Critical Review On Pull-In Of Aluminium In
Continuous Casting
R. S. Fegade, Dr. R. G. Tated, Dr. R. S. Nehete,
Abstract: This study offers a comprehensive review of the research articles related to the continuous casting for a selected grade of Aluminium alloys. Data were obtained from various articles between the years of 1976 to 2018 in journals and conference proceedings. Five categories have been distinguished based upon the studies of casting surface defects, casting speed effects, mould parameters, thermal and heat flow and other continuous casting survey. The most important defect produced is Pull-in of the casting which results due to improper control over solidification parameters. Many researchers discussed the issues of steel casting and rolling ingot defects such as crack, cold shut, run out, filter puncture and drag marks. Rare research work was found on the Pull-in problem in the rolling ingot of aluminum casting. Researchers attempted to solve this problem by CFD approach or by Finite element analysis approach for steel casting, but there is ample scope for modeling to be developed for many casting grades of aluminum alloys. So there is need to develop model for selected aluminum alloys continuous casting.
Index Terms: Aluminium Rolling Ingot, Continuous Aluminium Casting, Pull In, Rolling Ingot defect, shell zone , solidification. —————————— ——————————
1. INTRODUCTION
ONTINUOUS casting is the primary method in the production of Aluminium billets, blooms or slabs. In the continuous casting process, the molten aluminium pours from ladle through tundish to the water cooled mould by a submerged entry nozzle. The molten metal gets solidified into ‗‗semis‘‘ and subsequently pulled/rolled out into final product [1, 2]. The tundish also used as a refining vessel to float out detrimental inclusion which may cause surface defects and internal stress concentration during rolling operation. It is important to control the casting speed to avoid the defects in final mould. Casting speed needs to maintain same with incoming liquid metal, so the process ideally runs in steady state. The critical part of the continuous casting process is initial solidification process at the meniscus, where the surface of the final mould produced. An oil or mould slag can be added in this part to avoid the surface defects. In recent years, there is need to advancement in engineering and technology is to provide high quality of casting product to all leading manufacturing industries paper.
2
A
FRAMEWORK
FOR
CLASSIFICATION
This review paper summarises the studies on different parameters and defects in the direct chill casting process for aluminium alloys. Five different categories have been distinguished to study the casting defects and effect of various parameters. In casting process, mechanical and metrological problems arise due the various heat treatments and handing process.
2.1 Studies on casting surface defects
This theme deals with casting defects like longitudinal transverse crack, flat surface analysis, bubble damage and fracture study, scheduling problem in aluminium casting centre, air gap formation due to shrinkage, curvature as the
base of ingot for steel, oxide film defect, meniscus defect, porosity hydrogen, shrinkage porosity defect, non-invasive slag detection.
2.2 Studies on Casting speed effects
Casting speed effects on various factor in continuous casting like solidification behaviour, mushy region thickness.
2.3 Studies on Mould parameters
In the mould design various parameter affected like a gap between shell and mould, mould slag frication, mould filling, mould thickness etc.
2.4 Studies on Thermal and Heat flow
The included Thermal Stresses and Solidification Behaviour Stress, Deformation Temperature Flow, Super Heat Flow, Heat flow analysis, heat flux analysis etc.
2.5 Other continuous casting surveys
There are several other models and study can be found in continuous casting process such as metal quality, viscosity mathematical model developed, composite interface, materials properties, DOE techniques.
3 REVIEW
OF
LITERATURE
3.1 Studies on casting surface defects
The current understandings of casting surface defects from the recent studies are longitudinal transverse crack, flat surface analysis, bubble damage and fracture study, air gap formation due to shrinkage, shrinkage porosity defect, and non-invasive slag detection [3, 4]. Cracks are occurring on the surface and internal body are common in the continuous casting process. Surface cracks are serious dispute because it oxidizes more in rolled product; also it causes the strand to be scrapped due to longitudinal cracks. Strand causes thermal gradient and thermal stress. Longitudinal cracks may happen due to improper mould design and uneven cooling. Air gap formation continuous casting process between the solidified shell and wall has an adverse effect of process efficiency. Liquid metal changes the phase from liquid to solid state during solidification which causes the shrinkage in ingot, it causes the change in size of the final product. It reduces the quality of the continuous casting process. An extensive study on the surface defect during the continuous casting process C
————————————————
Prof. R. S. Fegade is currently pursuing PhD in Mechanical
engineering in Dr. Babasaheb Ambedkar Marathwada University,
Aurangabad, India, PH-9975758469. E-mail:
Dr. R. G. Tated, Department of Mechanical Engineering Matoshri
College of Engineering & Research Center Eklahare, Nashik, India. Email: [email protected]
Dr. R. S. Nehete, Department of Mechanical Engineering, SIES
has been tabulated in table 1. Researches were done an experimental and numerical study on the surface defects cause and their remedy. The surface roughness of the casting product can be predicted by the model developed by R. S. Taufik and S. Sulaiman [5]. They prepared a thermal expansion model for casted aluminium silicon carbide the squeeze casting method. Choudhari et al. [6] worked on designing of the feeder and optimized the location of the feeder for minimization of defects and compared the simulation result with the experimental trial. Batwara and Shrivastav [7] presented the relationship between factor and their responses using design of experiment techniques for the continuous casting product. For design of experiment analysis selected four factors in MINITAB software. In MINITAB software surface responded methodology use for finding the relation between factor and responses study.
