YAZID ABDULSAMEEA MOHAMMED SAIF
A project report submitted in partial fulfillment of the requirement for the award of the
Degree of Master of Mechanical and Manufacturing Engineering
Faculty of Mechanical and Manufacturing Engineering Universiti Tun Hussein Onn Malaysia
v
ABSTRACT
Surface roughness is one of the most important properties in any machining process and
in micro milling it is really critical as the product needs to be of a very high surface
quality. Therefore the present research is aimed at finding the optimal process
parameters for end milling process and optimum surface roughness. In this study by
using regression model and Artificial Neural Networks (ANN) which are widely used
for both modeling and optimizing the performance of the manufacturing technologies.
Optimum machining parameters are of great concern in manufacturing environments,
where economy of machining operation plays a key role in competitiveness in the
market. The End milling process is a widely used machining process in aerospace
industries and many other industries ranging from large manufacturers to a small tool
and die shops, because of its versatility and efficiency. The present work involves the
estimation of optimal values of the process variables like, speed, feed and depth of cut,
whereas the surface roughness was taken as the output. The obtained results proved the
ability of ANN method for End milling process modeling and optimization. The final
measurement experiment and predicting the error of surface roughness in neural network
have been performed to verify the surface roughness optimum error percentage 1.71µm.
For this study, the accuracy of artificial neural network and regression model 98.2% and
CONTENTS
TITLE i
DECLARATION ii
DEDICATION iii
ACKNOWLEDGEMENT iv
ABSTRACT v
CONTENTS vi
LIST OF TABLES xi
LIST OF FIGURES xii
LIST OF SYMBOLS AND ABBREVIATIONS xiv
LIST OF APPENDICES xvi
CHAPTER 1 INTRODUCTION
1.1 Research Background 1
1.2 Problem statement 3
1.3 Project objectives 5
1.4 Project Scopes 5
CHAPTER 2 LITERATURE REVIEW
2.1 Introduction 6
vii
2.3 The Interface of Artificial Neuro-intelligence 9
2.4 The Typical ANN 10
2.4.1 ANN Training 11
2.4.2 Back propagation 11
2.4.3 Modeling using ANN 11
2.5 Development of Ann Model 12
2.5.1 Predict Using Neural Networks 13
2.6 Applications of Neural Network 13
2.6.1 Prediction of surface roughness 14
2.6.2 Prediction of tool wear 14
2.6.3 Prediction of cutting forces 15
2.7 Milling Process 15
2.7.1 Optimization of machining processes 17
2.7.2 Speed and feeds for machining tools 18
2.7.2.1 Cutting speed 18
2.7.2.2 Feed rate 19
2.7.2.3 Depth of cut 19
2.7.2.4 Error performance calculation 20
2.8 Surface roughness 20
2.8.1 Ideal surface roughness 20
2.8.2 Natural surface roughness 21
2.8.4 Surface Roughness Production Methods 22
2.8.4.1 Artificial intelligence approach 24
2.8.4.2 Designed experiments approach 24
2.8.4.3 2.9 2.9.1 2.10 2.11 2.12 2.12.1 2.12.2
Experimental investigation approach
Aluminum alloy
Aluminum alloy 6061 work material
Thermal properties
Electrical properties
Metrology for performance characterization
3D surface profiles
Microscopes 24 25 25 27 27 28 28 29
CHAPTER 3 METHODOLOGY
3.1 Introduction 30
3.2 General Overview 31
3.3 Experiment Setup 32
3.4 Design of experiment 32
3.5 Parameters study 33
3.5.1 Working material 34
3.5.2 Milling machine 35
3.5.2.1 Using the vertical milling machine 35
3.5.1.2 Cutting tool for vertical milling machine 36
3.5.3 Coding in CNC machine 37
ix 3.6 3.7 3.8 3.9 3.10 3.10.1 3.10.2
Surface Roughness Tester
NARAX program in mat-lab
Neural Network Methods
The Levenberg-Marquardt algorithm
Surface Roughness Optimization
Optimization Problem Formulation
Regression analysis of Surface Roughness
39 39 40 41 43 43 43
CHAPTER 4 RESULTS AND DISCUESSION
4.1 Introduction 44
4.2 Data analysis 44
4.3 Neural Network Training 45
4.3.1 Training Data Performance 46
4.3.2 Errors between surface roughness Experiment and
surface roughness ANN Training data set
47
4.3.3 Comparison Errors of surface roughness Experiment
and of surface roughness ANN predicted values
48
4.4 3D Plot Surface 53
4.5 Regression Analysis for surface roughness 54
4.5.1 The regression equation for cutting side 55
4.6 Optimization of Surface Roughness 56
4.6.1
4.7
Summary of the model
Comparison Present Work With Others
57
CHAPTER 5 CONCLUSIONS AND RECOMMENDATIONS
5.1 Conclusion 61
5.2 Recommendation 63
REFFERENCES 64-68
APPENDICES
xi
LIST OF TABLES
2.1 Chemical composition of aluminum alloy 6061 26
2.2 Physical properties of aluminum alloy 6061 26
2.3 Mechanical properties of aluminum alloy 6061 26
2.4
2.5
3.1
3.2
3.3
Applications of aluminum alloy 6061
key properties of aluminum alloy 6061
Data of cutting parameter under vertical milling machine
Physical, thermal, electrical and mechanical properties of
AL- 6061
Specification of the cutting tool
27
27
34
34
36
3.4 planning parameters inside CNC milling machine 38
4.1 Comparison of Ra in Ribbing Side and Ra in Cutting Side
Both with ANN
49
4.2 Analysis of Variance 56
4.3
4.7
the difference between the regression analysis of the
response
Comparison Present Work With Others
57
LIST OF FIGURES
2.1 A simple model of an ANN 10
2.2 Biological nervous system 11
2.3 Neural network for predicting surface roughness 12
2.4 End Milling process 16
2.5 ball End Mill 18
2.6 Surface texture 22
2.7 Fishbone diagram with the parameters that affect surface
roughness
23
2.8 Commercial 3D surface profilers 29
2.9 Examples of scanning electron microscope 29
3.1 General flow chart of predicting surface roughness 31
3.2 Experiment setup 32
3.3 The ball milling cutter 33
3.4 Aluminum alloy 6061 work piece model in CATIA 35
3.5 CNC vertical milling machine 36
3.6 Ball Mill cutting tool two flute 37
3.7 Type of codes used in CNC machine 37
3.8 Surface Roughness testers 38
3.9 NARAX Neural Network 39
3.10 Flow chart of ANN process in Mat-lab 40
4.1 Predicting Surface Roughness in Neural Networks 45
4.2 Neural network training (nn traintool) 46
