International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 9, September 2017)
Performance Studies of CI Engine Using WCO based Biodiesel
Blend with Conventional Diesel
Pravinkumar D Patil
1, Aniruddha S Joshi
2, Masoomraja Z Mulla
3, D M Nangare
41,4Chemical Technology Division, Department of Technology, Shivaji University, Kolhapur, 416004, India 2Mechanical Engineering Division, Department of Technology, Shivaji University, Kolhapur, 416004, India
3
Energy Technology Division, Department of Technology, Shivaji University, Kolhapur, 416004, India
Abstract— Biodiesel, an eco-friendly fuel is an emerging alternative to diesel. Raw materials for this bio fuel are mostly edible and non-edible oils from vegetable sources. Production cost is one of the major problems to replace fossil fuel with such renewable option. However, for biodiesel production, waste cooking oil (WCO) as a raw material obtainable from kitchens, hotels and food industry may be a cheaper and abundantly available option. Disposal of such used oil causes serious environmental pollution. Therefore converting it into biodiesel reduces not only fuel costing but also burden of treating it to make it safe for environment.
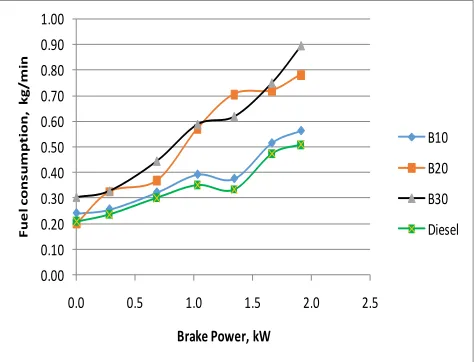
In view of this, the work undertaken here emphasizes on implementing Taguchi Design to optimize trans-esterification process. The optimum parameters investigated are alcohol to oil molar ratio 7:1, percentage catalyst 1%, reaction time 20 min and temperature 50C respectively. Biodiesel obtained with the synergy of these parameters has the highest yield of 75 %. Furthermore biodiesel quality is confirmed through testing and analysis. ‘Single cylinder CI engine’ testing with biodiesel blends namely B10, B20, and B30 shows encouraging results. It very well proves suitability of WCO biodiesel as a fuel for the purpose. Brake thermal efficiency of B10 blend is estimated to be 33% while it is 21% for B30. The fuel consumption in case of B10 is observed to be 0.56 kg/min while it is 0.9 kg/min for B30 blend. Hence, WCO B10 blend is noteworthy substitute to diesel fuel.
Keywords— Taguchi Design, Transesterification, WCO Biodiesel, CI Engine Characteristics;
I. INTRODUCTION
Transesterification is the most widely used path for biodiesel production. It is basically a sequential reaction that comprises of triglycerides reduction to di-glycerides further reduced to mono-glycerides which are finally converted to fatty acid esters. The order of the reaction may change with the reaction conditions. The main factors affecting the entire process are molar ratio of alcohol to glycerides, catalyst type and concentration, reaction time and temperature. Sometimes free fatty acids contents and moisture content of the raw material may also hinder the operation. The researches revel that the commonly accepted molar ratio of alcohol to glycerides is around 6:1.
Base catalysts are more effective than acid catalysts and enzymes. The recommended amount of Base is usually between 0.1 and 1% on weight basis of the oils. Higher reaction temperatures speed up the
Reaction and shorten the reaction time. Figure 1 shows transesterification of the raw materials to yield biodiesel along with glycerine as a by-product which may be separated from the reaction mixture. [5, 6]
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 9, September 2017)
224
II. MATERIALS AND METHODSA.Biodiesel preparation by transesterification method Feedstock of Waste Cooking Oil: The production of waste cooking oil is the function of frying temperature and length of use as well as the material to be used for fried. It is obtained from domestic, commercial and industrial sources from where it is normally disposed off into the environment after extensive use of the same for frying foods. This waste may be chosen as the best option to obtain biodiesel. General steps followed for obtaining biodiesel from waste cooking oil are described as following:
For methyl ester conversion, used oil about 100 ml is first preheated to 50C. Methanol (by volume) and solid catalyst (by weight) are mixed and stirred in a separate conical flask.
