Int .I Adv Manpf Technol DOI 1 0, I 007/s0017 0-01 4-607 3 -3
on$6$Aqf
ARTICLE
Survey on computer-aided
process
planning
Yusri
Yusof .Kamran
Latif
Received: 17 September 2013
I
Accepted: 16 June 2014 @ Springer-Verlag London 2014Abstract
Computer-aided processplanning
(CAPP)is
theapplication
of
the
computerto
assist process planners inthe planning functions.
It
is
considered asthe
key
tech-nology
for
computer-aideddesign
(CAD)
andcomputer-aided manufacturing
(CAM)
integration. Nowadays, due todynamic market and business globalization, CAPP research faces new challenges.
In this article,
an attemptis
made toprovide
a comprehensive surveyon
CAPP
basedon
fea-tures, knowledge,
artificial
neural networks, geneticalgo-rithms (GA),
fuzzy
settheory
andfuzzy logic,
Petri
nets(PN),
agent, Internet, standardfor
the
exchangeof
prod-uct
data (STEP)-compliant method, andfunctional
blocks(FB)
method/technologiesfor last
12
years (2002-2013).The aim
of
this
paperis to
provide
an up-to-date surveywith
graphical representationfor
easy understandingof
the past, present, and futureof
CAPP. The designof
this paperincludes a
brief introduction
of
CAPP
andits
approaches, methods/technologiesof
CAPP, surveyon
CAPP, discus-sion, and conclusion.Keywords
CAPP .Approaches'
Method/technologiesI
Introduction
The use
of
computer technologyfor
process planning wasinitiated four
decades before. Since then, there has been aY. Yusof (M) . K. Latif
Faculty of Mechanical and Manufacturing Engineering, Universiti Tun Hussein Onn Malaysia, Batu Pahat, Johor, Malaysia
e-mail: yusri @uthm.edu.my
K. Latif
e-mail: [email protected]
Published online: I
I
July 2014large amount
of
researchwork
carriedout
in
the areaof
computer-aided process
planning
(CAPP). Oneof
the rea-sonsfor
this
is
therole
of
CAPP
in
reducing throughouttime
andimproving
quality
[].
CAPP
is
the
applicationof
the computerto
assist process plannersin
the planning functions.It
is
considered as the key technologyfor
com-puter
integratedmanufacturing
(CIM).
It
consistsof
thedetermination
of
processes and parameters required tocon-vert
ablock into
a finished partlproduct
[2].
The processplanning activities includes
interpretationof
design data,selection, and sequencing
of
operations to manufacture thepartlproduct, selection
of
machine and cutting tools,deter-mination
of
cutting parameters, choice ofjigs
and fixtures,and the calculation of the machining times and costs
[1,3].
There
aretwo
basic
approachesto
CAPP:
variant andgenerative [4]. From these two basic approaches, the variant approach continues to be used by some manufacturing com-panies. Nowadays, the trend is toward a generative approach t1, 51.
1 .1 Variant approach
Also
called asretrieval
approach,it
uses a grouptechnol-ogy (GT)
codeto
selecta
generic processplan
from
theexisting master process plans developed
for
each partfam-ily
and the edits to suit the requirements of the part [6]. Thevariant approach
is commonly
implementedwith
GT
cod-ing system. Here, the parts are segmented into groups based on
similarity,
and each group has a master plan. The advan-tagesof
this
approachis
the easeof
maintenance, but the lack of an on-time calculation of manufacturing process andquality of the process plan
still
depend on the knowledgeof
a process planner and
it still
requires manual inputsfor
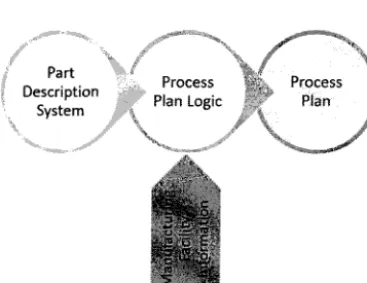
the establishment of the mass data into manufacturing processes[3]. Figure 1 shows the variant approach to CAPP.
;'' Process
Process Plan
M.'
Plan''l'\letrievel
Fig.
1
Variant CAPP approach1.2 Generative approach
In
this
approach,a
processplan
for
each component iscreated
from
scratchwithout
human intervention.
These systems are designedto
automatically
synthesize processinformation
to
developa
processplan
for
a parl.
Thesesystems contain
the
logic
to
use manufacturing database and suitable part description schemes to generate a processplan
for
a particular part [3,4].
Generative approachelim-inates disadvantages
of
the variant
approach and bridgesthe
gap betweenthe
computer-aideddesign
(CAD)
and computer-aided manufacturing(CAM).
The
bottleneckof
this approach is the
difficulty in
obtaining useable featuresand the
difficulty in
representing, managing, andutilizing
human expertise. Figure 2 shows the generative approach to CAPP.
2 Method/technologies
of CAPP
This
survey
is
based
on
the ten
established
meth-ods/technologiesof
CAPP namely feature-based technolo-gies, knowledge-based systems,artificial
neural networks,genetic algorithms
(GAs),
fuzzy
set theory and
fuzzylogic,
Petri nets (PNs), agent-based technologies, Internet-based technologies, standardfor
the
exchangeof
prod-Part
,Description :.'...'
System
.\
Fig,2
Generative CAPP approach0
Springeruct
data (STEP)-compliant method, and functional blocksto
overcomes
the
issues
of
machining operation,
tooland machine selection and sequencing, feature extraction,
reorganization, interpretation and
representation,knowl-edge
integration,
representation,acquisition and
sharing,setup planning, energy consumption,
linear
and
nonlin-ear
planning, integration
of
product and
manufacturingdata,
intelligent tool
path
generation,optimization
prob-lems,
intelligent
decision making and
sharingof
knowl-edge, integration
of
process
planning and
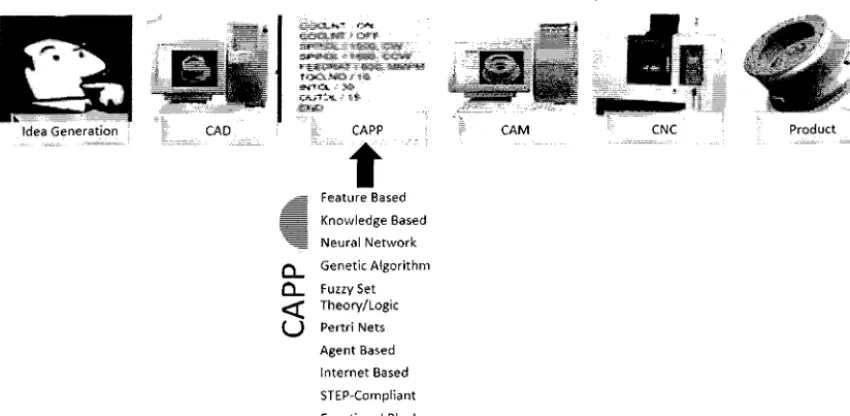
scheduling,etc. Figure
3
showsthe
use
of
CAPP
in
manufacturingcycle.
