City, University of London Institutional Repository
Citation
: Roy, R. ORCID: 0000-0001-5491-7437, Stark, R., Tracht, K., Takata, S. and
Mori, M. (2016). Continuous maintenance and the future - Foundations and technological
challenges. CIRP Annals, 65(2), pp. 667-688. doi: 10.1016/j.cirp.2016.06.006
This is the published version of the paper.
This version of the publication may differ from the final published
version.
Permanent repository link:
http://openaccess.city.ac.uk/22203/
Link to published version
: http://dx.doi.org/10.1016/j.cirp.2016.06.006
Copyright and reuse:
City Research Online aims to make research
outputs of City, University of London available to a wider audience.
Copyright and Moral Rights remain with the author(s) and/or copyright
holders. URLs from City Research Online may be freely distributed and
linked to.
City Research Online:
http://openaccess.city.ac.uk/
[email protected]
Continuous
maintenance
and
the
future
–
Foundations
and
technological
challenges
R.
Roy
(1)
a,*
,
R.
Stark
(2)
b,
K.
Tracht
(2)
c,
S.
Takata
(1)
d,
M.
Mori
(1)
e aEPSRCCentreinThrough-lifeEngineeringServices,CranfieldUniversity,UKb
InstituteforMachineToolsandFactoryManagement,TUBerlin,Germany c
BIME,UniversityofBremen,Germany d
WasedaUniversity,Japan e
DMGMoriCoLtd,Japan
1. Introductionandmotivation
Highvalueproductsaretypicallytechnologyintensive, expen-sive and reliability critical requiring continuous maintenance throughout their life cycle. Continuous maintenance is an engineering service that allows products to achieve required performancethrough-lifewithoptimumthrough-lifecost. Exam-plesofthehighvalueproductsincludehigh-techmachinetools, aircraftengine,nuclearpowerstation,train,defenceequipment, high-endcar, medical equipment, and wind turbine (Fig. 1). In addition,manufacturersarelookingforopportunitiestoprovide themaintenanceservicewithinthein-servicephaseoftheproduct lifecycletogenerateadditionalrevenueandprofit.Customersand endusersareexpectingtopayfortheusageoftheproductrather thanthefullownership.Thisisknownas‘servitisation’ phenome-non within the manufacturing sector. A full study of the phenomenon under the ‘Industrial Product-Service Systems (IPS2)’CIRPCollaborativeWorkingGroupwaspresentedin2010
[113].Whenmanufacturersprovidecontinuousmaintenancefora product they have developed, especially within an industrial product-servicesystemcontext, it provides additional opportu-nitiesto improvethe design and production of those products usingthein-servicefeedback.Thiscanleadtooverallreductionof the through-life cost together with reduction in material consumption. There are also new challenges in the area of maintenanceservice[144][22]duetothenewcontext. Continu-ous maintenance of high value products to achieve enhanced
durability and reliability is also consistent with the European Commissions recent actionplan on Circular Economy[36]. The actionplanemphasisesonbetterproductdesignbyaligningthe producers, users and the recyclers. The new IPS2 model has promptedadditionalchangesandhasbecomethekeymotivation forcontinuousmaintenance:
Engineeringforlifeandextendinglifeofthelegacyhighvalue productswithoptimumcost[7].
Betterunderstanding ofthefoundations ofproduct in-service degradation.
Applyingnewtechnologiestoimproveefficiencyand effective-nessofthemaintenance:largescaledataanalytics(orBigData), automationandautonomy.
ARTICLE INFO
Keywords: Maintenance Lifecycle Service
ABSTRACT
Highvalueandlonglifeproductsrequirecontinuousmaintenancethroughouttheirlifecycletoachieve requiredperformancewithoptimumthrough-lifecost.Thispaperpresentsfoundationsandtechnologies requiredtoofferthemaintenanceservice.Componentandsystemleveldegradationscience,assessment andmodellingalongwithlifecycle‘bigdata’analyticsarethetwomostimportantknowledgeandskill baserequiredforthecontinuousmaintenance.Advancedcomputingandvisualisationtechnologieswill improveefficiencyofthemaintenanceandreducethrough-lifecostoftheproduct.Futureofcontinuous maintenancewithintheIndustry4.0contextalsoidentifiestheroleofIoT,standardsandcybersecurity.
ß2016TheAuthors.ThisisanopenaccessarticleundertheCCBYlicense(http://creativecommons.org/ licenses/by/4.0/).
Fig.1.Scopeofthekeynote.
*Correspondingauthor.Tel.:+4401234758555;fax:.+4401234758292.
E-mailaddress:r.roy@cranfield.ac.uk(R.Roy).
j o u r n a lh o m e p a g e :h t t p : / / e e s . e l s e v i e r . c o m / c i r p / d e f a u l t . a s p
http://dx.doi.org/10.1016/j.cirp.2016.06.006
[image:2.595.327.536.553.737.2]Applyingadvanced repair and retrofittechnologies for legacy systems.
Functionalimprovementofahighvalueproductovertime.
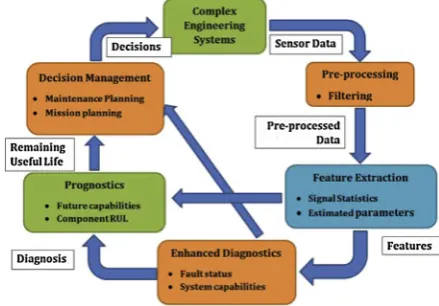
With technological developments such as Additive Layer Manufacturing(ALM), Industry4.0 and Internet of Things(IoT) (Fig.2)thereisaparadigmshiftinourabilitytobetterrepairor replaceindividualcomponents,betterunderstandthehealthofa product and plan maintenance based on the availability of significantlylargevolumeofdata.Theincreasingamountofdata collected requires the development of new product-service business models. Whether the collected data belongs to the manufacturerorthecustomer/userofequipmentisacriticalissue tobesolvedwhendesigningtheproduct-servicebusinessmodels. Manufacturerscouldpaycustomersforprovidingtheusagedata, becausewiththedatathemanufacturerimprovesproductquality byfeedingbackretrievedinformationintheproductdevelopment processfollowingtheexampleof‘‘TotalCostofOwnership(TCO)’’ contracts.Thedatacollectioncouldimprovethequalityofservice received by the customer (as ‘‘serviceability’’) and implement
autonomousmaintenanceapproachtoreducethethrough-lifecost oftheequipmentandincreasethecustomersatisfaction[27].
Thiskeynotepresentsdifferenttechnologiesandfundamental knowledge thatis essential toprovide continuous maintenance, their challenges and how the technologies are changing in the future,associatedopportunities,uncertaintiesandrisks.Thescope ofthiskeynote(Fig.3)includescontinuousmaintenance ofhigh value and long life industrial products and the manufacturing facilities for the products within the industrial product-service system context. The keynote will cover technologies that are relevantatcomponentlevelaswellasthewholesystemleveland willalsoincludecontinuousmaintenanceapproachesusedforboth workshop-basedmaintenance and ‘in-situ’maintenance of large equipment(e.g.,powergenerationgasturbines).Thepaperwillnot considershorterlifeproducts(e.g.,consumerproducts)andwillnot include retrofitting technologies used to maintain the legacy systems. The keynote does not include ‘design for continuous maintenance’orassociatedproductdesignchallenges.Thiskeynote doesnotalsocovertheenvironmentaleffectofthemaintenance andthedecisionmakingprocessforupgrade,overhaulorrenewal. Thereareseveralterminologiesusedinacademiaandinpractice thathavesimilaritieswithcontinuousmaintenance.The terminol-ogiesareMaintenance,RepairandOverhaul(MRO);Through-life EngineeringServices; Life Cycle Engineeringand Asset Manage-ment.Thecontextofthiskeynoteisbasedonindustrial product-servicesystemsandincludesseveralsimilarterminologiessuchas product-servicesystems,performancebasedcontracts,‘powerby hour’contractsandavailabilitycontracts.Althoughthe terminolo-gieshavesimilaritiestherearesomedifferences.Forthepurposeof thispaper,thetermcontinuousmaintenanceisbeingusedinthis document.Theearliestpaperrelatedtocomputer-assisted mainte-nance within the CIRP Annals is from 1981 [24]. There are 66maintenancerelatedpaperswithintheAnnalssofarwithseveral morepaperspublishedwithintheCIRPLifeCycleEngineeringand CIRP Sponsored Through-life Engineering Services conferences. Spuretal.[153]discussedchallengesinroboticstaskexecutionfor maintenance in space platforms,then an extension of the task classification for automation was reported by Farnsworth and
Fig.2.Technologicalchallengesthatwillaffectmanufacturingsignificantly(based
on[46,52,180]).
[image:3.595.88.502.473.767.2]through Clouds.Maintenance planning is another major areaof investigationwhichthecommunityisfocusedonovertheyears
[11,21,67,76,85,90,94,166,190,201].Theresearchhasevolvedover the years from resource-based maintenance planning to whole systemplanningandoptimisation.Modelbasedmaintenancehas alsosupportedtheplanningandprognosticsresearchalongwitha lifecyclemanagementperspective[31,77,163,164].Inrecentyears, studyofdegradation,automationofmaintenance-repair-overhaul (MRO)andvirtualrealityapplicationstosupportmaintenancehas gainedsignificantinterest[78,111,115,122,129,156].Thiskeynote focuseson therecenttechnologicalknowledge challengesatthe componentandsystemlevelandpresentsmajorresearchtrends insideandoutsidetheCIRPcommunity.