After that the stirred sample is added in preheated oil sample.
A batch reactor immersed in a water bath, capable to maintain (± 1C) required reaction temperature is used for transesterification. To mix the reactants properly a continuous shaker which converts the electric power into mechanical shaking is used at impeller speed 300 rpm. This is done at certain specified reaction times.
After transesterification the sample is taken in a separating funnel. The mixture is made to settle for twenty four hours and then the glycerol is separated.
Excess methanol and impurities are removed by washing the methyl ester with distilled water at 40C.
B.Taguchi design for process optimization
The Taguchi method uses a special design of orthogonal arrays (OAs) to study the entire parameter space with only a small number of experiments. The approach divides the factors into two categories: controllable factors and noise factors (Tong, Su, and Wang 1997). Controllable factors are created by manufacturers and cannot be changed by customers directly. Noise factors cannot be controlled by manufacturers directly and differentiate by customers environment and usage. In the present work, orthogonal array (OA) of L9 was employed to conduct optimization experiments considering percentage yield of biodiesel as the response variable. Each experiment was conducted for three trials. Percentage yield at end was obtained by mean yield among three trials.
All of the steps mentioned in 2.1 were repeated for control parameters namely different molar alcohol to oil ratio, base catalyst at different concentrations, different reaction times, and different reaction temperatures. The levels chosen for the experiments are as per table 1. In every experiment, glycerol separation from methyl ester by using separating funnel. The estimated biodiesel yield, an indicator of production capacity is considered as the response variable in the process of optimization. [3]
Table 1:
Control Parameters Selection for optimization
Sr. Process Control Parameters Level
1 2 3
A) Molar ratio (Methanol to Oil) 5:1 7:1 9:1
B) Concentration of catalyst (% weight of KOH
0.5 1.0 1.5
C) Time of reaction (min) 10 20 30
D) Temperature of reaction (C) 50 60 70
Sample calculation for Methanol and Oil Volume in one of the runs is given here:
Process Parameters: Molar Ratio for methanol to oil is 5:1 (level 1), Catalyst 0.5 (level 1), Time 10 min (level 1), Temperature 50C (level 1):
For 100 ml oil, molecular weight of oil = 856 g/mol. Hence, moles of oil =
Moles of methanol = 0.1168 = 0.584 moles Molecular weight of methanol = 32.04
Weight of methanol = 32.02 x 0.584 = 18.7 gm Alcohol Volume =
=
Therefore for the particular run , 5: 1 molar ratio, 100 ml of oil, Methanol: 24 ml, Catalyst 0.5 gm KOH, time chosen is 10 min and the temperature is 50C.
C.Methods of property testing of WCO biodiesel 1. Chemical properties
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 9, September 2017) Acid value: The acid value or acid number is defined
as the mg KOH required to make the free fatty acids neutral present in the one gram of sample. Fig. 1 is testing for acid value using method ASTM D 664. The acid number is quantity of base expressed as milligrams of potassium hydroxide per gram of sample required to titrate a sample to a specified end point. The acid number is a direct measure of free fatty acids in B100 [11].
The total acid value was measured for the different fuel samples by using the method described by Cox and Pearson, 1962. The procedure followed to determine the total acidity of different fuel samples selected for the study is described as below:
• Dissolve 1-10 grams of oil in the 50 ml of neutral solvent (mixture of 25 ml ether, 25 ml alcohol and 1 ml of 1% phenolphthalein solution and neutralize with N/10 alkali) in a 250 ml capacity conical flask. • Add a few drops of phenolphthalein and titrate the
contents against 0.1N KOH.
• Shake it continuously until a pink color of the solution is obtained which persists for atleast 15 seconds. During the study, three replications were made for each sample. The total acidity of fuel samples was calculated by using the following equation [11].
