Journal of Engineering Sciences, Volume 5, Issue 2 (2018), pp. F 1–F 6 F 1 JOURNAL OF ENGINEERING SCIENCES
ЖУРНАЛ ІНЖЕНЕРНИХ НАУК
ЖУРНАЛ ИНЖЕНЕРНЫХ НАУК
Web site: http://jes.sumdu.edu.ua
DOI:
10.21272/jes.2018.5(2).f1
Volume 5, Issue 2 (2018)UDC 621.3.035.4
Membrane Processes during the Regeneration of Galvanic Solution
Serdiuk V. O.1, Sklavbinskyi V. I.1, Bolshanina S. B.1*, Ivchenko V. D.2, Qasim M. N.3, Zaytseva K. O.1 1
Sumy State University, 2 Rymskogo-Korsakova St., Sumy 40007, Ukraine;
2 Sumy National Agrarian University, 160 H. Kondratieva St., Sumy 40021, Ukraine; 3
Institute of Technology, Middle Technical University, Baghdad, Iraq
Article info:
Paper received:
The final version of the paper received: Paper accepted online:
June 21, 2018 October 2, 2018 October 5, 2018
*
Corresponding Author’s Address:
[email protected]
Abstract. The process of Сd2+
and Zn2+ cations transfer through the cation exchange membrane RALEX®CM-PES 11-66 in double-chamber electrolyzer was investigated. Anodic chamber electrolyte (analyte) contained model solutions which imitates galvanic baths composition for passivation processes. The analyte con-tained 50 g/l sodium dichromate and 10 g/l sulfuric acid as main substances and impurities of Сd2+ and Zn2+ cations in amount of 2.5 g/l of each. The electrolyte of cathode chamber is catholyte, contained 1 % solution of sulfuric acid. The titanium grade BT-0 and lead grade C-0 were used as cathode and anode respectively. Cathode processes con-nected with processes of ion migration through the membrane and metal release on cathode were studied. The crea-tion of volt-ampere curves in galvanodynamic mode was supplied by impulse potentiometer, tool for combined measurements and silver chloride reference electrode. An increase of cathode overvoltage in the presence of cadmi-um ions and decrease of cathode potential with the increase of temperature were proved. The pH range for intensive reduction of metals was determined during investigations. Scanning electron microscopy with X-ray analysis was used for estimation of cathode deposits elemental composition. It was established that metal atoms of cadmium and zinc were presented in cathode deposits. Transference numbers of ions through cationic membrane were calculated for cadmium and mixture of cations proved the effectiveness of chromium and zinc ions extraction from chromium containing solutions. This process provides regeneration of galvanic solutions and maintains stable composition of passivation bath.
Keywords: electrolysis, galvanic solution, ion-exchange membrane, chromium-containing solution, cadmium cati-ons, zinc cations.
1
Introduction
High aggressivity of hexavalent chromium-based solu-tions in galvanic production sewage waters causes signif-icant environmental hazard. The Cr6+ compounds have toxic properties, take mutagenic and carcinogenic impact on living organisms [1, 2]. The sources of such pollution are not only flushing waters, but also exhausted concen-trated solutions of process baths [3]. The examples can be brightening and passivating bath solutions containing up to 100–200 g/l of hexavalent chromium compounds. Ac-tive employment of such baths results in hexavalent chromium reduction, while solutions accumulate heavy-metal ions. At the same time, the ratio of the essential components in these baths changes, that entails the need for adjustment by adding new portions of reagents. That leads to instability in bath operation and declining quality of coating [4]. In order to eliminate those defects, the contents of the baths must be replaced, while exhausted concentrated solutions are liable to be discharged into
sediment tanks. The volley character of emptying doesn’t allow treating facilities to neutralize toxic wastes com-pletely that causes the risk of environmental pollution. Besides, when discharging hexavalent chromium com-pounds as a waste, the enterprise irretrievably loses the valuable component necessary for technological opera-tions in the electroplating shop. The high level of solution contamination resulted from electroplating production, the presence of numerous organic compounds make it difficult to use reverse osmosis. The development and implementation of membrane-type electrochemical de-vices with the simultaneous return of the valuable com-ponents into production (in the form of commercial prod-ucts and secondary raw materials) has been the only radi-cal solution to the emerging problem so far. In this case, electrolysis with ion-exchange membranes is the most perspective treatment for such runoff [5, 6].