Ravindra Pardeshi [8] focuses on the developing the model of a steady-state computational fluid dynamics (CFD) and Use this computational fluid dynamics (CFD) model for studied the
thermal fluid flow and solidified process this is helpful for identifying the best process parameters. While Du et al. [9] worked on the finite element (FEA) model for continuous casting slab and their mould. Malhotra and Kumar [10] discussed the casting defects that degrade the quality of the product. They studied different papers and find out main root cause of the casting. The above literature figures out that, most of the researcher covers the FEA and CFD model on heat treatment, thermal analysis, various defects for steel but limited research has been found on the pull in defect in selected grade of aluminium alloy. Hence, there is an ample scope for researcher to work in selected grade of aluminium alloy. So there is need to develop model for aluminium alloys in continuous casting process. Moulding temperature and casting speed are two critical parameters which affect the quality especially the solidification and cross-section. Cross-section largely decides the yield in continuous casting.
TABLE1
STUDIES ON CASTING SURFACE DEFECTS
Reference Main purpose of the study Criteria considered Remarks
Choudhari et al. (2014)
[5] To minimize the casting defects like as sink, shrinkage cavity and porosity by using appropriate feeding system. Vector Gradient Method (VGM), Auto Cast X Software Shrinkage Porosity Defect
Wu et al. (1988) [11]
To find out root causes of the formation of longitudinal cracks and surface cracks of 7039 aluminium alloy by the direct chill contiguous casting process.
Microscopic Analysis Cracks
Harada et al. (1990)[12]
To detect the transverse surface cracks were metallographic ally and the local segregation was found to be the origin of transverse surface cracks on continuously cast ingot and prevent the crack formation and segregation.
Metallographic Investigation Transverse Cracks
Mintz et al. (1991) [13]
To find the effect and relationship of hot ductility of steels on the problem of transverse cracking during continuous casting.
Tensile Testing Transverse Cracks
Fernandez et al. (1995) [14]
To the analysis of flat surface and on line defects detection
in continuously casting of aluminium. Automated Visual Inspection
Flat Surface Analysis Divandari and
Campbell (1999) [15]
To study the mechanism of bubble damage and fracture in
continuous castings. X-Ray Radiography
Bubble Damage And Fracture Study
Lee et al. (2000) [16]
To develop a mathematical model for the prediction of cracks in the continuously cast steel beam blank using coupled analysis of fluid flow, deformation behaviour of a solidifying shell, and heat transfer.
Fluid Flow, Heat Transfer Cracks
Gravel et al. [17]
To optimization of problems techniques for the solution of an industrial scheduling problem in aluminium continuous casting.
Continuous Horizontal Casting Process
Scheduling Problem In Aluminium Casting Centre Amin et al. (2003) [18] Study of air gap formation due to shrinkage molten metal in a continuous casting mould. Enthalpy Method
Air Gap
Formation Due To Shrinkage Williams et al. (2003)
[19]
Development of a model for the start-up phase of direct chill casting.
Operational Optimization, Computational Model
Dispinara et al. (2010)
[22] Degassing, hydrogen and porosity phenomena in A356 Degassing
Porosity Hydrogen YU and LIU (2010) [23]
Analysis of longitudinal crack on slab surface at straightening stage during continuous casting using the finite element method.
FEM, Solidification Analysis Longitudinal Cracks Zaloznik et al. (2011)
[24]
The model was presented to study the macro-segregation formation in the direct chill casting of aluminium alloy using transport mechanics.
Volume-Averaged Two-Phase Multistage Model
Micro-segregation Formation Lalpoora et al. (2011)
[25]
To find critical cracks size in several ingots at different
casting conditions using thermo mechanical simulation. Thermo-Mechanical Simulation Crack Katgerman and Eskin
(2011) [26]
In this study, they have considered main mechanisms of structure and defect formation during solidification of DC cast ingot.
Experimental Techniques
Defects Formation In Solidification Takacs et al. (2017)
[27]
To find a cost-effective non-invasive slag detection system which is based on the vibration signal measured during the casting.
Cumulative Sum (CUSUM) Control Chart
Non-Invasive Slag Detection
3.2 Studies on Casting speed effects
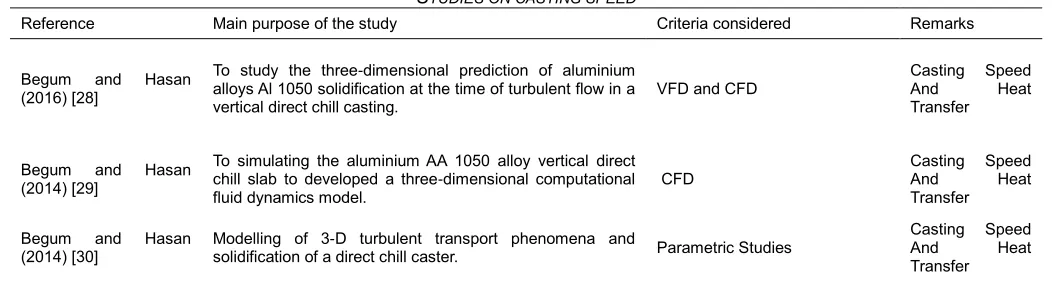
This section explains more about the effect of casting speed on the performance of the continuous casting process. The change in casting speed has a significant effect on for the formation of the defects in final cast such as bulging and cracks. These defects can be controlled by maintaining cooling and secondary cooling zone. Bulging, surface cracks may be found due to the high casting speed, while a metallurgical length of the strand can be increased with increase in casting speed. With increase in casting speed increases sump depth and eventually decreases the shell thickness. Also casting speed affect heat flux simultaneously, heat flux increases with increase in casting speed. The defect produced due to casting speed are reported and briefly discussed by many authors in table 2. Begum and Hasan [28] have presented the work for the effect of casting speed and heat transfer coefficient on the mould metal contact region on different parameters. The result presented and discussed in the form of velocity temperature, solid shell thickness as well as mushy layer thickness. Begum and Hasan [29] were performed 3-D CFD simulation for aluminum AA-1050 alloy in vertical direct chill slab caster with a submerged nozzle and a porous filter. Simulations were conducted by changing three different significant factors of the problem, namely, the casting speed from 40 to 100 mm/min, the effective heat transfer coefficient at the mould-metal contact region from 0.75 to 3.0 kW/(m2 K), and the Darcy number of the porous filter. They observed that low porosity filter causes velocity depicts almost uniform flow in the mould
region, which shows an admirable result with related to the casting of aluminium ingot. Hasan and begum [30] by considering 3D turbulent melt flow and heat transmission in liquid sump, vertical low head direct chill slab casting process was modelled for aluminum alloy AA-6061. Experimental results showed that only 10-15 % of heat from incoming melt was removed at the mould in vertical direct chill casting process, while 85-90 % of heat was taken out through secondary cooling by direct water injecting onto the emerging ingot. Formation of air gap decreases heat transmission rate from ingot to mould which further cause reheating of shell will promote to drag marks, segregation knot, surface cracks and mixed microstructure (fine/course). Maurya and Jha [31] were investigated effect of casting speed and superheat on steel slab in continuous casting by developing three-dimensional mathematical models. The study is based on investigation of solidification and heat transmission of steel within mould and in secondary cooling zone. Porosity method was implemented for the mushy zone to treat as porous medium. They were observed mushy region to find out shell thickness of solidified shell. The study reported that casting speed has a major effect on temperature distribution, while superheat has less effect on metallurgical length of strand and on temperature distribution. Higher casting speed has tendency to breakout of solidified shell and mould due to lack of slag film for lubrication between shell and mould.
