Effect of Alloying Elements on Heat Treatment Behavior
of Hypoeutectic High Chromium Cast Iron
Sudsakorn Inthidech
1;*, Prasonk Sricharoenchai
1and Yasuhiro Matsubara
2 1Department of Metallurgical Engineering, Faculty of Engineering, Chulalongkorn University, Bangkok10330, Thailand
2Department of Metallurgical Engineering, Faculty of Engineering, Chulalongkorn University, Bangkok10330, Thailand The relationship between hardness and volume fraction of retained austenite (V) was investigated in heat-treated 16 mass% and 26 mass%Cr hypoeutectic cast irons with and without addition of a third alloying element of Ni, Cu, Mo and V. In as-hardened state, hardness changed remarkably depending on theV. Overall, Ni and Cu decreased hardness but Mo increased it. Hardness increased in 16 mass%Cr cast iron but decreased in 26 mass%Cr cast iron by V addition. TheVincreased with Ni, Cu and Mo addition but diminished with V addition in 16 mass%Cr cast iron. In 26 mass%Cr cast iron, Ni and Mo increased theVbut Cu and V reduced it. Higher austenitization caused moreV. Curves of tempered hardness showed an evident secondary hardening due to precipitation of special carbides and transformation of destabilized austenite into martensite. High tempered hardness was obtained in the specimens with highV in as-hardened state. Maximum tempered hardness (HTmax) was obtained whenVwas less than 20% and it increased with an increase in Mo content. TheHTmaxslightly increased with V
content in 16 mass%Cr cast iron and decreased in 26 mass%Cr cast iron. Ni and Cu did not show significant effects onHTmax. The highest value
ofHTmaxwas obtained in both series of cast irons containing Mo.
(Received September 5, 2005; Accepted November 9, 2005; Published January 15, 2006)
Keywords: high chromium cast iron, alloying element, heat treatment, hardness, volume fraction of retained austenite
1. Introduction
High chromium cast irons, which contain 12 to 30 mass%Cr and 1.8 to 3.6 mass%C are well known as abrasion wear resistant materials. It is said that their microstructures consisting of hard eutectic carbides of (Cr,Fe)7C3 or M7C3 and strong supportive matrix provide
excellent wear resistance. Consequently, high chromium cast irons have been widely used for parts or components in the various industries. Their main and typical applications are for rolling mill rolls in the steel-making industry, and for rollers, tables and liners of pulverizing mills in cement, mining and thermal power plant industries.
The high wear performance of high chromium cast iron depends on both the amount and the type of eutectic carbide and on the matrix structure. Many papers report that the wear resistance increases with an increase in volume fraction of eutectic carbide under abrasive wear conditions.1,2)However, high volume fraction of eutectic carbide deteriorates the toughness which is a critical factor, particularly, when the high chromium cast iron is used for construction parts. In order to get higher toughness, the volume fraction of eutectic carbides must be limited and also coarse primary carbides be avoided. Hence, high chromium cast iron with hypoeutectic composition is widely used.
Solidification of high chromium cast iron has been studied by many researchers1–4) and it is found that austenite ()
dendrites solidify first in hypoeutectic cast iron, followed by a eutectic reaction of L! ðþM7C3Þ. The eutectic is found
to grow with a cellular interface and to solidify as a colony structure.4)The carbide morphology in the eutectic structure
depends on the type and the amount of carbide forming elements, namely Cr, Mo, V and carbon content. The eutectic morphology,i.e., the sizes of eutectic colony and individual carbide particle can be controlled by solidification rate or
cooling rate.4)
Once the high chromium cast iron has solidified, the carbide morphology can be little modified by any means except by plastic deformation. However, the matrix structure can be widely changed by heat treatment. In the practical use of high chromium cast irons, heat treatment has been conducted in order to achieve the optimal combination of hardness and quantity of retained austenite for abrasion wear resistance and other mechanical properties. In particular, the secondary carbides precipitated during destabilization heat treatment and the carbides formed during subsequent temper-ing plays an important role for the wear resistance and mechanical properties. It is said that the maximum macro-hardness obtained after tempering is at most 800 HV30 in high chromium cast iron without any alloy addition5)and that
the hardness in eutectic high chromium cast iron can be increased by addition of Mo.6)In the case of hypoeutectic
cast iron, some alloying elements which improve the hard-enability and simultaneously promote the formation of secondary carbides with higher hardness than chromium carbides should be added. In spite of many researches on high chromium cast irons containing alloying elements, system-atic and detailed investigations of the effects of alloying elements on the behavior of hardness and retained austenite during heat treatment are very limited.7,8)
In this study, therefore, hypoeutectic high chromium cast irons, to which Ni or Cu is separately added to improve mainly hardenability as well as Mo or V to promote precipitation hardening, were employed. The investigation was focused on the variation of hardness and the volume fraction of retained austenite including their correlation with the heat treatment conditions.