The keynote is presented in five major sections before it is concluded.Afterthisintroductionsection,marketsizeof continu-ousmaintenanceisinvestigatedacrossindustrywithintheUKand globally. The next section presents six fundamentalknowledge areas that are necessary to develop continuous maintenance solutions. The knowledge types define the current and future technicalchallengesthatarefacedinthemaintenancetasks.The fourth section focuses on the technologies used in continuous maintenanceandtheirchallenges.Thissectionalsooutlinestheuse ofdifferenttechnologiesacrossmultiplesectorsandtheirlimitsto solvethecontinuousmaintenancechallenges.Thesuitabilityofthe technologies for equipment used in industrial product-service systemscontextisalsodiscussed.Thefifthsectiondescribesfuture technologytrendsandinvestigatesnewchallengestocontinuous maintenance.Thekeynoteisconcludedinthesixthsectionwitha summaryofkeytechnologytrendsacrosssectorsformaintenance andthemajorchallengesfacedtoachievestepchangeinavailability oflonglifeequipmentwithoptimumthrough-lifecost.
2. Marketsizeofcontinuousmaintenance
Fig.4estimatestheglobalaerospaceMROmarketisgoingtobe around $89 billion by 2023 (ICF International Analysis report, 2013).TheMROspendgrowthwillbedrivenbytheAsia-Pacific andMiddleEastsectors.Thegrowthismainlyduetothesignificant increaseexpectedinthecommercialaircraftnumbers. Transpor-tationsector(e.g.,train)is experiencingsignificantthrough-life costpressuresand are alsofocusingon improving their ‘whole systemsapproach’formaintenanceofcarriagestogetherwiththe networkinfrastructure(Technicalstrategyleadershipgroup,office oftherailregulator,UK,2014).ArecentreportonUKserviceand supportindustry[112]identifiestheglobalmarketin‘serviceand support’acrosshighvaluemanufacturingsectorsas£490billion today,growingto£710billionby2025.
Fig. 5 shows the value of machine tools consumed in top 5 countries [51]. Global machine tools consumption value in 2015was$75,197.5million.Assumingthatthelifeexpectancyof machinetoolsistypically14–15years,themachinetooloperating in global market is estimated as worth $500 billion, and is approximatelyequaltohalfofthetotalnumberofturnoutsforthe last15years.Therearenostatisticsabouttheglobalmachinetool MRO market, but it can be estimated, assuming spare parts expense occupy 10–15% of the sales of the machine tool manufacturer.Therefore,theestimatedmarketsizeofthemachine toolMROgloballyisinthetuneof$50–75billion.
Aerospace,maritime,defenceandnuclearsectorsdominatethe continuousmaintenance market.Asanexample,Fig.6showsa breakdown of the number of companies that provide the maintenanceservicewithintheUKasofDecember2014.Within theaerospacesector,Rolls-Roycehasanannualturnoverinexcess of£14billion,withmorethanhalfderivedfromtheserviceand supportfortheirproducts.Theirannualcostsforprovidingservices are intheorderof £5–6billion.Oneoftheir primarycompany strategic goals is to reduce this cost goingforward. Their cost competitivenessinthiscrucialengineeringservicesmarketwillbe the key to future growth, prosperity and profitability. Another exampleisfromGermany,whereFig.7showsthat,alongwiththe
Fig.4.GlobalaerospaceMROmarketin2023.
Source:ICFInternationalAnalysisreport2013.
Fig.5.Consumptionofmachinetoolovertheyearsbytop5countries.
Adaptedfrom[51].
Fig.6.NumberofcompaniesintheUKintheserviceandsupportsector,operating
bystandardindustrialclassification(SIC)systeminDecember2014.
Fig.7.SizeofMROmarketacrossdifferentsectorsinGermany(actualvaluesuntil
2013).
auto-carsectorothersectorsarealsoshowingastableorslightly growingMROmarket.
3. Foundationsofcontinuousmaintenance
Continuous maintenance is dependent on six fundamental knowledgeareas: degradationmechanisms of components and systemsin service; repairmechanisms; monitoring, diagnostics and prognostics; autonomous maintenance; obsolescence; and finallyanintegratedplanning.
3.1. Degradationmechanismsofcomponentsandsystemsinservice
Modern machinesand componentsareexposed tochanging environmentalinfluencesandmaterialageingeffects.Thisresults indamagesordegradationsthatneedstobetakencareofbyusing adequaterepairandmaintenancetechnologies(Fig.8).Withinthe IPS2context,replacementorrepairofcomponentsandsystemsisa
responsibility of the manufacturer often for a fixed price. By developingproductsthathavelessdegradationtheprofitabilityto themanufacturer wouldincrease. Thiswouldalsomean longer mean time to failure (MTTF), this is in contrast to a previous approachwheremanufacturerswereearning revenuebyselling spareparts.Studyofdegradationmechanismsforthemechanical, electricalandelectronicscomponentsandsystemsarenotnew, buttheyaremostlylimitedtodegradationofmaterialusedagainst theoperatingorenvironmentalconditions[37,127,137]. Increas-ingly manufacturers need to understand how the design and manufacturingfeaturesaffectdegradationaswell.Followingare fewexamplesofhowcomponentsdegradeandeventuallyfailand wherethereisaneedforfurtherresearch.Fig.9showsanexample ofadesignparameteraffectingthefatiguelifeofacomponent[29].
Fig.10showstheeffectofsurfacedamages(e.g.whitelayerand materialdrag),aftermakingaholeinanickelbasedsuperalloy component,onthecomponentfatiguelife.Mechanical,Electrical and Electronic systems degrade over time due to use, natural ageingand exposure toenvironment. Thetypes ofdegradation include chemical, thermal, mechanical, electrical and radiation. Therearetwomainapproachestomodelsystemlevelfailuredue tocomponentleveldegradations:discreteandcontinuous.Takata etal.[167]hassimulatedwear(mechanical)ofgearsandbearings in robot manipulator joints as component deterioration and evaluated the resultantpositioning error of an end-effector as functional degradation. In a similar attempt, Iung et al. [78]
presented a component level degradation state model based discretesimulationapproachtopredictthefunctionalfailuresofa product(Fig.11). In anattempt tomodeldegradation continu-ously,dynamicdegradationmodellingforbearingsisdeveloped
withautoregressionmodelsdevelopedfromvibrationdatafrom sensors.Kalmanfilterisusedtotrackthemodeltopredictthe mechanicaldegradationofthebearing[135].
Similarly, there is significant interest in understanding the degradationmechanismofelectroniccomponentsandsystemsfor reliability predictions. Electronic components and systems are oftenreplacedratherthanrepairedduetolowcostofreplacement andefficientturnaround.Connectorsatsystem-levelfailuresdue to degradations will cause intermittent failures of electronics systems and this is a major challenge for efficient repair of
Fig. 8. Animage of an aerospace mechanical component exhibiting typical
degradationsinuse,suchascracks,corrosionanddelamination[111].
Fig.9.Anexampleofdesignparametersaffectingfatiguelife:effectofoutergroove
curvatureradiusofaballbearingonthefatiguelifeofouterrace[29].
Fig.10.Surfacedamages(e.g.whitelayerandmaterialdrag)producedbyhole
makingoperationaffectfatigueperformance(endurance)oftheNi-basedsuper
alloysignificantly[63].
Fig.11.Amappingapproachbetweendegradationmodeandthecomponentmodes
electronic systems, especially in quick turnaround scenarios. Electronic system degradation in service could occur at the component,board,line-replacement-unit(LRU)oratthesystem level.Thecomponent-leveldegradationincludesageingimpacted bytheenvironmentalconditions,suchastemperature,vibration andradiationdamage,whichwillleadtosudden,intermittentor gradualfailures.Intermittentfaultswillleadtowhatiscalled‘no faultfound’(NFF)problems.AfailureistermedNFFwhenitcannot bereproducedatthetestingstageina laboratory.Attheboard level, the joints and bond failure due to thermal cycling and vibration is common along with the intermittencies in the performance. The LRU and the system levels often degrade in servicethroughacombinationofcomponent/board-levelfailures withthe‘nofaultfound’typeproblems.Alghassietal.[2]identify thermo-mechanicalstressasamajorfactorforconnectorfailures for power electronics, such as isolated-gate bipolar transistor (IGBT).Fig.12showsthreemajortypesofdegradationsofpower electronicmodulesaswirebonds,emittermetallisationandchip destruction.Therearethreemajortypesoffailuremodesforthe wirebonds:heelcrackandfracturesduetophysicalconstraintson thewiresandthermalchanges,‘liftoff’duetomechanicalstresses generatedasaresultofdifferentcoefficientofexpansionbetween
Al and Si, and also metallurgical damage due to the thermo-mechanicalstressduetothethermalpropertydifferencebetween theAlandSi[150].Fig.13showsmicroscopicimagesofwirebond failureandsoldersfailureduetothermo-mechanicalloadingand stress. Fig. 14 shows the cause and effect for NFF failures in electronicproducts.Itisworthnotingtheskilllevelofpeopleand their behaviour also causes NFF failure. There is a need to understandtheimpactofsystemarchitectureandthecomponents ontheprobabilityofNFFsothatthefailuremodecanbereduced andcanbemadepredictablewithbetteraccuracy.
3.2. Repairmechanisms
Repair mechanisms are versatile. Prevalent principles are separating,joining,coatingandcleaningtechnologiesfor mechan-icalproducts.Forelectronicssoldering,wiringandre-ballingfor Ball Grid Array(BGAs) are used. Mechatronicscomponentsare oftensubstitutedincaseofdamage.Apotentialfuturetechnology for spare partproduction is Additive Layer Manufacturing that allows producing directly from 3D scan data [3,47,103]. The mechanisminvolvescleaningthedamagedarea,depositingnew material(Fig.15)orreplacinganycomponentandthenmachining thegeometrythroughafinishingoperation[101].Whilethereare several approaches to repairing metallic components, repair of compositematerialisstillamajorresearchtopic.Thecomposite failure mechanism is still less understood [87] due to unique propertiesofcompositematerials.Bondedcompositerepairisthe mostcommonapproachtorepairstructuralcompositeparts.One of the main challenges in the process is to achieve the joint strength and avoid human error. The joint strengths can be
Fig.12.Majortypesofdegradationsinthepowerelectronicmodules[150].
