Direction Dependence of Compressive Properties
of Mg Processed by Directional Solidification
Yasumasa Chino
1, Katsuya Kimura
2;*and Mamoru Mabuchi
21
Materials Research Institute for Sustainable Development, National Institute of Advanced Industrial Science and Technology, Nagoya 463-8560, Japan
2Department of Energy Science and Technology, Graduate School of Energy Science,
Kyoto University, Kyoto 606-8501, Japan
Pure Mg consisting of elongated grains was fabricated by the directional solidification process, and its compressive properties were investigated at room temperature, 473 and 773 K under the conditions where the angle between the long axis direction of the elongated grains and the compression direction was 0, 45 and 90 degree. At room temperature, the specimen at the angle of 45 degree was fractured prior to
"¼0:3, although the specimens at the angles of 0 and 90 degree were not fractured even at"¼0:3. In addition, the yield stress at the angle of 45
degree was higher than those at the angles of 0 and 90 degree. The (0002) basal planes were distributed at a tilt of 30–50 degree to the solidification direction. This was responsible for the higher yield stress at the angle of 45 degree. Also, the yield stress at the angle of 0 degree was lower than that at the angle of 90 degree. The lower yield stress at the angle of 0 degree was attributed to twinning. At 473 K, the yield stress at the angle of 45 degree decreased significantly. The large decrease in yield stress at the angle of 45 degree resulted from grain boundary sliding. At 773 K, the yield stresses were almost the same, irrespectively of the loading direction. Thus, compressive properties of the directionally solidified Mg were affected by the loading direction. [doi:10.2320/matertrans.ML200701]
(Received June 13, 2007; Accepted November 5, 2007; Published December 19, 2007)
Keywords: magnesium, directional solidification, mechanical properties, direction dependence
1. Introduction
Mg alloys have high potential for improvement of fuel
efficiency and reduction in CO2 emission because of their
high specific strength and stiffness.1) However, Mg alloys
often exhibit poor creep resistance or low elevated temper-ature strength. It is therefore desired to improve the poor creep resistance for applications such as an engine block of a vehicle. Addition of elements such as Y, Sc, Ce and Gd
improves the poor creep resistance of Mg.2–5) However,
reserve of the elements which serve to improve the poor creep resistance of Mg is often exiguous. If a large amount of Mg alloys containing the scarce elements are used as automobile parts, the scarce elements may be exhausted. Hence, it is required to develop high creep resistance Mg containing no scarce elements for application to the auto-mobile parts.
It is well known that directionally solidified metallic materials show high creep resistance or high strength at
elevated temperatures.6–8) Directional solidification process
has been studied in Mg alloys as well.9–11) Recently, it has
been reported that a directionally solidified Mg alloy shows higher strength at elevated temperature than a
non-direction-ally solidified Mg alloy.12) Grain boundary sliding is
responsible for a decrease in strength at elevated
temper-ature.13,14) Grain boundary sliding can be suppressed in
directionally solidified metals, resulting in high strength at elevated temperatures. Besides, high ductility can be attained
in directionally solidified metals.8,12)
Mechanical properties of directionally solidified metals exhibit the strong direction dependence. Therefore, it is important to investigate influence of the direction on mechanical properties of a directionally solidified Mg. In
the present work, pure Mg consisting of elongated grains is fabricated by the directional solidification process, and
compressive tests at room temperature 773K are carried
out under the conditions where the angle between the long axis direction of the elongated grains and the compression direction is 0, 45 and 90 degree.
2. Experimental Procedure
By using induction furnace, pure Mg of 130 g was melted at 923 K in graphite mold, and directionally solidified pure Mg was fabricated by conventional casting process, in which the melt was rapidly cooled in a rectangular steel mold.
Dimension of the steel mold was305050mm3. Region
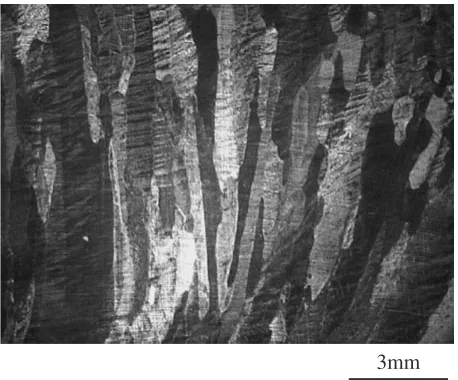
of columnar grains was used as the directionally solidified Mg. Microstructure of the directionally solidified Mg is shown in Fig. 1. The directionally solidified Mg consisted of elongated grains. The grain sizes of the long axis and short axis directions were 1.1–9.8 and 0.3–1.8 mm, respectively. The mean aspect ratio of the grains was 5.2.