F 2 CHEMICAL ENGINEERING: Processes in Machines and Devices that the separation of the components occurs with the
help of anionic or cationic membranes within the electro-lytic module [7, 8]. Regeneration is carried out in batch-type electrolysers (electrolytic cells) with the premium brand membranes (MK-40, MA-40) [9]. Process solu-tions of rinsing baths or sulfuric acid solusolu-tions [3] are used as catholyte and anolyte depending on the type of electrolyser and the purpose of the process. Electrolysis is carried out using anodes and cathodes manufactured from different materials (e. g. platinized titanium, lead, steel) [10, 11].
In order to research the impact of individual techno-logical parameters on membranous electrolyser operation, the given research explores the voltampere characteristics of the cathode and anode process, as well as the influence of temperature, electrolyte composition and medium acid-ity on the migration and electrochemical reduction of metal ions. Modeling of electrolyte composition proceed-ed from the features of the processes in real galvanic passivating baths [11]. These processes require the solu-tions with hexavalent chromium compounds. In such solutions as a result of operation hexavalent chromium gets reduced to Cr3+ from chromate (CrO42–) and dichro-mate (Cr2O72–) ions, while work zinc or cadmium coating dissolves. Consequently, ions of trivalent chromium and dissolving metal get accumulated in the solutions in ac-cordance with the reaction equations (1) and (2):
3Zn + 2CrO42– + 16H+→ 3Zn2++ 2Cr3+ + 8H2O; (1)
3Cd + Cr2O72– + 14H+→ 3Cd2++ 2Cr3+ + 7H2O. (2)
The accumulated ions of heavy metals, trivalent chro-mium with simultaneous deacidification make these solu-tions unserviceable. Considering the composition of pas-sivating baths, as well as availability of the mentioned zinc [12, 13] and cadmium ions and trivalent chromium there, bath compositions were modeled under laboratory conditions by adding the defined amounts of salts of the specified metals to electrolyte which was subjected to electromembrane process [3, 14].
Due to the abovementioned, the objective of the work is to study the electrochemical regularities of membrane electrolysis of chromium-containing solutions which will allow to multiply the lifetime of galvanic baths and pre-vent the entry of toxic Cr6+ ions into the environment.
2
Research Methodology
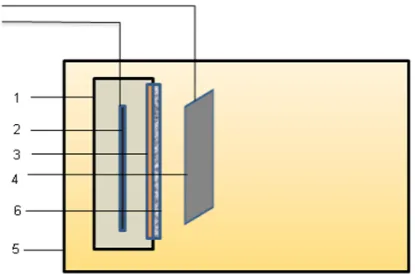
In order to study the effect of different parameters on chromic solutions regeneration, the two-chamber electro-lyser МЕCk (electrochemical cationic module) was pro-duced inclusive of anode and cathode chambers separated by a cation-exchange membrane (Figure 1).
The external anode was dipped into the anode chamber that simulated a passivating bath. The cation-exchange membrane RALEX®CM-PES 11-66 was installed so that it formed one of the cathode chamber walls from the anode side. Filter cloth was tightly attached to the mem-brane from the anode side. The presence of filter cloth prevented from rapid membrane blinding [7].
Figure 1 – The diagram of membrane external-anode electrolys-er: 1 – cathode chamber body; 2 – internal electrode-cathode; 3
– ion-exchange membrane; 4 – external electrode-anode; 5 – chromic solution chamber; 6 – filter cloth
The anode material is lead (C2 grade), the cathode ma-terial is titanium. Cathode and anode areas are SK = 0.3
dm2 and SA = 0.72 dm2 respectively. The 10 dm3 anode chamber was filled with chromiс solution of the follow-ing concentration: Na2Cr2O7– 50 g/l, H2SO4– 10 g/l. In order to simulate the bath operating conditions, cation-containing compounds of the respective metals Zn2+, Cd2+ and Cr3+. were added to anodic solution. The content of the added ions in anodic solution (anolyte) complied with the concentration of 2.5 g/l for each ion. The 1 dm³ cathode chamber was filled with cathode liquor (catho-lyte) – 1 % sulfuric acid solution. Electrolysis was carried out at current density of 0.3–3.0 A/dm2 and 3–9 V volt-age. Throughout the process, the catholyte’s pH was be-ing monitored. Cathode deposit was examined by scan-ning electron microscopy.