4.3 Best Training Data Performance 47
4.4 Error Between surface roughness Experiment and surface
roughness ANN in Training Data Set
xiii
4.5 Comparison Errors of surface roughness Experiment and
surface roughness ANN Predicted Values
48
4.6 Comparison between surface roughness Experiment and
surface roughness for Cutting Side
50
4.7 Comparison between surface roughness Experiment and
surface roughness for Ribbing Side
50
4.8 Surface Roughness Vs Cutting Speed at a Constant Depth of
Cut =0.2mm
51
4.9 Surface Roughness Vs Depth of Cut at a Constant Cutting
Speed = 500m/min
51
4.10 Surface Roughness Vs Cutting Speed at a Constant Depth of
Cut=0. 3mm
51
4.11 Surface Roughness Vs Depth of Cut at a Constant Cutting
Speed =750m/min
52
4.12 Surface Roughness Vs Cutting Speed at a Constant Depth of
Cut =0. 4mm
52
4.13 Surface Roughness Vs Depth of Cut at a Constant Cutting
Speed =1000m/min
52
4.14 Surface Plot of Interaction Effects of Milling Parameters on
the Surface Roughness for AL-6061with 3.18 %.
53
4.15 Surface Plot of Interaction Effects of Milling Parameters on
the Surface Roughness for AL-6061with 3.18%.
54
4.16 Residual plots for surface roughness for cutting side 55
4.17 Comparison between surface roughness experiment and
surfaceroughness regression model in ribbing side 5.68%.
58
4.18 Comparison between surface roughness experiment and
surfaceroughness regression model in cutting side 3.7%.
LIST OF SYMBOLS AND ABBREVIATIONS
ANN - Artificial neural network
BP - Back propagation
DOE - Design of experiments
GA - Genetic algorithm
MAPE - Mean absolute percentage error
MSE - Mean squared error
AI - Artificial Intelligence
Adj - Adjusted
CNC - Computer Numerical Control
Vc - Cutting Speed
DOC - Depth of Cut
Ra - Average Surface Roughness
Exp - Exponential
RPM - Revolution per Minute
RSM - Response Surface Methodology
g
- Thermal ConductivitySS - Sum of Square
TiAlN - Titanium Aluminum Nitrate
Vs - Versus
B1 - Biases of the hidden neurons
B2 - Bias of the output neuron
N - Number of data
xv
R - Correlation coefficient
µm - Micro meter
ti - ith target (experimental) value of average surface roughness, µ m
X Input vector to ANN
W1 - Weights between input and hidden layer
W2 - Weights between hidden layer and output layer
IPM - feed rate, in inches per minute
F - feed per tooth
N - number of teeth in the cutter being used
% - eij is the percentage error
Mij - measured value
Pij - predicted values
i - represents the ith validation Experiments
LIST OF APPENDICES
APPENDIX TITLE PAGE
A Code of the neural network 69
B The pictures machine and tables 72
CHAPTER 1
INTRODUCTION
1.1 Research background
In recent years the modern machines have the challenges in the industries which is
mainly focused on the achievement of high quality, in term of work piece dimensional
accuracy, high production rate, surface finish, less wear on the cutting tools, economy of
machining in terms of cost saving and increase in the performance of the product with
reduced environmental impact. End milling is a very commonly used machining process
in industry. The ability to control the process for better quality of the final product is
paramount importance.
The key change drivers in the case of cutting technology include diminishing
component size, enhanced surface quality, closer tolerances and manufacturing
accuracies, reduced prices, diminished component weight, and reduced batch sizes
(Byrne., 2003). The surface character of the machined parts is one of the most
significant product quality characteristics and one of the most frequent customer
requirements. Surface quality is often expressed by the measurement of surface
roughness.
According to (Parveen et al., 2013), CNC (Computer Numerical Control) milling
machine is one of the common machine tools in machine industry. The face milling is an
operation for producing plane or flat surfaces using a face milling cutter. It is applied for
having an axis of rotation perpendicular to the work pieces surface and removes material
in the manner. Face milling process is gaining popularity in industries in recent years
due to the capability in improving machining performance, reducing cost while
achieving reduced lead times, and higher productivity. However, the demand for high
quality focuses attention on the surface condition and the quality of the product,
especially the roughness of the machined surface because of its effect on product
appearance, function, and reliability.
In addition, a good quality machined surface significantly improves fatigue
strength, corrosion resistance, and creep life. Surface roughness are defined as a group
of irregular waves in the surface, measured in micrometers (μm). With the more precise
demand of modern engineering products, the control of surface texture has become more
important. The surface roughness data obtained by measurement can be manipulated to
determine the roughness parameter (Parveen et al., 2013).
(Thanongsak et al., 2012), Micro-end milling is the most flexible process among
all mechanical micromachining processes. Its capabilities provide many advantages for
manufacturing of complex features, especially those in medical devices and implants.
However, scaling the conventional milling process down to a micro scale result in
encountering several problems.
Aluminum alloys are extensively used as a main engineering material in various
industries such as automotive industries, the mold and die components manufacture and
the industry in which weight is the most important factor. Surface roughness is an
important measure of product quality since it greatly influences the performance of
mechanical parts as well as production cost. These materials help machining and possess
superior machine ability index. Milling is one of the most commonly used machining
processes in aluminum alloys shaping. It has considerable economic importance because
it is usually among the finishing steps in the fabrication of industrial mechanical parts.