TABLE2
STUDIES ON CASTING SPEED
Reference Main purpose of the study Criteria considered Remarks
Begum and Hasan (2016) [28]
To study the three-dimensional prediction of aluminium alloys Al 1050 solidification at the time of turbulent flow in a
vertical direct chill casting. VFD and CFD
Casting Speed And Heat Transfer
Begum and Hasan (2014) [29]
To simulating the aluminium AA 1050 alloy vertical direct chill slab to developed a three-dimensional computational fluid dynamics model.
CFD Casting Speed And Heat Transfer Begum and Hasan
(2014) [30]
Modelling of 3-D turbulent transport phenomena and
solidification of a direct chill caster. Parametric Studies
Maurya and Jha (2014) [31]
To developed three-dimensional mathematical models for the effect of the degree of superheat and casting speed.
3- Model, Degree Of Superheat And Casting Speed
Casting Speed And Heat Transfer
Garcia and Prates (1983) [32]
To develop the mathematical model describing the displacement of solid and liquid isotherm and the temperature distribution during continuous casting of binary alloy.
Mathematical Model Of Continuous Casting
Casting Speed, Solidification Behaviour
Li and Thomas (2004) [33]
Developing coupled finite-element m CON2D model, to simulate temperature, shape development and stress during continuous casting of steel.
Fem Model Casting Speed,
Turbalioglu and Sun (2011) [34]
To improve manufacturing parameters of the vertical
continuous casting method. Casting Parameters Casting Speed
Sadat and Gheysari (2011) [35]
To find the effects of casting speed on steel continuous
casting process. K-E Model,3-D Simulation Casting Speed
Zhang (2014) [36]
To analyze casting temperature and thermal deformation different casting processing parameters developed two-dimensional finite element (FE) models.
Twin-Roll Continuous Strip Casting
Casting Speed And Mushy Region
Thickness
Pardeshi (2017) [37]
To development of a steady-state computational fluid dynamics (CFD) model for treats fluid flow, solidification and heat transfer during more than one alloy direct chill casting.
Metal Distribution System, Casting Speed, CFD
Casting Speed And Heat Transfer
3.3 Studies on Mould parameters
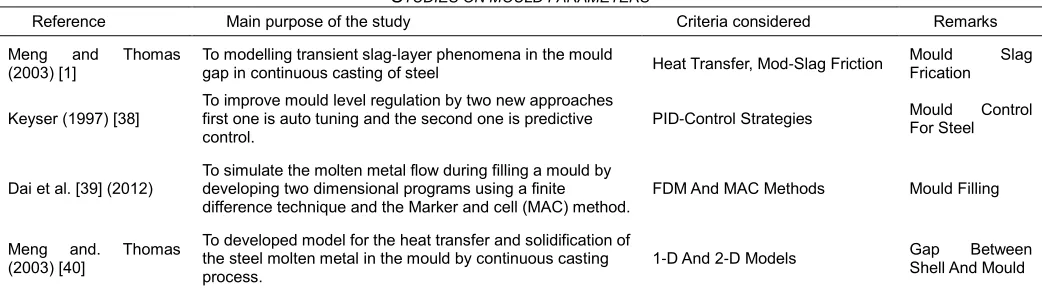
Table 3 explains the effect of mould parameters on the performance of the continuous casting process. Researchers work numerically and experimentally to investigate the effect. Keyser [38] were studied mould level regulation to improve surface quality of cast in continuous steel casting machine. Auto tuning and predictive control were introduced to improve mould level regulation for improvement of steel quality. The advantage of the model-based predictive control approach is its simplicity when retuning the loop in order to balance efficiently between robustness and performance. This method is useful where process characterized by large parameter variations during operations. Dai et al. [39] have developed a two-dimensional program using two methods viz. finite difference technique and the Marker and Cell (MAC) method to simulate the molten metal flow in a mould. Meng and Thomas [40] was studied a mathematical model for heat transfer and solidification process in continuous slab casting. The model consist treatment of the interfacial gap among the shell and mould, counting mass and momentum balances on
the solid and liquid interfacial slag layers, and the effect of oscillation marks. They reported that model describes higher casting speed increases heat flux through mould by two combined effects a thinner interfacial gap near the top of the mould and a thinner shell toward the bottom. Dai et al. [41] novel CRIMSON aluminum method was used to save potential energy. Casting industries uses an inconsistent amount of energy which results in inefficient processes used compared with its output. They reported that using a novel melting method instead of usual method in traditional foundries could save energy in the order of 43 GJ tonne (11.9MWh tonne) can for A354 alloy which can drastically reduce cost for casting process. Abuluwefa et al. [42] were investigated factors affecting solidification of steel in the mould during continuous casting of steel billets by using a mathematical model. Explicit finite element method was implemented to govern heat transfer equations for the solidification process. The magnitude of molten metal steel superheat entering to the mould is most effective factor on solidified steel thickness in the mould. The small thickness of mould wall affects thermal conductivity of mould material.