3
Results
As a primary method for studying electrical reduction of metal ions in chromic solution, we used the voltamme-try method with linear potential sweep. Voltammograms were recorded in a galvanic-dynamic mode by means of the PI-50-1.1 pulse potentiostat and the Victor VC88C multimeter. To measure electrode potential drop, a silver-chloride reference electrode was employed [13]. The measurement results showed that with current strength growth, the anode potential changed insignificantly (no more than 0.1–0.2 V). The anode process is related to oxygen release and partial oxidation of trivalent chromi-um ions in Cr2O72– [1].
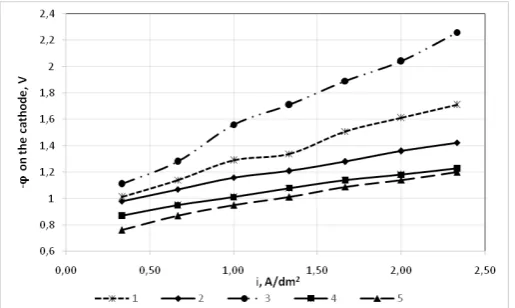
Voltammograms of zinc and cadmium reduction on the cathode in the cathode chamber are presented in Figure 2.
Journal of Engineering Sciences, Volume 5, Issue 2 (2018), pp. F 1–F 6 F 3
Figure 2 – Voltammogramsof cathodic electroreduction of metalsattheir migration through a cation-exchange membrane: 1, 2, 3 – at electrolyte temperature of 14 °C; 4, 5, 1 – at 30 °C –
an anolyte does not contain metal ions able to be deposited on the cathode; 2 – anolyte additionally contains Zn2+ ions
(2.5 g/l); 3 – anolyte additionally contains Zn2+ ions (2.5 g/l) and Cd2+ (2.5 g/l); 4 – anolyte does not contain metal ions able to be deposited on the cathode; 5 – anolyte additionally contains
Zn2+ ions (2.5 g/l)
Figure 3 presents voltammograms for electrolytes sep-arately containing zinc and cadmium cations 1 and 2 respectively. As can be seen, the presence of cadmium ions significantly extends the cathode potential which seems to be connected with the increased conductivity of electrolyte.
Besides, the cathodic process is affected by the tem-perature (Figure 2). As the temtem-perature rises, the electro-lytic conductivity increases. This is connected with the reduced viscosity of solution (thinning) and increased mobility of ions. In addition, the increased temperature stimulates the increased number of active ions, contrib-utes to the decrement of the effective radius of ions as a result of their shells dehydration.
The increase in electroconductivity reduces cathodic polarization (Figure 2, curves 4, 5). Electrode depolariza-tion provides more active product deposidepolariza-tion.
While studying the chemism of the ongoing electrode reactions, we can assume the resulting products. Thus, the following reactions can occur on the cathode and in cath-ode liquor (catholyte) during the electricity flow:
Zn2++ 2e = Zn; (3)
Cd2++ 2e = Cd; (4)
2H3O++ 2e = H2 + 2H2O; (5)
2H2O + 2e = H2+ 2OH–. (6) Trivalent chromium ions which are generated in the process of chrome plating in anodic solution in practice are not expected to pass to catholyte or be deposited on the cathode. They oxidize on the anode forming Cr2O72– [9]. However, as our research has shown, insignificant amounts of chromium compounds can still migrate to the cathode, but their presence is not more than 1 % of the total amount of precipitate on the cathode (Figures 4, 5).
Figure 3 – Voltammograms of cathodic electroreduction of metal sat their migration through a cation-exchange membrane
at electrolyte temperature of 14 °C: 1 – anolyte contains Zn2+ ions (2.5 g/l); 2 – anolyte contains Cd2+ ions (2.5 g/l); 3 – anolyte contains Cd2+ ions (2.5 g/l), Zn2+ ions (2.5 g/l)
and Cr3+ ions (2.5 g/l)
As can be seen from the above-mentioned reactions, 5 and 6 cause the change in cathodic pH medium. Change in catholyte’s acidity, its shift towards the alkaline side, leads to the drop of electrical conductivity of solution and formation of flaked insoluble metal hydroxides that result in module efficiency decrement.
