THE INFLUENCE OF SOLID
LUBRICANT IN MACHINING
PARAMETER OF MILLING OPERATION
Z.A. Zailani
1, R. Hamidon
3, M.S Hussin
4, M.F.M.A Hamzas
5, Hasnul Hadi
6.
School of Manufacturing Engineering University Malaysia Perlis, Kampus Ulu Pauh, Arau, Perlis.
http://www.unimap.edu.my
S. Sulaiman
2.
Department of Mechanical and Manufacturing Engineering University Putra Malaysia,
43400 Serdang, Selangor.
http://www.upm.edu.my
Abstract:
Milling is a widely material removal process for different materials. It is characterized by high material removal rate. Machining leads to high friction between tool and workpiece, and can result in high temperatures, impairing the dimensional accuracy and the surface quality of the products. Application of conventional cutting fluid may not effectively control the heat generation in milling. Besides, cutting fluids are major source of pollution. Solid lubricant assisted machining is an environmental clean technology for desirable control of cutting temperature. Hence, this project investigates the role of solid lubricant assisted machining with graphite powder extra pure on surface quality and tool wear while machining mild steel. There are four conditions of lubricants will be analyzed for this experiment. The conditions are fully ordinary coolant, and the mixture between ordinary coolant with 50 grams, 100 grams and 150 grams of graphite powder extra pure. The performance of solid lubricant assisted machining will be analyzed in measuring the reduction in tool wear and surface roughness and compare with wet machining.
Keywords: Milling, Solid Lubricant, Graphite.
1. Introduction
A milling machine is a machine tool used for the shaping of metal and other solid materials. Milling machines exist in two basic forms: horizontal and vertical, which terms refer to the orientation of the cutting tool spindle. Workpiece and cutter movement are precisely controlled to less than 0.001 inches (.025 millimeters), usually by means of precision ground slides and leadscrews or analogous technology. Milling machines may be manually operated, mechanically automated, or digitally automated via computer numerical control (CNC)[1].
2. Literature Review
Milling is the most common form of machining, a material removal process, which can create a variety of features on a part by cutting away the unwanted material. The milling process requires a milling machine, workpiece, fixture, and cutter. The workpiece is a piece of pre shaped material that is secured to the fixture, which itself is attached to a platform inside the milling machine. The cutter is a cutting tool with sharp teeth that is also secured in the milling machine and rotates at high speeds. By feeding the workpiece into the rotating cutter, material is cut away from this workpiece in the form of small chips to create the desired shape.
A lubricant is a substance introduced between two moving surfaces to reduce the friction between them, improving efficiency and reducing wear. They may also have the function of dissolving or transporting foreign particles and of distributing heat. In this era of eco-friendly sustainable manufacturing, technological improvements have resulted some of the alternatives to cutting fluid such as cryogenic cooling, dry cutting and solid lubricants.
More recent development in machining include the use of cryogenic gases such as nitrogen or carbon dioxide because of reduction in temperature, tool hardness is maintained and tool life is enhanced, thus allowing higher cutting speeds. Furthermore, the nitrogen simply evaporates and thus has no adverse environmental impact while the principle behind dry cutting is the application of a fine mist of air-fluid mixture containing a very small amount of cutting fluid, for example vegetables oil. With major advances in cutting tools, dry machining has been shown to be effective in various machining operations especially turning, milling and gear cutting on steels, steel alloys, and cast irons, but generally not for aluminum alloys. Besides, Solid lubricantsare mainly used as additives to oils and greases. Solid lubricants are also used in form of dry powder or as constituents of coatings because of their unique properties and characteristics. The typical solid lubricants that always used are graphite, molybdenum disulfide, boron nitride, tungsten disulfide and polytetrafluorethylene (PTFE) [3]. Requirements to of solid lubricants properties are because of low shear strength in the sliding direction. This property provides low coefficient of friction due to easy shear movement of the lubricant material. Besides, it has high compression strength in the direction of the load (perpendicular to the sliding direction). A solid lubricant possessing high compression strength is capable to withstand high loads without sufficient direct contact between the rubbing surfaces. At the same time, it’s also having a good adhesion of the solid lubricant to the substrate surface. This property provides a presence of the solid lubricant on the part surface even at high shear stresses.
From the review study, it shows that the uses of solid lubricant can minimized the effect of tool wear reduction and improve the surface quality of a product. The experimentation will be done to study and measure performance of a solid lubricant mixture in machining of mild steel. The analysis will be done in measuring the reduction in tool wear and surface roughness and compare with dry or wet machining.
