Materials Processing for Structural Stability in a ZK60 Magnesium Alloy
Hiroyuki Watanabe
1, Koji Moriwaki
2;*, Toshiji Mukai
1, Tetsu Ohsuna
3, Kenji Hiraga
3and Kenji Higashi
21
Osaka Municipal Technical Research Institute, Osaka 536-8553, Japan
2Department of Metallurgy andMaterials Science, Osaka Prefecture University, Sakai 599-8531, Japan 3Institute for Materials Research, Tohoku University, Sendai 980-8577, Japan
The materials processing, consisted of a four step process of solution treatment, pre-strain, overaging and hot working, was developed for attaining structural stability at high temperatures in a commercial Mg–Zn–Zr alloy, ZK60. The grain size of the material processed by this schedule was refined to 2.5mm, and the material behaved in a superplastic manner at 548 K and at a strain rate of1102s1owing to the grain
size stability at this temperature. From the analysis of the chemical composition of precipitates, it was suggested that the phase Mg7(Zn,Zr)3,
which was not observed in material without pre-strain, was effective in pinning the grain boundaries at high temperatures.
(Received January 31, 2003; Accepted March 3, 2003)
Keywords: magnesium, materials processing, structural stability, aging, pre-strain, superplasticity
1. Introduction
Die casting has been a principal technique for the fabrication of magnesium components because of its high productivity, suitable strength, quality and dimensional control. The fabrication is also performed by semi-solid processing of thixotropic molding. However, fabrication by plastic forming also has considerable potential because the wrought alloys have higher ductility and strength than the castings,1)and because plastic forming enables high produc-tivity. It is expected that processes utilizing plastic forming will be developed. Especially, high-strain-rate superplasti-city, defined as superplasticity occurring at strain rates at or above102s1,2)is of great interest because it is expected to result in economically-viable, near-net-shape forming tech-niques under the commercial hot working rates. For this purpose, it is required to refine and stabilize the micro-structure with the grain sizes below 2–3mm even at high temperatures of573K.3)
The stacking fault energy for magnesium is small, and reported to be 78 mJm2.4)This suggests that grain refine-ment by DRX readily occurs in magnesium alloys, and thus, hot deformation accompanied by DRX is a promising route for refining the microstructure.5) However, the shortcoming of commercial wrought magnesium alloys is subject to grain growth at high temperatures.6)One of the solution is to add stabilizing elements, such as Rare-Earth, which produces thermally stable phases.7,8)However, from the viewpoint of material recycling, fewer commercial alloy systems are preferred. The modification of microstructure by thermo-mechanical treatment (TMT) is alternative. In order to attain microstructural stability, combination of hot working and dispersion of particles by aging would be needed. Deforma-tion prior to aging often results in beneficial change in metals. For example, pre-strain before aging might be used to introduce the nucleation sites for precipitation in aluminum alloys.9) The nucleation site, shape of precipitate and/or chemical composition, may change by the introduction of
pre-strain.
The aging behavior in Mg–Zn system alloys have been investigated in detail.10–17) For example, Mg–5 mass%Zn alloy exhibits age hardening by the precipitation of needle shaped MgZn phase after prolonged aging at422K.10)To date, however, TMT to attain microstructural stability has not been investigated in magnesium alloys.
The purpose of the present study is to realize the microstructural stability at high temperatures, where super-plastic deformation would be predominant, without alloy modification in a commercial Mg–Zn–Zr alloy, ZK60. The materials processing, consisted of a four step process of solution treatment, pre-strain, overaging and hot working, was developed.
2. Experimental Procedure
2.1 Thermomechanical treatment schedules
The material used in the present study was a commercial Mg–Zn–Zr alloy, ZK60. The alloy was received as extruded bar with a diameter of 32 mm.