[image:3.612.331.553.127.303.2]
Av= Acid value, mg of KOH/g, M.B.R=Mean barometer reading, ml
Fig.1 Titration for acid value
Water content (Moisture content)
Fig. 2 shows the testing of water content. This testing is very important in biodiesel. Before biodiesel are use in the engine water content must be follow the standard to avoid damage. The standard ASTM method D2709 is max 0.005% [11].
Fig.2 Mostirer analysier
2. Physical properties
Properties are one of method to determine the standard of biodiesel. Biodiesel can check using density, viscosity, flash point, acid value and water content.
Density
[image:3.612.354.526.440.579.2]Fig. 3 shows how to measure density using pycnometer. The density of biodiesel at 15⁰C was found to be 87 g/cm3 that density is a function of temperature. It is calculate by measuring difference in weight of sample and pycometer [10]
Fig. 3.Density using pycnometer
Viscosity:
[image:3.612.50.285.463.636.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 9, September 2017)
[image:4.612.71.265.271.399.2]226
Too high a viscosity and the injectors do not perform properly. The viscosity of biodiesel can be predicted ± 15 % using the esters composition determined using ASTM D 6584. The viscosity apparatus to run D 445 is not critical to the QC laboratory, but it is valuable as a quick assay method for estimating the degree of completion for a reaction batch. The viscosity was analyzed by using Brookfield (LV-DV Prov). The RPM was set at 100 and was used for the analysis. The temperature of sample was at 40 0C. It was observed that, viscosity in centipoises was 2.38 and within acceptable range for WCO biodiesel [11].Fig.4 Brookfield Viscometer for viscosity of biodiesel
Flash and Fire Point Apparatus
[image:4.612.347.545.285.463.2]Fig. 5 show the equipment for testing combustion in biodiesel using method ASTM D93- Flash point closed cup apparatus. The flash point is defined as the ―lowest temperature corrected to a barometric pressure of 101.3kPa (760 mm Hg) at which application of an ignition source causes the vapors of a specimen to ignite under specified conditions of test‖ [11].
Fig. 5 Penksy marin open cup apparatus
Bomb calorimeter: The total heat of combustion of the biodiesel samples was as per IS: 1448 [P: 6]: 1984 and was determined with the help of Isothermal Bomb Calorimeter. Fig 6 is showing the isothermal bomb calorimeter which was used to determine the calorific value of biodiesel extracted from linseed oil. A fuel sample of 1 ml was combusted in the bomb of the calorimeter in presence of pure oxygen. The fuel sample was electrically ignited and as the heat was produced, there was rise in the temperature. This rise was measured accurately. The water equivalent (effective heat capacity of the calorimeter) was also determined by using the dry and pure benzoic acid as test fuels [11].
Fig. 6 Bomb Calorimeter
Testing and analysis of the WCO biodiesel
[image:4.612.69.273.524.678.2]International Journal of Emerging Technology and Advanced Engineering
[image:5.612.45.300.159.376.2]Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 9, September 2017) Table 2:
Property testing results of diesel and waste cooking oil biodiesel
D.Method of studying engine characteristics for the WCO biodiesel
The engine characteristics studied are power, fuel consumption and brake thermal efficiency. The fuels studied are diesel, biodiesel and its blends (B10, B20 and B30). The blends were prepared on volume basis. The B10 blend comprises of 100 ml of WCO biodiesel and 900 ml of diesel in a mixture of 1000 ml blend. The test matrix and specification of present work is as mentioned in table 3. It consists of single cylinder four stroke CI engine with CR of 17.5:1 at rated speed of 1500 constant RPM engine. The procedure used for calculation and study of characteristics is as below.
Sample Calculations
1. Brake Power: Let at 3 kg Load, V=185 volts, I= 10.5A
Power =
Hence, Brake Power =
= 1.94 (kW)
2. Heat equivalent to Brake power: at 1.94kW
:
= 1.94*60=116.4 kW/min
3. Quantity of fuel
;
= 0.51 (kg/hr.)