X-ray microanalysis conducted using the scanning electron microscope REM-106-i (manufactured by
“SELMI”, Ukraine) allowed determination of chemical elements in the samples of the studied cathodic deposits on the basis of energy values of the characteristic X-ray peaks of each chemical element [15, 16]. To determine the elementary composition the samples were placed on a double-sided carbon adhesive tape. The prepared samples were placed in the electron microscope and examined at accelerating 20 kV voltage in the secondary-electron mode within the range of electro-optical magnification from 600 to 6 000 times (Figures 4, 5).
The accomplished analysis of cathode deposits formed at module operation with electron microscopy employ-ment demonstrated that there were metal atoms in depos-its which initially had not been available within catholyte. The spectrograms display the metals that were added to dichromate anodic solution – namely, cadmium and zinc. Their percentage in the deposit reaches 95–98 %. It should be noted that in case of their joint presence, cad-mium content as much as 2 times exceeds zinc content. As to chromium, its presence in the deposit makes only a fraction of a percent and is considered to be negligible [11] (Table 1).
F 4 CHEMICAL ENGINEERING: Processes in Machines and Devices
a b
Figure 4 – REM photographs of cathodic deposit samples when the module is operated: a – anodic solution (anolyte) contains Cd2+ ions (2.5 g/l); b – anolyte contains Zn2+ ions (2.5 g/l) and Cd2+ (2.5 g/l)
a
b
Figure 5 – Spectrograms of cathode deposit samples and the results of microanalysis: a – the anolyte contains Cd2+ ions (2.5 g/l)
Journal of Engineering Sciences, Volume 5, Issue 2 (2018), pp. F 1–F 6 F 5
Table 1 – Changes in the catholyte acidity and the mass of metals deposited on the cathode at electrochemical module operation
Module operating time
Catholyte pH value Masses of metals on the cathode, (operational) Anolyte with
the only impurity of
Сd2+
Anolyte with the impurities of
Zn2+,Сd2+ Cr3+
Anolyte with the only impurity of
Сd2+
Anolyte with the impurities of
Zn2+,Сd2+ Cr3+
1 1.00 1.00 0.000 0.00
3 1.30 1.30 0.020 0.02
6 1.41 1.50 0.080 0.15
9 1.61 1.65 0.253 0.37
12 2.07 1.86 0.333 0.47
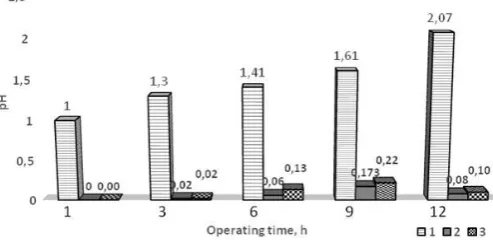
From the values presented in the table, it is possible to determine that the greatest amount of deposited metal is observed at 1.5–1.8 pH values. This corresponds to the highest electrical conductivity of catholyte solution. At a pH less than 1.5, hydrogen is actively reducts at the cath-ode which interferes with the metal recovery process, and at pH greater than 1.8-2, insoluble metal hydroxides begin to form in the catholyte which also inhibits with the process. Over 12 hours of module operation, the cathodic pH increases insignificantly. It should be noticed that over the next 3 hours (13th, 14th and 15th hour) pH rises dramatically up to 5-6. At the same time the release of metal on the cathode practically ceases and the presence of insoluble hydroxides in the catholyte increases [14]. In this case metal deposition on the cathode is practically terminated, whereas the presence of insoluble hydroxides in cathode liquor increases. Matching of yield of metal resulting from electrolysis for every 3 hours with the change in catholyte pH is presented on the diagram (Figure 6).