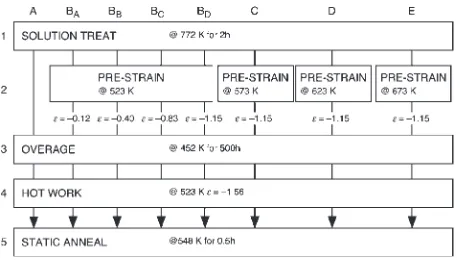
The materials processing considered in the present investigation was a four step process of solution treatment, pre-strain, overaging and hot working, and microstructural stability was examined at 548 K as illustrated schematically in Fig.1. The purpose of each step was as follows:
Fig. 1 Processing schedules examined.
*Graduate Student, Osaka Prefecture University. Present address:
Sumi-tomo Precision Products Co., LTD., Amagasaki 660-0891, Japan. 2003 The Japan Institute of Metals
[image:1.595.313.544.639.769.2]1. Solution treatment: produce a standard initial condition. 2. Pre-strain: introduce the nucleation sites for
precipita-tion.
3. Overage: precipitate the dispersoids, which will pin the grain boundaries at high temperature.
4. Hot work: refine the microstructure by dynamic recrystallization.
Eight processing schedules were examined during the course of this investigation. Schedules were designed to examine the effect of pre-strain, degree of pre-strain and temperature for pre-strain.
Solution treatment was carried out at 772 K for 2 h. Pre-strain was imposed at above 523 K to avoid the occurrence of cracking. The specimens were compressed to true strains between 0 to1:15at initial strain rates ranging from1 102to2:7102s1depending on the degree of pre-strain. Aging treatment was performed at 452 K for 500 h. Aging behavior was examined by a Vickers micro hardness measurement. Subsequently, hot working was performed at 523 K to a true strain of 1:56 at an initial strain rate of
2102s1 by upset forging. Following four step process, specimens were annealed at 548 K for 0.5 h to examine the grain size stability.
2.2 Microstructural observations
Microstructures were observed by a color laser 3D profile microscope using a light screen mode and transmission electron microscopes. Specimens for the observation of optical microstructures were etched using a solution of 14.3 ml acetic acid, 10 g picric acid, 100 ml ethanol and 14.3 ml distilled water to reveal the grain boundaries. TEM specimens were prepared by ion milling. TEM microstruc-tures by bright field image were observed using JEM-1200EX operated at 100 kV. Analysis of the chemical composition of each precipitate was performed by energy dispersive X-ray spectroscopy (EDS) using JEM-3000F operated at 300 kV.
2.3 Tensile tests
Tensile specimens, machined from the hot worked materials, had tensile axes normal to the compression direction. The specimens had a gauge length of 10 mm, width of 5 mm and thickness of 1.7 mm. Jump strain rate tensile tests were performed to obtain the variation in apparent strain rate sensitivity value (ma) as a function of strain. In these tests, the strain rate difference was 30% between the base and the jump and the decreased strain rate was maintained for a true strain of 0.07 so that microstruc-tural change during jump could be negligible. The tests were carried out in air at a temperature of 548 K and at a base strain rate of 1102s1 to examine the high-strain-rate super-plastic behavior. The specimens required 0.5 h to equilibrate at the testing temperature prior to initiation of straining.