Their effect on products is important because they may cause some critical problems
such as the deterioration of surface quality, thus reducing the product durability and
3
Surface roughness is one of the most important properties in any machining
process and in micro milling it is really critical as the product needs to be of a very high
surface quality. Many researchers have focused on the surface roughness obtained in the
micro milling process, (Rawangwong et al., 2012).
As mentioned above, surface roughness is an important measure of product
quality. Surface roughness have an impact on the mechanical properties like fatigue
behavior, corrosion resistance, creep life, etc. Sometimes, various catastrophic failures
causing high costs have been attributed to the surface finish of the components in
question. As a result, there have been many great research developments in modeling
surface roughness and optimization of the controlling parameters to obtain a surface
finish of desired level since the only proper selection of cutting parameters can produce
a better surface finish.
Nevertheless, such studies are far from completion since it is very difficult to
consider all the parameters that control the surface roughness for a particular
manufacturing process. The parameters that affect surface roughness include machining
parameters, cutting tool properties and work pieces properties etc. In the manufacturing
industries, various machining processes are adopted to remove the material from a work
piece for the better product. Likewise, end milling process is one of the most critical and
common metal cutting operations used for machining parts because of its ability to get
rid of materials faster with a reasonably good surface quality. In recent times, numerical
controlled machine tools have been implemented to realize full automation in milling
since they provide greater improvements in productivity increase the quality of the
machined parts and require fewer operators input recognized by (Rawangwong et al.,
2012).
Although micro milling emerges as a newly developing method, it is in nature
originally and directly scaled down from the conventional milling. The two cutting
processes have the similar kinematics, and the cutting process can be characterized by
mechanical interaction of a sharp tool with the work material, causing breakage inside,
the material along defined paths, and eventually leading to removal of the useless part of
Micro milling plays an increasingly significant part in bridging the crack
between the traditional precision macro and the emerging micro machining for making
functional parts. However, a number of vital issues, arise on transition of mature
macro-domain knowledge into the micro stage, which influence the underlying mechanisms of
the process, resulting in alterations in the chip-formation process, reducing forces,
vibrations and process stability, and the genesis and subsequent character of the
resulting machined surface (Liu et al., 2004a).
These constraints, for example, unpredictable tool life and premature tool
failures, significant downsized tool-work interactions, are mainly resulting from the
miniaturization of machined components, cutting tools and processes, making the
manufacturing technique considerably challenging in achieving favorable cutting
performance. In the work, tooling performance is referred as the cutting operation of
micro tools, and it is universally weighted by a combination of characterization
methods, such as the cutting forces, chip formation, tool wear and life, dimensional
accuracy and surface polish. Research on this aspect has the potential to improve the
tool design and optimize the cutting process. At present, scientific knowledge on the
genes governing the tooling performance has not been systematically examined yet and
the present capability of the manufacturing technique needs to be continually prepared
to fill current and future production needs. It would consequently be of outstanding
significance to address a comprehensive insight so as for further drawing out its
industrial applications.
1.2 Problem statement
In manufacturing industries, manufacturers focused on the quality and productivity of
the product. To increase the productivity of the product, computer numerically machine
tools have been implemented during the past decades. Surface roughness is one of the
most important parameters to determine the quality of product. The mechanism behind
the formation of surface roughness is very dynamic, complicated, and process
5
Although surface roughness have an important property in any machining
process and in micro milling it is really critical as the product needs to be of a very high
surface quality. As presented the events that occurred in manufacturing industries by
looking along the surface roughness for the quality of the products that can effect to the
market income. In this research can predict the events that appeared by using the
intelligent neural network.
Furthermore, minimizing the error of surface roughness in the micro milling
machine which consider the effectiveness of increasing and decreasing the feed rate and
tool edge radius. Although, by using artificial neural network prediction is depending on
other parameters which are depth of cut, cutting speed and feed rate. Besides that
surface roughness value were optimized in milling using statically regression methods.
1.3 Objectives
1. To develop predictive model of surface roughness in milling process.
2. To apply Artificial Neural Network in the machining.
3. Optimization of machining processes by regression method and used to
assist in the controller training.
1.4 Scope of study
To obtain a better understanding regarding machining parameter and surface roughness
which focusing on neural net organization. Traditionally, the selection of cutting
conditions for metal cutting is left to the machine operator. In such events, the
experience of the operator plays a major function, but even for a skilled operator it is
very difficult to achieve the optimum values each time. Machining parameters in metal
milling are cutting speed, feed rate and depth of cut. The setting of these parameters
LITERATURE REVIEW
2.1 Introduction
In this current research for obtaining the optimum of surface roughness by using micro
milling process. Therefore, three milling parameters have been selected, spindle speed,
feed rate and depth of cut. Adequate settings of cutting parameters are most important to
obtain better surface roughness. By using intelligence method of neural network system
that will predict the accurate surface roughness with playing rules of hidden layers and
weighted of input parameters. Beside that study the effect of feed rate, cutting speed and
depth of cut on surface roughness by developing artificial neural networks (ANN)
models.
2.2 Previous Study
(Abbasi et al., 2012), focused on the Response surface methodology (RSM) prospects
with Gradient method and discussed the problem of getting insignificant results, the
possibility of getting trapped in local minima or maxima for a given objective
function. In this context, the application of ANN is suggested for improving the
7
(Ramesh et al., 2012), studied the effect of depth of cut, cutting speed and feed
rate on the surface roughness of Ti-6Al-4V (Titanium alloy) in the turning operation.
The base of selection for experimentation was L27 orthogonal array (Taguchi’s
principle) under dry condition. The development of surface plots and the response
surface model were suggested the feed rate as the most influential parameter followed
by depth of cut and cutting speed.