3. Experimentation
In the first stage of this work, experiments have been carried out to investigate the role of solid lubricants such as graphite on tool wear and surface finish of the product in machining (milling) under fixed cutting speeds and feeds. In the second stage, a comparative performance analysis of graphite assisted machining with the ordinary coolant or wet machining has been conducted in order to identify the best possible solution for machining mild steel.
For the ordinary coolant lubricant mixture, the MJS semi-synthetic coolant added with the water by 1:20 ratios. The ratio based on the typical uses for machining mild steel using high speed steel cutting tools. For the next machining, the ordinary coolant added with the different amount of graphite powder such as 50gram, 100gram and 150gram which has been measured using analytical weight balancer. For this experiment, The modification of the coolant tank has been made to accommodate with the experiment which need the frequent change of the lubricant. This is to ease the changing process of the lubricants because the external tank has been attached beside the milling machine. This is to ensure that the tank easily and clearly cleaned before the new sample of the lubricants filled.
Table 1: Experimental Parameters
Experiment Condition Description 1. Work Specimen
- Material - Size
- Cutting Tools
Mild Steel
100mm x 60mm x 20mm High Speed Steel 4 flute
2. Cutting Condition a) Liquid Coolant
b) Liquid Coolant + Solid Lubricant 3. Cutting Parameters
- Spindle Speed - Feed Rate - Flow Rate - Length of Cut - Depth of Cut - Machining Time
1400rpm/min (Ø8mm) and 700rpm/min (Ø15mm) 200mm/min (Ø8mm) and 220mm/min (Ø15mm) 10ml/min
100mm/cut 0.5mm/cut 0.5min/cut
To ensure the uniformity of chemical composition, microstructure and other properties, all work piece from the same batch were taken with the fixed parameters of cutting speed, feed rates, flow rates, depth of cut and length of cut. The cutting tools, used in the experiment, were high speed steel four flute end mill cutters. Four sets of 8mm and 15mm diameters each, used in the experimentation. Each tool was used for six times of cutting with 0.5mm depth of cut and 100mm length of cut each. There are four different cutting fluid used in the experimentation such as semi synthetic coolant, and the combination of the semi synthetic coolant with three different amount of the graphite powder.
4. Result and Discussion
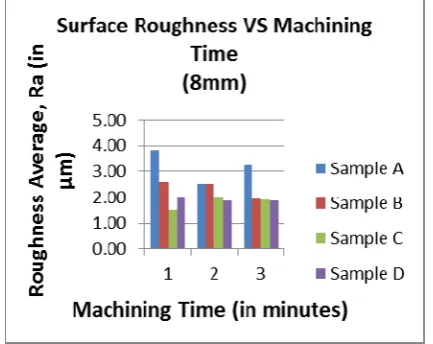
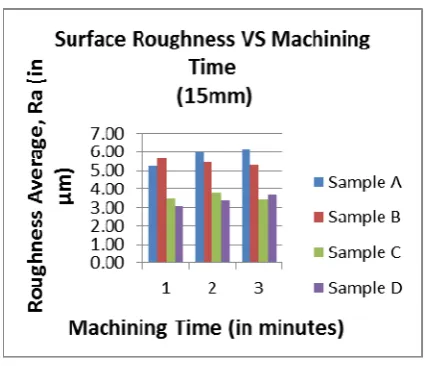
Figure 1: The Overall Result for 8mm and 15mm
From the results, the variations of surface roughness are different between 8mm and 15mm cutting tools. It has been found that the major contribution to this variation is cutting condition (cutting speed and feedrate). This is as expected because it is well known that the theoretical surface roughness is primarily a function of the feed for a given nose radius and varies as the square of the feed rate.In addition, M. Alauddin et al. [4]on their experiment also reveal that the feedrate is the most dominant factors of all considered factors of representing surface roughness quality. The improvement in surface roughness quality when applied the graphite mixture can be attributed due to the inherent lubricating properties even at the high temperature. The lubrication action of the graphite reduces the frictional force between the tool and workpiece and reducing the temperature developed and ultimately preventing tool wear and prolonging the tool life, which results in surface quality improvement.