2. Experimental Procedure
2.1 Preparation of test specimens
16 mass%Cr and 26 mass%Cr hypoeutectic cast irons
without alloy addition and with a separate addition of Ni or Cu up to 2 mass% and Mo or V up to 3 mass% were produced using a 30 kg-capacity high frequency induction furnace with alumina lining. Raw materials such as mild steel, pig iron, ferro-alloys and pure metals were used as charge materials. The charge materials were melted down and superheated up to 1853 K. After holding at the temperature, each melt was poured from 1773–1793 K into preheated CO2 mold with a
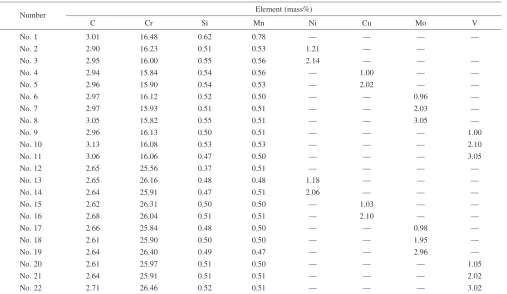
cavity size of 25 mm in diameter and 65 mm in length, and the surface of the top riser was immediately covered with dry exothermic powder to prevent the riser from cooling. The chemical compositions of the test bars are shown in Table 1. The bars were sectioned by a wire-cut machine to obtain disk-shaped test pieces, 7 mm in thickness.
2.2 Heat treatment
First of all, the as-cast specimens were annealed for homogenizing by holding at 1173 K for 10.8 ks and then cooled in a furnace. The annealed specimens were then austenitized at 1273 and 1323 K for 5.4 ks and hardened by forced air cooling with approximate cooling rate of 12 K/s. The hardened specimens were tempered at 50 K intervals between 573 and 873 K for 7.2 ks.
2.3 Measurement of hardness and retained austenite
The measurement of macrohardness was carried out by a Vickers hardness tester with a load of 300 N (30 kgf). More than five indentations were taken at random and the measured values were averaged. The volume fraction of retained austenite (V) was obtained by an X-ray diffraction method using a special goniometer with automatic rotating and tilting sample stage. The diffraction peaks used for V
determina-tion were (200) and (220) planes for ferrite () or martensite and (220) and (311) planes for austenite ().
3. Experimental Results and Discussions
3.1 Microstructure of test specimen
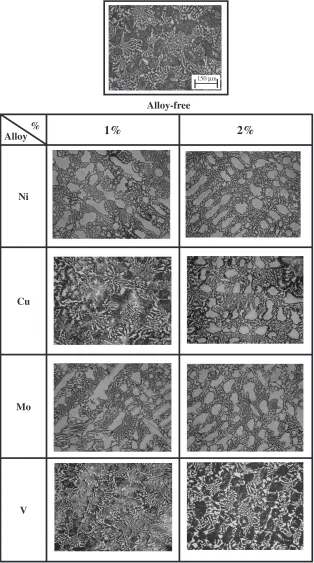
Typical as-cast microstructures of 16 mass%Cr cast irons with and without alloying elements are shown in Fig. 1. The microstructures consist of primary austenite dendrites and eutectics structures. The microstructure of the alloy-free cast iron consists of pearlitic matrix with rod-like and massive eutectic M7C3 carbides. The (þM7C3) eutectic shows a
colony morphology that contains fine carbides in the central region and coarse carbides at the boundary region. In the cast irons with alloying element, the carbide morphology changes little whereas the matrix remarkably changes depending on the kind and the amount of alloying element. The matrix in the cast irons alloyed with Ni or Mo is austenitic and that in the cast iron with V is pearlitic. A major part of matrix in the cast iron with 1 mass%Cu is pearlitic and that with 2 mass%Cu is mostly austenitic.
As for the microstructures of 26 mass%Cr cast irons, all the matrices, with and without alloying element, were austenitic, and possibly containing some martensite. It was also found that the eutectic colony size of 26 mass%Cr cast iron was smaller and the size of eutectic carbide particles was much smaller than those of 16 mass%Cr cast iron.