(Nataraja et al., 2011), the surface roughness, an indicator of surface quality is
one of the most specified customer requirements in a machining process. In this review
paper the importance to find a better optimization method, which can suggest to induce
an optimum value of editing parameters for minimizing the surface roughness.
(Khorasan et al., 2011), Indicated that the importance of parameter in the milling
operation in the manufacturing process is tool life. There are three main parameters, i.e.
cutting speed, feed rate and depth of cut were suggested by using artificial neural
network and Taguchi design of experiment for tool life prediction in the milling
operation.
(Sehgal et al., 2013) focused in Two methods, artificial neural network (ANN)
and response surface methodology (RSM) is used for optimized prediction of surface
roughness. Therefore investigated that the artificial neural network (ANN) model
predicts with higher accuracy compared with response surface methodology (RSM).
(Pontes et al., 2009), reported that the construction of good ANN models is a
complex and demanding task when compared to other modeling techniques. This is the
trade-off for the superior computing capability of an artificial neural network. Although
this analysis was suggested that great improvement could be made on works produced
on the subject, if basic requirements in Neuro-computing were observed, and
possibilities offered by the technique were better explored. It shows that in many works,
inadequate treatment is given to model validation. Consequently, confidence in the use
of ANN models could be substantially improved where data and information required to
reproduce results and networks are supplied.
(Sivasakthive et al., 2010) reported that the effects of helix angle, spindle speed,
feed rate, axial depth of cut and radial depth of cut were experimentally investigated.
methodology to develop a mathematical model to predict tool wear in terms of helix
angle, spindle speed, feed rate, axial and radial depth of cut.
(Singh et al., 2012), neural network and the fuzzy inference system called
Adaptive Neuro-Fuzzy Inference System (ANFIS) for prediction modeling of
surface roughness during machining of GFRP composites. The data had been
obtained in experiments by taking machining parameters like spindle speed, feed
rate and depth of cut as input; and surface roughness of the machined composite
product has been treated as output. Experimental data have been utilized for
prediction modeling of the surface roughness with an accuracy of 91%.
(Vivek et al., 2013), reported that the high speed micro-milling is gaining
popularity due to its high material removal rate and good surface finish. The
author focused on the characterization of the burr formation in high speed
micro-milling. Also the Influence of various process parameters, that are spindle speed,
feed rate, depth of cut, tool diameter and number of flutes of the micro-milling
tool has been analyzed on the burr size and on the quality of the machined surface via
measuring the surface roughness.
(Kuttolamadom et al., 2010), that examined the achievability of surface
roughness specifications within efforts to reduce automotive component manufacture
cycle time, particularly by changing cutting feeds. Therefore, controlled milling
experiments show the relationship between feed rate and surface quality for 6061
aluminum, and the results are used to recommend machining practices for cycle time
reduction while maintaining quality requirements.
(Aburashid et al., 2009), reported that predicting surface roughness by using
multiple regression prediction models was investigated. Therefore Three milling
parameters have been selected, spindle speed, feed rate and depth of cut. This showed
that the statistical model could predict the surface roughness with about 90.2% accuracy
of the testing data set and 90.3% accuracy of the training data set.
(Routara et al., 2009) surface roughness models as well as the significance of the
machining parameters have been validated with analysis of variance. Thus it was found
that the response surface models for different roughness parameters are specific to work
9
with respect to each of the five roughness parameters considered in the present study
with the help of response optimization technique.
(Mounayr et al., 2008), has studied an innovative Artificial Neural Network
(ANN) model that predicts both cutting force and surface roughness in end milling were
developed and validated. Moreover A set of five input variables were selected to
represent the machining conditions while twelve quantities representing two key process
parameters, namely, cutting force and surface roughness, form the variables of the
network output.
(El-rahman et al., 2013) in this paper the Multi-Layer back propagation (BP)
network is a supervised, continuous valued, multi-input and single-output feed
forward multi-layer network that follows a gradient descent method interfaced with
the virtual environment to predict surface roughness in the end milling process.
Therefore ANN based model is produced by using the optimized network for this
exceptional case (100 networks are tested) that the most accurate model will be
suggested for in process part surface roughness prediction.
2.3 The Interface of Artificial Neuro-intelligence
Generally, the interface of Neuro-Intelligence is optimized to solve forecasting,
classification and function approximation problems. Neuro-Intelligence is neural
network software designed to assist experts in solving real world problems. Aimed at
solution of technology problems, Neuro-Intelligence features only proven algorithms
and techniques, is fast and easy-to-use. Neuro-Intelligence supports all stages of neural
network application. It is used in this work to:
Analyze and preprocess the pre measured test results,
Find the best neural network architecture that represents the end milling process trend accurately.
Apply the optimum network to predict surface roughness (Ra) for the designed virtual CNC end milling process. The prediction is much faster with easy-to-use
interface and unique time-saving features. All processes on the machine are
automated and we can easily understand the underlying machine behavior with
graphs, statistics and reports, (El-rahman et al., 2013).
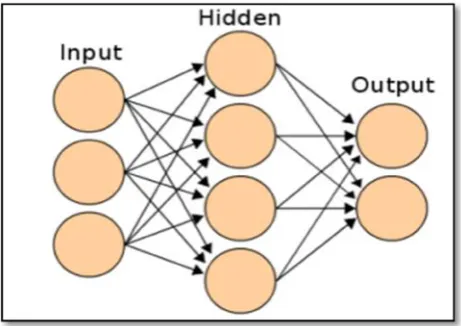
2.4 The Typical ANN
The typical ANN consists of nodes that are connected to each other and exist in several
different layers, resulting in it being often referred to as a Multi Layered Perceptron
(MLP) network. These nodes are used to construct the input, hidden, and output layers.
The nodes existing in the input layer receive the input parameters that are fed to the
system as their inputs. The input signals propagate through the ANN through the
neurons in the input, hidden and output layer, each layer’s neurons producing output
used as input for the next. Ultimately the output layer produces an output as a
[image:23.595.202.433.471.634.2]result of the given input to the network and the weights used (Lee et al., 1999).