Feature technology plays a key
role in
process planningwith
two approaches: feature recognition and design byfea-tures.
This
approach has been adoptedby
many
processplanning
systems,due
to
its
ability to
facilitate the
rep-resentation
of
various types
of
part
datain
a
significantform
to
drive
automatedCAPP.
Knowledge-basedtech-nology
allows
the
capturing
of
knowledgefrom
expertsand
is
able
to
simulate
the
problem-solving
skills
of
ahuman expert
in
a particular
field.
Neural
networks havean
ability to
recognizetransitional
and complex featureswithout feeding
any pervious knowledgeinto
the system,and they also have the
ability
to derive rules or knowledgethrough
training
with
examples and canallow
exceptions and irregularitiesin
the knowledge. Genetic algorithms are generally good atfinding
acceptably good solutions toprob-lems quickly.
They do not
need gradientinformation
orsmooth functions, and they have
to
becarefully
structured and coded. Agent-based approach offers some uniquefunc-tionality for
distributed product design and manufacturing.The fact
that processplanning
for
a complex part can bebroken
down
into
smallerplanning
problems makes theseproblems
manageableby
a
number
of
intelligent
agentsworking
in
cycle.Fuzzy
logic
andPetri
nets technologiesare used
in
CAPP
by
combining
with
other technologiesto
offer
better solutions. Internet-based technology enables engineersto
achieve the dynamictool
and machineselec-tion,
thusaiding
in
the existingCAPP
systemto
generaterealistic
and economical process plans.It
also allowspro-cess planners
in
any industry
to
reactto
any unexpected changes andto
support the data exchange betweendiffer-ent systems used at
different
companies. STEP-compliantin
CAPP
leadsto
the likelihood
of
using
standard datathroughout the entire product process chain in the
manufac-turing atmosphere, hence increasing the system's capability of integrating
with
other systems in the completeCIM
envi-ronment. Thefunctional
blocks approach plays active role in CAPP in response to shopfloor
uncertainty becausefunc-tional block
(FB)-embedded algorithms can make decisionadaptively
to
changesat run time
andcan be
integratedwith
dynamic scheduling and STEP-numerical control (NC)system. 6T
Code
Process Plan Logic
[image:2.593.47.247.41.162.2] [image:2.593.62.246.545.687.2]Int J'Adv Manuf Technol
ldea Generation
ws{ffi,$ds r *{trs
ryqmrtr {w..{w sss4sss i ttssw. 4#w
f {.SdMSif { d$d[. tMld{e tiSkw! {& #&d;
CAPP
I
Feature Based
Knorvledge Eased Neural Network Genetic Algorithm
Fuzzy Set Theory/Logic Pertri Nets Agent Based Internet Based
STEP-Compliant Functional Blocks Fig.
3
Use of CAPP in manufacturing cycle3 CAPP survey
The importance
of
CAPPin
a manufacturingfacility
can-not be underestimated. One
of
the reasonsfor
this
is
thatit
provides alink
between design and manufacturing and reducesthe
time
andcost and improves
the quality
[7].The CAPP area has been greatly developed
in
the last three decades.In this
section,a
snapshotof
the past
and cur-rent surveyin
thefield of
CAPP
is
presentedby
dividing
it
into
two:
Sections3.1
and 3.2.The aim
of
this
sectionis to
provide a
comprehensivereview
on
CAPP
technol-ogy:
pastwork
is
discussedin
the
Section3.1,
whereasthe
Section3.2
presentsthe
survey
of
the last 12
years based on work of the above-stated methods/technolosiesof
CAPP.
3.1 Past survey
The idea
of
developinga
processplan
using
computerswas
presentedby
Niebel
[8]
in
1965.
In
1984,
Haroldpresents the
first
review article on CAPPin
which
scholars discussed about the approaches and strategiesfor
structur-ing
manufacturing methods and data developmentfor
the developmentof
a generative type-automatedplanning
sys-tem. That article also outlines the anticipated developmentof
a
"common
languageof
geometry"
to
relate
apart
tothe process and development
of
CAD/CAM
systems thatincorporated CAPP
[9].
In
1988,Ham
andLu
presents an assessment of CAPP status and appropriately stated that thedirection of future research lies on the integration of design,
manufacturing, and
the
useof
artificial
intelligence
(AI)
technologies
[0].
In
thefollowing
year, themost
signifi-cant survey
of
thattime
was accomplishedby Atling
and Zhang, which indicated that thedifficulty
in
the integration$W
of CAD with
CAPP is due to the lackof
common methodsto represent geometric entities. In this survey, the author also
recognized
AI
technologies as acrucial
technologyin
thedevelopment
of
aneffective
process planning system and also pointed out the importanceof
the learning systems andidentified
an ideal approach to integrate all the information involvedin
productionof
a partinto
a single database. Theauthors also
highlighted the
issueof
interfacing
betweenCAPP
andCAM
and other computerized productionsys-tems such as
NC tool
path, MRP,production
simulation, etc.I
l].
In
the same year, a surveyof
the
128 systemsof
CAPP was in print by Gouda and Taraman, which highlights
the
four
typesof
CAPP
systems: variant, semi-generative,generative, and expert process planning system I I 2].
In the year 1993, a survey was conducted by ElMararghy
in
which the
issuesof
quality
andevolving
standards are addressed. That survey also included the major developmentthrust
in
CAPP,evolving
trends, challenges, integrationof
design,
and production planning
[13].
In
the
same year, Eversheim and Schneewinf suggest that the future of CAPPdevelopment
is
an extensionto
assembly planning,func-tion
integrationwith
NC
programming, useof
AI
methodsin
decisionmaking,
and useof
database sharingfor
dataintegration
with CAD
[14].
In
year 1995, an overviewof
the techniques and
the
role
of
process planning wasdis-cussed
by
Kamrani
et al. That
article
alsohighlights
thecritical
issues and the characteristics associatedwith
evalu-ation and selection
of
a CAPP system[5].
In thefollowing
year, a comprehensive
review on
CAPP was published by Leung,in
which the
author observedthat solid
modelingin
CAPP systemsis
not
as adequate as anticipated, hencethe
revitalization
of
variant process planning systems. The scholars believed thatit
is logical
that future processplan-ning
systemsbe
built on intelligent
system architecturesW
o-U
[image:3.594.71.496.43.251.2]with
AI
techniques[6].
In
1997, an 8-year survey(1990-1997) was
in
print by
Cay and Chassapis,which
providesan overview
ofmanufacturing
features and featurerecogni-tion
techniqueswith
CAPP research[17].
In
thefollowing
year, a review was presented
by
Marrie
etal., which
cov-ersthe literature
from
1989to
1996.In
that
article,
the advantages and disadvantages of the systems were discussedwith
the generative approachhighlighted [18].