TABLE3
STUDIES ON MOULD PARAMETERS
Reference Main purpose of the study Criteria considered Remarks
Meng and Thomas (2003) [1]
To modelling transient slag-layer phenomena in the mould
gap in continuous casting of steel Heat Transfer, Mod-Slag Friction
Mould Slag Frication Keyser (1997) [38]
To improve mould level regulation by two new approaches first one is auto tuning and the second one is predictive
control. PID-Control Strategies
Mould Control For Steel
Dai et al. [39] (2012)
To simulate the molten metal flow during filling a mould by developing two dimensional programs using a finite difference technique and the Marker and cell (MAC) method.
FDM And MAC Methods Mould Filling
Meng and. Thomas (2003) [40]
To developed model for the heat transfer and solidification of the steel molten metal in the mould by continuous casting process.
X. Dai et al. (2012) [41] To the improvement of aluminium casting process control using of the new crimson process CRIMSON Process Mould Filling
Abuluwefa et al. [42] (2012)
To develop a mathematical model for factor affecting on solidification of steel in the mould during continuous casting
of steel billets. Mathematically Modelled Mould Thickness
3.4 Studies on Thermal and Heat flow
Study of process parameters and their effect to improve productivity is important but also it needs to concentrate on the elimination of the mechanical and metallurgical defects such as macro segregation, cracks in final cast. Heat transfers in continuous casting process have been hugely investigated in frequent studies. There is a large deformation of the slab and the related thermal stresses are the main attraction. Many researchers did a study on temperature profile during solidification process and evaluation of the solid shell during the liquid core reduction process. A CFD analysis was performed by authors to investigate the thermal stresses and deformations in it. Table 4 explains briefly the different effects of heat treatment in the performance of the continuous casting process. Du et al. [9] did analysis on non-uniform thermo-mechanical behaviours of slab during continuous casting. Heat flux was calculated by using inverse algorithm while temperatures by thermocouples. They reported that thermal and mechanical conditions of slab were not symmetric, reflected non-uniform nature of thermo-mechanical behaviors. Hasan and begum [30] by considering 3D turbulent melt flow and heat transmission in liquid sump, vertical low head direct chill slab casting process was modelled for aluminum alloy AA-6061. Computed results were obtained by controlling parameters like casting speed, superheats, cooling temperature of mould and effective heat transfer. Experimental results showed that only 10-15 % of heat from incoming melt was removed at the mould in vertical direct chill casting process, while 85-90 % of heat was taken out through secondary cooling by direct water injecting onto the emerging ingot. Formation of air gap decreases heat transmission rate from ingot to mould which further cause reheating of shell will promote to drag marks, segregation knot, surface cracks and mixed microstructure (fine/course). Choudhari et al. [43] developed a steady-state three-dimensional heat flow mathematical model to evaluate heat transmission in continuous casting. Compared to bulk motion of descending strand, axial conduction of heat was negligible. Computed results were relatively insensitive to the Effective thermal conductivity value within range of 1k to 7k.
Senthil and Amirthagadeswaran [44] have worked on to prepare AC2A aluminium alloy castings of an unsymmetrical component using squeeze casting process. The optimum squeeze casting conditions were also developed with mathematical models for the same process. Mazumdar and Ray [45] were carried out a study to control solidification process in continuous casting method by different parameters mainly heat transmission during solidification, friction and lubrication at the solid and liquid surface of solidifying shell. Mould oscillation aided by lubrication can minimize the friction and continuous release of shell from the mould. Friction among strand surface and mould wall below critical shell strength can minimize shell sticking and tearing. Seetharamu et al. [46] were studied solidification phenomena by modelling analytical model. Simulations were made by using Finite element method to evaluate heat transfer in Solidification process. They reported that Non-uniform shrinkage causes distortion in casting. Higher casting speed causes breaking and tears out of casting. Li et al. [47] were simulated fast roll casting process. Comprehensive Modelling of fast roll casting needed for understanding behaviour of parameters mainly flowing and temperature region of molten metal into casting tip, stress field used for simulation of casting process. A model for the temperature region of molten metal in casting tip and molten pool was established. Analyzed computer results showed that temperature distribution is comparatively smaller in the crystallized zone than rolling zone. Higher rolling velocity causes higher exit temperature which influences the length of the molten pool. Nowak et al. [48] were investigated a three-dimensional numerical analysis of the inverse boundary problem for CC (continuous casting) process of an aluminum alloy. Focus was on identifying heat fluxes along the external surface of ingot. A sensitivity analysis was implemented to evaluate the boundary condition retrieval in the inverse process. This technique was independent of mesh size, starting value of the assumed boundary condition and the maximum error of measurements used for calculations. They reported that the average percentage error in the sensors was noticeably fewer than the maximum percentage error of the numerically simulated measurements.
TABLE4
STUDIES ON THERMAL AND HEAT FLOW
Reference Main purpose of the study Criteria considered Remarks
Taufik and Sulaiman (2013) [3]
To develop of thermal expansion model for casted
aluminium silicon carbide. Thermal Expansion Model Thermal Stresses Du et al. (2018) [9] To develop mould and full scale finite element model for continuous casting. FEM Model, Inverse Algorithm Thermo mechanical Behaviours of Slab
Hasan and Begum (2014) [30]
To simulate a Low-Head (LH) vertical Direct Chill (DC) rolling ingot for the magnesium alloys AZ31 using three dimensional turbulent computational fluid dynamics (CFD).
