengthfordouble-lap joints(usingASTM-D3528)wouldbelessthanthatforthe single-lapjointsinthepresenceoftheexaminedbonddeficiencieshere.
3.1. Bondedassemblyandmaterials
A2mm-thicknesscarbonfibre-reinforcedcompositelaminate wasmanufacturedfromaerospacegradeunidirectionalHexply1 M21/T800Spre-pregusingmanuallaying-upandautoclavecuring. Thelaminatestackingsequencewas[0904545]S.Thesewere cuttojointlapadherenddimensions (detailsin Fig.1withthe dashedlinerepresentingthedefectedbonds).
JointswerebondedasadvisedbyASTMD5868[8]usingCytec FM1 94modifiedepoxy adhesivefilm.Thisaerospace qualified adhesive,whichcanproducehightemperatureandgoodmoisture resistantbonds,wasappliedtothe25mm25mmoverlapregion oftheadherends.Thenominalthicknessofthebondwas0.25mm which is smaller than that in the Standard (0.76mm). Six categories of single-lap joints with and without bond defects weremanufactured,withthreespecimenspercategory.Theseare listedinTable1anddescribedbelow:
1.SB:StandardbondspreparedaccordingtotheFM194specifi -cationwithtemperaturerateof2C/min.
2.WP:Weakbondsmanufacturedbypre-curing20mm20mm squareregionofthecentreofadhesivearea(25mm25mm) beforebonding,ononeadherendonly.Uncuredadhesiveadded
Table1
Bondcategoriesinsingle-lapjoints(pressure=0.28MPa).
Category Deficiencymethod Label Curecondition
Standardbond None SB 120C,2C/min
Weakbond Bondcentrepre-cure WP 120C,2C/min
Weakbond Rapidheating WR 120C,4C/min
Weakbond 75%reducedcuretime WT 120C,2C/min
Kissingbond Single-sidePTFEbond KS 120C,2C/min Kissingbond Double-sidePTFEbond KD 120C,2C/min H.YazdaniNezhadetal./CIRPAnnals-ManufacturingTechnology66(2017)29–32
[image:3.595.301.552.53.241.2]totheouterregion,2.5mmborder atperimeter, joints were clampedandthencured.
3.WR:Weakbondsintroducedbyrapidheatingwithtemperature rateof4C/min.
4.WT: Weak bonds introduced by reducing curing time from 40minto10min(i.e.75%curingtimereductionafterreaching 120C).
5.KS: Kissing bonds introduced by embedding one 20mm20mm0.1mm-thicknessPTFElayeroverthecentre oftheoverlapregion.
6.KD: Kissing bonds introduced by embedding two 20mm20mm0.1mm-thicknessPTFElayersoverthecentre oftheoverlapregionattachedtoeachadherend.
ThePTFEfilms(categoriesKSandKD)wereembeddedatthe centre,notatthebondrun-outs,toavoidpre-cracking.Single-lap bondedjointsexperiencestressconcentrationsatthefreeendsof theoverlapregion.Asthecentreoftheoverlapisapproached,the loadstressissignificantlyreduced,i.e.thecentreofthebondis ineffectiveattransferringload[9].Thisstressvariationalongthe bondisthereasonthattheauthorsdecidedtoaffectalargecentral portionofthebondinWP,KSandKDjoints,andenterthehigh stressregionwithoutinsertingpre-cracksatfreeends(64%ofthe areawasthendeteriorated).
3.2. Processing
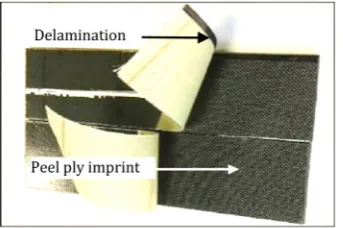
3.2.1.Surfacepreparation:peelplytreatment
Thesurfacepreparationforalllaminateswasobtainedbyuseof peel ply. This was removed from the laminate just prior to application of adhesive to provide a contaminant free surface (Fig.2).Theuseofpeelplyhasbeencommonlyusedincomposite surfacepreparationasitcausessurfaceroughness,minimisesthe contamination,andoffersamajorjointstrengthinwetconditions, withouttheriskofdamagetothecarbonfibres,satisfyingboth initialandcontinuedairworthiness.Thefigureshowsthepeelply preparation of the composite adherends (Care must be taken duringpeelplyremovaltoavoiddelamination.).
3.2.2. Adhesiveapplication
Aconstantpressureof0.28MPawasuniformlyappliedusinga rig comprising of mechanical fasteners and clamping plates
(showninFig.3(a))manufacturedtoobtainaccuratebondlengths andalignment,anduniformbondthickness.Therequiredpressure wasthencalculatedonthebasisoftheforcerequiredtobondsix samplesbyadjustingeachcompressionspringslength.