[image:6.595.53.284.53.219.2]Fig.13.Bondwiredamageduetothermo-mechanicalload(microscopicimage);(a)
breakageandlift-offatthemarkedarea;(b)failureduetobondwirelift-off[120].
[image:6.595.88.519.494.769.2]improvedby designing therepairsectionfor a sheardominant stressstateand induceminimum peelstresses in theadhesive layer[58].Fig.16showslaserbasedrepairconceptofcomposite partswith preciselayer-by-layer removal ofthe damaged area
[45].Thereareattemptstoautomatetherepairprocessaswellto improve efficiency [174] and reduce human error. Part of the composite parts repair process is to assess the damage more accurately(moving fromqualitative assessment toquantitative assessment)usingadvancedtechniqueslikeactivethermography, digitalshearographyandlaserultrasonics[87,111].
3.3. Monitoring,diagnosticsandprognostics
Monitoringofmachinestochecktheirstateofdegradationdue touseorhealth parameters(e.g.,temperatureandvibration)is done either using an additional network of sensors[39] or by analysingsignalswhichareavailableinmachines(e.g.,position, speed and drive current consumption) [182]. Diagnostic and prognostictoolsareclassifiedintotwomajorcategoriesbasedon howthemonitoringdataisanalysedandtheconclusionsreached: data-drivenandmodel-based.Sensorbasedmonitoringexampleis a Health Usage and Monitoring System (HUMS), first used in helicopters.Thesystemrecordsvibrationmeasurementstakenat differentcriticalcomponentsusingdifferentsensorsandstoresina removable memory for further diagnostics. Fig. 17 shows a proposedremotemonitoringandmaintenancesystemformachine tools[116],whereasimplemobilephonebasedcommunicationis established to connect 8000 machine tools for the remote
maintenance.Verletal.[182]presentsasensor-lessmonitoring ofmachinehealthbyanalysingthepositionalerrorandvibration energyinadrivesystem(Fig.18).Dependencyofthesampleddata onthespeedincaseofarotatingmachineiseliminatedthrough the integration of complex wavelet transform-based envelope extractionofspeed-varyingvibrationsignalswithcomputedorder tracking [186]. Lanzaet al. [95]have alsoproposed a dynamic optimisation of preventive maintenance schedule using actual operating life of components. The research uses a stochastic technique based on Weibull Cumulative Damage Model and multipleservicerelatedstressprofiles(e.g.,mechanical,thermal andhumiditystresses)topredicttheremainingusefullifeofthe component.ABayesianlearningbasedprognosticsisalsoproposed byFerreiroetal.[44]toreducethemaintenancecost.Uncertainty inmeasurementsisamajorsourceofinaccuraciesandthereforea challengefortheconditionmonitoring.Similarly,therearemajor challengesinthediagnosticsandprognosticsintermsofsimplicity oftheassumptionsusedduringthemodeldevelopment,effectof theoperatingconditionsontheheuristicsanddatadrivenmodels, andalsolackofknowledgewhileextrapolatingfortheoperational envelope.
Theworkonprognosticsshould,insummary,address:
Thetypeofresultsexpected.Itisremainingusefullife(RUL),a future situation or behaviour and a risk concerning the appearanceoffuturefailuremodes.
Theabstractionlevelforwhich theresultisexpected–atthe component/subsystem/systemlevel.
The degreeof confidence tobe associated to theresult (e.g., uncertainty).
Thedatafromwhichtheprognosticsresultswillbecalculated.It meansdata/informationrelated tothepast,current orfuture usage/mission/situationoftheitemtobeanalysed.Thefuture canbedefinedfromdegradationlaws,contextualisation,etc.
Fig.15.Theprocessto repair amouldusingcoldspraydeposition andthen
machining[101].
Fig.16.Laser-basedrepairofCFRP[45].
Fig.17.Aremotemonitoringandmaintenancesystemformachinetools[116].
[image:7.595.55.264.50.318.2] [image:7.595.312.543.58.191.2] [image:7.595.308.549.222.387.2] [image:7.595.44.275.360.462.2]Themethod/tooltobeusedforperforming projection/forecast-ingfromthedata/informationavailable.
3.4. Autonomousmaintenance
Automatingthecontinuousmaintenanceofmachinescanlead tosignificantreductioninthrough-lifecost.Theautomationcould comefrominherentresilienceofasystemoracomponentorcould beassistedusingexternalagents,suchasrobots.Theresilienceis often achievedat the hardwareand softwarelevelusing self-healingandself-repairingtechnologies.Self-healingisa bottom-upapproach,wherethecomponentsofasystemhealthedamage internally.Whereas,self-repairisatop-downapproach,where thesystemisabletomaintainorrepairitself[48].Inboththese cases thesystemexhibitsa degree ofautonomy.Ontheother hand, maintenance efficiency could be improved by using automation (e.g., using robots to support maintenance tasks).
Fig. 19 shows categorisation of self-healing and self-repair technologies. Farnsworth and Tomiyama [42] identified key challengesinusingrobotstoassistmaintenanceas:maintenance is often irregular, non-uniform, non-deterministic and non-standardised. Intheir research,they proposed building blocks ofmaintenancetasksandautomatedthetasksusingastandard robot.Effectiveautomationofmaintenancetaskswouldrequire furtherco-ordinationbetweenrobots andadvancesin autono-mousrobotics.
3.5. Obsolescence
[image:8.595.48.553.56.290.2] [image:8.595.314.558.546.761.2]Acomponentbecomesobsoletewhenitisnolongeravailable fromtheoriginalmanufactureroritsauthorisedsupplierforan affordable price [141]. For long life equipment the risk of obsolescence can come from electroniccomponents, materials, software, mechanical components, test equipment, processes, skills,anddocuments[146].Thedriversforobsolescenceinclude technologicaldevelopmentandcommercialdecisionstophaseout some products. With the performance based contracts (or industrialproduct-servicesystems)becomingmorepopular,the obsolescencerisksarefoundtoincreasewiththemanufacturers rather than the customers. The manufacturers are now more interestedtodesignequipmenttoreducetheimpactof obsoles-cence.A keycapabilitytomanageobsolescenceand reducethe through-lifecostistheabilitytopredictcomponentprocurement life[145]andalsotopredictthecostofobsolescenceresolution
[142,143]Effectivecontinuousmaintenanceoflonglifesystems
will require a systematic and proactive approach to manage obsolescence[113].
3.6. Integratedplanning
Maintenance planning is a major capability to perform continuousmaintenance.Houtenetal.[68]identifiedtheproduct datamodeltosupportamodelbasedmaintenanceplanning.An integratedmaintenance-planningplatformwasproposedbyIung etal.[75]thatconnectsdifferentpartsofanenterprisetosupport themaintenanceplanning,asshowninFig.20[167].Arnaizetal.
[6]presentsamethodologyofpredictivemaintenance technolo-gies that is integrated with specific business scenarios and upcomingtechnologies.Optimisationofpreventivemaintenance scheduleand spare partssupply is proposedusing a stochastic algorithmthatusesaload-dependentreliabilitymodel[94].Takata et al. [165] have proposed three feedback loops (Fig. 21) for maintenancemanagement,combinedwithmaintenanceplanning. Managinglifecycledataacrosstheenterpriseanddecisionsupport is essential for an integrated maintenance planning capability
Fig.19.Categorisationofmechanismsforself-healingandself-repair[48].
Fig.20.Ane-maintenanceframeworkshowingdifferentpartsofthetechnology
[126].Colledanietal.[20]haveintegratedmanufacturingsystem maintenanceperformancewiththeproductivitytoimplementa comprehensive continuous improvement. There is a significant needtointegratetheproductionandmaintenanceconsiderations forthemanufacturingplanningandscheduling.
4. Technologicalchallenges
Keytechnologiesthatsupportcontinuousmaintenance, utilis-ingthesixknowledgetypesmentionedabove,canbeclassifiedas: non-destructive evaluation (NDE) for degradation assessment, repair technologies, prognostics, self-healing and self-repair technologies, remote maintenance, digital maintenance-repair-overhaul(MRO),bigdataandvisualisationofmaintenancetasks (e.g.,usingaugmentedreality)forplanningandtraining.
