2018 3rd International Conference on Information Technology and Industrial Automation (ICITIA 2018) ISBN: 978-1-60595-607-7
The Quality Analysis and Optimum of Key
process Based on Minitab
Zhanfeng Wang, Jianbo Wang, Wenbao Dai, Xueyun Ding
and Baoguo Yin
ABSTRACT
The quality control of weapons and equipment manufacturing enterprises is not only the foundation of development, but also the life guarantee of equipment users, and it is also a key element for combat effectiveness improvement. Aiming at the problems of high computational requirements and lack of intuitiveness in the application of SPC technology, based on the analysis of SPC principles and methods, this paper designs the SPC process and method based on minitab software, and focuses on the quality characteristics of key processes of a certain type of product. According to the analysis, the process and method proposed in the paper are feasible. The calculation results based on minitab are scientific and credible. After the process optimization is implemented by causal analysis method, the process capability index Cp can reach 1.41, compared with 0.90 before optimization, the ability to be significantly improved, combined with the control chart analysis tool, can further determine the controlled state of the production process. The results show that the quality control and quality analysis of the production process based on minitab is very necessary and feasible for distinguishing the random fluctuations and abnormal fluctuations of product quality, and providing early warning and corrective measures
for abnormal conditions, which make the production process in a controlled state.1
INTRODUCTION
"Quality is life". For weapons and equipment manufacturing enterprises, product quality is not only the basis for enterprise development, but also the life guarantee for equipment users, and it is also a key factor for combat effectiveness
1
improvement. The quality control of the key process plays a decisive role in product quality. For a production process with many processes, how to conduct quality analysis and control of key processes, and real-time monitoring, early warning and correction for abnormal key process quality are urgent problems for equipment manufacturers.
At present, the quality control method for the production process mainly uses statistical analysis to distinguish between random fluctuations and abnormal fluctuations of product quality, and provides early warning and corrective measures for abnormal conditions. Statistical process control (SPC) has been widely used in the production process [1-3], but the implementation of SPC often requires a wealth of theoretical knowledge and practical experience, which limits the units with poor technical capabilities in promotion and application. With the minitab software, based on the analysis of the distribution characteristics of sample data, the process capability analysis tool in SPC is used to change the “post-test” into “pre-forecast” to ensure product quality in controlled.
MODELS AND METHODS
Process quality analysis: the mathematical statistics method is used to determine whether the process quality is stable and normal by performing statistics on a part of the test data. The control step is [4, 5]: measurement, analysis and judgment.
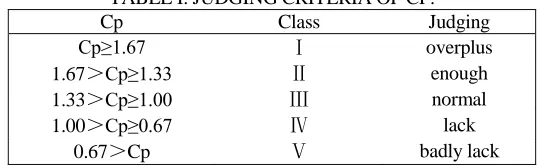
Process capability analysis: the main tool for statistical process technology (SPC) analysis of production processes is process capability analysis. Its purpose is to transform the traditional “post-test” into “pre-forecast” to ensure product quality [6-8].The process capability index (Cp) is used to measure the actual processing capacity under statistical control for a certain period of time. Generally, the greater the process capability index, the more technical requirements can be met, and the product quality will be more secure. The judgment criteria of the process capability index are shown in Table I.
[image:2.612.161.431.596.679.2]Abnormal analysis and experimental improvement design: the 5M1E-based causal map analysis method [9,10] is used to find out the reasons that affect the insufficiency of the process. On this basis, the test processing is performed, and the process quality of the improved scheme is improved. The process capability index is calculated, the quality data control map is drawn, and the controlled state of the optimized process quality is analyzed by setting the judgment and inspection model.
TABLE I. JUDGING CRITERIA OF CP.
Cp Class Judging
Cp≥1.67 Ⅰ overplus
1.67>Cp≥1.33 Ⅱ enough
1.33>Cp≥1.00 Ⅲ normal
1.00>Cp≥0.67 Ⅳ lack
TABLE II. P13 QUALITY CHARACTERISTIC DATA.
COL. P13-1 P13-2 P13-3 COL. P13-1 P13-2 P13-3
1 1865.54 1857.81 1886.24 … … … …
2 1858.01 1866.30 1879.82 36 1877.90 1856.40 1872.33 3 1845.91 1856.96 1861.08 37 1837.81 1845.04 1861.28 4 1855.12 1841.53 1865.71 38 1864.92 1856.20 1849.35 5 1874.20 1869.13 1874.61 39 1867.43 1880.13 1846.96
… … … … 40 1845.02 1849.67 1860.57
CASE ANALYSIS
The p13 is a key process of a certain product, and its key quality characteristic is length. The quality standard is 1860(-25, +35) mm, and the inspector draws a total of 120 samples for length inspection. The 120 quality data were divided into 40 groups of 3 data each. See Table II (example data).
According to the above analysis, the controllable factors affecting the thickness include pre-plating time, plating current, plating time and plating temperature. There are 3 levels of each controllable factor, which are 4 factors 3 levels test. For the test method, the L9 (34) orthogonal test table was selected, and the design test plan is shown in Table II.
Process Quality Analysis
[image:3.612.337.493.480.614.2]According to the measured length quality data, the distribution was analyzed by normal, exponential, Weibull, and Gamma. See Figure 1. The larger the P value and the smaller the AD value, the better the goodness of fit. Therefore, the length data obeys the normal distribution of N(1859.47, 11.11).