After
a
10-year gap,
Xu
et al.
presented anarticle which
provides a comprehensive review on CAPP technologies developedfor
machining since
the
1990s,but mostly after
2000.In
that article, the researchers provided an up-to-date reviewof
theCAPP research
works, a
critical
analysisof
journals
that published CAPP researchworks,
and an understandingof
the future direction in the
field
[19].3.2 Present survey
In
this
section,
the
entire
work
is
presented
in
two
subsections;
each subsection
is
composed
of a
6-yearsurvey
basedon
mentioned methods
and
presents theentire
survey
into
graphical
representation
for
easyunderstanding.
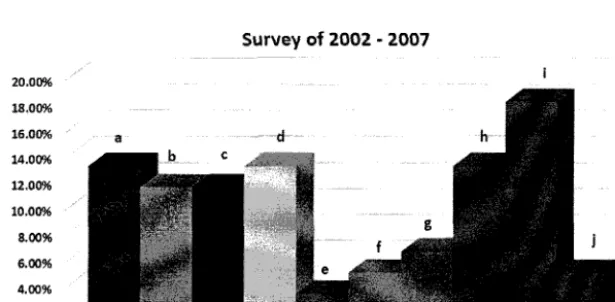
3.2.1 Suney of 2002-2007
This
subsection presentsthe
survey
of
CAPP
work
dur-ing
2002-2007
period
basedon
stated methods, while
the
graphical representation
of
this
survey
is
shownin
Fig.4.
I.
Feature basedln
year 2002,[20]
suggest a methodol-ogyto
extract user-specific featuresfrom
generic features.This
is
achievedby
specifying
patternsfor
these specific features.[21]
also
did a work on
feature-based technol-ogy and developed a generative CAPP systemfor
prismaticparts. The scholars have divided the system
into
three mod-ules: thefirst
concernswith
featureextraction,
while
thesecond and
third
concernwith
the setup planning, machineselection,
cutting
tool
selection,cutting
parameterselec-tion,
and generationof
processplan
sheet.Later
in
year 2003, a generic CAPP support system (GCAPPSS) waspro-posed
by
[22], which invokes a set of algorithms that enablefeature extraction,
recognition, coding,
classification, anddecomposition.
In
year
2004, Gonzalez and Rosado pre-sented aninternal
featuremodel
for
process planning by using STEP AP224 features to represent information aroundthe machining
featuresfor
processplanning without
theuse
of
geometricentities
[23].
Later
in
year
2005, Wooet al.
integrate three feature recognition
methods: graphmatching, cell-based
maximal
volume decomposition, and negative feature decomposition to develop a hybrid featurerecognizer
for
machining
processplanning
[24].
In
year2006,
Hou
and Faddis investigated the integrationof CAD
CAPP/CAM
based on machining features [25]. In the sameyear, Wang
et al.
presented adifferent
approach as a partof their
distributed process planning (DPP) system [26].In
this
system,a
two-layer
hierarchyis
consideredto
sepa-rate the generic data from those that are machine specific inDPP.
Machining
process sequencingis
treated asmachin-ing feature sequencing
within
the context. In year 2007,Lee etal.
developed a projective feature recognition algorithm that outputs featuresthat
can bedirectly
usedfor
processplanning [27],
2.
Knowledge
basedIn
year
2002, Zhao
extendedAre-zool
knowledge-based system expert computer-aided toolselection
(EXCATS)
by
integrating
it
with a CAD
sys-tem [28, 29].
This
systemis
capableof
processingCAD
data and automatically generates the component
representa-tion
file for EXCAIS. In
year 2003, themajority
of
workis
carried
out on
a
knowledge-based methodof
CAPP.Park
discussedthe
knowledge-capturing methodologyin
process
planning
basedon
three submodelsof
knowledgeidentifications
[30]. Jia
et
al.
also
adoptedthe
object-oriented technology to represent setup process information,
Fig.
4
Graphical representation of 2002-2007 survey: (c) feature based, (b) knowledgebased, (c) neural networks, (d)
genetic algorithm, (e) ftzzy sel theory/logic, (/) Petri nets, (g)
agent based, (ft) Internet based, (i) STEP-compliant, and (/) functional block
zo.ov)6
18.0096
16.0S6 :.4,Ogx xt,0s6 10.0w
8.00%
6.0096
4,6% z,w%
o.oo%
Survey
of
20OZ - 2007Q
Springer [image:4.594.216.524.544.695.2]Int J Adv Manuf Technol
process decision knowledge, and decision procedure
con-trol
knowledge[31].
Grabowik and Knosala
presented amethod
of
knowledge representationin
the
form
of
a
setof
objects[32]. Later
in
year 2004,Gologlu
extended thehybrid
CAPP
systemcalled
pro-planner
and
developedan efficient
heuristic
algorithm
for
finding
near-optimal operation sequencesfrom all
available process plansin
a machine setup[5].
In
this
approach, afour-level
hierarchywas
used: featurelevel, machining
schemelevel,
opera-tion
level,
andtool
level.
In
year2007,
[33]
presents an approachto
develop a road map method based onknowl-edge.
The
authorsconclude
that the
road-map
methodcan introduce
flexibility
and dynamics
in
the
manufac-turing
processes andalso
simplifies
the
decision-makingprocess
in
production planning. Later,Liu
and Wangpre-sented
a
hybrid
approachto
combine
knowledge-basedrules
and
geometric reasoningrules
for
the
purposeof
sorting
out
the sequenceof
interacting prismatic
machin-ing
features[34].
In
the
same year, Denkenaet al.
alsoworked on knowledge-based system and described a holis-tic process planning model based on an integrated approach
combining technological
and
business
considerations t15 lIJJ l.
3. Neural
network In
year 2002, themajority
of
work
wascarried
out on
neural networks
by
different
researchers. Yahia et al. presented a feed-forward neural network-basedsystem
for
CAPP
[36]. Balic
and Korosec addressed theissue
of
intelligent
tool
path generation[37].
The aim
of
this work is to show that
artificial
neural network is able toestablish a desirable
milling
tool
path strategyor
sequencefor
free
surfacemachining.
In
the
same year, Devireddyet al. presented an approach
to
overcome somelimitations
of
decision trees and expert system-based approaches [38].Scholars have developed a three-layer neural
network for
selection
of
machining operationsfor all
the features at atime
by
takinginto
consideration theglobal
sequencingof
operations across
all
the featuresof
a part. Later
in
year2005, Korosec
et
al.
proposeda
neural
fuzzy
model
that uses the concept of feature manufacturability toidentify
and recognize the degreeof
difficulty
in
machining. The modelwas
createdby
meansof
construction parametric
fuzzymembership functions based on the neural network learning
process [39]. In the same year,
Ding
et al. proposed an opti-mization strategyfor
process sequencing[40].