4.1. Non-destructiveevaluationforautomateddegradation assessment
Assessing degradation of a component in service using non-destructiveevaluationtechniquesandautomatingtheassessment process are two major trends in continuous maintenance. The techniquesused for the degradation assessment include: visual inspection,dyepenetrantinspection,magneticparticleinspection, ultrasonictesting,eddycurrentinspection,X-radiography, photo-luminescencepiezo-spectroscopyandthermography[92,181]. Al-thoughthereareseveraltechniquesalreadyusedinassessing in-servicedegradation,thermographyisbecomingpopularinrecent yearsfortheireaseofuseandaffordability[196].Thermographyisa rapid,largeareainspection,low-costandnon-destructive evalua-tiontechniquethatisperformedbydirectinganinfraredcameraat a target (i.e., a component with in-service degradation) and recording a heat map image (also known as a thermogram)of thespecimeninordertodetectvariationsintemperatureemitted bythecomponentortransmittedfrombehindit.Thesechangescan reflectachangeintemperatureorinthematerial’sthermophysical properties,eitherofwhichcanbeexploitedtoseekassessmentof thein-servicedegradation.Therearetwomaintypesof thermog-raphy: passive and active. Based on the sources and nature of energyforactivethermography,therearesixdifferenttypes:pulse
[188],lock-in/modulated[131],pulsephase[72], vibrothermogra-phy/thermosonics[43],eddycurrent[199]andlaserspot thermog-raphy [17]. Thermography is mostly used in studying thermal behaviour of manufacturing operations. Mehnen et al. [111]
presentstheuse ofthermographytoquantitativelymeasurethe in-service degradation assessment for aerospace components (Fig.22).Inspectionofthiscomponent’scoolingatvariouslocations indicateddifferingbehaviourofcoatingclosetospalling,indicating sub-surfacedelamination.Theresearchthen proposestousean imageprocessingapproachtomeasuretheshapeandsizeofthe delamination.Futurework involvesimprovingthequalityofthe sizemeasurementandperformingsimilaractivethermographyon in-accessibleareas.InspirationforFig.23hasbeendrawnfrom non-destructivetestingor NDTcomparison chartsalreadyinusefor trainingpurposes thatare available online. Furtherdetailshave been added based on literature and understanding of working conceptsofthetechniques.Whereastatementisunclearduetoa
lackofsuitableexamplesavailabletodemonstrate,aquestionmark has been applied.For example,it has beensuggested that laser stimulationcanbeusedinpulsedthermographytodelivera well-controlledheatinjection.Whilethiswouldfacilitatedetectionof planarsub-surfacedamages,demonstrationofthisinpracticeisnot yetsufficienttoarriveatthisconclusion.TheFig.23functionsas ‘ruleofthumb’guidance,andisbasedonacombinationofproven applications and subjective interpretation of capability from conceptualunderstandingofthetechniquesonly.Thefigureclearly identifiesUltrasound,X-rayandpulsedthermographyhavingthe widestrangeofapplicationsformetalliccomponents.Fig.24also presents a mapping between the key types of mechanical degradations in different industrial sectors and corresponding commonly used NDT techniques to identify them based on literature review [88,92,93,136,162]. Mehnen et al. [111] has presentedthesuitabilityofpulsedthermographyforautomationto improverepeatabilityoftheassessmentandincreasedefficiency. Thermography is more effective forcomposite part degradation assessment[105].Themajorlimitationsofpulsedthermography are:
Notwellsuitedtocloseddegradationsthatarestilladjoined,a break in material to provide change in thermal property is required.
Not wellsuited to crackspropagating normal tothe surface, changeinmaterialmustbethrough-depth.
Smalldamagesarehardertodetectwithincreaseddepth.
Heat-trappingsubsurfacefeaturessuchasvoids,airpocketsand structuralchannelsobscuresimilarsizefeaturesbelowthem.
Thermographyinspectionrequiresabsorptionandre-emission oftheinjectedheat,whichrequiresahighemissivityvalueatthe surface,soisnot wellsuited toreflectivemetallic surfaces;a coatingisrequiredinthisinstance.
4.2. Repairtechnologies
Regardingrepairandoverhaulstrategies,differentapproaches exist [173,179]: starting from single repair events that can be handledbyreplacementwithsparepartsuptocompleteoverhaul strategiescombinedwithfaceliftsandmodernisationofmachines
[172]. Different technologies are neededto fulfilthe necessary
Fig.21.Aframeworkforlifecyclemaintenancewiththreefeedbackloops[165].
Fig.22.Inspectionofcoatingdelaminationindicatedbyredandgreenplotsinthe
thermogramonan aerospace component(a), with soundcoatingplotted for
comparison (blue). Logarithmic temperature cooling curves (b) show heat
obstructionfromdelamination,with2nddifferentialindicatingthetimeofpeak
[image:9.595.310.547.55.283.2]requirements. Especiallyinthefieldof cost-intensiveand long-livingmachinetoolscompleteexchangeofmajorcomponentscan oftenbetooexpensivetokeepmachinesinbusiness[177]. Auto-mated repair [70,159] is a majortrend to avoid human errors associatedwiththemanualprocess,alongwiththerepairofnovel materials.Robotguidedreworkingoffunctionalareasandrapid manufacturingof spareparts isbecoming popular[9,140]. Fur-thermore it is necessary tosignificantly reducethe production stoppage.Thiscorrelates withtheproductivityofmachinesand thecostsofrepairprocesses.Tocoverallrepaircasesaflexibleand robustprocesschainconsistingofinspection,repairand remanu-facturing technologies as well as quality control is needed
[18,160]. Additionally, mobile technologies offer advantages compared to stationary technologies, becausethere is no need for disassembling and transportation of damaged parts. Repair taskscanbeprocessedindifferentrepairplantsorinsituwherethe large partis directlyinspected.Another importantrequirement addresses the consumption of resources and energy efficiency aspects corresponding to repair and overhaul technologies. A potentialfuturetechnologyforsparepartproductionisadditive manufacturingthatallowspartsproductiondirectlyfrom3Dscan data[171,175].Theimportantrepairtechnologiesarepresentedas below[178].
4.2.1. Cleaningtechnologies
Cleaningtechnologiesarenotonlyusedforbetterlookbutalso asapreventivemeasuretomaintainfunctionality.Manyofthose
Fig.23. Acomparison of strengthsof non-destructive evaluation(NDE) techniquesfor degradation assessment in metallicaerospace components,highlighting
thermographicstrengths.Thesuitabilityoftechniquesagainstvariousdamageanddefecttypeshavebeengraded1(appropriate)to4(inappropriate).
Fig.24.Mappingofkeytypesofmechanicaldegradationsindifferentsectorsand
[image:10.595.55.552.53.469.2] [image:10.595.43.294.502.765.2]principlesareusingchemicalsthathaveanegativeenvironmental impact.Thus,theapplicationofflexibleandeco-efficientcleaning processeshas taken on greater significance. In addition, newly developedandadjustedcleaningtechnologiesareabletoreduce downtimes, because they can be either used during machine operationorneedshorttimecomparedtootherrepair technolo-gies[159].
Dry iceblastingis a dry cleaningtechnology that causesno residues (Fig. 25). Dry ice pellets are used as an abrasive for blastingprocesses.Theyaresolid at ambientconditions witha temperatureof 78.58Candchangedirectlyintothegaseousstate duringblasting.Duetoitslowhardness,itissuitableforgentle cleaningandprocessingof sensitivesurfaces.Unfortunatelythe lowhardnessmakesthepelletssensitivetoexternalimpactsor friction.Dry ice blasting is predominantly used toclean easily accessiblesurfaces.Forareaswithlimitedaccessibility,different blastingnozzlesareavailable[154].
Besidesblastingtechnologiesothercleaningtechnologiesare wetcleaning(e.g.,ultrasound),mechanicalcleaning(e.g.,blowoff) andthermalcleaningprinciples[130].Forprintedcircuitboards principleswithoutelectrostaticeffectcanbeusedsuchas ultra-clean water, compressed carbon dioxide, blowing, suction or brushing;themajorchallengeistoreduceadverseenvironmental effect[104].
4.2.2. Coatingtechnologies
So-called‘‘patchprocesses’’havebeenestablishedfortherepair ofengineandturbinecomponents.Damagedcomponentareasare identified and replacements are attached. Subsequently, the contourisre-establishedwithmechanicalprocedures.Lasermetal depositionasanexampleisatechnologytocreateametallurgical bondedmaterialdepositiononasubstrate.Itcanbeusedtorepair wornsurfacesortoproduceahardfacinglayer[10].Alaserbeamis used to melt the surface of a specimen and a powdery filler material is injected in the molten pool [54,132]. The low metallurgical impact is particularly important for preservation ofmaterial’smicrostructure(e.g.,high-strengthsteels)[53,102].
Forproperuseknowledgeaboutprocessparametersandtheir influenceonweldbeadgeometryisnecessary[98].Thisinfluence isshowninFig.26,usinga nickel-basedsuperalloyasexample
[53].Whilebeadwidthismainlydeterminedbylaserpower,main effectsforbeadheightareweldingvelocityandpowdermassflow. Thisknowledgeallowsadjustingthebeadgeometryforthespecific repairtask,e.g.,highandnarrowweldbeadsfortiprepair.
Afuturechallengeistodevelopmobilelasermetaldeposition solutions.Lasermetaldepositionisusedformetallicmaterialsor compositesconsistingofcarbidesina metallic matrixmaterial, typically tungsten carbides or titanium carbides are used. An
exampleisgivenin[66],wheretitaniumcarbideisusedtogether withanInconel718metalmatrixtoimprovewearperformance.
4.2.3. Additivemanufacturingtechnologiesformakingspareparts
Additive manufacturing technologies mostly follow a custo-mised single partproduction principle. They are advantageous compared toconventional production technologies likemilling, drillingorcasting,becausetheyarenotlimitedtoconventional designguidelines[171].Theyallowproductionoforganicfreeform geometriesaswellasundercutsandmultipartproductioninone step.PolygondatainSTLformatgeneratedby3Dscannerscanbe usedasdirectinputforthesemanufacturingprinciples.Examples foradditivemanufacturingandrapidprototypingprinciplesare SelectiveLaserMelting(SLM)[149],Stereo-lithography(SL),Fused DepositionModelling(FDM),WireandArcAdditiveManufacturing (WAAM)[57,185]andLaminatedObjectManufacturing(LOM).A future challenge is to overcome material and microstructure limitations to enable better functionality e.g., better surface quality, better dimensional and geometric distortion control, betterfatiguestrengthandincreasereproducibility.Furthermore, theprocesshastobeacceleratedforuseinserialproduction(e.g., SLMisrelativelyslowprocess).GeneralElectric(GE)isgoingto enterseriesproductionoffuelnozzlesusingSLMandissupposed tomanufacturemorethan100,000additivepartsuntil2020.First projectsinGermanylikeBMBFandAutoAddevenfocusonsmall seriesintheautomotiveindustry.Anothergoalisthesupportof multi-materialproduction,whichwouldallowproducing conven-tionalassembliesassingleparts(Fig.27).
Fig.25.Dryiceinjectorprincipleforcleaning[176].
Source:FraunhoferIPK.
Fig.26.Effectofweldingparameters(power–P,spotdiameter–d,weldingvelocity
–v,powdermassflow–m)onbeadwidthandheight,nickel-basedsuperalloy[53].
Fig.27.ExampleforSLMoptimisation:Anassemblyconsistingof8partsand
differentmaterialswereredesignedandproducedwithSLMasonesinglepart.