11
2.4.1 ANN Training
ANNs are capable of learning to produce more correct and desirable output, which is
one of the main reasons applications of ANNs are so favored. The process of training an
ANN is configuring the weights or even architecture of the ANN to produce the correct
output based on the input. A few methods of ANN training will be discussed here.
2.4.2 Back propagation
Back propagation requires specific knowledge of the desired output of the ANN. It
calculates the error between the desired output of the network and the actual output of
the network. Each node gets a total error from all of its outputs, and then adjusts the
weights to its input connections accordingly. This process is propagated backwards from
the output layer all the way through the input layer of the network, giving it its name
“back propagation”.
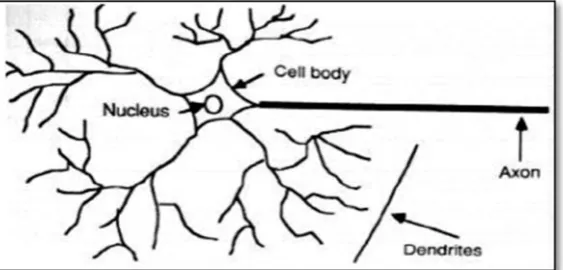
2.4.3 Modeling using ANN
Artificial neural networks are composed of simple elements operating in parallel. These
[image:24.595.187.469.572.707.2]elements are inspired by biological nervous systems and is shown in Figure 2.2.
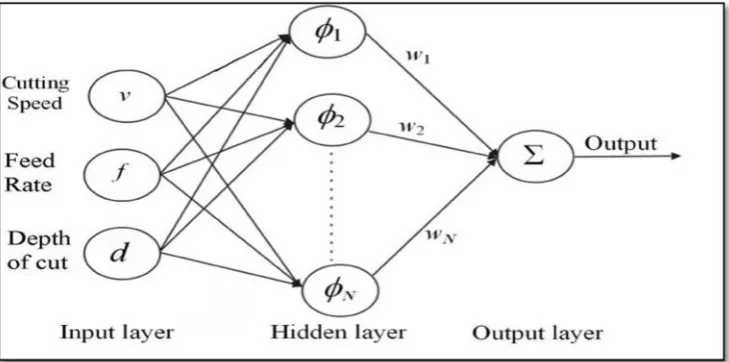
The ANN modeling is carried in two steps; the first step is to train the network
whereas the second is to test the network with data, which were not used for training. In
this research, a two layer back propagation network was employed as a tool for mapping
the complex and highly inter-active process parameters such as Cutting speed, Feed and
[image:25.595.144.509.229.410.2]Depth of Cut(Soleimanimehr et al., 2009).
Figure. 2.3: Neural network for predicting surface roughness. Source:
(Soleimanimehr et al., 2009).
2.5 Development of Ann Model
Neural network or artificial neural network is a network / combination of a number of
interconnected processing elements, units, nodes called the neurons. The ANN can be
used to determine the input and output relationship of a complex process. Therefore, It is
considered as the non-linear statistical data modeling tool. The neural network system
can thus acquire, store and utilize the knowledge gained from the experience. ANN
models motivated from the working of the human brain can be trained with the
experimental data to describe the nonlinear and interaction effects of the process
variables on the response. A properly trained neural network can predict the response
13
2.5.1 Predict Using Neural Networks
The increasing tendency to anticipate using artificial neural networks resulted in a
remarkable increase in research activities in the recent decade. Artificial neural networks
are suitable methods to indicate their efficiency in anticipating exchange rate, analyzing
economic time series, issues related to stock and stock market. Results and the function
of artificial neural networks have shown that this model has better function than popular
methods considering assessment criteria of future time sequences anticipation. In recent
years, many complicated statistical methods have been developed and used for
anticipation process in the related issues. However, there are two basic problems about
these methods. It includes personal statistical problem, power and certain analyses of a
single and multi-dimensional time series. Artificial neural networks were reliable
methods to remove statistical problems in anticipating multidimensional time series
(Seyyed et al., 2013).
2.6 Applications of Neural Network
The neural network applications in machining can be broadly classified into four major
categories: prediction of surface roughness, prediction of tool wear, prediction of cutting
forces, and optimization of machining operations. Subsequent subsections provide a
2.6.1 Prediction of surface roughness
Neural networks have found applications for surface roughness prediction in turning and
use the process parameters like feed, depth of cut, cutting speed, and cutting forces for
modeling.
(Risbood et al., 2003), used the feed, the depth of cut, the cutting speed and an
additional input parameter, the acceleration of radial vibration of the tool holder in their
ANN model. They also made an observation that surface finish improves with
increasing feed rate up to some value and then it starts deteriorating further. Prediction
of surface roughness has been done for milling operations.
(Tsai et al., 1999), noticed that employed the neural network for real time
prediction of surface roughness in end milling. They used the vibration intensity per
revolution as an additional parameter along with the process parameters, spindle speed,
feed, and depth of cut.
(Kohli et al., 2005), reported that the predicted have the most probable values of
surface roughness along with the upper and lower estimates. They also proposed a
systematic process to select initial training and testing data sets.
2.6.2 Prediction of tool wear
Many researchers have attempted to predict the flank wear for tool condition monitoring
in various machining operations like turning, milling, drilling etc. Tool condition
monitoring may be done in two ways: off-line and on-line, applying direct or indirect
methods. Direct methods rely on sensing technology that measures the wear using the
optical, radioactive, and proximity sensors, and electrical resistance techniques.
Nevertheless, the direct methods are not easily achievable because of the complexity of
measuring the above signals during the procedure. Indirect methods measure other
factors that are responsible for tool wear such as cutting forces, acoustic emission,
temperature, vibration, spindle motor current, reducing conditions, torque, strain, and
15
2.6.3 Prediction of cutting forces
Neural networks have also been used for the prediction of the cutting forces during
various machining operations. Szecsi modeled the cutting forces using the three layer
feed forward neural network. He used a set of twelve input parameters to get the three
components of cutting force, with 7-8 neurons in the hidden layer of the network, within
an accuracy of 3.5%.