The authorsused
an
artificial
neural network
to
allocate the
weightsfor
threemain
evaluatingfactors
of
process sequencingto minimize manufacturing cost,
time,
and sequence rules.In
year 2006,[41]
used the back-propagation neuralnet-work
methodfor
the
selectionof
all
possible operationsfor
machiningrotationally
symmetrical components.In
thefollowing
year,
Amaitik and
Kilig
developeda
processplanning system using STEP features (ST-Feat CAPP)
for
prismatic parts where several neural network models were developed [42].
4.
Genetic algorithms
In
year
2002,
Li
et
al.
presentsa hybrid
generic algorithm-simulated annealing(GA-SA)
approach to solve the optimization problem of process plan-ning for prismatic parts [43]. In year 2005,
afuzzy
inference systemfor
choosing appropriate machines was introducedl44l.In
addition, the loadfor
each machine is balanced byusing
the
GA
basedon the capability information,
whichis
measuredby
a
reliability
index. Afterward, a
GA
wasdeveloped
to
searchfor
an optimal
processplan
for
sin-gle and distributed manufacturing systems [45]. In the sameyear,
Vidal
et al.
presented analgorithm
basedon
opera-tion
cost optimization
[46].
In
this
approach, the authorstalked about the problems
of
manufacturing route selectionin metal removal processes. The authors developed a system
for
cutting-process parameter selectionfor milling
opera-tions. In the same year, the developed system was extended
for high-speed machining
[47].Later
in year 2006, Bo et al.reconstructed generic algorithms based
on
the analysisof
various constraints
in
processroute
sequencing, including the establishmentof
coding
strategy, evaluation operators, and fitness function [48]. In the same year, Henriques devel-oped a nonlinear,uni-criterion,
and multivariableoptimiza-tion
model
for
the integration
of
process and productionplanning
[49]. The
developedmodel
generates scheduleaccording
to
performance measures. Later,[50]
presents a method which utilizes the applicationof
a newly developedant
colony algorithm
search techniquefor
thequick
iden-tification of
theoptimal
operation sequence by considering variousfeasibility
constrains.5.
Fuzzy settheory/logic
In
2003,Wong et al.
presentedan approach
for
the solution
of
process sequencingprob-lem
by
creating a prototype process planning system that uses ahybrid
of
fuzzy
and generic approaches [51].In
thefollowing
year, Fuqinget al.
introduced afuzzy
inferencesystem
for
the purposeof
choosing appropriate machines as an alternative way to integrate the production capability during scheduling [52].6. Petri
net
In
year 2002,Wu et al.
proposed an orderedPetri net model (OPN)
to
address alternativeand
opti-mal operation planningwith
manufacturing resourcescon-straints
[53]. Later
in
year 2004, Kasirolvalad et al.intro-duced
a
technique
basedon AFPN
to
model,
monitor,and control the surface roughness and machining operation
quality
[54].In
thiswork,
the scholars have presented a netapproach
for
planning machining
operations and showed that Petri nets could be used to modelall
computernumer-ical
control(CNC)
machining operationsin
a graphic man-ner. In year 2006, Canales et al. proposed a methodology toextend fuzzy number approach to triangular function
learn-ing
and introduced an adaptivefinzy
petri net (AFPNT)
[55]. AFPNT has the learning
ability
via neural networks sothatfuzzy
knowledgein
a knowledge base could be learnedthrough that model.
7. Agent based
ln
year 2003, Wang and Shen proposed a methodology by integrating feature-based process planning, FB-basedcontrol,
and agent-based decisionmaking.
The developed system candeal
with
behavior
among a groupof
autonomous agents about how they can coordinate their goals,plans,
skills,
and activities
to
work
cooperativelytoward a single global object [56]. Later
in
year 2005,Allen
et al. developed a STEP-NC-compliant computational
envi-ronment used to demonstrate agent-based process planning [57].
In
thefollowing
year, Nassehi and Fichtner works on an agent-based technologyofCAPP.
The authors presentedan
approachto
examinethe
application
of
collaborated multiagent systemin
designing an object-oriented processplanning
systemcalled multiagent
systemfor
CAPP,for
prismatic
componentsin
a
STEP-NC-compliant
environ-ment [58], whereas Fichtner et al. also used STEP-NC
infor-mation and introduced a combination
of
agent-basedorga-nization and self-learning
of
featured-based technologicalinformation
for
acquisition
and preparationof
distributedNC information
in
support of NC planning [59].8. Internet based
In
year2002,Zhang
developed a CAPP system basedon
Internet-basedtechnology
by
adopting knowledge-based methodswritten
in
JSP and
Javalan-guage [60]. The CAPP system can receive and process
CAD
data and produce
final
process plans that meet productionrequirements. Later
in
year 2004, Changyi et al. and Chung and Peng research on Internet-based technologyof
CAPP. Changyi et al. developed a CAPP system based on theCOM
component technology, NET technology, and the extensible markup language
(XML)
technology. The computing modelwas a
mix of
client/server(C/S)
and browser/server (B/S) models. Customizationon
such anintegration
system cansolve the problem between a general
CAPP
system and acustom CAPP system
[61].
Chung and Peng developed a web-basedtools
and machine selection system (WTMSS)that provide intelligent decision making and sharing of pro-duction knowledge through the Internet 1621.
In
year 2005, themajority
of
work is
carried out on Internet-basedtech-nology.
Xu
et al. put forward an idea that
used
screensharing technology
to
support
cooperationfor
overcom-ing
thelimitations
of
process resources and knowledge inthe traditional narrow-sense process planning and improves engineer's cooperative
work [63, 64]. You
and
Lin
pre-sented a Java-based process planning proposalwhich
used STEP AP224 data modelto
define the manufacturing fea-tures and to bridgeCAD
and CAPP systems [65]. Gaoliang6
Springeret al. also presented an Internet-based system for setup
plan-ning and also incorporate STEP
in
their Java-based system.The
systeminput
usesa format
file of
STEP andcom-municate
with
processplanning,
fixture
design, and NC programming systems[66]. In
this system,XML
was usedfor
the
information
transmission between variousmanu-facturing
systems. Penget al.
also presented anInternet-based integrated system
for
setupplanning [67].
Thesys-tem's
ability
to communicatewith
process planning,fixture
design, and
NC
programming
generatesglobal
optimalsetup plan.
9. STEP
compliant
In
year 2003, thefirst
work
onSTEP-compliant method of CAPP is done by [68]. In this work, the scholars have proposed an approach to
interlink
design and process planning using an integrated product model based on the STEP format. This work deals with the recognitionof
machining features,
incorporation
of
manufacturinginfor-mation,
andimplementation
of
a
neural interface. Later,Ong et al. also proposed a manufacturing feature recognizer
for
the uni-graphics system to integrate feature recognition with design by feature approaches to generate a STEP-basedmanufacturing feature
model
[69].