4. Heat Supplied=
H.S. = 0.51*40000 =20400 kJ/hr. =340 kJ/min
5. Brake thermal efficiency
BTHE=
:
Brake thermal efficiency =
[image:5.612.43.301.159.375.2]
= 34.23%
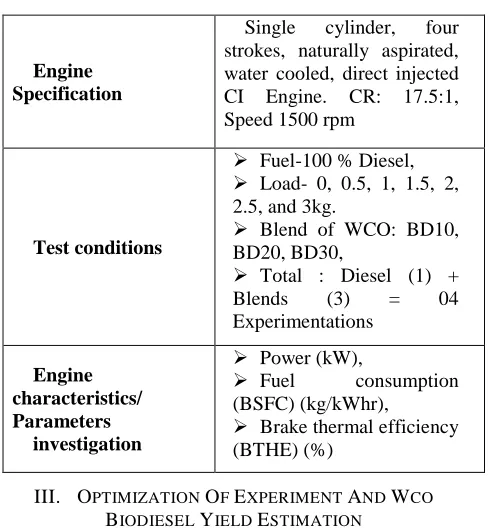
Table 3:
Engine specifications and test matrix
III. OPTIMIZATION OF EXPERIMENT AND WCO
BIODIESEL YIELD ESTIMATION
The optimization experimental runs were conducted in triplicate with the average of biodiesel yield found out there. [27]
Sr. No
Properties Unit Diesel (AST M D975)
WCO Biodiesel (ASTM PS 121) Chemical Properties
1 Acid Value mg
KOH/g 0.11 0.44
2 Cetane number - 46 52
3 Water content mg/kg <200 320 Physical Properties
4 Density g/cm3 0.800 0.868
5 Viscosity mm2/s 2.5 3.58
6 Flash point 0C >55 135
7 Fire point 0C 60 141
8 Calorific value KJ/kg 42,000 37531 Engine
Specification
Single cylinder, four strokes, naturally aspirated, water cooled, direct injected CI Engine. CR: 17.5:1, Speed 1500 rpm
Test conditions
Fuel-100 % Diesel, Load- 0, 0.5, 1, 1.5, 2, 2.5, and 3kg.
Blend of WCO: BD10, BD20, BD30,
Total : Diesel (1) + Blends (3) = 04 Experimentations
Engine characteristics/ Parameters
investigation
Power (kW),
Fuel consumption (BSFC) (kg/kWhr),
[image:5.612.327.572.334.599.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 9, September 2017)
[image:6.612.57.287.155.396.2]228
Table 4:L9 Orthogonal array (34)
The analysis of variance was conducted by using Minitab software version 13. The table 3 shows the data for the same
.
Table 5: ANOVA for the trails
IV. RESULT AND DISCUSSION
A.Transesterification process parameters optimization The analysis of variance for percentage yield it can be concluded that % yield is significantly affected by the change in molar ratio only. This is so because 69% maximum of percentage biodiesel yield is obtained at molar ratio of 7:1. However, too high molar ratio should be avoidable. This is due to at highest molar ratio of 9:1 least percent yield 59% was observed. This may be due to having more alcohol caused to increase in OH and water content in solution. This may require more catalyst, temperature and time for reaction. The other parameters like catalyst percentage, time and temp affected nearly similar significantly on percentage yield. Analyses also indicate that percent yield is not significantly changing from trial to trial. Thus, it can be concluded that the variation in percent yield is mainly due to change in molar ratio followed by catalyst percentage and time.