2.7 Milling Process
Milling is the most usual sort of machining, a material removal process, which
can create a variety of features on a piece by trimming away the unwanted material. The
milling process requires a milling machine, fixture, work piece and cutter. The
work piece is a piece of pre-shaped material that is secured to the fixture, which itself is
attached to a platform inside the milling machine. The cutter is a cutting tool with sharp
teeth that is also secured in the milling machine and rotates at high speeds. By feeding
the work piece into the rotating cutter, material is cut away the work piece in the
variety of chips to make the desired pattern.
Milling is typically used to produce parts that are not axially symmetric
and have many features, such as holes, slots, pockets, and even three dimensional
surface contours. Parts that are fabricated completely through milling often include
components that are used in limited quantities, perhaps for prototypes, such as
custom designed fasteners or brackets. Another application of milling is the
fabrication of tooling for other processes. For example, three-dimensional molds are
typically milled. Milling is also commonly used as a secondary process to add or refine
features on parts that were manufactured using a different process. Due to the high
tolerances and surface finishes that milling can offer, it is ideal for adding
precision features to a part whose basic shape has already been formed (Hyunh et al.,
An end mill makes either peripheral or slot cuts, determined by the step-over
distance, across the work piece in order to machine a specified feature, such as a profile,
slot, pocket, or even a complex surface contour. The depth of the feature may be
machined in a single pass or may be reached by machining at a smaller axial depth of
cut and making multiple passes.
(Theja et al., 2013), reported that the end milling is the widely used operation
for metal removal in a variety of manufacturing industries including the automobile and
aerospace sector where quality is an important factor in the production of slots, pockets
and molds or dies. End mills are used in milling applications such as profile milling,
tracer milling, face milling, and plunging. The end mills are used for light operations
like cutting slots, machining accurate holes producing narrow flat surfaces and for
profile milling operations. End milling is the operation of machining horizontal or
vertical surfaces by using an end milling. The operation is usually performed on a
vertical milling machine. The principle of end milling shown in Figure 2.4.
17
An ball End mill as shown in Figure 2.5 is one of the indispensable tools in the
milling processing. The ball end mill has edges in the side surface and the bottom
surface. The fundamental usage is that the ball end mill is rotated, and makes a plane of
[image:30.595.207.429.207.389.2]a material in the right and left direction or a plane of a bottom side of the end mill.
Figure 2.5 ball End Mill, (Theja et al., 2013)
2.7.1 Optimization of machining processes
(Routara et al., 2009), observed that the surface roughness models as well as the
significance of the machining parameters have been validated with analysis of variance.
Therefore, it was found that the response surface models for different roughness
parameters are specific to work piece materials. An attempt has also been made to
obtain optimum cutting conditions with respect to each of the five roughness parameters
2.7.2 Speed and feeds for machining tools
According to (Neely., 2000), nowadays the modern CNC machine tools in
manufacturing are very powerful and the modern tooling is designed for high rate of
production. However, if the operator uses the incorrect feeds and speeds for the machine
operation, a much lower production rate and an inferior product will result. Sometimes
an operator will take every light roughing cut when it’s possible to take a greater depth
of cut.
The importance of cutting speeds and machine feed rate in machining operations
cannot be overemphasized. The right speed can mean the difference between burning
the end of a drill or other tool, causing lost time, or having many hours of cutting time
between sharpening and replacement. The correct feed can also lengthen tool life.
2.7.2.1Cutting speed
Cutting speed is normally given in tables for cutting tools and are based on surface feet
per minute. Surface feet per minute means that either the tool makes a motion past the
work or the work moves past the tool at a rate based on the number of feet that the best
tool in minutes. It can be determined from the flat surface. Since the machine spindle
speeds are given in revolutions per minute (RPM) they can be derived in the following
manner:
19
2.7.2.2 Feed rate
The machine movement that causes a tool to cut into or long the surface of a work piece
is called feed. The amount of feed in metal cutting is usually measured in thousands of
an inch. Feeds are expressed in slightly different ways in various types of machine tools.
= ∗ ∗ (3)
Where;
IPM =feed rate, in inches per minute
F = feed per tooth
N = number of teeth in the cutter being used
RPM = revolutions per minute of the cutter
2.7.2.3 Depth of cut
The third factor to be considered in using end mills is the depth of cut. The depth of cut
is limited by the amount of material that needs to be removed from the work piece, by
the power available at the machine spindle, and by the rigidity of the work piece, tool,
and set up. In softer metal such as aluminum, the depth of cut can be increased
considerably, especially if the correct end mills used for the material being cut observed
2.7.4.4 Error performance calculation
Performance Evaluation
%eij = ⃒Mij − PijMij ⃒∗ 100 % ( )
Where;
%eij is the percentage error
* Mij and Pij are the measured and predicted values, respectively;
* i represents the ith validation Experiments;
* j represents the jth output
2.8 Surface roughness
(Boothroyd., 1981), the final surface roughness obtained during a practical machining
operation may be considered as the sum of two independent effects:
The ideal surface roughness, which is a consequence of the geometry of the creature and feed rate.
The natural surface roughness which is a result of the irregularities in the cutting operation.
2.8.1 Ideal surface roughness
An ideal surface roughness were represented the best possible finish which could
obtained for a given tool shape and feed rate. Although, it can be approached if built up
21
The surface roughness value Ra is now given by the sum of the absolute values of all the
areas above and below dividing by the sampling length.
Ra = area above + area belowfeed rate (1)
2.8.2 Natural surface roughness
Natural surface roughness from a large proportion of the actual roughness. One of the
main factors contributing to the natural surface roughness is the occurrence of a buildup
edge .Therefore, by built up edge may be continually building up and breaking down,
the fractured particles being carried away on the under surface of the chip and on the
new work piece surface by (Boothroyd., 1981).