Lau
et al.
worked onfeature
recognition
for
automatic processplanning
whereSTEP design
files
are used asthe information
sourcefor
generating detailed manufacturing process [70]. In the same
year,
You
and
Lin,
and Gaoliang
et al.
also
utilize
thistechnology
in
their
Internet-based CAPP systems 165,611.In
year
2006,
Nassehiand Fichtner
work
on an
agent-based technology and STEP-compliant methodsof
CAPP. Nassehi et al. presented the approach to examine theappli-cation
of
collaboratedmultiagent
systemin
designing anobject-oriented process
planning
system called multiagentsystem for CAPP,
for
prismatic components in aSTEP-NC-compliant
environment[71],
whereasFichtner et
al.
alsoused STEP-NC
information
and introduced a combinationof
agent-based organization and self-learningof
featured-based technologicalinformation
for
acquisition andprepa-ration
of
distributed
NC
information
in
supportof
NCplanning [59].
Stroud andXirouchakis
works on aSTEP-compliant CAPP
method.In
this work,
the
authors haveextended the feature definitions in STEP-NC to support
pro-cess planning
for
esthetic productsin
stone manufacturingindustry
['727. Later, Brecheret al.
developed a prototypesystem
for
closed loop machining processes, which include the generation and executionof
a STEP-NC program andfeedback
of
measured results[73].
In
year 2007,Amaitik
and
Kilig
developed a process planning system using STEP features (ST:Feat CAPP)for
prismatic parts where severalneural
network
models were developed[42].
Laterin
the same year, Nassehiet al.
introduceda
software platformentitled the
integratedplatform
for
processplanning
andInt I Adv Manuf Technol
planning. Scholars have also developed a prototype process
planning system (PPS) based on that
platform
[74].10.
Functional
block
In
2007, Wanget al.
works
on
theutilization of the FB in CAPP. In this work, the tasks of
pro-cess planning are divided into two groups and accomplished
at
two different
levels: shop-level supervisory
planningand controller-level operational planning.
In
this work,
the scholars have usedFBs
to
encapsulatehigh-level
generic process plans andlow-level planning algorithms
U5,16).
Liu
et al. applied knowledge discoveryin
database(KDD)
process planning.
In
this
approach, process data selection, process data purge, and process data transformations are employed to get optimized process dataUll.
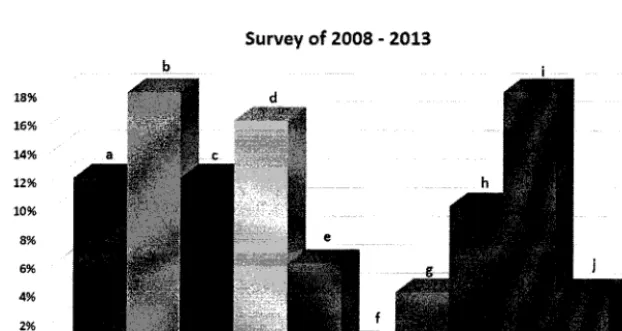
3.2.2 Survey of 2008-2013
This
subsection presentsthe
survey conductedon
CAPPduring
the period
of
2008-2013.
Whereasits
graphicalrepresentation is shown
in
Fig. 5.l.
Feature based In year 2008, Babic et al. presented a sur-vey on three major feature reorganization problems:extrac-tion
of
geometricprimitives
from
aCAD
model, defininga
suitablepart
representationfrom
feature identification,and feature pattern matching/recognition [78].
In
year 2010, Abu andMd
Tap presented an approach to featurerecogni-tion
using a rule based ondifferent
characteristics specificto each feature such as the total number of faces, edges, etc.
[79]. The authors have implemented the approach
by
usinggraphic interactive programming
(GRIP)
and uni-graphics solid modeler. Laterin
year201l,
Garcia et al. introduced a method which utilizes feature-based modelingfor
defining a preprocess plan.A
preprocessplan
defines the requiredcapabilities on a high level. This method of feature
reorgani-zation offers both geometric and nongeometric
information
[80].
In
year 2012,Yu et al.
presenteda
CAPP
methodfor
rotational parts
basedon
caseretrieval [81].
In
thisFig.
5
Graphical representationof 2008-2013 survey: (a)
feature based. (b) knowledge based, (c) neural networks, (d)
genetic algorithm, (e) fnzzy set
theory/logic, (/) Petri nets, (g)
agent based, (ft) Internet based. (l) STEP-compliant, and (7) functional block
approach, the authors had proposed a method which
com-bines feature and characteristics
of
part
information. Thismethod was proposed to achieve reuse process
characteris-tics
for
manufacturing processinformation
models.In
thesame year, Behra
et
al.
developed feature detectionalgo-rithms in STL part specification [82]. Developed algorithms were able to detect 33 different features of geometry, curva-ture, location, orientation, and process parameters
within
an expert CAPP systemfor
SPIF. Laterin
year 2013, [83]pro-posed a method
of
features codingfor
prismatic parts. The authors highlighted the useof
developed method in processplanning environment.
2.
Knowledge
basedIn
year 2008,
a
knowledge-baseddecision-making
model
was proposedby
[84].
The model was based on theIDEF
methodology, theaim
of
which
isto
integrate the processplanning
and schedulingin
metalremoval processes.
In
year
2010,Zhang
et al.
presentedan approach
driven by
process planningto
reconstruct theserial
three-dimensional(3D)
modelsfor
rotational
parts[85]. This approach introduced the process planning course
and relevant
information
to
implement a
dynamic,incre-mental, and knowledge-based reconstruction. Marchetta and
Forradellas proposed a
hybrid
procedural and knowledge-based approach knowledge-based onartificial
intelligence planning, to address the problemsof
classic feature interpretation andfeature representation
[86].
Chenet al.
proposeda
parc-metricflow
chart (PFC) based on knowledge representationmethod
which efficiently
combines parameter information,flow
chart technology, and visualization technology to pro-vide user-friendly and effective way ofrepresenting knowl-edge[87].
Helgoson and
Kalhori
proposeda
conceptualmodel which
includes an adoptionof
the methodologyof
knowledge acquisition
(MOKA)
and contains the activitiesas to identify,
justify,
capture, formalize, package, and acti-vatefor
sharing andintegration
of
knowledgein
processplanning
to
increase the levelof
efficiency,reliability,
andproductivity
in process planning process [88].In
year20ll,
x8%
t6i6
t4%
72%
t0%
a% 6%
4%
2%
0%
Survey
of
2008 - 20132008 - 2013
[image:7.593.214.525.539.704.2]Wang et al. introduced a model
in
which
knowledge is rep-resented as neural networkweight
value[89].
In
the sameyear,
Liang
developeda
knowledge-basedunit
composedof
object, functional, and dynamic models
for
the
trou-bleshooting ofprocess planning
[90].In
year 2012, Chen et al. presented a knowledge-based CAPP systemfor
NC con-trol tool path generation of complex shoe molds [91]. In this approach, the authors proved that knowledge-based CAPPsystems can resolve the problems
of
complicated processplanning.