3.2 Effect of alloying elements on hardness and volume fraction of retained austenite (V)
3.2.1 As-hardened state
Macrohardness and V were measured in all the
as-No. 3 2.95 16.00 0.55 0.56 2.14 — — —
No. 4 2.94 15.84 0.54 0.56 — 1.00 — —
No. 5 2.96 15.90 0.54 0.53 — 2.02 — —
No. 6 2.97 16.12 0.52 0.50 — — 0.96 —
No. 7 2.97 15.93 0.51 0.51 — — 2.03 —
No. 8 3.05 15.82 0.55 0.51 — — 3.05 —
No. 9 2.96 16.13 0.50 0.51 — — — 1.00
No. 10 3.13 16.08 0.53 0.53 — — — 2.10
No. 11 3.06 16.06 0.47 0.50 — — — 3.05
No. 12 2.65 25.56 0.37 0.51 — — — —
No. 13 2.65 26.16 0.48 0.48 1.18 — — —
No. 14 2.64 25.91 0.47 0.51 2.06 — — —
No. 15 2.62 26.31 0.50 0.50 — 1.03 — —
No. 16 2.68 26.04 0.51 0.51 — 2.10 — —
No. 17 2.66 25.84 0.48 0.50 — — 0.98 —
No. 18 2.61 25.90 0.50 0.50 — — 1.95 —
No. 19 2.64 26.40 0.49 0.47 — — 2.96 —
No. 20 2.61 25.97 0.51 0.50 — — — 1.05
No. 21 2.64 25.91 0.51 0.51 — — — 2.02
[image:2.595.47.554.83.377.2]hardened specimens. The hardness depends on the type and the volume fraction of carbide and matrix structure, and the matrix hardness is directly related to theV in hypoeutectic cast iron. Generally, greater amounts of carbide leads to an increase in hardness but greater amount of retained austenite which is dependent on the type and amount of added alloying element produces a decrease in hardness. The relationship between alloying elements and macrohardness is shown in Fig. 2. In all specimens, the hardness is decreased with an
increase in Ni content regardless of the austenitizing temper-atures. Cu shows the same effect except for the 16 mass%Cr specimens austenitized at 1273 K. An addition of Mo leads to an increase in the hardness in all specimens. As V content increases, the hardness rises in 16 mass%Cr specimens but unexpectedly reduces in 26 mass%Cr cast irons. The highest hardness is obtained in the 16 mass%Cr cast iron containing V and 26 mass%Cr cast iron with Mo.
The macrohardness measured is closely related to the V
Mo Cu Ni Alloy
%
1%
2%
Alloy-free 150 µm
[image:3.595.141.455.73.636.2]matrix structure, particularly, volume fraction of retained austenite. When the concentrations of Cr and C in austenite are compared between 16 mass%Cr and 26 mass%Cr cast irons, it is generally said that Cr content is lower and C
content is higher in 16 mass%Cr cast iron than those in 26 mass%Cr cast iron. It is accepted that in any austenitizing condition, Ni and Cu which dissolve entirely in the austenite depressed Ms temperature and as a result more austenite was
Alloy (mass%)
Fig. 2 Effect of alloying elements on macrohardness in as-hardened specimens with 16 mass% and 26 mass%Cr.
16 mass% Cr cast iron 26 mass% Cr cast iron
((mass%)
[image:4.595.127.469.75.357.2] [image:4.595.127.468.391.688.2]retained. On the other hand, Mo and V are strong carbide formers and are consumed in the formation of carbides. However, even when V, a very strong carbide former, is added to 16 mass%Cr cast iron, sufficient carbon remains in the matrix to form martensite. In the case of 26 mass%Cr cast iron, C in austenite combines with V reducing the C content in the matrix and allowing transformation to pearlite.