3. Results
3.1 Effect of pre-strain
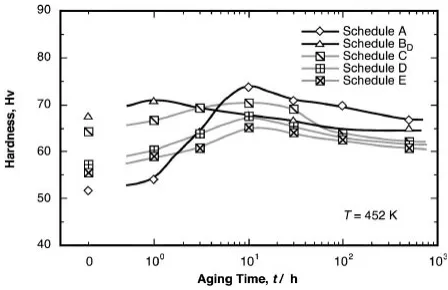
The relationship between hardness and aging time for material in the third step is shown in Fig.2. The hardness before aging increased by the introduction of pre-strain, and
it increased with decreasing temperature for pre-strain. Material with pre-strain at a low temperature of 523 K (schedule BD) produced relatively rapid hardening: peak hardness was attained at 1 h, whereas material without pre-strain and with pre-pre-strain at higher temperatures occurred at 10h. The tendency of the acceleration of aging process observed in material by schedule BD was similar to precipitation hardened aluminum alloys, such as Al–Mg–Si systems.18,19)
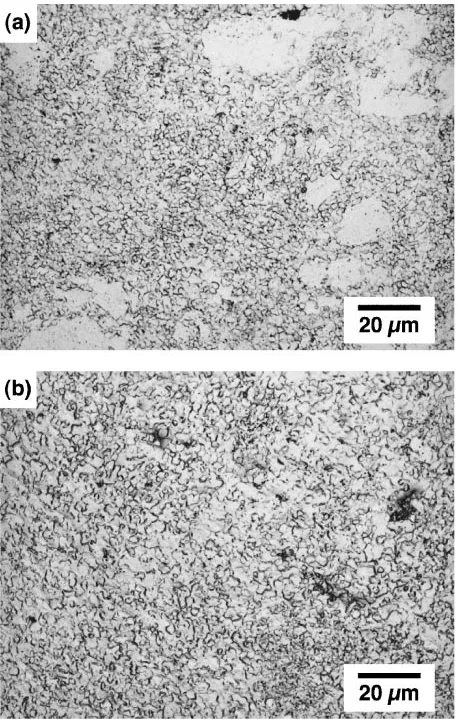
TEM microstructure of solution treated ZK60 is shown in Fig.3. There were few precipitates in the microstructure. TEM microstructure of material aged for 500 h without pre-strain (schedule A) is shown in Fig. 4(a). As expected from the earlier work in Mg–Zn alloy,10)the needle-shaped phase was the predominant precipitate with needles appearing to be aligned parallel to the c-axis of the matrix. TEM micro-structure of material aged for 500 h with pre-strain at 523 K (schedule BD) is shown in Fig. 4(b). The difference in precipitation process is evident: spherical precipitates with diameters of approximately 50 nm were dispersed.
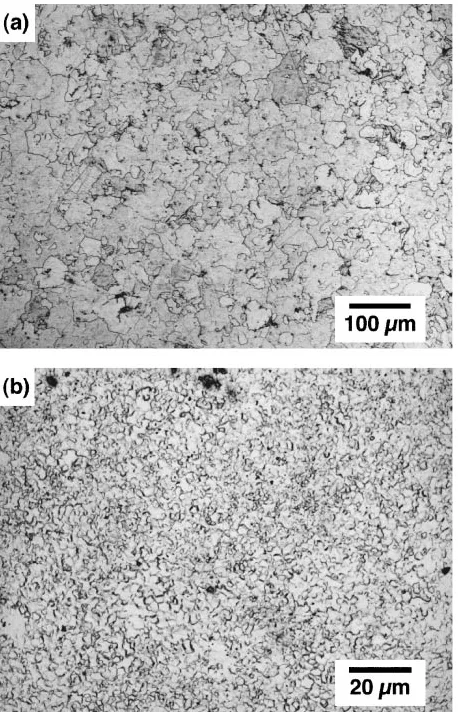
Optical microstructures of materials after hot working processed by schedule A and schedule BDare shown in Figs.
5(a) and (b), respectively. Grain sizes of both materials were refined tod¼2:5mmin spite of the different morphology of precipitates. The difference of the morphology of precipitates did not affected the resulting grain size, although the material processed by schedule A also contained the unrecrystallized
Fig. 2 Aging curves at 452 K after different pre-strain conditions.
Fig. 3 Typical TEM microstructure of solution treated material.
[image:2.595.314.538.71.216.2] [image:2.595.313.541.600.768.2]coarse grains.
Optical microstructures of hot worked materials followed by annealing processed by (a) schedule A and (b) schedule BDare shown in Fig.6. Annealing of material processed by schedule A resulted in significant grain coarsening. On the other hand, grain size of the material processed by schedule BD remained almost unchanged. It was found that the pre-strain before aging was effective in preventing grain growth at high temperatures.