Figure 6 – Change in catholyte pH and mass of metals deposited on the cathode over the periods of module operation: 1, 3, 6, 9,
and 12 hours at the electrolyte temperature of 14 °C: 1 – catholyte pH; 2 – anolyte contains Zn2+ ions (2.5 g/l); 3 – anolyte contains ions of Zn2+ (2.5 g/l) and Cd2+ (2.5 g/l)
The data presented in Table 1 and Figure 6 makes it possible to calculate the numbers of metal ion transfer from the regenerated solution (anolyte) to catholyte. The transfer numbers of metal ions from the anolyte to the catholyte through the cation-exchange membrane were calculated taking into account the change of the volumes of these solutions. In the electrolysis process the volume
of the catholyte was slightly increasing and the anolyte volume was decreasing, which is due to the migration of water. The ion transfer numbers for both cadmium and a mixture of cations are 0.011–0.009 respectively. In spite of this, about 13 % of cadmium and 11 % of cadmium and zinc ions were removed during 12 hours of the mod-ule operation when they were both in the anolyte.
4
Conclusions
The investigation of the electrolysis of chromium-containing solutions using a module with a cation-exchange membrane showed that this process allows the solution to be regenerated by extracting metal ions that contaminates it. The study of the specific indicators and characteristics of this process showed the following.
Volt-ampere characteristics taken in galvanostatic mode indicate a significant overvoltage at the cathode in the presence of metal ions (Cd2+), which is due to the membrane resistance.
Temperature affects the cathode potential. With the temperature increasing, the polarization of the cathode decreases, that contributes to a more efficient conduct of the process.
Using the method of electron microscopy with the functions of X-ray phase microanalysis it is established that cadmium and zinc metal atoms are present in the composition of cathode deposit that were in the anolyte as impurities.
The cathode metal reduction depends on the medium acidity. In the course of the research, the pH interval was assigned at which the process of electrolysis is the most intensive. It corresponds to the values of 1.5–1.8. With the further pH increasing the electrolyte conductivity decreases due to the formation of insoluble hydroxides in the catholyte. Besides, it should be noticed, that metal reduction is complicated by a parallel cathodic reaction – hydrogen release, especially at a pH of less than 1.3.
F 6 CHEMICAL ENGINEERING: Processes in Machines and Devices
References
1. Qian, Y., Huang, L., Pan, Y., Quan, X., Lian, H., & Yang, J. (2017). Dependency of migration and reduction of mixed Cr2O72–,
Cu2+ and Cd2+ on electric field, ion exchange membrane and metal concentration in microbial fuel cells. Separation and
Purifi-cation Technology, Vol. 192, No. 9, pp. 78–87, doi: 10.1016/j.seppur.2017.09.049.
2. Bolshanina, S. B. (2016). Chemical Industry in Ukraine, Vol. 1 (132), pp. 13 [in Russian].
3. Yao, Y., Wei, Q., Sun, M., Chen, Y., & Ren, X. (2013). The Royal Society of Chemistry, Vol. 3, Art. no. 13131.
4. Bolshanina, S. B., Ablieyeva, I. Yu., Kyrychenko, O. M., Altunina L. L., Klimanov O. B., & Serdiuk, V. O. (2016). Method of Electrolytic Regeneration of Chromium-Containing Solutions. Patent of Ukraine, No. 109623, MPC (2006.01) C02F 1/46. 5. Benvenuti, T., Krapf, R. S., Rodrigues, M. A. S., Bernardes, A. M., & Zoppas-Ferreira, J. (2014). Recovery of nickel and water
from nickel electroplating wastewater by electrodialysis. Separation and Purification Technology, Vol. 129, No. 29, pp. 106– 112, doi: 10.1016/j.seppur.2014.04.002.
6. Dimitris, P., Zagklis, E. C., Arvaniti, V. G., et al. (2013). Sustainability analysis and benchmarking of olive mill wastewater treatment methods. Journal of Chemical Technology and Biotechnology, Vol. 88, pp. 742–750.
7. Kruglikov, S. S., & Kolotovkina, N. S. (2013). Electroplating and Surface Treatment, Vol. 21, No. 3, pp. 63 [in Russian]. 8. Kruglikov, S. S., Kolotovkina, N. S., et al. (2008). Electroplating and Surface Treatment, Vol. 16, No. 1, pp. 34 [in Russian]. 9. Nekrasova, N. E., Nevmyatullina, Kh. A., Kharin, P. A., & Kruglikova, E. S. (2016). Application of a two-chamber immersion
electrochemical module for increasing the stability of a lead anode in aggressive media. Electroplating and Surface Treatment, Vol. 24, No. 1, pp. 22.