In
the
same year,Lin
et al.
usesa
knowledge-based approach
in
sheet metal manufacturing. The scholarsproposed
a
two-step
processfor
finding
proper
layoutsof
strip
in
progressivedies [92].
In
the following
year.a
knowledge-based expert system wasintroduced
for
the process planningof
axisymmetric
sheetmetal
parts. Thedeveloping system automatically models the part geometry, calculates blank size, selects process parameters, and
finally
generates process sequencing [93].3. Neural netvvork In year 2008, Sunil and Pande proposed
a
l2-node vector
schemeto
representmachining
featurefamilies
having variationsin
topology
and geometry 1941.The data of recognized feature was then postprocessed and
linked
to
a feature-basedCAPP
systemfor
CNC
machin-ing.
In
year 2010,[95]
presented an approachto
integrate key product realization activities using neural datarepresen-tation. The authors concluded the approach as
very
usefulfor
direct distributed
applications,which
passesthe
datain
the
form
of XML
streams.Later
in
year
2011, Wanget al.
introduced theartificial
neuralnetwork
for
unstruc-tured manufacturing knowledge modelin
which knowledge is represented as a neural network weight valuematrix
and the formartificial
neural network database to supportintel-ligent
CAPP
[89].
In
year 2012,
[96]
developeda
newalgorithm
basedon
ant colony
for
operation sequencing.The developed system has a new search technique for
quick
identification
of
the optimal operation sequenceby
consid-ering
various feasible constrains.In
year
2013,Liu
et
al. proposed an approachto
solve someof
the process plan-ning problems. The authors had developed an algorithm to resolve the machining resources, manufacturing constraints and iterations, machining resource strategy, setup planning,and cost of machining process problems of process planning [91]. Later
in
the same year, a neural network method wasutilized
by [98] for
the developmentof
a learning agentof
the multiagent-based system approach.
4.
Geneticalgorithm
In
year 2009, Salehi and Tavakkoli-Moghaddam presented an approachto divide
the planninginto
preliminary
and detailedplanning
stages and appliedgeneric algorithms for process planning in both stages [99].
In
year 2011, Taiyong proposed analgorithm
based on the Pareto genetic algorithm for the cutting parameter selectionO
Springerand optimization
to
solve the decision-making problemsof
the cutting parameters
in
CAPP systems [100]. In the sameyear,
[101]
presented an approachfor
manufacturinganal-ysis
basedon
generic
algorithm
andfuzzy
combination.In
this
approach, the auihorsutilize
generic algorithmsfor
result optimization. In the
following
year, Ouyang and Shen present a STEP-NC-oriented process planning optimizationbased on a
hybrid
geneticalgorithm to
solve the nonlinearprocess planning problem [102]. The hybrid algorithm was
proposed
by
integrating a
searchof
operation precedence graphwith
genetic algorithm. Fan and Wang presentedmul-tiobjective decision and optimization
of
process routingbased
on
a geneticalgorithm
[l03].
In
this
approach, thedecision space
of
processrouting
basedon
process con-straints was constructedwith
improved search efficiencyof
generic algorithm. In the same year,
Liu
and Qiao proposeda
genetic algorithm
for
operation
sequencingin
processplanning
[104].
In
this
approach, an iterative genericalgo-rithm
basedon
constraint matrixes was developedfor
theoptimization
of
manufacturing features and operations. Theauthors concluded
that the
iterative
genericalgorithm
isproved
to
be
superioron
traditional
simple genericalgo-rithms
in
termsof
shortening operation sequencetime.
Inyear 2013,
an algorithm
was
developedto
enablecon-current
processplanning and
scheduling environment inmanufacturing of tuned parts
by
I I 05]. The developedalgo-rithm is
basedon GA,
which
performs strategic resourceoptimization
for
processplanning
developmentand
alsohandles unplanned events.
In
the same year, Petrovid et al.utilize
GA for
the
developmentof
optimization
agent ina
multiagent-based systemfor
the integration
of
processplanning and scheduling [98].
5. Fuuy
set
theory/logic
In
year
2009, Agrawal
et
al.addressed
the
DPPproblem
in
the
e-manufacturingenvi-ronment based
on multi
agent
system
[106].
In
year2010, an agent-based approach was proposed
by
[107]. Inthis
approach,two
functions were
carriedout
simultane-ously
for
the integration
of
processplan
and scheduling.In
year
2013, Moghaddam
et
al.
addressedthe
opera-tion
sequencingproblem
of
CAPP, andthe
authors havedeveloped a system
for
the designof
stampingdie
[08].
In
the
proposed system,
the
authors
have
sequencedembossing
and
cutting
operationsby
applying
fuzzy
settheory method.
6. Agent based
In
year 2009, authors presented a multia-gent system consistingof
three autonomous agents: global manager,design,
and optimization [106]. Later
in
year2AB,
amulti
agent-based methodology was proposedfor
the integration
of
processplanning and
scheduling [98].The
developed system was composedof
six
agents:job,
Int J Adv Manuf Technol
Fig.6
Graphical representation of 2002-2013 survey: (a)feature based, (b) knowledge
based, (c) neural networks, (d)
genetic algorithm, (e) fuzzy set
theory/logic, (/) Petri nets, (8)
agent based, (ft) Internet based, (l) STEP-compliant, and (7) functional block
18 16
t4
t2 tn
I
6
0
7.
Internet
basedIn
year 2008,
Hu et al.
presentedXMl-based
implementationof
manufacturing route sheetdocuments
to
solve the
operation
sequencing problemfor
web-basedprocess
planning.
This
method
is
anextension
of
the artificial
immune
system approach andinherits
its
characteristicsfrom
Maslow's
hierarchy
of
needs
theory related
to
psychology
[109].
In
the
sameyear, Alvares
et
al.
presentedan
integrated
web-basedCAD/CAPP/CAM system
for
the
remote design
andmanufacture
of
feature-based
cylindrical
parts
[110].In
this
system, theinformation
about features wasmanip-ulated through
a relational
database system.A
GUI
wasimplemented
in
Java
and
HTML.
Later
in
year
2009,Agrawal
et al.
addressedthe DPP problem
in
the
e-manufacturing environment.In
that article, the authors pre-sented a multiagent system consistingof
three autonomousagents:
global
manager,design, and optimization.
Theseagents
are
capable
of
communicating
to
each
otherthrough
XML
[06]. In
year 2013,
an
Internet-basedCAD/CAPP/CAM
prototype systemfor
the remotemanu-facturing
of
mechanical components was developedI
Il].