3.2.3. Curing
TheSBjointswerecuredat120C,usingaramprateof2C/min fromambient,andheldat120C5Cfor40mininaccordance withtheadhesivespecifications.Thiswassufficienttoreachthe bond maximum strength. A thermocouple, attachedtothe top plateofthejig,ensuredtemperaturesremainedconstantduring curing(Fig.3(b)).
4. Experiments
The joints were subjectedto quasi-static tensionperformed usingauniaxialtestframefittedwitha30kNloadcell, wedge-actiongripsandacrossheadspeedof1mm/min.Thejointoverlap elongationwasmeasuredusingalaserextensometertoexclude thecomplianceofthemachine.
5. Resultsanddiscussion
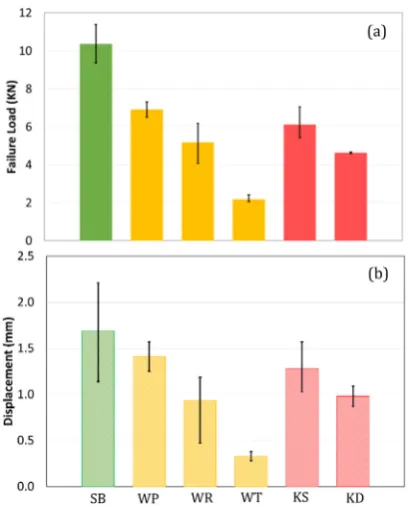
5.1. Failureloadanddisplacement
Consistentdatawereobtainedforeachbondcategory,asseen inFig.4,forfailureload(a)anddisplacement(b).TheKD (double-side PTFE) bondprovided the mostreproducible data,and WR (rapidcure)andSB providedthelargestspreadinfailure loads especiallyindisplacementdata.TheresultsoftheWPbondshow that despitecuring thecentre of thebond prior tojoining the adherends,thejointwasabletosustain67%oftheSBfailureload. Rapidcuringusingtherateof4C/min,twicethespecifiedrate, producedabondwhichonlyreached50%oftheSBfailureload.The majorityoftheloadistransferredatthejointends[9]andassuch the pre-cured specimens have near pristine bonding in these regionswhereasthereisdegradationintheseareasintherapidly curedspecimens.Amongalljoints,WTexhibitedwiththegreatest reduction(79%)inthefailureload.
Alljointswereobservedtofailatthebondinterface(adhesion failure).Thiswasevidentfromthemicroscopicimages(notshown intheinterestsofspace).TheonlyexceptionwastheWTjoint,
Fig.2.Peelplysurfacepreparationofthecarboncompositeadherends.
Fig.1.Single-lapcompositebondedjointswithdefects(alldimensionsinmm;bondthickness=0.25mm).
[image:4.595.54.553.59.184.2] [image:4.595.312.559.214.314.2] [image:4.595.84.256.656.770.2]where a combination of interface and cohesive failure was observed.Thisisexpectedasin shortcuringtime theadhesive bulkdidnotreachitsultimatestrength.
Notethattheadhesivefilmscontaincarrierclothwhich,based onourobservations,didnotfail. Thisisassuchbelieved tobe directingdamagetowardtheinterface.Thebond thicknesswas relatively low (0.25mm) compared to the recommendations (0.76mm). This differenceshould reduce the joint eccentricity however the reduced thickness bond would be expected to experiencehigherpeelstrain.Itshouldbenotedthatduetothe asymmetric bond area in WP and KS, asymmetric secondary bendingis introduced,i.e.thecompositeadherend attheweak bondsideundergoesrelativelyhighbendingstrain.
5.2. ERR-Causalityanalysisresults
Three virtual analyses have been conducted using the ERR-CausalitymethodforWRandWT(curingdefects).Notethatthese arethepost-analysisofdata,aimingtoquantifytheeffectofcuring rateandduration(inputs)onfailureload,displacementandenergy (outputs).Suchparametriccorrelationanalyseswillcontributeto futurecuringdesignsthroughoptimalparametersselection,and applicabletolaboratoryscaletests.
The first analysisconsidered failureload asthe output.The second one considered failure displacement, and the third considered energy. Considering the quantity of available data, thesecondorderNARMAXmodelwasconsidered.Thecandidate modeltermsareexpressedbyfpig ¼ 1;u1;u2;u21;u1u2;u22
where
u1denotesthecuringrate,andu2thecuringduration.Theresults areshowninTable2.Asseen,alloutcomesarestronglydependent on the curing duration with failure load having the strongest dependence.Moreoverthecuringratehasshownslighteffectson themechanicalresponse.Thisdoesnotcontradictthefindingsin
Fig.4asthemodelconsideredthejointperformancedependence on the both u1 and u2 occurring at the same time. Further investigationsarerequiredtoratifythoughthisinitiallysuggests
thatrapidcuringisabetteroptionthanreducingdurationfor cost-effectivenessinjointmanufacturing.Alsonotethatthisanalysisis aproof-of-conceptforlimitednumberofparametersand speci-mens.