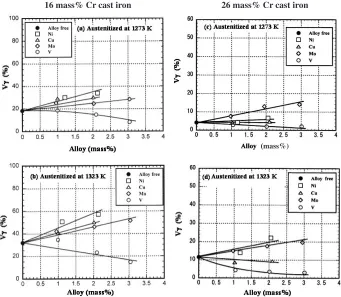
The V is increased when austenitizing temperature is high. The effect of alloy content on theVis shown in Fig. 3. In 16 mass%Cr cast irons, the V increases roughly in proportion to Ni, Cu and Mo contents but gradually decreases with an increase in V content. In the case of 26 mass%Cr cast irons, the behavior of the V is shown similar to that of 16 mass%Cr cast irons. In 26% Cr cast iron, however, theV seems to decrease very slightly or it can be regarded that it is almost same. At the same alloy content, the V values in 16 mass%Cr cast irons are higher than those in 26 mass%Cr cast irons. The reason why Cu increases theVin 16% Cr cast iron but changes it little in 26% Cr cast iron can be explained
as follows:
When specimens were hardened, the cooling rate is faster than the critical cooling rate of their pearlite transformation. Therefore, theVcould depend on the bainite transformation which occurs at lower temperature. When the bainite transformations are compared in high chromium cast irons with similar chemical composition, the nose time in 2.6% C– 27% Cr cast iron is located at short time side than that in 2.9% C–17% Cr–0.5% Mo cast iron.9)Since the cooling rate of this
experiment is near the bainite transformation of 16% Cr cast iron, the effect of Cu content on the bainite transformation must be more in this 16% Cr cast iron than in 26% Cr cast iron and the amount of bainite transformation could be reduced with an increase in Cu content. Resultantly, theV increases. From the relationship between the positions of bainite transformation, the specimens of 26% Cr cast iron are participated more in the bainite transformation. Even if the bainite transformation is shifted by increasing the Cu content up to 2% in 26% Cr cast iron, the amount of bainite
Alloy-free
2 mass% 2 mass%
1 mass% 1 mass%
Cu Ni
[image:5.595.126.470.69.503.2]transformation is not influenced so much by Cu content. Due to these reasons, theVchange little by increasing Cu content in 26% Cr specimens.
Here, the effects of V and Mo on as-hardened hardness can be explained by referring to theV. In 16 mass%Cr cast iron, V containing specimens show the highest hardness because as-hardened matrix contained small amounts ofVand large portions of martensite. In the 26 mass%Cr cast irons, on the contrary, the hardness decreases with V. This reason is explained by the fact that although the as-hardened matrix contains very low quantity ofVless than 5%, the remainder was pearlite nor martensite. Since the amount of pearlite in specimen with Mo is less, on the other hand, the hardness depends mainly on the V. It is reported that when the hardness is related to the V, the V which provides the highest hardness in alloyed white cast irons is said to be 20 to 30%.10)TheV at the maximum hardness in this experiment is 15 to 20% which is in very close agreement.
3.2.2 Tempered state
It is reported that eutectic high chromium cast iron with the carbide forming elements exhibits precipitation hardening during heat treatment and the highest hardness is 900 HV30 in 26 mass%Cr cast iron with Mo.6) The effect of
precip-itation hardening in hypoeutectic irons must be greater than in irons with eutectic composition because of the greater portion of matrix area to be precipitated. During tempering, the retained austenite in as-hardened state is decomposed by the precipitation of carbides and the rest of the austenite transforms into martensite during cooling after holding at the tempering temperature. Martensite existing in as-hardened state is simultaneously tempered and secondary carbides are also formed by so-called carbide reaction.
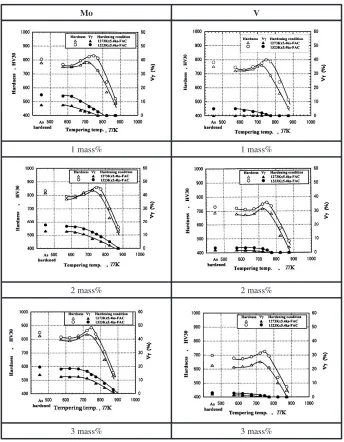
The relationships between hardness, V and tempering temperature of alloyed 16 mass%Cr and 26 mass%Cr cast irons are shown together with alloy-free cast irons in Figs. 4 to 7, respectively. In every case, the tempered hardness
3mass%
3mass%
2mass%
2mass%
1mass%
1 mass%
[image:6.595.126.470.70.517.2]curves show evidence of secondary hardening. The degree of secondary hardening, which is defined as the difference in hardness between the maximum tempered hardness (HTmax)
and the hardness at which the secondary hardening begins, is larger in alloyed cast iron than that in alloy-free cast iron. It is seen that the degree increases as both the alloy content and the austenitizing temperature rise, and that the increase seems to be related to theV value in as-hardened state, the higher theV, the greater the degree of secondary hardening. From the tempering curves of the specimens with 2 mass% alloying element in both 16 mass%Cr and 26 mass%Cr cast irons, the degree of secondary hardening is calculated and the results are shown in Table 2. The specimen with Ni shows the highest degree of secondary hardening followed by Cu, Mo and V, respectively. According to the tempering curves shown in Figs. 4 to 7, theV begins to decrease abruptly or sometimes gradually from the tempering temperature of 673 K and to be zero at the tempering temperatures between
748 and 800 K, except for the case of Mo addition, regardless of austenitizing temperature and alloy content. The temper-ing temperatures that theV becomes 0% are about 773 to 873 K in Mo added specimens. In both series of the cast irons, the HTmax is obtained when the specimens are tempered at
748 to 823 K where theV is reduced to less than 20%. The
HTmax is high in the case of high austenitizing temperature
and the temperature to obtain the HTmax shifts to the high
temperature side. This reason could be that a large amount of retained austenite in as-hardened state needs high tempering temperature to be decomposed in an optimum condition for a fixed holding time.