2.8.3 Surface Roughness texture
Turning, milling, grinding and all other machining processes impose characteristic
irregularities on a part's surface. Additional elements such as cutting tool
selection, machine tool condition, speeds, feeds, vibration and other environmental
Figure 2.6: Surface texture. (Abdul., 2009)
2.8.4 Surface Roughness Production Methods
There is a great deal of literature on the surface generation process. The literature
indicates that surface roughness (Ra) is the most studied machining performance
and most of the works are interrelated to the machining procedure. It is found
that there is a very limited research work which shares with the milling process
(Benardos et al., 2003).
Nowadays, seeing the surface generation fundamentals, gives certain advantages
in order to optimize the process parameters selection. But, surface roughness formation
is determined by a large number of genes. Therefore the set of factors that influenced the
surface roughness is compiled by (Benardos et al., 2003) in a Fishbone diagram shown
below that considers: the cutting tool properties such as the tool material, run out errors,
tool shape, and nose radius; the work piece properties such as the length, diameter and
hardness; machining parameters such as process kinematics, cooling fluid, step over,
depth of cut, tool angle, feed rate and cutting speed; and the cutting phenomena such as
the cutting force variation, friction in the cutting zone, chip formation, vibrations and
23
Although the Interactions between the factors are complicated and make difficulties to
understand the cause effect relationships necessary to implement surface roughness
model.
Nevertheless, Due to the enormous number of factors influencing surface
roughness it is difficult to ensure that quality requirements will be succeed before the
beginning of the manufacturing process. It is a subject that still depends very much on
the operational expertise and manual finishing operations. For this cause, many
researchers have been concentrated on the surface roughness generation understanding
the various methodologies and practices have been modernized as well as being
employed to anticipate, in advance, the surface roughness. This permits to become more
productive, reduce costs, reprocessing parts and be more competitive.
Figure.2.7: Fishbone diagram with the parameters that affect surface roughness.
2.8.4.1 Artificial intelligence approach
In this approach that using artificial intelligence method. These methods are composed
of genetic algorithms, evolutionary algorithm, fuzzy logic, expert system and artificial
neural network. Therefore, simulating the way which human beings process information
and make the decision. Artificial neural network (ANN) is implemented in engineering
problems through the development of mathematical models or computational model
which consists of a interconnect group of artificial neurons that simulate the structure of
biological neurons.
(Benardos et al., 2003), used ANN modeling with designing experiments for
surface roughness prediction in face milling considering feed rate per tooth, axial and
radial depths of cut, use of cutting fluid and the factor of cutting force along the feed
direction. They showed that by using ANN can be extremely accurate.
2.8.4.2 Designed experiments approach
In this stage the designs of experiments were classified under a different class from the
previous approaches is because they practiced a systematic methodology by concerning
the planning of experiments, collection and analysis of data with near-optimum use of
available resources. Thus the response surface methodology (RSM) and Taguchi
techniques for conception of experiments (DOE). The most wide-spread methodologies
used for surface roughness prediction problem, (Benardos et al., 2003).
2.8.4.3 Experimental investigation approach
This approach consists to examine the effects of various factors through the experiments
and the analysis and the results were obtained. Moreover, investigating the effect of
each factor as well as the influencing mechanism on the observed quality characteristic.
REFERENCES
Abbasi, B. M. Hashem. (2012). Improving response surface methodology by artificial
neural network and simulated annealing, Journal of Expert Systems with Applications, 39, pp. 3461-3468.
Abd El-rahman .H. M, El-Zahry .R. M, and Mahdy, Y. B. (2012). Implementation of
neural network for monitoring and prediction of surface roughness in a virtual end milling process of a CNC vertical milling machine.
Abdul, L. M. R. (2009). Modeling of milling process to predict surface roughness using
artificial intelligent method, November 2009.
Abburi, N.R. and U.S. Dixit. (2006). A knowledge based system for the prediction of
surface roughness in turning process. Rob. Comput. Integr. Manuf, 22, pp.
363-372.
Abu-R. M.F.F., Muhammad N.Y. (2009). Mathematical Modeling to Predict
Surface Roughness in CNC Milling, World Academy of Science, Engineering
and Technology, 53 (1), 2009.
Alting, L., Kimura, F., Hansen, H. and Bissacco, G., 2003. ‘Micro engineering’. CIRP
Annals - Manufacturing Technology, 52(2), pp. 635-657.
Bajpai, V , Singh R. K, and Kushwaha A. K. (2013). Burr formation and surface quality
in high speed micro milling of titanium alloy (ti6ai4v) by ASME Journal of
Manufacturing Science and Engineering 2013.
Benardos, P. G and Vosniakos, G.C. (2003). Predicting surface roughness in machining:
a review, International Journal of machine tools and Manufacture, 43 (8), pp.
833-844.
Boothroyd.G. (1981). Fundamentals of metal machining and machine tools, hand book
Byrne .G, Dornfeld. D, and Denkena. B.(2003), “Advancing cutting technology,”CIRP
Annals,vol.52,no.2,pp.483–507,2003.
Henri P. G ,(2013) The Levenberg-Marquardt method for nonlinear least squares
curve-fitting problems Duke University, October 9, 2013.
Huynh, V. M. and Fan, Y. (1992). Surface-texture measurement and characterization
with applications to machine-tool monitoring, the international journal of
advanced manufacturing technology, 7, pp. 2-10.
Kaladhar, M., Subbaiah, K.V., Rao, C.S. and Rao, K.N. (2010), “Optimization process
parameters in turning of AISI202 austenitic stainless steel”, Journal of
Engineering and Applied Sciences, Vol. 5, No. 9, pp. 79-87.
Khorasani, A. M, Yazdi, M. R. S. A and Safizadeh, M. (2011). Tool Life Prediction in
Face Milling Machining of 7075 Al by Using Artificial Neural Networks (ANN)
and Taguchi Design of Experiment (DOE), IACSIT International Journal of
Engineering and Technology, 3 (1), pp. 30-35.