Numerical Model Temperature Velocity Field and Choudhari et al.
(1993) [43]
To develop effective thermal conductivity by using steady-state three-dimensional heat flow model.
Mathematical Model For
Continuous Casting Heat Flow Senthil and
Amirthagades-waran (2012) [44]
To optimization of squeeze casting parameters using Taguchi method for AC2A aluminium alloy castings.
Squeeze Casting Process, Taguchi Method
Compression Mazumdar and Ray
(2001) [45] To control the solidification parameters depend on the solidification in continuous casting of steel. Solid–Liquid Interface Mode Solidification of Seetharamu et al.
(2001) [46]
To carried out the simulation of the shrinkage and thermal stresses of the continuous casting using finite element methods.
Fem Model Solidification Distortion Casting of
Li et al. (2003) [47] To model and simulate the fast roll casting process. Comprehensive Modelling Of Multi-Subjects Temperature Flow And Heat Transfer Nowak et al. (2009)
[48]
To do analysis for the identifying of the heat fluxes along
the external surface of the ingot. FEM Model Heat Flux F'redman et al. (1997)
[49]
To improve the temperature control in steel plant using a
suitable mathematical model. Mathematical Model Heat Flow
Lewis and Ravindran
(2000) [50] To develop finite element algorithms for the entire casting process. FEM, Solidification Analysis
Thermal Stresses And Solidification Behaviour
Zhan et al. (2005) [51]
To study and observe rheological behaviour of aluminium alloy and its influencing factors in physical simulation of continuous roll casting process.
Gleeble-1500
Thermal-Mechanical Simulation Tester Stress Deformation Wang et al. (2007)
[52]
To develop a finite difference model for finding temperature distribution and solid shell thickness profile of continuous casting.
FDM Model Temperature Flow, Super Heat Flow Behera and Kayal.S
(2011)[53]
To do computer aided analysis and experimental validation of solidification behaviour and detection of hotspots in aluminium alloy castings.
FEM And VEM
Solidification Behaviour And Hot Spot
Fabrizi et al. (2014) [54]
To determine the effect of cooling rate on morphological structure and chemical composition using several analysis techniques.
Optical Microscopy, Scanning Electron Microscopy, Energy Dispersive Spectroscopy And Backscattered Electron Diffraction.
Cooling Rate
Sahoo (2015) [55] To numerical study of the effect of process parameters on solidification of Al-33Cu strip in high speed using fluent software.
Fluent Software Pouring Temperature And Roll Study Yang et al. (2017) [56] To study and observe the cooling rate of micro-alloyed steel during continuous casting. Andersen-Grong Equation Cooling Rates
Zhang et al. (2017) [57]
To develop two-dimensional numerical models by fluent software for simulation of fluid flow, solidification behaviour and heat transfer molten metal of steel in the mould.
Fluent Software, VOF Model And K-Ε Model
Heat Transfer And Solidification
Motegi and Tanabe
(2018) [58] To invent a casting machine for semisolid alloy.
Horizontally Continuous
Casting Cooling Rate
3.5 Other continuous casting surveys
Shrivastav 2015 [7] were studied the effect of process parameters on the casting solidification by using CFD software ANSYS FLUENT. To find out relation between factors and their responses they have used surface methodology by using MINITAB software. For simulation turbulence model is very important for the analysis of solidification and melting process. Box-Behnken Design methodology was used for experiment generation by using Minitab software. They studied signal to noise ratio analysis and reported that solidus and liquids temperature has great impact while in solidification of cast in proper time. Dispinar and Campbell [59] were investigated study to know the effect of diffusers and casting techniques consisting of different degrees of turbulence. Metal quality changes in the holding furnace as a function of time during a pour. Metal quality improves by parameters like Casting density and bifilm index. By using diffusers and reducing turbulence to minimum metal quality were increased significantly and maintained throughout the casting operation. Change in high gas flow rates causes violent surface
casting with ultrasonic vibration process. High hardness can be obtained if cast aluminum alloys vibrated at high amplitude (240V). By increasing ultrasonic vibration (400 Hz) Vickers hardness of the heated mould continuous casting-ADC6 increases. Using ultrasonic vibration process increases tensile strength of HMC-aluminum alloys, hence they reported that mechanical properties changes by using ultrasonic vibration
process. Kaisarlis et al. [61] were presented a study on the DE agglomeration and dispersion of fine coal fly ash (CFA) reinforcing particles in an A380 aluminum matrix by means of a piston-actuated oscillating micro-grid mixing technique with particularly designed grid geometry by using an analytical, numerical model. Oscillating micro-grid produces a more even distribution of the micro-hardness in cast specimen.
TABLE5
OTHER CONTINUOUS CASTING SURVEYS
Reference Main purpose of the study Criteria considered Remarks
Batwara and Shrivastav (2015) [7]
The aim of this study is to numerically simulate the continuous casting products using commercial CFD software ANSYS FLUENT.
CFD Software ANSYS FLUENT,DOE Technique, Box-Behnken Design Methodology
DOE Techniques Dispinar and Campbell
(2007) [59]
To observe the effect of casting conditions on aluminium
metal quality. Metal Quality
Okayasu et al. (2015) [60]
To develop high-quality aluminium casting alloys using a new casting technology.
Heated Mould Continuous Casting (HMC) With Ultrasonic Vibration (UV)
Materials Properties
Kaisarlis et al. (2017) [61]
To study analytical, numerical and experimental on the process of breaking up agglomerates and dispersion of fine coal capacity ash reinforcing particles in an Al380 aluminium matrix using a piston actuated oscillating micro grid mixing method with a specially designed grid geometry.