3.2 Effect of temperature for pre-strain
Effect of temperature for pre-strain on microstructural stability was examined by schedules BD, C, D and E. TEM microstructure of aged material for 500 h processed by schedule E is shown in Fig.7. By comparing the micro-structure for material processed by schedule BD(Fig.4(b)), it is obvious that the precipitation process depended on the temperature for pre-strain. The extent of needle-shaped precipitates increased as a result of increasing temperature for pre-strain. Optical microstructures of hot worked speci-mens followed by static annealing at 548 K processed by (a) schedule C, (b) schedule D and (c) schedule E are shown in Fig.8. The microstructural stability lost above pre-strain temperature of 623 K. It was found that the pre-strain at high temperatures of 623K is not effective to stabilize the microstructure after hot working. This is probably because recovery process during pre-strain reduced the accumulated
strain as expected from the fact that the Vickers hardness of specimens after pre-strain decreased with increasing tem-perature for pre-strain.
3.3 Effect of the degree of pre-strain
Effect of the degree of pre-strain on microstructural stability was examined by schedules BA, BB, BC and BD. Optical microstructures of hot worked specimens followed by static annealing at 548 K processed by (a) schedule BA, (b) schedule BB and (c) schedule BC are shown in Fig.9. The material with small pre-strain of "¼ 0:12 (schedule BA) did not show the microstructural stability, whereas those with larger pre-strain of " 0:4 exhibited microstructural stability. It is suggested that there is a critical pre-strain for microstructural stability.
3.4 Mechanical properties at 548 K
The true stress-true strain relations at 548 K obtained from the jump strain rate tests are shown in Fig.10(a). The flow stress of the material processed by schedule BD was lower than that by schedule A. Relatively large elongation of 174% was obtained in a material processed by schedule BD compared with that of 124% by schedule A.
The variation in ma-value as a function of true strain is shown in Fig. 10(b). Thema-value, defined in the equation ð@logÞ=ð@log _""Þwhereis the flow stress and""_is the strain
Fig. 4 Typical TEM microstructures of materials aged for 500 h by
[image:3.595.313.542.71.431.2] [image:3.595.55.285.71.421.2]rate, exhibited about 0.35 in material by schedule BD throughout deformation. This value is in the range of superplasticity (>0:3), though the elongation obtained was relatively small. It was found that the material by schedule BD behaved in a superplastic manner owing to the micro-structural stability at this temperature. On the other hand,m a-value of material by schedule A was 0.2 throughout
deformation, indicating that the climb-controlled dislocation creep dominates the deformation. This suggests that the material could no longer exhibit superplasticity because of the grain growth.
Fig. 6 Optical microstructures of hot worked specimens followed by static annealing at 548 K processed by (a) schedule A and (b) schedule BD.
Fig. 8 Optical microstructures of hot worked specimens followed by static annealing at 548 K processed by (a) schedule C, (b) schedule D and (c) schedule E.
Fig. 7 Typical TEM microstructure of material aged for 500 h by schedule E.
[image:4.595.313.541.69.605.2] [image:4.595.56.285.71.427.2] [image:4.595.55.285.488.654.2]4. Discussion
The present investigation showed that with appropriate choice of pre-strain conditions, it is possible to attain the microstructural stability in ZK60 magnesium alloy. It is expected that the change in precipitation process results in the microstructural stability. This change will occur under a certain accumulated strain prior to aging. In order to clarify the effect of pre-strain on microstructural stability, chemical composition of each precipitate in the materials processed by schedules A and BDwas analyzed using TEM-EDS.
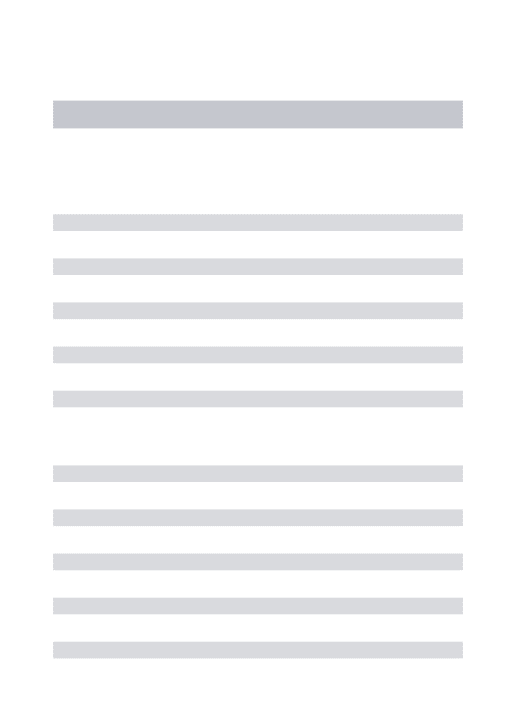
EDS analytical data of material processed by schedule A after aging are listed in Table1for the sample points in Fig.