[image:11.595.304.553.55.204.2] [image:11.595.45.273.57.238.2] [image:11.595.307.549.578.753.2]wasadvocated, and time-basedmaintenance (TBM) was intro-duced[165].Reliabilitycentredpreventivemaintenance[82]and performancecentredmaintenance[184]areintroducedinrecent times.Inordertorealisepreventivemaintenance,severaldifferent approaches have been done. Several papers researched model basedprognostics,whichissimulationofdegradationprocess.A maintenancedecision-makingtoolusingBayesianDynamic Net-works(BDN)wasproposed[79].TwoRemainingUsefulLife(RUL) toolswereproposed:thecomponentRUL(RULc)andthefunction RUL(RULf) wereresearched in order toimprove theprognosis efficiency[78].Kara[86]hasalsoproposeda novelapproachto predict the RUL based on history of a part and remaining technological life. It is very difficult tosimulate a degradation processthereforetherearenotmanyindustrialapplications.The functionalintegrationofmaintenancewithintheproductlifecycle, based on experience obtained from work was introduced
[26]. Odds approach was also proposed for the integration of themaintenanceattheproductionplanningstagefordeveloping opportunisticmaintenancetaskkeepingconjointlytheproduct– production–equipmentperformances[76].Sensingtechnologies areoftenusedtopredictsystemfailure.
Technologies used for prognostics can be applied at the component and system level. Fig. 28 presents a prognostics process as part of a system level prognostics and health monitoring.Atcomponentlevel,thefocusis:
A directtrackingofthedegradationbycalculatingReliability/ RULfromadegradationmodellingbasedonprocessessuchas Gamma,Markov,Wienerandbytakingintoaccountusageand contextualisation. It implies to have at disposal data for parametercalculation[151].
AnindirecttrackingofthedegradationbyusingCOXmodelto calculatetheRUL[71].
Thehistoricaldata,i.e.,historicalsignalsorindicators,isusedto extrapolatethecurrenttrajectoryofthecomponentobserved.It couldbedonebyworkingona mono-dimensionalhealthindex (Relevance Vector Machine tool) [191] or multi-dimensional healthindex(MatchMatrixtool)[83].Fig.29showsanapplication of self-organising map technique to classify the different degradationstatesofbearings.
On theother hand,at the systemlevel, thefocus is on the performances/services expected at the systemlevel and repre-sentedbytheevolutionofthepropertiesofeachflow(ex.product, energies)[78]producedbythesystem.Embeddedprognosticsand self-repaircapability couldalsosupportmoreresilientsystems.
Fig.30showsthedifferentsensingtechnologiesusedinmachine toolstoday.Thesensingtechnologiescovercomponentandsystem level feedback and support the evolution of the system level information.Thisevolutionisbuiltfromafunctional/dysfunctional analysisallowingalinktobemadebetweenthecomponentlevel and thesystem onethrough theflowsexchanged between the differentfunctionsatdifferentlevelstogetherwiththe propaga-tionofthecomponentdegradationsateachlevel.Inthatway,itis possibletoproposeagenericpatternforprognostics,whichcould beappliedatdifferentabstractionlevels[183].Forexample,from theinstantiationofthisgenericpatterntoaspecificsystem,itis proposed tocreate a Dynamic BayesianNetwork (DBN)and to combine itwithaneventmodel(creatinga setof‘‘event’’DBN variablesthatcorrespondtothedegradation(a)andmaintenance (b)events)[79]inordertoadjusttheparametersgivenapriori withtherealvalueoftheparameters.Thefinalprognosticsmodel isresultingbycombiningthetwomodels[118].
Thesystemlevelfocuscontinuestobeon
Theconceptoffleet:theprognosticsarecalculatedinlinewith similarsituationsalreadyknownandstoredinknowledgebase. ItissupportedbyOntologies[110].
The types of interactions between the components (ex. redundancy, functions distribution and criticality). The prog-nosticsisusingthemodelsdevelopedatthecomponentlevelbut byconsideringtherelativeweightofeachcomponentandthe interactionswithintheco-variables[33].
Someofthekeyprognosticschallengesare:
TheprognosticsaimsatcalculatingRUL,butthiscalculationis very different with regards to the component technologies addressedbecausethedegradationlawsaresometimesdifficult tomodel.
The prognostics are using data/information produced by the monitoring, healthassessment and diagnosticsupstream pro-cesses.Themasteringoftheseprocessesintermsofrobustness, precision;qualityoftherawdataconsumedarekeyissuestobe addressed.
Uncertainty in the input data and as a result the degree of confidenceontheprognosisisstillamajorchallenge.Thereis alsouncertaintyassociatedwiththemodeldeveloped.Changes
Fig.28.PrognosticsprocesswithinPHMloop.
Adaptedfrom:PHMSociety.
Fig.29.(a)Vibrationsignalsfrombearingdegradationsand(b)healthmapfor
differentbearingfailuremodesusingaself-organisingmap[100].
Fig.30.DifferentsensingtechnologiesusedinMachineTools.
[image:12.595.316.558.56.137.2] [image:12.595.313.562.181.309.2] [image:12.595.56.276.609.762.2]intheprocess,equipmentortheenvironmentcanallintroduce uncertaintythatfurthercomplicatestheRULcalculation.
Inordertosupportenvironmentalandeconomicsustainability through maintenance services, recently prognostics techniques developedforhealthpredictionarealsousedtopredicttheenergy consumptionandenvironmentalimpact[74].
4.4. Self-healingtechnologies
Self-healing technologies are used for autonomous mainte-nance.Self-healingcanbeachievedinmaterials,intheelectronic componentsandin thesoftware[48].ThakurandKessler[169]
havepresentedareviewofself-healingpolymernanocomposite materials.Harrington etal.[60] havestudieda numberof case studies on the biological archetypes for self-healing material development.Inarecentdevelopment,Nairetal.[121]presented thecircuitboardintegrationofaself-healingmechanismtorepair openfaultsbyphysicallyrestoringfracturedinterconnectsinthe electroniccircuits.Significantresearchisrequiredtomaturethis fieldbeforeitcouldbedirectlyusefulforcontinuousmaintenance. Inparallel,researchmustdeveloptechniquesforqualificationof theself-healed statefor certificationpurposes. There are three examples ofself-healing technologies underdevelopment: self-healing MEMS, self-healing robots and fault tolerant sensor systemsthatarerelevantforcontinuousmaintenance.
4.4.1. Self-healingMEMS
MEMS devices can be verycheap on its own, but can have significantimpactontheoverallavailabilityofthesystemwhereit isused.Thereisastrongmotivationtoimproverobustnessofthe MEMSformoreresilientsystems.Therearetwoprincipalwaysto developtheself-healingcapability,onebyusingredundancyand theotherprotectingtheMEMSdevicefromdamageusingsurface lubrication. Self-healing MEMS accelerometer has redundant gaugingfingermodules.Withabuilt-in-self-repairstrategy,when one module becomes damaged a circuit connection control mechanismreplaces thedamaged moduleby a redundantone, as a result improving the robustness of the MEMS device
[193]. Applyinglubricants in between silicon oxide surfaces to reducefrictioncouldalsoreducethein-servicedegradationofthe devices(Fig.31).Thelubricationalongwiththeredundancycould developnextgenerationofrobustMEMSdevices[69].
4.4.2. Self-healingrobotics
Self-healing in robots isoften achievedthrough re-configur-ability,modularity,redundancyand adaptive behaviour. Recon-figurationorself-repairbyreplacingafailedmodulewithanother functionallyhomogeneousmoduleisthemostcommonapproach. Anumberofself-configuringrobotsalreadyexist[157].Following theideaofredundancy, thesolar-poweredOdysseus[109]also performsself-repaironthefly.Thatistheaircraftwillbeableto autonomouslymodifyitsbodywhilerejectinganyfailingmodules. Odysseus is a project within the DARPA Vulture programme, aimingatanaircraft,whichcanremainairborneoveradurationof fiveyears.Anotherradicallydifferentself-healingcapabilityina
robotisaboutmodifyingitsinternalmodelofitselftothechanging stateofitsbody,andthustofindalternativewaystomaintainits functionality.Forexample,awalkingrobotwhichlosesalimbwill modifyitsgaittostillbeabletowalk[13].
4.4.3. Faulttolerantsensorsystems
Faulttolerantsensorsthatareusedinsystemsformonitoring alongwiththeactuatorsinfeedbackloopshelpsthesystemto self-adapt, which is a step in the direction to achieve self-healing
[80].Thisself-adaptationallowsthesystemtocorrectanyminor deviations(maybeduetothein-servicedegradation) automati-callyand autonomously. Brandon etal. [16]havepresented an integrated approach to sensing and self-healing for structural healthmanagementofdeployablestructures(e.g.onthemoon).A passivewirelesssensornetworkisusedinconjunctionwith self-healing materials, identifying any damage to the structure, monitoringtheself-healingprocessandraisinganalertformajor damagesforhumanexpertintervention.Verificationand valida-tionofthesensornetworkrobustnessisstillamajorchallenge.
4.5. Remotemaintenance
Remotemonitoringanddiagnosiswasdiscussedconsiderably in the 1970s, when the technology for data transmission via telephonelinewasfirstdeveloped.Althoughmanymachinetool manufacturersofferedremotemaintenanceserviceatthattime, thistypeofservicehadnotbecomepopularduetotheimmaturity of thetechnology[165]. Currently,machine toolshipments are growingyearafteryear.Thistrendisexpectedtocontinueforthe foreseeable future. Currently, whenever problems occur with machinetools,servicetechniciansarelikelytovisitthecustomers’ plants to troubleshoot and resolve them. To deal with this situation,thefirststep istoimproveproductquality toreduce thenumberofpotentialservicecalls.Thesecondistoincreasethe efficiencyoftheserviceitself.Inordertodoso,theidealsolutionis toacquirethecustomers’machinetoolsoperatingstatus,perform diagnosticandanalysisremotelyatmanufacturers’servicebase and conduct necessary preventive maintenance immediately online. In the 2000s remote maintenance with mobile phone technologieswasdevelopedandappliedbyseveralmachinetool manufactures [116]. Remote maintenance with mobile phone structureisshowninFig.17.DMGMORIandothermachinetool companies around the world have already installed remote maintenance systemfor several thousandcustomers’machines. Successfulremotemaintenancewouldrequiredata communica-tionacrosstheExtendedEnterprise.Theremotemaintenanceis mostlyatthelevelofaccessingthehealthparametersofamachine remotelyandperformsoftware-basedrepairandupgradetasks.