Piston-Actuated
Oscillating Micro-Grid Mixing Method, Analytical, Numerical And Experimental Techniques
Oscillating Micro-Grid Mixing
Emley (1976) [62] To study the vertical and horizontal direct chill casting. DC Continuous Casting Reviews Casting Study
Yu et al. (2009) [63]
To observe the changes of viscosities of a series of mould fluxes with different additives and addition amounts were examined by a rotating viscometer.
Mould Fluxes
Viscosity Mathematical Model Developed
Jiang et al. (2011) [64]
To prepare three-layer composite aluminium alloy ingot of 4045/3004/4045 by direct-chill semi-continuous casting process.
DC Semi Continuous Casting
Composite Interface
4
CONCLUSION
The foregoing discussion gave an overview of the defects during the continuous casting process and effects of mechanical and metallurgical parameters on the continuous casting process. Different types of continuous casting methods were discussed by the authors with their performance analysis. Table 1 to 5 shows a summary of the effect of five different categories of the continuous casting process. Different types of defects and their causes were discussed. Mould design parameters and surface defects are serious issues during the solidification of the molten metal. The effect of thermal parameters on the performance of the casting process is also discussed. Different conclusions or finding were reported by different researchers to improve the performance and quality of the mould. Different mathematical models were proposed to capture the effects of performance parameters on the continuous casting process. It is interesting to note that, many researchers did not work on the design and develop the appropriate model of selected grades of aluminium casting and Simulation on selected grades of aluminium casting. There is a need to design accurate mould to reduce the problem of concave shape formation during continuous casting process. Optimization of mould design parameters by using various optimisation methods like Design of Experiments (DOE) and Taguchi method were studied by authors. Selection of the proper mould design for particular
grade of Aluminium alloys is important for achieving a good quality ingot.
REFERENCES
[1] Ya Meng and Brian G. Thomas, ‗Modelling transient slag-layer phenomena in the shell/mold gap in continuous casting of steel‘, Metallurgical and Materials transactions B, volume 34B, pp. 707-712, 2003.
[2] J. Williams, T. N. Croft, and M. Cross, ‗Modeling of ingot development during the start-up phase of direct chill casting‘, Metallurgical and Materials Transactions B, Vol. 34B, pp. 727-734, 2003.
[3] Latifa Begum, Mainul Hasan, ‗3-D CFD simulation of a vertical direct chill slab caster with a submerged nozzle and a porous filter delivery system‘, International Journal of Heat and Mass Transfer, Vol. 73, pp. 42–58, 2014.
[4] C. M. Choudhari, B. E. Narkhede, S. K. Mahajan, ―Casting design and simulation of cover plate using Autocast-x software for defect minimization with experimental validation‖, 3rd International Conference on Materials Processing and Characterisation, Procedia Materials Science 6 , pp. 86 – 797, 2014. [5] R. S. Taufik, S. Sulaiman, ―Thermal expansion model
Engineering, Vol. 68, pp. 392 – 398, 2013.
[6] C. M. Choudhari, B. E. Narkhede, S. K. Mahajan, ―Casting design and simulation of cover plate using Autocast-x software for defect minimization with experimental validation‖, 3rd International Conference on Materials Processing and Characterisation, Procedia Materials Science 6 , pp. 86 – 797, 2014. [7] Amber Batwara and Sharad Shrivastav, ―Effect of
process parameters on continuous casting products solidification using surface response methodology: a numerical study‖, European Journal of Advances in Engineering and Technology, No.2, Vol. 2, pp. 36-42, 2015.
[8] Ravindra Pardeshi, ―Computational model for multi alloy casting of aluminum rolling ingots‖, Journal of Manufacturing Processes, Vol. 21, pp. 23–29, 2016. [9] Fengming Du, Xudong Wang, Jingguo Fu, Xiaoguang
Han, Jiujun Xu & Man Yao, ―Inverse problem-based analysis on non-uniform thermo-mechanical behaviours of slab during continuous casting‖, International Journal of Advance Manufacturing Technology, Vol. 94, pp. 1189–1196, 2018.
[10]Vasdev Malhotra, Yogesh Kumar ―Casting Defects: A Literature Review‖, International Journal of Design and Manufacturing Technology (IJDMT), Volume 7, Issue 1, January-April 2016, pp. 60–62, 2016.
[11]C. S. Wu, ―causes of the formation of longitudinal surface cracks on the dc-cast 7039 aluminium alloy‖, Journal of Materials science, pp 606-610, 1988. [12]Shinzo Harada, Shigenori Tanaka, Hideyuki Misumi,
Shoz Omizoguch, Hiroshi Horiguch ―A formation mechanism of transverse cracks on cc slab surface ISIJ International‖, Vol. 30, No. 4, pp. 310-316. [13]B. Mintz, S. Vue, and J. J. Jonas, ―Hot ductility of
steels and its relationship to the problem of transverse cracking during continuous casting‖ International Materials Reviews, Vol. 36 No.5, pp. 187-220, 1991. [14]Carlos Fernandez, Carlos P1atero, Pascual Campoy,
Rafael Aracil, ―Automated visual inspection of non-smooth surfaces. Application to cast aluminium‖. IFAC Low Cost Automation, Buenos Aires, Argentina, PP. 234-240, 1995.
[15]M. Divandari, J. Campbell, ―The mechanism of bubble damage in castings‖, 1st International Conference on Gating, Filling and Feeding of aluminium castings , Opryland Hotel , Nashville TN, pp. 49-63, 1999. [16]Jung-Eui Lee, Tae-Jung Yeo, Kyu Hwan Oh, Jong-Kyu
Yoon, and U-Sok Yoon, ―Prediction of cracks in continuously cast steel beam blank through fully coupled analysis of fluid flow, heat transfer, and deformation behaviour of a solidifying shell‖, Metallurgical and Materials transactions A, Vol. 31A, pp. 225-237, 2000.