11(a). The phase expected from the chemical composition is also shown in the table. The phase was estimated from the Mg–Zn system binary phase diagram.11)The needle-shaped precipitate observed in material without pre-strain was Mg1(Zn,Zr)1. EDS analytical data of material processed by schedule BDafter aging are listed in Table2for the sample points in Fig.11(b). Material with pre-strain had two kinds of precipitates: Mg1(Zn,Zr)1 and Mg7(Zn,Zr)3 phases. It is suggested that the phase Mg7(Zn,Zr)3 precipitated owing to the pre-strain. There would be critical accumulated strain to precipitate the phase Mg7(Zn,Zr)3.
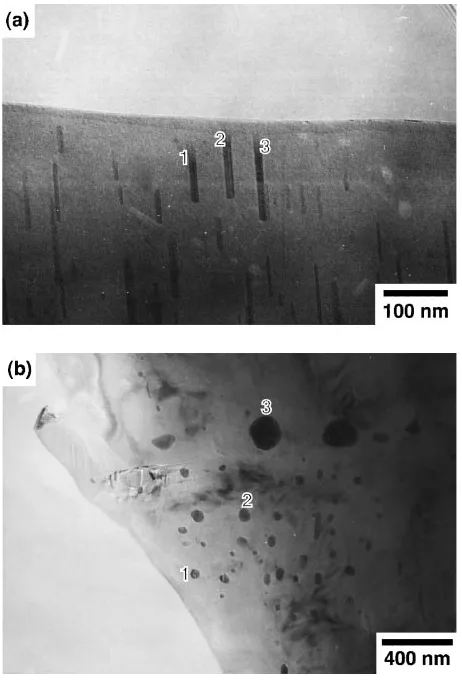
EDS analytical data of material processed by schedule BD after hot working followed by annealing are listed in Table3
for the sample points in Fig.12. The same phases of Mg1(Zn,Zr)1and Mg7(Zn,Zr)3 were observed even after hot working, indicating that these phases were stable during hot working. Precipitates resided in the grain boundaries (sample points: 1–3) were Mg7(Zn,Zr)3. It is suggested that the Mg7(Zn,Zr)3 was effective for the pinning of grain bound-aries, and that microstructural stability was attained owing to the precipitation of Mg7(Zn,Zr)3 by pre-strain before aging treatment.
At present, no definitive mechanism can be presented how the Mg7(Zn,Zr)3 phase brought about microstructural
stabi-Fig. 9 Optical microstructures of hot worked specimens followed by static annealing at 548 K processed by (a) schedule BA, (b) schedule BBand
[image:5.595.53.288.62.597.2](c) schedule BC.
[image:5.595.313.538.71.294.2]Fig. 10 The variation in (a) true stress and (b)ma-value as a function of true strain.
Table 1 EDS analytical data for the sample points in Fig.11(a) of material after aging processed by schedule A.
Sample
Mg Zn Zr Phase
No.
1 62.9 36.9 0.2 Mg1(Zn,Zr)1
2 59.6 39.9 0.5 Mg1(Zn,Zr)1
3 63.2 36.7 0.1 Mg1(Zn,Zr)1
[image:5.595.304.549.380.445.2]lity, and thus further research on the structure of the precipitates and the interface between precipitates and the matrix by high-resolution electron microscopy would be required to understand the micromechanism.