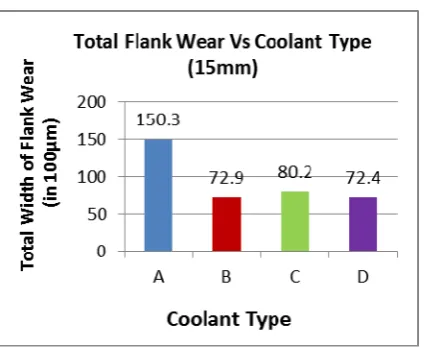
Figure 2: Total Flank Wear
The effect of graphite content in the ordinary lubricant can be observed clearly through the experiments. It can be seen from the flank wear result for 8mm and 15mm, the addition of the graphite powder can lead to the reducing the rate of flank wear compared to ordinary coolant of semi-synthetic. Furthermore, the reduction rate is clearly obtained for the 15mm cutting tools. The key to this performance of graphite is its layer lattice structure and low coefficient of friction. When graphite applied in this experiment, the particles of graphite formed a layer on the workpiece which reduce the frictional between cutting tool and workpiece interface. It can be observed from the result that the mixture of 150gram graphite with ordinary coolant is more effective compared to other lubricating condition. However in case of mixture of 50gram graphite seems to be better result compared to mixture of 100gram whether for the 8mm or 15mm tools. But, as the machining time progress, the results for the three proportions are synonymous. The factors affecting the results for the 8mm and 15mm cutting tools are cutting speed and feedrate. The different parameter setup for these tools contributes to the different result of flank wear. For the 8mm, the cutting speed is 1400 rpm and 200 mm/min feedrate while for the 15mm is 700 rpm and 220 mm/min.
The rate of flank wear is less in solid lubricant assisted machining compared to ordinary coolant because under such high cutting temperatures, the solid lubricant mixture creating a thin lubrication film on the workpiece and causes to reduction of flank wear. Besides, low coefficient of friction, sliding action and low shear resistance within the contact interface are the reason for reduction of flank wear especially for the high speed machining. During the high speed machining, the temperature will increase and melts and smears creating a thin lubricating film on the rake face of the tool.
5. Conclusion
The present work aims to examine objectively the probable effects of solid lubricants in milling and to find out whether solid lubricants have an edge over conventional cutting fluids. The objectives of the experiment have been successfully achieved through the result finding. Experimental finding reveal that the use of graphite powder extra in cutting fluid has been successful in reducing tool wear and improving surface finish. The friction generated between tool and workpiece has been significantly reduced in graphite assisted machining as compared with wet machining. Besides, the non-polluting nature of solid lubricant is a clear advantage and is critical in making the choice. The overall results can be summarized as follows:
1) The flank wear are reduced because of the formation of a graphite film on the surface is lubricious and functioned due to its layered crystal structure and unique bond characteristics.
2) Surface finish is improved especially for sample C and D compared to machining with ordinary cutting fluid. The mechanism responsible is explained as low coefficient of friction at the tool work interface with the formation of lubricating film.
5) If compared with other solid lubricant, for example molybdenum and boron, the graphite powder extra pure are not forbiddingly expensive due to their reuse application.
References
[1] Woodbury, Robert S. (1972), History of the Milling Machine. In Studies in the History of Machine Tools, Cambridge, Massachusetts, USA, and London, England: MIT Press, LCCN 72-006354, ISBN 978-0-262-73033-4.
[2] N. Suresh Kumar Reddy, P. Venkateswara Rao, A genetic algorithmic approach for optimization of surface roughness prediction model in dry milling, Machining Science and Technology – An International Journal 9(1) (2005) pages 63-84.
[3] Serope Kalpakjian, Steven Schmid, Manufacturing Engineering and Technology, 5th Edition, Chapter 23, Surface Roughness and Measurement; Friction, Wear and Lubrication page 1053-1054.
[4] M. Alauddin, M.A. El Baradie, M.S.J. Hasmi, Computer Aided analysis of a surface roughness model for end milling, Journal of Material Processing Technology 55 (1995) 123-127.
[5] P. Vamsi Krishna, D. Nageswara Rao, Performance evaluation of solid lubricant in terms of machining parameters in turning, International Journal of Machine Tools & Manufacturer 48 (2008) 1131-1137.
[6] A. Venugopal, P.V. Rao, Performance improvement of grinding of SiC using graphite as a solid lubricant, Materials and Manufacturing Processes 19 (2) (2004) 177–186.
[7] S. Shaji, V. Radhakrishnan, An investigation an solid lubricant moulded grinding wheels, International Journal of Machine Tools and Manufacture 43 (2003) 965–972.
[8] N. Suresh Kumar Reddy, P.V. Rao, Experimental investigation to study the effect of solid lubricants on cutting forces and surface quality in end milling, International Journal of Machine Tools and Manufacture 46 (2006) 189–198.