[17]Marc Gravel, Wilson L. Price, Caroline Gagne, ―Scheduling continuous casting of aluminium using a multiple objective ant colony optimization meta-heuristic‖, European Journal of Operational Research, Vol. 143, pp. 218–229, 2002.
[18]M. Ruhul Amin, Nikhil L. Gawas, ―Conjugate heat transfer and effects of interfacial heat flux during the solidification process of continuous castings‖, Journal of Heat Transfer, Vol. 125, pp. 339-348, 2003.
A. J. Williams, T. N. Croft, and M. Cross,
―Modeling of ingot development during the start-up phase of direct chill casting‖, Metallurgical and Materials Transactions B, Vol. 34B, pp. 727-734, 2003.
[19]Xiaogang Yang, Xiaobing Huang, Xiaojun Dai, John Campbell, Joe Tatler, ―Numerical modelling of the entrainment of oxide film defects in filling of aluminium alloy castings‖, International Journal of Cast Metals Research, No 6 Vol.17, pp. 321-331, 2004.
[20]Brian G. Thomas, ―Modeling of continuous-casting defects related to mold fluid flow‖, 3rd International Congress on Science & Technology of Steelmaking, Charlotte, NC, pp. 847-861, 2005.
[21]D. Dispinara, S. Akhtar, A. Nordmark, M. Di Sabatino, L. Arnberg, ―Degassing, hydrogen and porosity phenomena in A356‖, Materials Science and Engineering, Vol. 527, pp. 3719–3725, 2010.
[22]YU Hai-liang, LIU Xiang-hua, ―Longitudinal crack on slab surface at straightening stage during continuous casting using finite element method‖, J. Cent. South Univ. Technology, Vol. 17, pp. 235−238, 2010.
[23]Miha Zaloznik, Arvind Kumar, Herve Combeau, Marie Bedel, Philippe Jarry and Emmanuel Waz, ―‗influence of transport mechanisms on macro-segregation formation in direct chill cast industrial scale aluminum alloy ingots‖, Advanced Engineering Materials, No. 7, Vol. 13, pp. 570-580, 2011.
[24]M. Lalpoora, D.G. Eskina, D. Ruvalcaba, H.G. Fjaerd, A. Ten Catec, N. Ontijt , L. Katgerman, ―Cold cracking in dc-cast high strength aluminum alloy ingots: an intrinsic problem intensified by casting process parameters‖, Materials Science and Engineering A, Vol. 528, pp. 2831–2842, 2011.
[25]Laurens Katgerman, Dmitry Eskin, ―Developments in aluminium casting research‖, Guthrie Symposium Proceedings, pp. 177-181, 2011.
[26]Gergely Takacs, Karol Ondrejkovic, Gabriel Hulko, ―A low-cost non-invasive slag detection system for continuous casting‖, IFAC Papers Online 50-1, pp. 438–445, 2017.
[27]Latifa Begum, Mainul Hasan,‖3-D prediction of alloy solidification in the presence of turbulent flow in a vertical direct chill caster with a porous filter near the top‖, Applied Mathematical Modelling, Vol. 40, pp. 9029–9051, 2016.
[28]Mainul Hasan, Latifa Begum, ―Semi-continuous casting of magnesium alloy AZ91 using a filtered melt delivery system‖, Journal of Magnesium and Alloys Vol. 3, pp. 283–301, 2015.
[29]Latifa Begum, Mainul Hasan, ―Modeling of 3-d turbulent transport phenomena and solidification of a direct chill caster fitted with a metallic-foam-plated combo bag‖, International Journal of Thermal Sciences, Vol. 86, pp. 68-87, 2014.
[30]Ambrish Maurya and Pradeep Kumar Jha (2014), ―Effect of casting speed on continuous casting of steel slab‖, Int. J. Mech. Eng. & Rob. Res. No.1, Vol.1, pp. 13-21, 2014.
1983.
[31]Li C and Thomas B G, ―Thermo mechanical Finite-Element Model of Shell Behaviour in Continuous Casting of Steel‖, Metallurgical and Material s Transactions B, Vol. 35, pp. 1151-1172, 2004.
[32]Koray Turbalioglu and Yavuz Sun, ―The improvement of the mechanical properties of AA 6063 aluminium alloys produced by changing the continuous casting parameters‖, Scientific Research and Essays, No 6, Vol. 13, pp. 2832-2840, 2011.
[33]Mohammad Sadat, Ali Honarvar Gheysari, ―The effects of casting speed on steel continuous casting process‖, Springer Heat Mass Transfer Vol.47, pp. 1601–1609, 2011.
[34]Guang Ming Yuwen Zhang, ―analysis of casting roll temperature distribution and thermal deformation in twin-roll continuous strip casting‖, Journal of Manufacturing Science and Engineering, Vol. 136 pp. 1-5, 2014.
[35]Ravindra Pardeshi, ―Computational model for multi alloy casting of aluminum rolling ingots‖, Journal of Manufacturing Processes, Vol. 21, pp. 23–29, 2016. [36]R. M. C. De Keyser, ―Improved mould-level control in
a continuous steel casting line‖, Control Engg. Practice, Vol. 5, No. 2, pp. 231-237, 1997.
[37]X Dai, M Jolly, X Yang, J Campbell, ―Modelling of liquid metal flow and oxide film defects in filling of aluminium alloy castings‖, Materials Science and Engineering, Conference 1, Volume 33, Paper Number: 012073, 2012.
[38]Ya Meng and Brian G. Thomas, ―Heat transfer and solidification model of continuous slab casting: con1D‖ Metallurgical and Materials Transactions B, No. 5, Vol. 34B, pp. 685-705, 2003.
[39]X Dai, M Jolly, B Zeng, ―The improvement of aluminium casting process control by application of the new crimson process‖, IOP conference series: Materials Science and Engineering, Vol. 33, Item number 012009, 2012.