In
the
same year, Wang
developeda
process planningand machine
availability monitoring
system basedon
theInternet
I
l 2].8. STEP
compliant
In
year 2008,Yifei
et al. presented anautomatic feature
extraction
and process planning systemusing
the
STEP application protocol
(AP) 214
datafor-mat and also presented an approach to processing tolerance
information
by
utilization
of
CAD
system self-providedfunctions
for
macro recording and
editing [113].
In
thesame
year, Chung and Suh
developedan optimal
solu-tion
algorithm
for
nonlinear
processplanning
based onSTEP-NC
[14].
The
developedalgorithm
was tested onTUTnSTEP system. Later
in
year 2009, the majority of workwere carried
out on
STEP-compliant
methodof
CAPP.Rameshbabu and Shunmugam proposed a
hybrid
approachthat uses
volume
subtraction and face adjacency graph torecosnize manufacturins features
from 3D
model data inFig.7
Year vise Graphicalrepresentation of 2002-20 13 survey: (a) feature based, (b) knowledge based, (c) neural
networks, (d) genetic algorithm, (e) fuzzy set theorynogic, (/)
Petri nets, (g) agent based, (/z) Internet based, (i)
STEP-compliant, and (7) functional block
Petri N.ti
3%
t4%
Fig.
8
Graphical representation of 2002-2012 surveySTEP AP203 format
[l
15]. Yusof et al. developed aSTEP-compliant system for the manufacturing of asymmetric parts
on CNC
turn/mill
machine and also provided the structuredview of
a proposed systemframework [116,
Il1l.
Zhao etal. presented an
intelligent
STEP-compliant manufacturing systemin
which
geometricdescription
data describedin
AP203
or
other formats are translatedinto
machining fea-tures definedin
AP224. The machining feature definitionsare
used as
inputs
to
macro
processplanning
applica-tions and
micro
processplanning
for
machining
(AP238). Inspections(AP2l9)
are thencarried
out for
eachof
theapplication process
[118].
In
year2012,Zhang
etal.
pro-posed a universal process comprehension interface (UPCI)
to
regeneratea
high-level
processplan from
shop floor
part programs and encapsulate the generate plan
in
STEP-compliant
data structure[19].
In
this
approach,a
novelmethod
was
proposedto
capturethe
machining
processknowledge
from
CNC paft programswith
UPCI
and reuseit
on a new manufacturing resource.In
year 2013, aSTEP-compliant
approachwas introduced
for
the
solutions
of
the setup planning problems
on
machining
centers[20].
That
approachminimized
the
processplanning
time
by automating some time-consuming steps.In
the same year,a
STEP-compliantCAD/CAPP/CAM
system was
intro-duced
which utilizes
the
Internet as
the main
sourceof
communication
I
l1].
9.
Functional
block
In
year 2012, Wang
et al.
devel-oped methodologiesfor
distributed, adaptive, and dynamic processplanning
as
well
as
machine
monitoring
andcontrol
for
machining and
assembly operations
usingevent-driven
functional blocks
[121].
In
2013, Wanguti-lizes
functional
blocks
in
the
development
of
Internet-web-based service-orientedsystem
for
process planningand monitoring.
The
proposed
system was
based
onO
Springerclosed-loop
information
flow with
real-time
monitoringfunctions [1 12].
4 Discussion and conclusion
CAPP plays an important
role
in
the
CIM
systems, andit
eliminates the gap betweenCAD
andCAM
integration.Therefore, the need
of
CAPP
is
always therein CIM
sys-tems.In
this article, an attempt is made to provide a surveycarried
out
on
CAPP
basedon
features, knowledge,arti-ficial
neural networks,
GA, fuzzy
set
theory
and fuzzylogic, PN, agent, Internet, STEP-compliant method, and FB methods/technologies
in
the past and present.From this survey,
it
has been found that most of the CAPPwork
carriedout on
machining manufacturing resolve theproblem
issuesof
operation,tool
and machine selectionand
sequencing,feature extraction,
reorganization, inter-pretation and representation, knowledge integration,repre-sentation,
acquisition
and sharing, setup planning. energyconsumption,
linear
and nonlinear planning, integrationof
product and manufacturing data,
intelligent tool
pathgen-eration, optimization problems,
intelligent
decision making and sharingof
knowledge, integrationof
process planningand scheduling, etc.
This paper present a survey
ofCAPP
ofthe
last 12years basedon ten
established techniques.From
this
study,it
is
found that during
the2002-2007
periodof
time,
therewas a
pretty
balancedwork on
feature-based,knowledge-based,
neural network, genetic algorithm,
Internet-based, and STEP-compliant techniques. Whereas during the2008-2013 period, knowledge-based and STEP-compliant
tech-nique
utilization
was
increasedto
someextent
ascom-pared
to
the 2002-2007 period.
However, the restof
thetechniques are
almost
utilized
at the
same rate. Figure 6 shows theoverall
statusof
CAPP research based on statedmethods,
while Fig.
7.
representsthe
present survey interms
of
yearly divided
pattern.
For
more
clarification,Fig.
8
presentsthe
complete method
vise
statusof
thepresent survey
in
terms
of
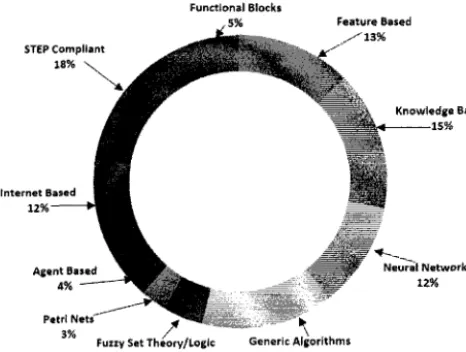
percentage.From
this
surveyand graphical
representations,it
has beenidentified
thatthe STEP-compliant, knowledge-based, generic algorithm,
feature-based, neural network, and Internet-based methods
had
been usedin
the majority
of
CAPP works
as com-pared tofuzzy
set theory/logic, Petri nets, and agent-based methods. However, the functional block method isstill
new as comparedto
other works
and consideredto
be a
newdirection
for
CAPPwith
STEP-compliant method.Acknowledgments This work has been supported by the Malaysian Government under science fund (MOSTI) and Malaysian International Scholarship (MIS) under the Ministry of Education (MOE) Malaysia.
FunctionalEl@k3
Feature Based
t3%
STEP Compliant
tayo
lnternct 8a9ed 12%
Knowledto Easad 15%
[image:10.593.36.269.49.225.2]IntJ Adv Manuf Technol
References
l.