Anotherapproachforremotemaintenanceistouseremotely controlledrobotstoperformmaintenancetaskswithinuncertain environments.Useofremotecontrolledrobotsformaintenanceis widelyusedinNuclear[106],spaceandanyhazardousindustries.
Fig. 32 is showing a concept maintenance system for nuclear installation,themanipulatorsare tobeoperatedremotely. The existing remote maintenance technologies workbestwhen the environmentisverystructuredandthestateofamachineisless uncertain.Researchers have usedVirtual Reality basedtraining systemsfortheremotemaintenanceoperatortraining[12].Inan effort to explore use of robots for autonomous maintenance, Fransworth and Tomiyama [42] have proposed a novel task classificationforautomationandcollaborativerobotapplication.
4.6. DigitalMRO
Digital MRO comprises all Maintenance, Repair & Overhaul (MRO) activities facilitated by IT-solutions. There is a need to developnewprocesses,methodsandtoolsforMROapplications,in order to exploit the potential of virtual technologies for MRO optimisationinpractice.Forinstance,solutionsforfastaccessto information on important lifecycle phases and MRO activities,
Fig.31. (a)MEMS degradation:Cycles before failureof6% cationic polymer
lubricant(CPL)indryand50%relativehumidity(RH)asafunctionoftimeinterval
betweencycles,(b)cyclesbeforefailureof15%CPLindryand50%RHasafunction
[image:13.595.39.275.653.748.2]solutions to interface conflicts between various multi-player systems,ortoenableremote-servicingwithmobile tele-coopera-tiondevicesvianarrow-bandconnectionareaddressed[155]. Dif-ferentkindsofITsystemsareusedforschedulingofMROtasks, resourceplanningandcommunication.PredominantIT-Systemsin Germany (for example) are self-made or customised software solutions as well as Microsoft Office applications, because the diversityofMRO businessmakesitdifficulttodevelopa single solutionthatfitstoallrequirements:
-Managementofinspectionplans,protocolsandreports -MRO tasks: Administration, planning, cost control and
docu-mentation
-Asset management: Machine data, handbooks, check lists, warranty information, inspection intervals, service contracts, dateofpurchase,predictedlifespan
-Stockmanagement:Administrationofsparepartsand availabili-ty,tools,aidsandexpendableitems
-Statisticsandanalysis:NumberofMROjobs,dateofinspection, runtimeinformation
-Reportsforcontinualimprovementprocess -Comparisonofplannedandactualdata.
Computerisedmaintenancemanagementsystems(CMMS)aim tocoverall oftheserequirements. However, thesesystemsare costly and need training for use. In case Enterprise resource planning systems are used, CMMS may be an add-on or an integratedpart.Asageneralrulecompaniesareusingdiverse IT-systemssimultaneouslywithoutadequateinterfacesandwiththe problem of redundant data. Furthermore, systems are neither integratedhorizontallywithcustomers,suppliersandOEMsnor integratedverticallywithMES(ManufacturingExecutionSystem), SCADA (Supervisory Control and Data Acquisition) or PLC (Programmable Logic Controller). Besides IT-solutions product design data and technical documentation are important for functional understanding, repair and overhaul. Unfortunately technicaldocumentslikebillofmaterialanddesigndrawingsor data as wellas maintenance protocols are hardly available for maintenancecompaniesthatarenotfromtheoriginalequipment manufacturer (OEM) [41]. Product changes are unknown if differentcompaniesmaintainthesameproductoneafteranother. An additional issue is around obsolescence of components
[198].Highlyexperiencedstaffisneededtoperformthesetasks
[55]andIT-Infrastructure hastoenableacceleration of innova-tions. Modern 3D scanning technologies deliver 3D models of actual product geometry and allow deviation and tolerance analysesincase ofavailablereferencemodels.However,optical
provideall information,data andknowledgethat is neededfor MROplanningand execution.Ofcoursetherearerestrictionsof dataandinformationexchangebetweenlifecyclestages,B2Band B2C relations due tobusiness modelsand intellectualproperty rights that canonly besolved bynewproduct-service systems
[113]. Technicalsolutions are neededfor monitoring,retracing, determination and prediction of product state to optimise the schedule for theMRO operations. Intelligent resource manage-mentsystemsshouldenablereactiveconditionbasedplanning.IT systeminterfacemodelsarenecessarytopreventredundantdata storage and to provide all relevant data and to facilitate new mobile assistingdevices. In addition, technology hastodeliver productdataofactualproductconditionforreengineering,spare part production or renovation of mechanical and electronic componentsusingfutureproductiontechnologiessuchasadditive manufacturing [9,149]. In order to reduce downtimes of cost intensiveproductsautomationofoperationsisveryimportantas well.
4.6.2. Solutionapproachesforoverallreductionofthrough-lifecost
Products can become intelligent cyber physical systems by RFIDsorintegratedchipsetsandcommunicatewithcloud-based managementservices.Bigdatasolutionsaredevelopedtoenable collectionandinterpretationofallproductrelateddata,whichis created during a life cycle. Thus, tracing of product changes throughMROcoulddeliverknowledgethatcandirectlybeusedto assist MRO planning and operation and to support product configurationmanagement.Viceversaproductdatafromdesign stagecanbeused tosupportinspectionworkflowsin theMRO stage. In this context Augmented and Virtual Reality can be powerful tools to visualise product changes compared to CAD design.Intelligentinformationanalysisandproduction technolo-giesenable automationand specification of future digital MRO factories. Thereforeadequate and efficientproject management and workflow tools have to be created. Furthermore, acquired informationincombinationwithadvanced3Dscanandcomputer tomographydataanalysissystems(Fig.33)[56,96]couldidentify singlepartsofaproductanddeliverabillofmaterialandproduct structure [41,156]. CAD parts in a database could be used for automated building of assembly models. In case of electronic
Fig.33.Automatedsuperpositionofa3Dscanandacomputertomographyofa
printedcircuitboard.
Source:FraunhoferIPK.
Fig.32.SectionofproposedDEMOverticalmaintenancesystemarchitecturewith
[image:14.595.46.289.55.254.2] [image:14.595.347.526.549.752.2]componentsschematicsandlayoutplanscouldbereconstructed forrepairandreproductionofspareparts.Inthiscontextquality controlsystemsareabletorealiseautomated3Dcomparisonof as-designed, as-produced, as-maintained, as-is and as-defined productgeometries[55,81].Productchangesand operationcan be visualised with Virtual Reality solutions augmented with inspection information. Virtual Reality also allows immersive trainingsessionsforfasterlearningresults.
Simulationofmaintenancetasksforresourceoptimisationand cost estimating is becoming popular. Datta et al. [28] has demonstratedanapplication ofdiscrete eventsimulation (DES) technique to study maintenance resource utilisation for an availabilitytypedefence contract. AlrabghiandTiwari[4] have reportedthedominanceofDESformaintenancesystemsimulation (61%ofreportedpublicationsuseDES).Thereisalsouseofhybrid modellingapproacheswhereDESisintegratedwithacontinuous elementto representtime dependent degradation process.The othersimulationtechniquesusedincludeagentbasedsimulation andcontinuoussimulation.
4.7. Bigdataanddataanalytics
With the growing popularity of condition monitoring, prog-nostics,InternetofThings(IoT),Industry4.0andcloudcomputing, thevolumeofdataavailableforcontinuousmaintenancedecision makinghasincreasedsignificantly.Thislargevolumeofrelevant dataisnowreferredasBigData.TheBigDataisdefinedtobehigh volume,high-velocityinformationassets,thatcomprises unstruc-turedtext, audioandvideo files [49]. Ithas a strongimpact in almosteverysectorandindustry[84].Currentmethodsinbigdata analysesaresemanticdataminingandintegrationofoperational data.Thekeychallengesindealingwiththishighvolumeofdata are: diversity in data types (variety), uncertainties in the data (veracity) and in some cases the speed of data collection and decisionmaking(velocity)formaintenancepurposes.In general, theBigDatacomplexitycomesfromdataatacomputationaland systemlevel.Thereisalackofquantitativestudiestounderstand theessentialcharacteristicsoftheBigDatacomplexity.Itisalso observedthattraditionaldataanalyticstechniquesarenoteffective fortheBigDataprocessing.BecauseofthefastchangingBigData (e.g.,fromcontinuoushealthmonitoringacrossanumberofassets withinanenterprise),theanalyticscannotrelyonpaststatistics. Developingbigdatabasedmaintenancedecisionsupportsystem willhavesignificantsystemcomplexityduetothediversityofdata (e.g.,text data mining forthe maintenance logsalong with the vibrationand temperaturemonitoringdatafromsensors). Man-agementofthedataacrosslonglifecycleandbeyondisamajor challengeintermsofgovernance,storage,accessandsupplychain collaboration.Fig.34presentsaclassificationofBigData.Thereisa needforvaluebasedanalysisofthe BigDatatoanswerspecific domainquestionsandthatwillreducethecomputationalburden. TherearemajorresearchinitiativesaroundtheWorldthatare interestedinBigData[84]:USBigDataresearchanddevelopment
initiativeinvolvingDARPA,DoD,NIHandNSF;UKInnovateUKand EPSRC initiatives across multiple industry sectors, EU Horizon 2020focusonBigDataandJapanesethrough‘‘TheIntegratedICT Strategy for 2020’’. All these major initiatives are developing advancedtoolsandtechniquestoextractknowledgeandinsight fromthedataandthatwillhelpustobetterunderstandthehealth of our machines and plan for the future spare parts and maintenancerequirements.