Table2showsthattheERRinputscontributiontothreeoutputs arelessthan90%,whichsuggeststhatthereareotherfactorsthat have notbeen considered.In this sense, theineffective central regionofthebondoverlapinWPandKSwasalsoanalysed.The model was used to quantify the effect of the degraded area (20mm20mm).Itwasfoundthatthebondareareductionby approx.64%willresultinlessthan50%failureloadreduction(Fig.4
(a)).Also,themodelsuggestedthatthereislessthan60%certainty inthereduction,while thecertainty ofthereductionbycuring parameterswas>80%.Thiscanbesimplyattributedtothefactthat thehighstressgradientinbondedjointsoccursatthebond run-outs, not at the centre, and then stresses the importance of processingparametercontrolindeterminationofthemechanical performanceoffinalassembly.
6. Conclusions
Thecurrentresearchprovidedacomparativestudyofadhesively bonded joints with bond deterioration in order to address the importanceofprocessparametersinaerospacecompositebonding procedures. A nonlinear correlation analysis, ERR, was used to quantify theeffectofcuring parameters onthejoints failure.A numberoftechniqueswereusedtointroducedefectstothebond areaofthesingle-lapbondedjoints.Itwasfoundthata jointwithany defect,non-standardcuringorcontaminant,hasareducedstrength. The‘kissingbond’defectwasfoundtocausethelowest‘failureload reduction’(categoriesWPandKSwithfailureloadreductionof33% and41%).Curingtimehadthemostsignificanteffectonthebond response.This,basedontheERRanalysis,wasalsothestrongest process-linked parameter by >70% dependency level of joint response (Table 2). This may become extremely important for relativelylargecompositebondedassemblieswithunsymmetrical geometricfeatures(e.g.inaircrafts)wherenon-uniformheatingis present.Thestudyshowedthatcontrolofthecuringprocessisas importantasensuringgoodsurfacepreparationwhenproducing adhesivelybondedassemblies.
Acknowledgement
TheresearchhasreceivedfundingfromtheInstitutionalEPSRC GrantforDielectricActivatedResinCureforCompositeRepair,Ref. EP/P511134/1.Theunderpinningdatacanbeaccessedathttps:// doi.org/10.17862/cranfield.rd.4681009.
References
[1]BakerA,GunnionAJ,WangJ(2015)OntheCertificationofBondedRepairsto PrimaryCompositeAircraftComponents.JournalofAdhesion91(1–2):4–38. [2]BhanushaliR,AyreD,NezhadHY(2017)TensileResponseofAdhesivelyBonded
Composite-to-compositeSingle-lapJointsinthePresenceofBondDeficiency.
ProcediaCIRP59:139–143.
[3]NezhadHY,etal(2015)NumericalAnalysisofLow-velocityRigid-bodyImpact Response ofCompositePanels. International Journalof Crashworthiness 20 (1):27–43.
[4]BillingsSA,ChenS,KorenbergMJ(1989)IdentificationofMIMONonlinear SystemsUsingaForwardRegressionOrthogonalEstimator.InternationalJournal ofControl49:2157–2189.
[5]ZhaoYF,etal(2012)TrackingTime-varyingCausalityandDirectionalityof InformationFlowUsinganErrorReductionRatioTestwithApplicationsto ElectroencephalographyData.PhysicalReviewE86(5).
[6]Zhao YF,etal(2016) InferringtheVariation ofClimaticandGlaciological ContributionstoWestGreenlandIcebergDischargeintheTwentiethCentury.
ColdRegionsScienceandTechnology121:167–178.
[7]ZhaoYF,etal(2017)ANovelDefectDepthMeasurementMethodBasedon NonlinearSystemIdentificationforPulsedThermographicInspection. Mechan-icalSystemsandSignalProcessing85:382–395.
[8]ASTM5868:StandardTestMethodforLapShearAdhesionforFiberReinforced Plastic(FRP)Bonding,2014.
[9]Hart-SmithLJ(2011)AdhesivelyBondedJointsinAircraftStructures.indeSilva LFM,ÖchsnerA,AdamsRD,(Eds.)HandbookofAdhesionTechnology,Springer, pp.1103–1149.
Fig.4.(a)Failureload,and(b)displacementforallbondcategories.
Table2
ERRcontributionofeachinputtotheoutput.
Analysis(outcome,y) Rate(u1) Curingduration(u2) Total
1(failureload) 1.0% 88.2% 89.2%
2(displacement) 7.7% 68.5% 76.3%
3(energy) 4.6% 73.5% 78.1%
[image:5.595.57.263.53.307.2] [image:5.595.34.285.740.784.2]