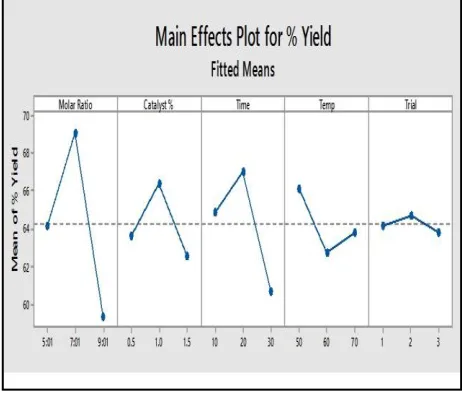
The graph of ‗factorial effect plots‘ shows these interesting findings. From the graph highest percentage yield is corresponding to 7:01 molar ratio, 1 % catalyst, 20 min time and 50C temperatures. Also, average percentage yield from this optimum parameters resulting maximum percentage yield is 67.2%.
[image:6.612.328.559.504.701.2]It was observed that, Expt. NO. 5 showed best result among all 9 experiments. It was noticed that optimized parameter are Methanol to oil molar ratio should be 7:1, KOH catalyst should be 1%, time should be 30 minute at 500C of reaction temperature. Also, this was obtained at maximum mean yield of waste cooking oil biodiesel as 69.64 %.
Fig.7: Factorial effects plots Sr.
no.
Control Parameters Yield % (Average of three trails)
A B C D
1. 5:1 0.5 10 50 66.31
2.
5:1 1.0 20 60 67.73
3.
5:1 1.5 30 70 58.59
4.
7:1 0.5 20 70 70.96
5.
7:1 1.0 30 50 69.64
6.
7:1 1.5 10 60 66.67
7.
9:1 0.5 30 60 53.76
8.
9:1 1.0 10 70 61.82
9.
9:1 1.5 20 50 62.58
Source DF Adj SS Adj MS F-Value
P- Value Molar
Ratio
2 423.6 211.801 4.68 0.025
Catalyst 2 68.76 34.378 0.76 0.484
Time 2 192.47 96.237 2.12 0.152 Temp. 2 56.48 28.204 0.62 0.549 Trial 2 3.67 1.835 0.04 0.960
Error 16 724.72 45.295
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 9, September 2017) The effect of molar ratio
One of the most important variables affecting the yield of ester is the molar ratio of alcohol to triglyceride. The stoichiometric ratio for transesterification requires three moles of alcohol and one mole of glyceride to yield three moles of fatty acid ester and one mole of glycerol. The molar ratio is associated with the type of catalyst used. An acid catalyzed reaction needed a 30:1
Ratio of alcohol to oil, while a alkali-catalyzed reaction required only a 6:1 ratio to achieve the same ester yield for a given reaction time. In present study methanol was taken as alcohol. The molar ratio were varied from 5:1, 7:1 and 9:1. The percent yield goes on increasing with increase in molar ratio. The 7:1 molar ratio showed maximum yield of 69%. However, 9:1 and 5:1 showed inferior result of 14% less yield of biodiesel.
The effect of catalyst
Catalysts are classified as alkali, acid, or enzyme. In present work 0.5%, 1% and 1.5% KOH catalyst were studied. The results showed that 1% catalyst gives more yield. The maximum 67% yield was obtained with 1% catalyst. However, 6% less yield was observed compared to other catalyst concentration.
The effect of reaction time
In this present work reaction times studied were 10, 20 and 30 minutes respectively. At 20 minute reaction time maximum yield of 67% was observed. However, too fast reaction and too slow reaction should be avoided. The too slow reaction time of 30 minute resulted for 61% yield. This is 9% less yield compared to average reaction time. This may result due to more condensation of water resulting into more glycerol formation and less oil is obtained. Also, too fast reaction was resulted into vaporization of oil and water into condenser and hence less yield.
The effect of reaction temperature
Transesterification can occur at different temperatures depending on the oil used. The temperature studied were 50, 60 and 70 0C respectively. For small volume lesser reaction temperature is feasible. The reaction temperature 50 0C showed maximum yield of 66%. However, 70 and 60 0C temperature showed lower yield of 63 and 62% respectively.