TheBigDataanalyticscouldgeneratenewknowledgebyusing the relationship of service events, component degradation and componentdesign[25,108].Applyingthegeneratedknowledgeto themanufacturingenvironment,improvespredictionaccuracyof machine state and maintenance scheduling of the ERP system
[97].Ninety-fivepercentofbigdataisunstructured.Becauseofits heterogeneityandmissingdatastructuretheanalysisofbigdata requiresthedevelopment ofnewcomplexalgorithms[49]. The faster the algorithms work, thebetter the distinction between valuableandtrashdatais,andthebettertheresultswillbe[84].To reducecostsoftheextensiveresourcesthatarerequiredforbig dataanalysiscloudcomputingcanbeused,asshownin Fig.35 [61].Thisrequirescomputingtimeandstoragetimethatisactually utilisedandhastobepaidforonly.Selectingappropriatecloud servicesforthedataanalyticsisachallenge.Wangetal.[187]have presented an AHP based approach to select thecloud services basedoncomputationalcostandnetworkcommunicationload.In the CIRP keynote paper [50], the historical development of prognosis theories and techniques are summarised, and their future growth enabled by theemerging cloudinfrastructure is projected.Techniquesforcloudcomputingarehighlighted,aswell astheinfluenceof thesetechniqueson theparadigmof cloud-enabledprognosisformanufacturingandmaintenance.Theuseof quantum computing offers further potential for reduction of computationtime [73].Shortenedcomputation timecanenable dataanalysesalgorithmtoevaluatedatainreal-timewithoutthe need for several hours of computing. In addition,the usage of advancedapproachesofmachinediagnostics[119]andstochastic optimisationalgorithms [94]cangain their full potentialwhen combiningwithbigdata.
Visualisationofthelargevolumeofdataisessentialtosupport humananalyticalthinkinganddecisionmakingforthecontinuous maintenance. The visualisation tools, also known as visual analytics,synthesisemulti-dimensionalinformationand knowl-edge from complex and dynamic data in order to support assessment, planning and forecasting. Adagha et al. [1] have presented a comprehensive analysis of the design of visual analytics(VA)toolsandsuggestsfourkeyattributesanyVAtools should:providemulti useraccess tothedata,supportintuitive communication,supportmultipleandlinkeddisplaysand track information flows between the users. Along with the tool development,thereisalsoarequirementtouselargevisualisation spaces to display the large volume of heterogeneous data and supportinteractionwiththeusers[138].Designofacontinuous maintenanceapproach(orservice)attheearlydesignstageofa complexengineeringsystemcanalsobenefitfromVAtools[8].The early design phase visualisation could assist in the design evaluationandcreativitythroughexplorationofalternativefuture scenarioswithassociateduncertainties.
4.8. Augmentedrealityformaintenancesupportandtraining
Augmentedreality(AR)hasthepotentialtobecomeamajor toolforthecontinuousmaintenance,byoverlayingandintegrating virtualinformationonphysicalobjects[32].ARtechnology uses three fundamental techniques for the maintenance support: opticalcombination,videomixingandimageprojection.TheAR toolsareusedinconjunctionwithaheadmounteddevice(HMD) oraportablehandhelddevice(e.g.,atablet)oraspatialdisplay unitandatrackingsystem.Originalideasweredevelopedin1960s
[161]andsincethenasteadyprogresshasbeenmadewiththe advancementofcomputingpowerand imageanalysis.Diniand
[image:15.595.35.283.625.772.2]Mura[32]identifiedaerospace,automotiveandindustrialplantas thetopthreeareasofARapplication.Similarly,videomixingisthe mostpopularapproachfortheARsolutiondevelopment.HMDsare themostpopularARdeviceusedintheapplications,followedby tablets.ARisusedtosupportamaintenancetaskthrougha step-by-stepguidance,diagnosticsandinspectionandtraining.Fig.36
presentsa researchproject toapplytabletbasedARforNDTof pipelines[5].TojustifyincorporationofARtechnologytosupport aerospace maintenance, Sua´rez-Warden et al. [158] have pre-sented a microeconomic analysis of the benefits of AR for aerospacemaintenanceassemblytask.Themicroeconomic analy-sisincorporatestheinvestmentrequired,impactofdowntimeand themaintenancevariablecostreduction.
InspiteoftheadvancementoftheARtechnology,itisstillnot well established in industrial use yet. Current research on augmentedrealityontheshop floordealswithlegibilityoftext thatisprojectedonsurfaces[34].Wheninformationprojectedon surfaceintheshopfloorislegible,itcanassistthemaintenance workerbyprovidingvaluableinformationaboutthemaintenance task.ApplicationofARtoassistmaintenance tasksontheshop floorisdependentonthelightingconditions.Weneedtodevelop augmentedrealitytechnologiesthatcanworkconsistentlywithin industrial environment (both in poor light and open day light conditions).Regenbrechtetal.[139]haspresentedanumberof earlyindustrialapplicationsofaugmentedrealitywhererelevant
informationisoverlaidonequipmentformaintenanceguidance. Nee et al. [122] provided an overview of augmented reality applicationacrossmultiplemanufacturingapplications,including maintenance.Theteamidentifiedtrackingasamajortrendinthe augmentedreality research. Thisis alsovery important forthe maintenance researchwherewecouldoverlay realtime health dataonequipment.IndustrialapplicationsofARwillalsodepend ontheeaseofARcontentcreation,especiallyrelatedtothecontext ofthereallifeobjectinfocus,andadaptationoftheARresponse basedontheobjectcontext[200].ThecontextawareARsystem architectureispresentedinFig.37,showingarulebasedcontext reasonedworkingwithadatabaseofdifferentcontexts.Theoffline content creation and adaptation of the AR response is very important for continuous maintenance as theAR servicecould adaptbasedonthetechnicianexpertise.Thereisaneedtoextend theofflineauthoringtoaninteractiveinputinterfacetocapturethe technicianfeedbackandreasoningforamaintenancedecisionona physicalobject(e.g.,repairingahydraulicvalve).Inaveryrecent work,‘CognitiveAugmentedReality’isdescribedasanautomated ARcontentcreationtechniquebasedonvideoanalysis,adaptive feedback (Fig. 38) and real time learning [133]. Based on the limitedcasestudy,thetechniquehassignificantpotentialwhere AugmentedRealityisappliedtoanumberofmaintenancetraining tasks. The training involves effective contentmanagement and efficiencyoftheARtechnologytolinkthevirtualinformationwith
Fig.35.UseofcloudcomputingforBigDatastorageandanalysis[61].
[image:16.595.98.512.61.294.2] [image:16.595.45.292.602.773.2] [image:16.595.316.558.604.771.2]thephysicalobjects,cognitiveaspectsofthetrainingontheuser learningandusabilityoftheARequipment.SchwaldanddeLaval
[148] presented an early study on the effectiveness of AR technologiesformaintenancetrainingwithinindustrialcontext. Theresearchrepresented ascenariobasedcontextdevelopment thatcanprovidestep-by-steptrainingforamaintenancetask.The physical limitation of the HMD (e.g.,weight, lack of complete wireless connection) and its impact on prolonged use by the maintenancetechniciansishighlightedasamajorchallengeatthe time.ThisbasicissueabouttheHMDstillexistsandasaresult more mobile and handheld technologies such as tablets and smartphonesare gaining popularity in industry. Neumann and Majoros[123]highlightedthedifferencebetweencognitivetasks anddirectworkpiecemanipulationtasksandtheirrelationshipsto thelevelofattentionrequiredfordifferentmaintenancetasks.Use ofARwouldreducemanualinteractionwiththeworkpieceand documentsearch and study,but thetraining must address the ‘level of attention’ required for a maintenance task. This is particularlyrelevant for continuousmaintenance of life critical equipment. De Crescenzio et al. [23] presented industrial case studyofARforaircraftmaintenancetraining.Thestudydeveloped amarkerlessARtechniquesupportedbythetrainingauthoring systemandproveditseffectivenesswithintheindustrialcontext. Webeletal.[189]discussedadvantagesofadvancedARequipment such as haptic feedback through a vibrotactile bracelet for rotationalandtranslationalmovements.Thestudyalso highlight-edtheuseofatrainingplatformwithARbasedvirtualelements allowing better measurement and evaluation of the trainee’s performance with a level of detail that is not possible when performing the actual task without the virtual elements. The
quality assurance and monitoring of continuous maintenance technician’s performanceare essential for complex engineering systems.
5. FutureofcontinuousmaintenancewithintheIndustry 4.0context
Cyber physical system(CPS) is thebasis forIndustry 4.0 or Internet of Things (IoT). Cyber physical systems (CPS) are the interconnectionofphysical objectsthroughglobalor localdata networks.Theyarethetechnological driverfor collaborationin organisations.Cyber-physicalsystemsgathertheinformationthat isthebaseforbigdataanalyses.Objectsautonomously communi-catewitheachothertoreachacommongoal[147]withinaCPS. Industry4.0providesanopportunitytocollectmorerealtimedata aboutcurrentstateofmachines,whichcanthenbeanalysedusing Big Data Analytics. Preventive maintenance events can be scheduled assuming smaller safety margins and the risk of unplannedfailureswillbereduced.Theinventorylevelforspare partscanbereduced,becauseless safetystockforunscheduled eventshastobestored.Withtheavailabilityofcurrentstateofthe systems,itwouldalsobepossibletoplansparepartsavailability across a geographic location to minimise the inventory cost. Further research is required to automate the maintenance planning activities that maximises the utilisation of available resources and availabilityof the systems at an optimum cost.