Compressive specimens with 7 mm in length and 6 mm in diameter were machined from the directionally solidified Mg ingot. Compressive tests were carried out under the con-ditions where the angle between the long axis direction of the elongated grains and the compression direction was 0, 45 and 90 degree. The testing temperatures were room temperature, 473 and 773 K, and the initial strain rate was constant
(¼1:7103s1). It was verified in a preliminary
experi-ment that when the specimens of different batches were investigated, the s-s curves showed deviations due to variations of the grain size and so on, however, effects of the loading direction on the compressive behavior of the directionally solidified Mg exhibited the same tendency, independent of the batches. Thus, in the present paper, the testing specimens were made of the same batch ingot.
*Graduate Student, Kyoto University
The side surfaces of the deformed specimens were observed by SEM (scanning electron microscope). Also, twins of the deformed specimens were observed by optical microscope. From the observation, the area and number of twins were measured by quantitative image analyses using the commercially available software Image-Pro Plus, and the area fraction of twins and the number of twins per unit area were estimated.
A specimen with dimension of 15155mm3 was
machined from the directionally solidified Mg ingot, and the pole figure of a plane parallel to the solidification direction was investigated by the Schulz reflection method. The (0002) pole figure of the directionally solidified Mg is shown in Fig. 2. The (0002) basal planes were distributed at a tilt of 30–50 degree to the solidification direction.
3. Results and Discussion
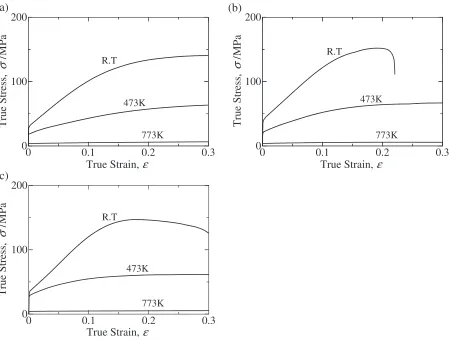
The true stress-true strain curves at room temperature
[image:2.595.55.284.71.261.2]773K for the directionally solidified Mg are shown in
Fig. 3, where (a) is the results at the angle of 0 degree, (b) is the results at the angle of 45 degree and (c) is the results at the angle of 90 degree. The tests were stopped when the
specimen was not fractured until "¼0:3. Large strain
hardening was found at room temperature, irrespective of the loading direction. The strain hardening coefficient decreased with increasing temperature. It is of interest to note that the strain to failure at room temperature was less than 0.3 at the angle of 45 degree, as shown in Fig. 3(b), although the specimens at the angles of 0 and 90 degree were
not fractured even at"¼0:3. This is because the maximum
shear stress is at the angle of 45 degree during the compressive test and fracture at grain boundaries is enhanced at the angle of 45 degree. High ductility is often attained in
directionally solidified metals.8,12) However, it is
demon-strated from Fig. 3 that ductility of the directionally solidified Mg strongly depends on the loading direction.
The variation in yield stress as a function of temperature is shown in Fig. 4, where the yield stress is defined as the 0.2% proof stress. At room temperature, the yield stress at the angle of 45 degree was higher than those at the angles of 0 and 90 degree. In Mg, the basal slip is preferentially operative because the critical resolved shear stress for the basal slip is much lower than those for the non-basal slips, which are the
prismatic slip and pyramidal slips.15)As shown in Fig. 2, the
(0002) basal planes were distributed at a tilt of 30–50 degree to the solidification direction, indicating that the Schmid factor for the basal slip is low at the angle of 45 degree. This is responsible for the highest yield stress at the angle of 45 degree.