B.Results and discussions of engine testing Brake Thermal efficiency:
It is ratio of brake power at output to the heat supplied
[image:7.612.326.570.229.412.2]More is the brake thermal efficiency means quality fuel is given for combustion. It was observed that at B10 blend brake thermal efficiency was maximum at 30.80%. This value is approx 30% higher than BTHE of B30 blend at full load operations. This is so due to higher calorific value of B10 blends and less viscosity and density of fuel may support for better thermal efficiency and performance in IC engine.
Fig.8 Brake thermal efficiency of different blends vs brake power
Fuel Consumption Rate
Quantity of fuel consumed can be mentioned as mass or volume of fuel consumed for respective load or power. The graph below it can be seen that fuel consumption rate increases with increase in load. Also, among all blends B10 showed less fuel consumption and better performance.
Fig. 9 Fuel consumption of different blends vs. brake power
0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80 0.90 1.00
0.0 0.5 1.0 1.5 2.0 2.5
F
u
e
l
c
o
n
s
u
m
p
ti
o
n
,
k
g
/
m
in
Brake Power, kW
B10
B20
B30
[image:7.612.326.563.507.688.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 9, September 2017)
230
V. CONCLUSION The analysis of variance (ANOVA) data of % yield it can be concluded that % yield is significantly affected by the change in molar ratio only. Other parameters Catalyst %, Time, temperature do not significantly affect % yield.
Analysis also indicates that % yield is not significantly changing from trial to trial. Thus it can be concluded that the variation in % yield is mainly due to change in molar ratio followed by time.
Above findings are at 5% level of significance that is accuracy or confidence is 95%. The graph ‗factorial effect plots‘ also support above findings. From the graph highest % yield is corresponding to 7:01 molar ratio (33 ml methanol), 1 % catalyst (KOH), 20 min time units, and 50 0C temperatures.
It was observed that at B10 blend brake thermal efficiency was maximum at 30.80%. This value is approx 30% higher than BTHE of B30 blend at full load operations. This is so due to higher calorific value of B10 blends and less viscosity and density of fuel may support for better thermal efficiency and performance in IC engine.
Quantity of fuel consumed can be mentioned as among all blends B10 showed less fuel consumption and better performance.
Biodiesel is an eco-friendly fuel that may build rural economy. It is an emerging alternative to diesel fuel. Raw materials for this new fuel are mostly the oils of edible and non-edible seeds from the plants. But current problem for such a movement of replace of the fossil fuel by the renewable option is that the quality production of biodiesel has been costlier. However, waste cooking oil (WCO), raw material for biodiesel production may be a cheaper and abundantly available option which may be from hotel, food industry. Disposal of such used oil causes environmental issues. Use of such oil reduces not only cost of biodiesel but also the burden of environmental impact.
Acknowledgment
This research work was encouraged by administration and management of Shivaji University Kolhapur. We owe our special thanks to the Department of Technology Board of Governors who allowed us to use the facilities for this research work. Our thanks are also due to the World Bank, the Indian NPIU and Maharashtra SPFU for funding the Department of Technology through TEQIP that generated required facilities at the Chemical Technology and Energy Technology Divisions at the campus.
REFERENCES
[1] Varese, R.; Varese, M. Methyl Ester Biodiesel: Opportunity or Necessity? Int. News Fats, Oils Relat. Mater. 1996, 7 (8), 816-824.
[2] Mathur M. L., Sharma R. P., ―A course in internal combustion engines‖ Dhanpat-Rai publications, ND, 15th ed., (2005), pg. 3-9, 252-254.
[3] Ebenaza Godson.T, Vinoth.E, ―Biodiesel Production from Waste Cooking Oil‖, and International Journal of Students‘ Research in Technology & Management Vol 3 (8), November-December (2015), ISSN 2321-2543, DOI: 10.18510/ijsrtm.2015.383, Pg 448-450. [4] Hiba Abdalla Mahgoub, Nimir Ali Salih: Suitable Condition of
Biodiesel Production from Waste Cooking Oil–Al-Baha City – KSA, ISSN: 2321-3124 Vol.3 (May/June 2015 issue).