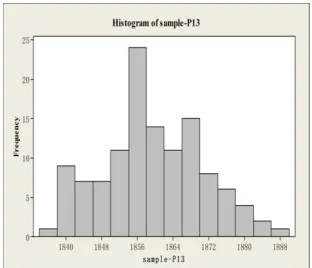
[image:3.612.103.296.482.616.2]Analyze the histogram of the length data distribution (see Figure 2), (1) the histogram shape is normal, the production process is in a stable state, the test data can reflect the actual production capacity; (2) although the histogram is distributed within the tolerance range, but there is an offset between the distribution center and the tolerance center. In this case, if the process changes slightly, defective products may appear.
Process Capability Analysis
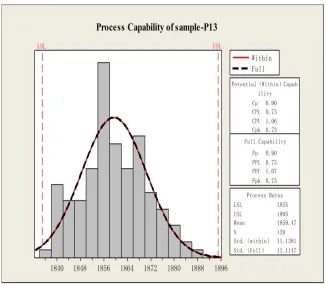
The minitab software was used to analyze the processing capability of the process 13, and the results are shown in Figure 3.
[image:4.612.134.460.336.621.2]As can be seen from the figure, the calculated value of Cp is 0.90, which is classified as Class IV. Combined with the length distribution histogram analysis, it is necessary to analyze the causes that affect the process quality, find out the reasons that may cause the distribution center to deviate from the tolerance center, and take measures to make the distribution center and the tolerance center overlap as much as possible.
IMPROVE OPTIMIZATION
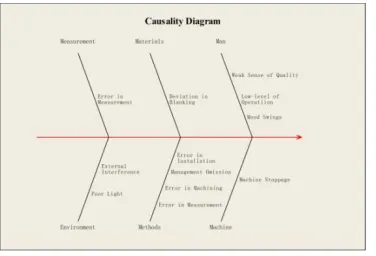
According to the above calculation results and analysis, in order to improve the process capability index, the "5M1E" which may affect the length quality characteristics is analyzed, the causal map is shown in Fig. 4. According to the analysis, the cutting condition is fine, the production order in the workshop is good, and the measurement error is controlled. Therefore, the factors affecting materials, environment and measurement can be ignored. The analysis of the influence of three factors: the operator, machine equipment and operation method. After the optimization, the personnel are adjusted to the skilled workers who have been re-educated by quality, the machinery and equipment that have been repaired and verified, and the standardized operation methods. After optimization, 120 data samples were re-acquired. The minitab software was used to analyze the improved processing capability of the process 13, and the results are shown in Figure 5. As can be seen from the figure, Cp is 1.41, which is classified as Class II.
Further, use the minitab to draw the Xbar-R control chart, as shown in Figure 6.
[image:5.612.104.292.327.455.2]Figure 4. Causality analysis. Figure 5. P13 improved capability analysis.
[image:5.612.246.479.329.450.2]Figure 6. Xbar-R Chart of Length of P13-1(40-3).
Set the test discriminant criterion and draw the control chart (as shown in Figure 7). It can be seen that all points of the tested data fall within the control line, and there is no abnormal. Therefore, the current production process is in a stable controlled state.
CONCLUSIONS
The product quality control of weapons and equipment manufacturing enterprises is not only the foundation of development, but also the life guarantee of equipment users, and it is also a key element for combat effectiveness improvement. To solve the problems of high computational requirements and lack of intuitiveness in the application of statistical process control technology, based on the analysis of SPC principles and methods, this paper designs the SPC implementation process and method based on minitab software. With the results, the proposed process and method are feasible. The calculation results based on minitab are scientific and credible. After the process optimization is implemented by causal analysis, the process capability index Cp can reach 1.41, compared with 0.90 before optimization. the process capability is significantly improved, and combined with the control chart analysis tool, the controlled state of the production process can be further determined.
REFERENCES
1. Pacellaa M., Semerarob Q., Anglani A.. Manufacturing Quality Control by Means of a Fuzzy ART Network Trained on Natural Process Data[J].Engineering Applications of Artificial Intelligence,2004,17(1):83-96.
2. Application and Research on SPC of a Company Based on Control Charts and Minitab Software[J].Popular Science &Technology, 2011(11):31-34.
3. L. X. Gong, Y. Liu. The Quality Analysis and Control of Production Based on Minitab Software[J].Journal of Chongqing University of Technology(Natural Science),2013,27(2):69-73. 4. L. H. Liu. The Application of Statistical Process Control in Large Production Lines[J].Journal of
Beijing Vocational &Technical Institute of Industry, 2016,15(3):1-5.
5. L.Q. Sun, A. D. Chang, H. L. Xun, et al. The Application of the Improved SPC Control Chart in the Quality Testing of Food[J].Mathematics in Practice and Theory, 2016(10):162-168.
6. X.Y. Li, X. D. Yuan, W.B. Ren. Judge Strategy of Heat Treatment Process Quality for Multi-Specification and Small-Batch Production[J].Heat Treatment of Metals, 2013,38(9):114-115. 7. HH.L. Wang, J. Luo. SPC Application in Process Quality Control[J].Coal Mine Machinery,
2008(1):101-102.
8. J.Yu, G. S. Wang, Role and Functions of SPC under Advanced Manufacturing Environment[J].China Mechanical Engineering, 2004, 15(23):2107-2110.
9. H. H. Guo, C. L. Zheng, Y. J. Liu, et al., Optimization of Electroplating Processes Based on Taguchi Method[J].Vacuum Electronics, 2016(03):46-50.