It is noted that the yield stress at the angle of 0 degree was lower than that at the angle of 90 degree at room temperature, contrary to expectation. It is known that twinning induces the tensile-compressive anisotropy because the flow stress during
compressive deformation is reduced due to twinning.16–18)
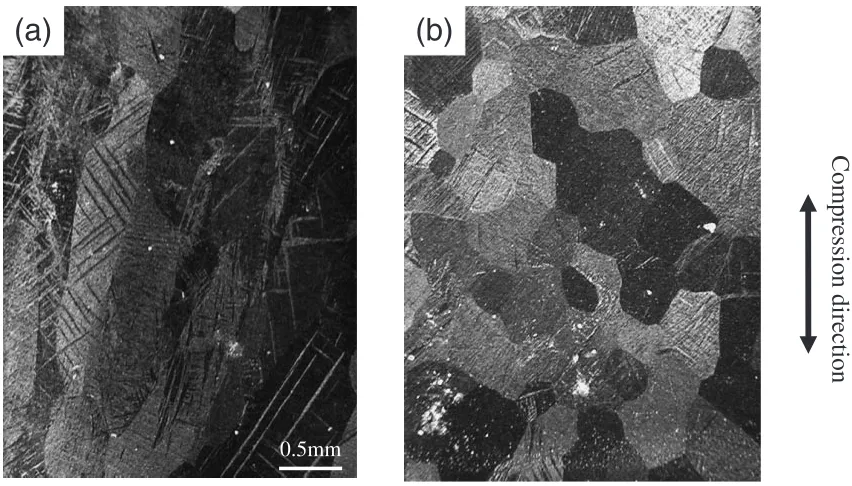
Microstructure of the specimens deformed to"¼0:01at the
angles of 0 and 90 degree is shown in Fig. 5. It appears that the number of twins at the angle of 0 degree was more than that at the angle of 90 degree, although the twins were observed at both the angles of 0 and 90 degree. From the quantitative image analyses, the area fraction of twins was 5.3% at the angle of 0 degree and 1.5% at the angle of 90
degree, also the number of twins per unit area was 10.6 mm2
at the angle of 0 degree and 2.5 mm2 at the angle of 90
degree, respectively. Therefore, the fact that the yield stress at the angle of 0 degree was lower is likely to be related to the twinning.
Note that the yield stress at the angle of 45 degree decreased significantly from room temperature to 473 K. Because grain boundary sliding plays an important role in
deformation mechanisms at elevated temperatures in Mg,12)
in the present work, the side surface of the deformed specimens was observed to investigate grain boundary sliding. The results are shown in Fig. 6. More rugged surfaces were observed at the angle of 45 degree, compared with the angles of 0 and 90 degree. The surface roughness is
enhanced by grain boundary sliding.19–21) Therefore, it is
suggested that grain boundary sliding occurred more at the
angle of 45 degree. Watanabe et al.22) showed that when
grain boundary sliding occurs, effects by grain boundary
Solidification direction
Fig. 2 The (0002) pole figure of the directionally solidified Mg.
3mm
[image:2.595.57.283.312.505.2]sliding overwhelm effects by texture. Therefore, it is likely that a large decrease in yield stress at the angle of 45 degree is attributed to active occurrence of grain boundary sliding. The yield stress at the angle of 0 degree was lower than that at the angle of 90 degree, although grain boundary sliding was suppressed at the angle of 0 degree. The lower yield stress at the angle of 0 degree is due to the generation of twinning at 473 K as well as at room temperature.
At 773 K, the yield stresses were almost the same. This is
probably because no twinning occurs at 773 K23) and grain
boundary sliding occurs significantly, independently of the loading direction. Thus, the direction dependence for the directionally solidified Mg was minor at 773 K.
4. Conclusions
Pure Mg consisting of elongated grains was fabricated by the directional solidification process, and its compressive properties were investigated under the conditions where the angle between the long axis direction of the elongated grains and the compression direction was 0, 45 and 90 degree. The results are concluded as follows.
(1) At room temperature, the specimen at the angle of
45 degree was fracture prior to "¼0:3, although the
specimens at the angles of 0 and 90 degree were not
fractured even at "¼0:3. Thus, ductility of the
direc-tionally solidified Mg strongly depended on the loading direction.
(2) In addition, the yield stress at the angle of 45 degree was higher than those at the angles of 0 and 90 degree, which was related to the (0002) texture. Also, the yield stress at the angle of 0 degree was lower than that at the angle of 90 degree. Twinning was responsible for the lower yield stress at the angle of 0 degree.