Halevi G, Weill RD (1995) Principles of process planning: a logical approach. Springer, Heidelberg2. Wang HP,
Li
J
K
(1991) Computer-aided process planning.Elsevier, Amsterdam
3. Chryssolouris G ( 1992) Manufacturing systems: theory and
prac-tice. Springer, Heidelberg
4. Boer CR, Petitti M, Lombardi F, Simon JP (1990) A CAPP/CAM expert system
for
a high productivity, high flexibility CNC turning center. CIRP Ann Manuf Technol 39(1):481487 5. Gologlu C (2004) A constraint-based operation sequencing fora knowledge-based process planning. J Intell Manuf 15(4):463-470
6. Koenig DT (1990) Computer-integrated manufacturing: theory
and practice. Taylor and Francis, Boca Raton
7. Ciurana J, Garcia-Romeu ML, Castro R, Alberti M (2003) A
sys-tem based on machined volumes to reduce the number of route sheets in process planning. Comput Ind 51(l):41-50
8. Niebel B (1965) Mechanized process selection for planning new designs. ASME Paper, p 737
9. Harold J (1984) Computer-aided process planning: past, present and future. Int J Prod Res 22(2\:253J66
10. Ham
I, Lu
S
(1988) Computer-aided process planning: thepresent and the future. CIRP Ann Manuf Technol 37(2):591-601
11. Alting L,Zhang H (1989) Computer aided process planning: the
state-of-the-art survey. Int J Prod Res 27(4):553-585
12. Gouda S, Taraman K (1989) CAPP:
AASI
present and future. Society of Manufacturing Engineers, DearbornI 3. ElMaraghy H ( 1993) Evolution and future perspectives of CAPP. CIRP Ann Manuf Technol 42(2\:739-751
14. Eversheim W, Schneewind
J
(1993) Computer-aided processplanning state of the art and future development. Robot Comput Integr Manuf l0( 1):65-70
15. Kamrani
A,
Sferro P, HandelmanJ
(1995) Critical issues in design and evaluation of computer aided process planing sys-tems. Comput Ind Eng 29(l):61942316. Leung
H
(1996) Annotated bibliography on computer-aidedprocess planning. Int J Adv ManufTechnol 12(5):309-329 17. Cay F, Chassapis C (199'7) An IT view on perspectives of
com-puter aided process planning research. Comput Ind
3413):307-337
18. Marri H, Gunasekaran A, Grieve R (1998) Computer-aided pro-cess planning: a state of art. Int J Adv Manuf Technol 14(4):261-268
19. Xu X, Wang L, Newman S (2011) Computer-aided process plan-ning a critical review of recent developments and future trends. Int J Comput Integr Manuf 24(1):1-31
20. Yue Y, Ding L, Ahmet K, Painter J, Walters M (2002) Study of neural network techniques for computer integrated manufactur-ing. Eng Comput 19(2):136-157
21. Sadaiah M, Yadav DR, Mohanram P, Radhakrishnan P (2002)
A generative computer-aided process planning system for pris-matic components.
Int J
Adv
Manuf Technol20(10):709-7t9
22. Yten C, Wong S, Venuvinod
PK
(2003) Developmentof
a generic computer-aided process planning support system. J Mater Process Technol 139( l\:39440123. Gonza\ez F, Rosado P (2004) General information model for
rep-resenting machining features in CAPP systems. Int J Prod Res
42(.9\:18t5-1842
24. Woo Y, Wang E, Kim Y, Rho HM (2005) A hybrid feature recog-nizer for machining process planning systems. CIRP Ann Manuf Technol 54(l):397400
25. Hou M, Faddis
T
(2006) Automatic tool path generation of a feature-basedCAD/CAPP/CAM integrated system. Int J Comput Integr Manuf l9(4):35G-35826. Wang L, Cai N, Feng HY, Litt
Z
(2006) Enriched machiningfeature-based reasoning for generic machining process
sequenc-ing. Int J Prod Res 44(8):1479-1501
2'1
,
Lee HC, Jhee WC, Park HS (2007) Generative CAPP through projective feature recognition. ComputInd
Eng 53(2):241-24628. Zhao
Y,
RidgwayK,
Al-AhmariA
(2002) Integration ofCAD and a cutting tool selection system. Comput Ind Eng 42(l\:17-34
29. Arezoo B, Ridgway K, A1-Ahmari
A
(2000) Selection of cut-ting tools and conditions of machining operations using an expert system. Comput Ind 42(l):43-5830. Park SC (2003) Knowledge capturing methodology in process
planning. Comput Aided Des 35(12):1109-1117
31. Jia XL, Xu XJ, Zhang ZM,Htang NK (2003) The research on
representation and processing of process knowledge based on
object-oriented modeling. In: 2003 International conference on
machine learning and cybernetics, IEEE, vol 2, pp 657460 32. Grabowik
C,
KnosalaR
(2003) The methodof
knowledgerepresentation
for
a CAPP system.J
Mater Process Technol133(1):9G-98
33. Halevi G, Wang
K
(2007) Knowledge based manufacturingsystem (KBMS). J Intell Matlnfi 18(4):467474
34.
Liu
Z,
WangL
(2007) Sequencingof
interacting prismatic machining features for process planning. Comput Ind 58141:295-30335. Denkena B, Shpitalni M, Kowalski P, Molcho G,ZiponY (200'7)
Knowledge management in process planning. CIRP Ann Manuf Technol 56(1):175-180
36. Yahia
N,
Fnaiech F, Abid S, SassiB
(2002) Manufacturing process planning application using artificial neural networks.ln:
2002 IEEE international conference on systems, man andcybernetics, IEEE, vol 5, p 6
37. Balic J, Korosec
M
(2002) Intelligent tool path generation for milling of free surfaces using neural networks. Int J Mach Tools Manuf 42(10): 1 17 l-117938. Devireddy C, Eid
T,
GhoshK
(2002) Computer-aidedpro-cess planning for rotational components using artificial neural
networks. Int J Agil Mawf 5(l):2749
39. Korosec M, Balic J, Kopac J (2005) Neural network based manu-facturability evaluation of free form machining. Int J Mach Tools Manuf 45( 1): 13-20
40. Ding L, Yue Y, Ahmet K, Jackson M, Parkin R (2005) Global optimization of a feature-based process sequence using GA and ANN techniques. Int J Prod Res 43 (l 5):3247 -327 2
41. Deb S, Ghosh K, Paul S (2006) A neural network based
method-ology for machining operations selection in computer-aided
pro-cess planning for rotationally symmetrical parts. J Intell Manuf 17(5):557-569
42. Amaitik SM, Kilig SE (2007) An intelligent process planning
system for prismatic parts using STEP features. Int J Adv Manuf Technol 3 | (9 -
l0
:97 8-99343. Li W, Ong S, Nee A (2002) Hybrid genetic algorithm and sim-ulated annealing approach for the optimization of process plans for prismatic parts. Int J Prod Res 40(8):1899-1922
44. Qin B, Jiang S, Wang N (2005) Genetic-algorithms-based com-binatorial optimization method
for
alternative process plans. ZhongguoJixie
Gongcheng/China Mechanical Engineering 16(12\:1076-1O7945. Li L, Fuh J, Zhang Y, Nee A (2005) Application of genetic algo-rithm to computer-aided process planning in distributed
manu-facturing environments. Robot Comput Integr Manuf 21(6):568-578