5. Summary
A four-step materials processing has been devised for attaining structural stability in a commercial magnesium alloy, ZK60. The processing was composed of solution treatment, pre-strain at low temperatures of523K, overa-ging and hot working. The grain size of the material processed by this processing sequence was stable at a temperature of 548 K. The phase Mg7(Zn,Zr)3, which would precipitate over a certain accumulated strain, was suggested to be effective in pinning the grain boundaries at high temperatures. The present material behaved in a superplastic manner at 548 K and at a strain rate of1102s1owing to the microstructural stability at this temperature.
Acknowledgements
This work was supported by ‘the Priority Group of Platform Science and Technology for Advanced Magnesium Alloys, Ministry of Education, Culture, Sports, Science and Technology’ (11225209), and by the Light Metal Education Foundation Inc.
REFERENCES
1) T. Mukai, H. Watanabe and K. Higashi: Mater. Sci. Tech.16(2000) 1314–1319.
2) Glossary of terms used in metallic superplastic materials, Japanese Industrial Standard, JIS H7007, 1995.
3) H. Watanabe, H. Hosokawa, T. Mukai and K. Higashi: Materia Japan
39(2000) 347–354.
4) D. H. Sastry, Y. V. R. K. Prasad and K. I. Vasu: Scr. Metall.3(1969) 927–930.
5) H. Watanabe, H. Tsutsui, T. Mukai, K. Ishikawa, Y. Okanda, M. Kohzu and K. Higashi: Mater. Trans.42(2001) 1200–1205.
6) H. Takuda, S. Kikuchi and N. Hatta: J. Mater. Sci.27(1992) 937–940. 7) J. E. Morgan and B. L. Mordike: Metall. Trans. A12A(1981) 1581–
1585.
8) B. L. Mordike: Mater. Sci. Eng.A324(2002) 103–112. 9) E. A. Stark, Jr.: J. Metals22(1970) 54–63.
10) J. B. Clark: Acta Metall.13(1965) 1281–1289.
11) L. Sturkey and J. B. Clark: J. Inst. Metals88(1959–60) 177–181. 12) E. O. Hall: J. Inst. Metals96(1968) 21–27.
[image:6.595.313.541.70.234.2]13) G. Mima and Y. Tanaka: Trans. JIM12(1971) 71–75.
Fig. 12 TEM microstructure for material after hot working followed by annealing at 548 K processed by schedule BD, showing sample points by
[image:6.595.54.285.71.412.2]EDS.
Table 2 EDS analytical data for the sample points in Fig.11(b) of material after aging processed by schedule BD.
Sample
Mg Zn Zr Phase
No.
1 50.3 49.6 0.1 Mg1(Zn,Zr)1
2 74.5 25.5 0 Mg7Zn3
3 75.8 8.1 16.1 Mg7(Zn,Zr)3
(at%)
Table 3 EDS analytical data for the sample points in Fig.12of material processed by schedule BDafter hot working followed by annealing.
Sample
Mg Zn Zr Phase
No.
1 75.1 19.9 5.0 Mg7(Zn,Zr)3
2 72.5 21.4 6.1 Mg7(Zn,Zr)3
3 72.5 19.7 7.8 Mg7(Zn,Zr)3
4 53.1 31.6 15.3 Mg1(Zn,Zr)1
[image:6.595.47.291.490.555.2](at%) Fig. 11 TEM microstructures after aging treatment processed by
(a) schedule A and (b) schedule BD, showing sample points by EDS.
[image:6.595.46.289.621.697.2]14) G. Mima and Y. Tanaka: Trans. JIM12(1971) 76–81. 15) G. Mima and Y. Tanaka: Trans. JIM12(1971) 317–328.
16) T. Takahashi, Y. Kojima and K. Takanishi: J. Japan Inst. Light Metals
23(1973) 376–382.
17) L. Y. Wei, G. L. Dunlop and H. Westengen: Metall. Mater. Trans. A
26A(1995) 1705–1716.
18) T. Hirata and S. Matsuo: J. Japan Inst. Metals36(1972) 1159–1163. 19) K. Matsuda, H. Gamada, Y. Uetani, S. Rengakuji, F. Shinagawa and S.