(3) The yield stress at the angle of 45 degree decreased
R.T
473K
773K
0
0.1
0.2
0.3
0
100
200
True Stress,
σ
/
MPa
True Strain,
ε
R.T
473K
773K
0
0.1
0.2
0.3
0
100
200
True Strain,
ε
True Strain,
ε
True Stress,
σ
/
MPa
True Stress,
σ
/
MPa
0
0.1
0.2
0.3
0
100
200
R.T
473K
773K
(a)
(b)
(c)
Fig. 3 The true stress-true strain curves at room temperature773K for the directionally solidified Mg, where (a) 0 degree, (b) 45 degree and (c) 90 degree.
200
0
400
600
800
10
20
30
40
50
0° 45° 90°
Temperature,
T
/
K
Yield Stress,
σ
/
MPa
[image:3.595.75.524.73.415.2] [image:3.595.58.283.468.638.2]significantly from room temperature to 473 K. Micro-structural observation revealed that grain boundary sliding occurred more at the angle of 45 degree. Therefore, it is suggested that effects by grain boundary
sliding exceeded effects by texture at 473 K.
(4) At 773 K, the yield stresses were almost the same, irrespectively of the loading direction.
Compression direction
0.5mm
(a)
(b)
Fig. 5 Microstructure of the specimens deformed to"¼0:01at the angles of (a) 0 degree and (b) 90 degree, where the testing temperature is room temperature.
Compression
direction
(b)
500
µ
m
(a)
500
µ
m
(c)
500
µ
m
[image:4.595.83.509.70.313.2] [image:4.595.66.525.366.694.2]REFERENCES
1) M. Hakamada, T. Furuta, Y. Chino, Y. Chen, H. Kusuda and M. Mabuchi: Energy32(2007) 1352–1360.
2) A. Luo and M. O. Pekguleryuz: J. Mater. Sci.29(1994) 5259–5271. 3) Y. Negishi, T. Nishimura, M. Kiryuu, S. Kamado, Y. Kojima and
R. Ninomiya: J. Jpn. Inst. Light Met.45(1995) 57–63. 4) B. L. Mordike: Mater. Sci. Eng.A324(2002) 103–112.
5) B. R. Powell, V. Rezhets, M. P. Balogh and R. A. Waldo: JOM54 (August) (2002) 34–38.
6) D. R. Johnson, X. F. Chen, B. F. Oliver, R. D. Noebe and J. D. Whittenberger: Intermetallics3(1995) 141–152.
7) H. Bei and E. P. George: Acta Mater.53(2005) 69–77. 8) H. Drar and I. L. Svensson: Mater. Lett.61(2007) 392–396. 9) K. Pettersen and N. Ryum: Metall. Trans. A20(1989) 847–852. 10) K. Pettersen, O. Lohne and N. Ryum: Metall. Trans. A21(1990) 221–
230.
11) C. Zhang, D. Ma, K.-S. Wu, H.-B. Cao, G.-P. Cao, S. Kou, Y. A. Chang and X.-Y. Yan: Intermetallics15(2007) 1395–1400.
12) M. Mabuchi, M. Kobata, Y. Chino and H. Iwasaki: Mater. Trans.44
(2003) 436–439.
13) M. Mabuchi, Y. Chino and H. Iwasaki: Mater. Trans.43(2002) 2063– 2068.
14) M. Mabuchi, K. Okamoto, N. Saito, M. Nakanishi, Y. Yamada, T. Asahina and T. Igarashi: Mater. Sci. Eng.A214(1996) 174–176. 15) M. H. Yoo: Metall. Trans. A12(1981) 409–418.
16) E. A. Ball and P. B. Prangnell: Scripta Metall. Mater.31(1994) 111– 116.
17) M. A. Gharghouri, G. C. Weatherly, J. D. Embury and J. Root: Phi. Mag. A79(1999) 1671–1695.
18) S. Kleiner and P. J. Uggowitzer: Mater. Sci. Eng. A379(2004) 258– 268.
19) R. L. Bell and T. G. Langdon: J. Mater. Sci.2(1967) 313–323. 20) R. Z. Valiev and O. A. Kaibyshev: Acta Metal.31(1983) 2121–2128. 21) J. Koike, R. Ohyama, T. Kobayashi, M. Suzuki and K. Maruyama:
Mater. Trans.44(2003) 445–451.
22) H. Watanabe, A. Takara, H. Somekawa, T. Mukai and K. Higashi: Scripta Mater.52(2005) 449–454.