10. Turek, M., Mitko, K., Chorazewska, M., & Dydo, P. (2013). Use of the desalination brines in the saturation of membrane elec-trolysis feed. Desalination and Water Treatment, Vol. 51, рр. 2749–2754.
11. Davoudi, M., Gholami, M., Naseri, S., Mahvi, A. H., Farzadkia, M., Esrafili, A., & Alidadi, H. (2014). Application of electro-chemical reactor divided by cellulosic membrane for optimized simultaneous removal of phenols, chromium, and ammonia from tannery effluents. Toxicological and Environmental Chemistry, Vol. 96, Issue 9, pp. 1310–1332.
12. Carrillo-Abad, J., Garcia-Gabaldon, M., & Perez-Herranz, V. (2017). pH effect on zinc recovery from the spent pickling baths of hot dip galvanizing industries. Separation and Purification Technology, Vol. 177, No. 28, pp. 21–28.
13. Abbasi-Garravand, E., & Mulligan, C. N. (2014). Using micellar enhanced ultrafiltration and reduction techniques for removal of Cr(VI) and Cr(III) from water. Separation and Purification Technology, Vol. 132, No. 20, pp. 505–512.
14. Hu, Ch.-Y., Shih, K., & Leckie, J. O. (2010). Formation of copper aluminate spinel and cuprous aluminate delafossite to ther-mally stabilize simulated copper-laden sludge, Journal of Hazardous Materials, Vol. 181, Issue 1, pp. 399–404.
15. Durgun, I., & Ertan, R. (2014). Experimental investigation of FDM process for improvement of mechanical properties andproduction cost. Rapid Prototyping Journal, Vol. 20, Issue 3, pp. 228–235, doi: 10.1108/RPJ-10-2012-0091.
16. Wenner, S., Jones, L., & Marioara, C. D., Holmestad, R. (2017). Atomic-resolution chemical mapping of ordered precipitates in Al alloys using energy-dispersive X-ray spectroscopy, Micron, Vol. 96, pp. 103–111, doi: 10.1016/j.micron.2017.02.007.
Мембранні процеси при регенерації гальванічного розчину
Сердюк В. О.1, Склабінський В. І.1, Большаніна С. Б.1, Івченко В. Д.2, КасімМ. Н.3, Зайцева К. О.1
1 Сумський державний університет, вул. Римского Корсакова, 2
, м.Суми, 40007, Україна;
2 Сумський національний аграрний університет, вул.Г.Кондратьєва
, 160, м.Суми, 40021, Україна;
3 Технологічний інститут, Технічний університет, м. Багдад, Ірак
Анотація. Досліджено процес перенесення катіонів Сd2+ і Zn2+ через кат іонообмінну мембрану
RALEX®CM-PES 11-66 удвокамерному електролізері. Електроліт анодної камери (аноліт) містив модельний
розчин, що імітував склад гальванічних ванн для процесів пасивації, зокреема натрій дихромат (50 г/л) і
сульфатну кислоту (10 г/л) як основні компоненти, а такожяк домішку –катіони Сd2+і Zn2+укількості по
2,5 г/л кожного. Електроліт катодної камери (католіт) містив 1 % розчин сульфатної кислоти. Як катод
використовувався титанВТ-0, як анод –свинець С-0. У результаті вивчені катодні процеси, що пов’язані із
міграцією йонів крізь мембрану та виділенням металів на катоді. Використано метод побудови вольтамперних кривих у гальванодинамічному режимі задопомогою імпульсного потенціостату, приладів комбінованихвимірювань іхлор-срібного електроду порівняння. Доведено зростання перенапруги на катоді
уприсутності йонів кадмію та зниження потенціалу катода при підвищенні температури. Уходідосліджень встановлений інтервал рН, для якого процес катодного відновлення металів є найінтенсивнішим.
Використано метод скануючої електронної мікроскопії з функцією рентгенівського мікроаналізу для визначення елементарного складу катодних осадів. Встановлено, що до складуосадів накатоді входять атоми кадмію та цинку. Розраховані числа перенесення йонів крізь катіонообмінну мембрану для кадмію і для суміші катіонів, що підтверджує ефективність вилучення йонів кадмію та цинку із хромовмісних розчинів. Цей процес дозволяє регенерувати гальванічні розчини тапідтримувати стабільний склад ванн пасивування.