[5] Alemayehu Gashaw and Abile Teshita, ―Production of biodiesel from waste cooking oil andfactors affecting its formation: A review‖, International Journal of Renewable and Sustainable Energy 2014; 3(5): 92-98.
[6] Amin TalebianKiakalaieh, Nor AishahSaidina Amin, HosseinMazaheri ―A review on novel processes of biodiesel Production from waste cooking Oil‖, Applied Energy 104 (2013) 683–710.
[7] Nor Hazwani Abdullah, Sulaiman Haji Hasan, and NurrulRahmahMohdYusoff ―Biodiesel Production Based on Waste Cooking Oil (WCO)‖, International Journal of Materials Science and Engineering Vol. 1, No. 2 December 2013.
[8] Neha Patni, Shibu G. Pillai and Ankur H. Dwivedi, Analysis of current scenario of Biofuels in India specifically Diesel and Bio-ethanol. Institute Of Technology, Nirma University, Ahmedabad – 382 481, 08-10 December, 2011.
[9] Sergio Morais, Sandra Couto, António A. Martinsa, Teresa M. Mata, ―Designing Eco-Efficient Biodiesel Production Processes from Waste Vegetable Oils‖, 20th European Symposium on Computer Aided Process Engineering – ESCAPE20.
[10] Kathlene Jacobson, Rajesh Gopinath, LekhaCharanMeher, [11] Ajay Kumar Dala, ―Solid acid catalyzed biodiesel production from
waste cooking oil‖, Applied Catalysis B: Environmental 85 (2008) 86–91.
[12] Xiangmei Meng, Guanyi Chena, Yonghong Wang, Xiangmei Meng, Guanyi Chena, Yonghong Wang, ―Biodiesel production from waste cooking oil via alkali catalyst and its engine test‖ , Fuel Processing Technology, 89, ( 2008 ) 851 – 857.
[13] Gokhan Çayl, SelimKusefglu ―Increased yields in biodiesel production from used cooking oils by a two-step process: Comparison with one step process by using TGA‖, Fuel processing technology 89, (2008), 118 – 122.
[14] Magin Lapuerta, Jose M. Herreros, Lisbeth L. Lyons a, Reyes Garcia-Contreras, Yolanda Briceno, ―Effect of the alcohol type used in the production of waste cooking oil biodiesel on diesel performance and emissions‖, Fuel 87 (2008) 3161–3169.
[15] Marchetti J.M., A.F. Errazu, V.U. Miguel, ―Possible methods for biodiesel production‖, Renewable and Sustainable Energy Reviews, 11 (2007) 1300–1311.
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 7, Issue 9, September 2017)
[17] Mangesh G. Kulkarni and Ajay K. Dalai, ―Waste Cooking Oils An Economical Source for Biodiesel: A Review‖, Ind. Eng. Chem. Res. (2006), 45, 2901-2913.
[18] Mofijur M., Masjuki H.H., M.A.Kalam, A.E.Atabani, M. Shahabuddin, S.M. Palash, Hazrat M.A., ―Effect of biodiesel from various feedstock‘s on combustion characteristics, engine durability and materials compatibility: A review‖, renewable and sustainable energy reviews 28 (2013) 441–455
[19] Zhang Y., Dub M.A., McLean D.D., Kates M., ―Biodiesel production from waste cooking oil: Process design and technological assessment‖, Bioresource Technology 89 (2003) 1–16.
[20] Yong Wang, Shiyi Ou, Pengzhan Liu, Feng Xue, Shuze Tang, ―Comparison of two different processes to synthesize biodiesel by waste cooking oil‖, Journal of Molecular Catalysis A: Chemical 252 (2006) 107–112.
[21] Parag Saxenaa, SayaliJawaleb, Milind H Joshipurac, ―A review on prediction of properties of biodiesel and blends of biodiesel‖, procedia engineering, 51 ( 2013 ) pg.no.395-402