As mentioned above, the V in as-hardened state is similarly related to the HTmax under the same tempering
condition. Here, theHTmaxis related to theVin as-hardened state as shown in Fig. 8(a) for 16 mass%Cr and Fig. 8(b) for 26 mass%Cr cast irons. In the case of 16 mass%Cr cast iron, even when theVincreases, theHTmaxdoes not change by an Alloy-free
2 mass% 2 mass%
1 mass% 1 mass%
Cu Ni
[image:7.595.126.470.71.513.2]increase in Ni and Cu content but it is gradually increased by increasing Mo and V contents. In the 26 mass%Cr cast iron, theHTmax increases with an increase in theV except for the cast iron with Ni in whichHTmaxdoes not change. TheHTmax
of the specimens containing V abruptly increases in the small range ofV from 2 to 5%. So, V in retained austenite may promote the formation of its secondary special carbide. The
HTmaxof 26 mass%Cr specimens with Cu rises in the range
less than 10%. In this range, the hardness could be influenced not only byV but also by precipitated carbides formed from martensite during tempering. Over 10%V, the effect ofV on theHTmaxis significant in the specimens with Mo and V.
The effects of alloying elements on HTmax are shown in
Fig. 9. At the same alloy content, theHTmax is high in the
specimens hardened from higher austenitizing temperature. In 16 mass%Cr cast iron, theHTmax increases remarkably as
Mo content increases and slightly with V content but does not change by Ni and Cu contents. In 26 mass%Cr cast irons, the
HTmaxincreases largely with an increase in Mo content but it
is decreased by Ni and V contents. Cu has little effect on the HTmax. The highest values of HTmax, 875 HV30 in 16
mass%Cr and 885 HV30 in 26 mass%Cr cast irons, were obtained in the irons with 3% Mo. In spite of greater secondary hardening, highestHTmaxin hypoeutectic cast iron
[image:8.595.126.470.70.512.2]with 3% Mo is a little lower than that in eutectic cast iron with 3% Mo. This is due to the difference in the volume fraction of eutectic carbide (Vc) between them, Vc of the Table 2 Degree of precipitation hardening in specimens with 2 mass%
alloying element.
Alloying Degree of precipitation hardening (HV30)
element 16 mass%Cr 26 mass%Cr
Ni 181 87
Cu 175 85
Mo 158 66
V 35 48
3 mass% 3 mass%
2 mass% 2 mass%
1 mass% 1 mass%
[image:8.595.46.291.588.665.2]former is 31.5% and that of the latter is 36.4%. Ni and Cu do not contribute the increase in theHTmax, and therefore, such
elements should be added for the improvement of harden-ability. Mo contributes more to increase the hardness because the large amount of retained austenite in as-hardened state contributed greatly to the secondary precipitation of M6C
carbides with much higher hardness than chromium carbides of M23C6, and as a result, the matrix hardness is increased. In
spite of the fact that V is strong carbide former and vanadium carbide has extremely high hardness, the high hardness could not be obtained in the specimens with V by this heat treatment, and V rather lowers the tempered hardness in 26% Cr specimens. This is because the cast iron with V produces less retained austenite in as-hardened state since V shifts the pearlite transformation to short time side.11)Also V increases
both the temperature of eutectoid transformation and a critical cooling rate of pearlite transformation.12)
Conse-quently, V in austenite promotes pearlite formation and then less austenite with low V content is retained in as-hardened state. In order to make V provides its full effect on an increase in hardness, extremely high austenitizing temperature may be introduced for more and more dissolution of V in the austenite.