[40]H. T. Abuluwefa, M. A. Al-Ahresh, A. A. Bosen, ―Factors affecting solidification of steel in the mould during continuous casting of steel billets‖, Proceedings of the international Multi Conference of Engineers and Computer Scientists, Vol. 2, 2012. [41]Choudhary S K, Mazumdar D and Ghosh A,
―Mathematical Modeling of Heat Transfer Phenomena in Continuous Casting of Steel‖, ISIJ International, Vol. 33, pp. 764-774, 1993.
[42]P. Senthil1 and K. S. Amirthagadeswaran, ―Optimization of squeeze casting parameters for nonsymmetrical ac2a aluminium alloy castings through taguchi method‖, Journal of Mechanical Science and Technology, No. 4, Vol. 26, pp. 1141-1147, 2012.
[43]Mazumdar S and Ray S K, ―Solidification Control in Continuous Casting of Steel‖, Sadhana, Vol. 26, pp. 179-198, 2001.
[44]K N Seetharamu, R Paragasam, Ghulam A Quadir, Z A Zainal, B Sathya Prasad and T Sundarajan, ―Finite element modelling of solidification phenomena‖, Sadhana, Vol. 26, pp. 103–120, 2001.
[45]X. Q. Li, M. H. Huang, S. C. Hu, Z. H. Zhu, L. H. Zhan, J. Zhong, ―Modeling and simulating of the fast
roll casting process‖, Journal of Materials Processing Technology, Vol. 138, pp. 403–407, 2003.
[46]Iwona Nowak, Jacek Smolk, Andrzej J. Nowak, ―An effective 3-d inverse procedure to retrieve cooling conditions in an aluminium alloy continuous casting problem‖, Applied Thermal Engineering, Vol. 30, pp. 1140–1151, 2010.
[47]Tom P. F'redman, J. Torrkull, H. Saxen,‖A mathematical model of the heat loss of steel in a metallurgical ladle‖, Automation in the Steel Industry, Kyongju, Korea, pp. 193-198, 1997.
[48]R. W. Lewis _ and K. Ravindran, ―Finite element simulation of metal casting‖ International journal for numerical methods in engineering‘, vol. 47, pp. 29-59, 2000.
[49]Zhan Li-hua, Zong Jue, Li Xiao-qian, Huang Ming-hui, ―Rheological behaviour of continuous roll casting process of aluminium alloy‖, Central south Univ. Technol. No. 6, Vol. 12, pp. 629-634, 2005.
[50]Ying-chun Wang. Da-yong Li. Ying-hong Peng, Li-guang Zhu, ―Computational modelling and control system of continuous casting process‖, International Journal Advance Manufacturing Technology Vol. 33, pp. 1–6, 2007.
[51]Rabindra Behera, Kayal.S, Sutradhar G, ―Solidification behaviour and detection of hotspots in aluminium alloy castings: computer aided analysis and experimental‖, International Journal of Applied Engineering Research, No 4, Vol. 1, pp. 715-726, 2011.
[52]Fabrizi, Giulio Timelli, Stefano Ferraro, Franco Bonollo, ―Evolution of Fe-rich compounds in a secondary Al–Si–Cu alloy: influence of cooling rate‖, International Conference on Electron Microscopy", Cracow, Poland, pp.719-726, 2014.
[53]Seshadev Sahoo, ―Effect of process parameters on solidification of al-33cu strip in high speed twin roll strip casting- a numerical study‖, 4th National Conference on Processing and Characterization of Materials‘ IOP Conf. Series: Materials Science and Engineering ,Vol. 75, pp. 1-9, 2015.
[54]Liu Yang, Yang Li, Zheng-liang Xue, and Chang-gui Cheng, ―Influence of TI(C, N) precipitates on austenite growth of micro-alloyed steel during continuous casting‖, Modeling of Casting and Solidification Processes, No.5, Vol.14, pp. 421-428, 2017.
[55]Xu-bin Zhang, Wei Chen, and Li-Feng Zhang, ―A coupled model on fluid flow, heat transfer and solidification in continuous casting mold‖, Modeling of Casting and Solidification Processes - MCSP2017, Vol.14 No.5, September 2017, pp. 416-420, 2017. [56]Tetsuichi Motegi and Fumi Tanabe, ―Continuous
casting of semisolid AL-SI-MG alloy Continuous Casting‖, Edited by K. Ehrke and W. Schneider. © WILEY-VCH Verlag GmbH, Weinheim. ISBN: 3-527-30283-2, 2018.
[57]Derya Dispinar, John Campbell, ―Effect of casting conditions on aluminium metal quality‖, Journal of Materials Processing Technology, Vol. 182, pp. 405– 410, 2007.
continuous casting Technique with and Without Ultrasonic Vibration Metals‖, Vol. 5, pp. 1440-1453, 2015.
[59]Georgios Kaisarlis, Efstratios Tsolakis, Georgios Vasiliou, Vasileios Spitas, Zhandos Tauanov , ―Efficient oscillating micro-grid mixing of CFA-aluminium composite melts‖, Journal of Materials Processing Technology, PROTEC 15495, 2017. [60]E. F. Emley , ―Continuous Casting of Aluminium‖,
International Metals Reviews, pp.75-115, 1976. [61]X. Yu, G. H. Wen, P. Tang and H. Wang, ―Investigation
on viscosity of mould fluxes during continuous casting of aluminium containing trip steels‖, Iron making and Steelmaking, No. 8, Vol. 36, pp. 623-630, 2009. [62]Jiang Hui-xue, Zhang Hai-tao, Qin Ke, Cui Jian-zhong
, ―Direct-chill semi-continuous casting process of three-layer composite ingot of 4045/3004/4045 aluminum alloys‖, Trans. Nonferrous Met. Soc. China, Vol. 21, pp. 1692-1697, 2011.