Fig. 39 shows sources of data and communications within an Industry4.0basedmanufacturingplantformaintenancepurposes. Theobviousquestionsforfuturevisionare:
Howmaintenanceisgoingtochangeinthis highlyconnected industrialenvironment?Maintenancetechnologyneedstoadapt tothedynamicandagilemanufacturingenvironmentbasedon ‘Industry4.0’.
Howdowemaintainmorethanoneproductinasystem(e.g., twenty machine tools in a production line): maintenance of multiplemachinessimultaneouslyandoptimisationof mainte-nanceandoperationschedulestogether.
Accordingtothesequestions,Herterichetal.[64]havealready assessedtheimpactofCPSonindustrialservicesinManufacturing. Morepreciselyforthemaintenance,theyoutlinedtheimpactof CPS relates to‘‘predict and trigger servicesactivities’’, ‘‘remote diagnostics, ‘‘replace field services activities’’, ‘‘empower and optimise the field service and ‘‘information and data driven services’’.Basedontheadditionalandrealtimedatacollectedfrom themachines,efficiencyandqualityof themaintenance canbe improved. In addition, Yokoyama [195] is investigating new
Fig.38.ExamplesfromanautomaticallyauthoredAR-manual:thehalf-transparent
overlays(left)wereautomaticallyextractedfromthereferencesequence.Thegreen
colouring(middle)indicatesacorrectcompletionofthetask,redawrongpostureor
position.[133].
[image:17.595.35.284.58.182.2] [image:17.595.101.485.576.771.2]monitor individual systems and even components for mainte-nance.
In relation to fault prediction service, Xu et al. [194] are proposing an intelligent system based on IoT. Three major challengesinusingIoTforthefaultpredictionofamachinegroup are:(1)communicationofdatafromtheIoTsensornetwork,(2) non-stationaryandnonlinearfaultpredictionand(3)massivedata processing.TheIoTactsasanenablerformoreefficientcontinuous maintenance,buttheneedforfundamentalunderstandingofthe degradationmechanismsand rootcausesfor thefailuremodes remains unchanged. More globally, the cyber-physical system comprises of machines and work pieces that communicate autonomously witheach other toreach thecommon objective ofrealizingtheprocessinginproduction.Workpieces communi-catetheirpositionandworkprogress,andmachinescommunicate theirstatus(e.g.,working,waitingandmounting).The communi-cationbetweenmachinesandworkpiecesnegotiatesthepointof time to start of the following production step. The resulting collaborativearchitectureisassimilatedbyZuccolottoetal.[202]
toanArtificialImmuneIntelligentMaintenanceSystem(AI2MS) which is biologically inspired. In a complementary way, with regardstolifecycleconsiderationDenkenaetal.[30]areusingthe term of gentelligent components to form new intelligent (maintenance) system. Gentelligentcombines the attributes of genetics and intelligencein one adjective.Gentelligent compo-nentsareabletofeel,communicateandstoreinformationfrom their environment and thus act as autonomous intelligent individuals.In specificCPS-basedmaintenance, theinformation ofmachinestatusand conditionmonitoring informationissent continuouslytoabigdatastoragesystem(e.g.,Cloud).Bigdata analysis algorithms watch and analyse all incoming data. Maintenanceplansandschedulesarederivedbasedontheresults of the big data analyses. Maintenance activities are scheduled dependingon themachine condition. The maintenance plan is constantly adapted according to the machine status and work schedule.Leeetal.[99]areshowingtheimpactofindustrialbig data analyticsand CPSfor the future maintenance and service innovation. Moreover, during execution of maintenance opera-tions,informationfromthebigdatabaseassiststhemaintenance workers.Videosortextinformationaboutmaintenancetaskare provided to the worker by using innovative wearable devices meetingtheneedsofcloudmanufacturing[59].Inturntheworker feeds back his or her findings and experience during the maintenanceprocess intothedatabase.In addition,spareparts can hand over all required data for the machine control unit automatically like an USB-device in a PC [35]. With time the increasing database enhances the accuracy of maintenance planningand information for augmentedreality based mainte-nanceworkerassistance.UseofIoTasanenablerforcontinuous maintenance is still at its infancy. Fig. 40 shows a scheme for conditionmonitoringofengineeringsystemsusingIoTandcloud computing[192].WiththeIoTandthecloud,conditiondatafrom various modules of an engineering system distributed across multiplelocationscanbecollectedandanalysed togetherusing cloudbaseddatafusionanddataanalytics.Theknowledgeabout thesystemhealth can then befed backto thedesign team to achieveaclosedloopdesignprocess.
TherearestillseveralkeyopenissuesinIoTforitsadoptionin theindustryforthemaintenancesupport[14]:
Scalable, flexible, secureand affordablereferencearchitecture for IoT solutions with components, devices and systems. Standards organisation, such as IEEE, 3GPP and ETSI have developedIoTreferencearchitecturesfornetworkscalabilityand
high traffic capacity [40]. Major industrial players are also introducingtheirownreferencearchitectures.
AddressingandnamingofheterogeneousIoTdeviceswithina network.Althoughthereareseveralobjectnamingservices[38], thereisalackofknowledgeabouttherobustnessoftheservices.
Supporting IoT object mobility, where the objects within a manufacturingsystem(e.g.,productsinanassemblyline)move withtime.
MachinetoMachine(M2M)communicationsbetween hetero-geneous IoT devices [50] in terms ofrouting and end-to-end reliabilityisessential forefficient maintenance.In future,the networkcongestionhastobeaddressedinlargescaleIoTbased systems.
Intelligent and flexibleGateways (GWs) toconnect heteroge-neous devicesand tocaterfor differentcharacteristics ofthe devices.
Remotedeviceand datamanagement[187]withina resource constrained environment of IoT (e.g., memory, energy con-straints).Scalabilityofthedeviceanddatamanagementisgoing tobeamajorchallengeforthemaintenance.
Understandingtrafficcharacteristicswillbeamajorchallengeto maintainanIoTenabledmanufacturingsystem.
ProvidingsecurityfortheIoTenabledsystemsisacriticalissue.A seriesofproperties,suchasconfidentiality,integrity, authenti-cation,authorisation,non-repudiation,availability,andprivacy, mustbeguaranteedforIoTbasedfuturesystems[19,62].
StandardisationofIoTdevicesandthecommunicationinterfaces is alsoessential toperformeffectivecontinuous maintenance
[65].Ho¨lleretal.arguesforopenstandardstoaddresstheIoT scalabilityissue[65].
LongtermmanagementofbigdatafromtheIoTdevicesforthe maintenance purposes. Cloud based data storage is recently proposedtoaddressthischallenge[15].
CommonInternetprotocolsareunsuitablefortheInternetof Things,becauseresourcesondevicesarelimited.Securitykeys and algorithms have to be developed that allow for the autonomouscommunicationofdeviceswithlimitedIT-resources
[124].Cybersecurityof thecyber-physicalsystems is amajor topicofresearchinrecenttimes.Zhangetal.[197]haveidentified threemajorareasofcybersecuritythreats:awareexecutionlayer (i.e.,fromsensorsandactuators),datatransportlayer(i.e.,from
Fig.40.AschemeofconditionmonitoringofengineeringsystemsusingIoTand
[image:18.595.321.554.56.308.2]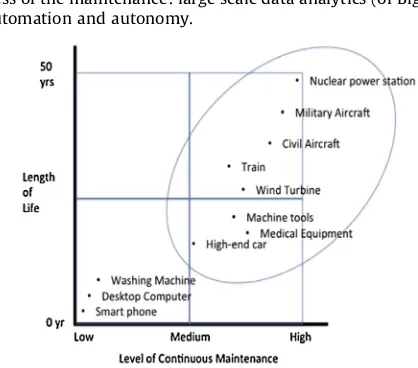
![Fig.on 2. Technological challenges that will affect manufacturing significantly (based [46,52,180]).](https://thumb-us.123doks.com/thumbv2/123dok_us/1458516.98540/3.595.88.502.473.767/fig-technological-challenges-affect-manufacturing-signicantly-based.webp)
![Fig. 14. An example cause and effect diagram for No-Fault-Found (NFF) conditions in electronic products [134].](https://thumb-us.123doks.com/thumbv2/123dok_us/1458516.98540/6.595.53.284.53.219/example-cause-effect-diagram-fault-conditions-electronic-products.webp)
![Fig. 17. A remote monitoring and maintenance system for machine tools [116].](https://thumb-us.123doks.com/thumbv2/123dok_us/1458516.98540/7.595.308.549.222.387/fig-remote-monitoring-maintenance-machine-tools.webp)
![Fig. 19. Categorisation of mechanisms for self-healing and self-repair [48].](https://thumb-us.123doks.com/thumbv2/123dok_us/1458516.98540/8.595.48.553.56.290/fig-categorisation-mechanisms-self-healing-self-repair.webp)
![Fig. change (c) cooling [111] comparison obstructionfromdelamination, ratewith2nddifferentialindicatingthetimeofpeak (blue)](https://thumb-us.123doks.com/thumbv2/123dok_us/1458516.98540/9.595.310.547.55.283/fig-change-cooling-comparison-obstructionfromdelamination-ratewith-nddifferentialindicatingthetimeofpeak-blue.webp)

![Fig. 25. Dry ice injector principle for cleaning [176].Source: Fraunhofer IPK.](https://thumb-us.123doks.com/thumbv2/123dok_us/1458516.98540/11.595.45.273.57.238/fig-dry-injector-principle-cleaning-source-fraunhofer-ipk.webp)
![Fig. between cycles [69] between cycles,interval (b)cyclesbeforeoffailureof15%CPLindryand50%RHasafunctiontime 50%relative humidity (RH) a function of time interval andas degradation: Cycles before failure of6%cationic polymer 31](https://thumb-us.123doks.com/thumbv2/123dok_us/1458516.98540/13.595.39.275.653.748/interval-cyclesbeforeoffailureof-cplindryand-rhasafunctiontime-relative-humidity-function-degradation.webp)