4. Conclusions
General heat treatments, annealing, hardening and temper-ing, were conducted on 16 mass%Cr and 26 mass%Cr hypoeutectic cast irons with and without the third alloying element of Ni, Cu, Mo and V, each, and the relationship Fig. 8 Relationship between maximum tempered hardness (HTmax) and volume fraction of retained austenite (V) in the as-hardened state.
(a): 16 mass%Cr, (b): 26 mass%Cr cast irons.
16 mass% Cr 26 mass% Cr
Fig. 9 Effect of alloying elements on maximum tempered hardness (HTmax) in 16 mass% and 26 mass%Cr cast irons. (a) and (b) for
[image:9.595.124.469.73.204.2] [image:9.595.127.469.265.559.2](1) Hardness changed remarkably depending on the vol-ume fraction of retained austenite (V) which was closely related to the kind and the amount of alloying element. The hardness decreased with an increase in Ni and Cu contents in both series of cast irons. Mo increased the hardness overall. V increased the hardness in 16 mass%Cr cast irons but reduced hardness in 26 mass%Cr cast irons.
(2) TheV increased with an increase in Ni, Cu and Mo contents and it was reduced by increasing V content in 16 mass%Cr irons. In 26 mass%Cr irons, V was increased by Ni and Mo but reduced by Cu and V additions. An increase in austenitizing temperature causedV more in all the specimens.
4.2 In tempered state
(1) Curves of tempered hardness showed evidence of secondary hardening due to both the precipitation of special carbides formed by carbide reaction and the transformation of destabilized austenite into martensite. (2) High tempered hardness was obtained in the irons with highVin as-hardened state which was produced in the case of high austenitizing temperature.
(3) The degree of the precipitation hardening was much larger in alloyed cast irons than that in alloy-free cast irons except for the cast iron containing V, and it was greater in the order of irons with Ni, Cu, Mo and V. (4) The maximum tempered hardness (HTmax) was obtained
when the V was less than 20% after tempering. The tempering temperature to obtain the HTmax shifted to
high temperature side and it ranged from 748 to 823 K. (5) Mo increased theHTmaxin the both series of cast irons.
obtained respectively.
Acknowledgements
The authors would like to note with appreciation that financial support from the Thailand Research Fund through the Royal Golden Jubilee Ph. D. Program (Grant No. PHD/ 0165/2547) to student’s initials and advisor’s initials is acknowledged.
REFERENCES
1) O. N. Dogan, J. A. Hawk and G. Laird II: Metall. Trans.28A(1997) 1315–1328.
2) I. R. Sare and B. K Arnold: Metall. Trans.26A(1995) 359–370. 3) K. Bungardt, E. Kunze and E. Horn: Archiv fur das Eisenhuttenwesen
29(1958) 193–203.
4) Y. Matsubara, K. Ogi and K. Matsuda: AFS Trans.89(1981) 183–196. 5) S. Inthidech, P. Sricharoenchai, N. Sasaguri and Y. Matsubara: AFS
Trans.112(2004) 899–910.
6) S. Inthidech, P. Sricharoenchai, N. Sasaguri and Y. Matsubara: AFS Trans.112(2004) 911–923.
7) M. Kuwanoet al.: IMONO (J. Jpn. Foundrymen’s Soc.)54(1982) 586– 592.
8) Y. Matsubara, Y. Yokomizo, N. Sasaguri and M. Hashimoto: J. JFS.74
(2000) 471–477.
9) F. Maratray and R. Usseglio-nanot: Atlas: Transformation of Chro-mium and ChroChro-mium-Molybdenum White Irons, (Climax Molybdenum Company, Paris, 1970) pp. 53–149.
10) F. Maratray and A. Poulalion: AFS Trans.90(1982) 795–804. 11) W. Khanitnantharak, N. Sasaguri, K. Nanjo, P. Sricharoenchai and
Y. Matsubara:Proceeding of the 7th Asian Foundry Congress, ed. by Y. N. Pan, H. S. Chiou, J. H. Lao, M. H. Chung and Y. L. Yeh, (The Chinese Foundrymen’s Association, Taipei, 2000) pp. 63–72. 12) M. Kuwanoet al.:IMONO(J. Jpn. Foundrymen’s Soc.)58(2000) 40–