Kishawy, H. A, Dumitrescu. M, Ng, E.G, Elbestawi, M.A. (2005). Effect of coolant
strategy on the tool performance, chip morphology and surface quality during
high speed machining of A356aluminum alloy. International journal of machine
Tools and Manufacturing, 45, pp. 219-227.
Kohli, A. and U.S. Dixit. (2005). A neural network based methodology for the surface
roughness in a turning process. Int. J. Adv. Manuf. Technol, 25, pp. 118-129.
Kuttolamadom M. A, Hamzehlouia . S, Mears L. M. (2010). Effect of machining feed
on surface roughness in cutting 6061 aluminum by ASME journal of
manufacturing science and engineering 2010.
Lee, H. M, Huang, T.C., and Chen, C.M. (1999). Learning Efficiency Improvement of
Back Propagation Algorithm by Error Saturation Prevention Method.
International Joint Conference on Neural Networks (IJCNN ’99). 3, pp. 10
-16 July 1999, pp. 1737–1742.
Liu, X., DeVor, R.E., Kapoor, S.G. and Ehmann, K.F., 2004a. ‘The mechanics of
machining at the microscale: assessment of the current state of the science’.
66
Lourakis.M.I.A,2005. A brief description of the Levenberg-Marquardt algorithm
imple-ment by levmar, Technical Report, Institute of Computer Science, Foundation
for Research and Technology- Hellas,2005.
Lumley, R. (2011). Fundamentals of aluminum metallurgy, hand book,wood head
publishing limited,2011, pp. 7-50.
Madsen.K. Nielsen. N.B., and TingleffO, 2004. Method for nonlinear least squares
problems. Technical Report. Informatics and Mathematical Modeling, Technical
University of Denmark,2004.
Marquardt D.W. 1963. An algorithm for least-squares estimation of nonlinear parameter
journal of the socity for industrial and applied mathematics,11(2) pp431-441.
Mounayri.E.H, Badar A.M, Rengifo G. (2008), multi-parameter and model for flat-end
milling, 32, pp. 3-4.
Natarajan C., Muthu, S. and Karuppuswamy, P. (2011). Investigation of cutting
para-meters of surface roughness for a non-ferrous material using artificial neural
network in CNC turning, Journal of Mechanical Engineering Research, 3
(1), pp. 1-14.
Neely, J.E. (2000). Basic machine tool operation, hand book, Prentice-Hall international
(UK), Limited London, 2000, pp. 290-299.
Parveen .S, and Choudhary, S. (2013). Analysis of machining parameters for the
optimi-zation of surface roughness of stainless steel AISI 202 in CNC face milling
process, 2 (3), pp. 27-34. July 2013.
Pontes.F. J. Ferreira J. R. Paiva A. P. Balestrassi P. P and Silva M. B. (2009). Artificial
neural networks for machining processes surface roughness modeling, 49, pp.
879–902 15 December 2009.
Ramesh S., Karunamoorthy, L. and Planikumar, K. (2012). Measurement and Analysis
of Surface Roughness in Turning of Aerospace Titanium Alloy (gr5),
Measurement, Elsevier, 45 (5), pp. 1266–127.
Rawangwong .S, Chatthong .J, Burapa .R, and Boonchouytan .W. (2012). An
investi-gation of optimum cutting conditions in face milling aluminum 7075-t6 using
Risbood, K.A., Dixit, U.S. and Sahasrabudhe, A.D. (2003). Prediction of surface
rough-ness and dimensional deviation by measuring cutting forces and vibrations in
turning process. J. Mater. Process. Technol, 132, pp. 203-214.
Routara, B. C. and Bandyopadhyay. A. and Sahoo. P. (2009). Roughness modeling and
optimization in CNC end milling using response surface method: effect of work
piece material variation, 40, pp. 1166–1180.
Sehgal. A.K, Meenu. (2013). Application of Artificial Neural Network and Response
Surface Methodology for Achieving Desired Surface Roughness in End Milling
Process of Ductile Iron Grade 80 - 55 - 06, 16 (3), May 2013.
Seyyed R. K, Masdari .M and Hojjatkhah .S. (2013). Application of artificial neural
networks in estimating participation in elections, 1(3), August 2013.
Sivasakthivel .P.S, Vel M.V and Sudhakaran .R. (2010). Prediction of Tool Wear from
Machining Parameters by response surface methodology in end milling, 2 (6),
pp. 1780-1789.
Singh.A, Abhishek. K, Datta. S and Mahapatra S. S.(2012), ANFIS based modeling for
prediction of surface roughness during machining of glass fiber reinforced epoxy
composites, 1 (1) pp. 1-15 2012.
Soleimanim .H, Nategh. M. J and Amini S. (2009). Modeling of surface roughness in
vibration cutting by artificial neural network, world academy of science,
engineering and technology, 52. 2009.
Sonar, D.K., Dixit, U.S. and Ojha, D.K. (2006). The application of radial basis function
for predicting the surface roughness in a turning process. Int. J. Adv. Manuf.
Technol, 27, pp. 661-666.
Sreejith. P.S. (2008). Machining of 6061 aluminum alloy with MQL, dry and flooded
lubricant condition–turning.Materials letters, 62, pp. 276-278.
Thanongsak. T, and Özel. T. (2012). Multi-objective process optimization for micro-end
68
Theja. D. K, Dr Gowd. H. G, Kareemulla S. (2013). Prediction and optimization of end
milling process parameters using artificial neural networks, 3 (9), September
2013.
Tsai Y H, Chen J C, and Lou S J, Int J Mach Tools Manuf, 39, pp. 583- 605.
Taylor Hobson, 2010. Available at: http://www.taylor-hobson.com (Accessed:
8/27/2010).
Kern, 2010. Available at: http://www.kern-microtechnic.com/ (Accessed:
7/13/2010).
Veeco, 2010. Available at: http://www.veeco.com/ (Accessed: 8/27/2010).
Zygo, 2010. Available at: http://www.zygo.com/ (Accessed: 8/27/2010).