International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 4, Issue 10, October 2014)
444
Case Study on Advanced Manufacturing and Quality Control of
Compressor Blades
Sisir Sagar
1, D. Sarath Chandra
21Scholar, 2Assistant Professor, Department of Mechanical Engineering, VNRVJIET, JNTUH
Abstract—Manufacturing of aero-engine components has been improvised over the years, commensurate with technological developments in the aeronautics sector. Compressor blade plays a vital role in an aircraft engine and flaws in its production can have adverse impacts on the performance of an aero engine. Despite technological advancements, many defects arise in these single crystal blades, which are manufactured by investment casting. This paper presents the developments in the manufacture of compressor blades and quality control inspection checks on them, by performing Non Destructive Tests (NDT). Metallurgical observations furnish better explanations on the developments in blade manufacture from conventional casting to additive manufacturing
Keywords— Defect analysis, Super alloy, Dye penetration, Metallurgical inspection, Quality control, Additive manufacturing
I. INTRODUCTION
The development of the gas turbine engine led to its incorporation in various disciplines. One such area is the aircraft manufacturing sector which employs cutting edge technology in producing gas turbine engines. Today turbine engines power majority of the aircrafts. Heat energy is converted into mechanical work which is then expended by the turbine to generate thrust. A mixture of compressed air and fuel is ignited and allowed to expand through the annular combustion chamber by impinging high pressure gas on the turbine blades.[1] The turbine blades are instrumental in generating the required thrust in an aircraft. Compressor blades are often subjected to acute stresses and temperatures up to 600°C making them most susceptible to failure, second to turbine blades. The high operating temperatures, particularly in the high pressure compressor section tend to reduce the service life of the blades in the long run. An estimated 40 percent of failure in gas turbine engines can be attributed to balding problems. [2]
The interior of a gas turbine is a demanding environment where the temperatures and pressures are skyrocketing and can go well beyond the limits of conventional metals.
Accordingly, specially developed Heat Resistant Super Alloys commensurate with the increasing operating temperatures are required for components which are integral in a gas turbine. Titanium super-alloys are characterized by a combination of high strength to weight ratio, corrosion resistance and low thermal conductivity, which make them ideal for many gas turbine applications. Pure Titanium undergoes allotropic transformations at different temperatures and the most popular of them is the alpha structure (α alloy). It has alpha stabilizer elements and possesses excellent creep resistance which makes it instrumental in the manufacture of compressor blades. The Titanium grade generally used in aircraft blades corresponds to Titanium Beta alloys which are fully heat treatable and weldable. They are characterized by high hardenability, high strength and exhibit excellent formability in the solution form. [8] and [6]
The Titanium used in aerospace is usually forged or cast. This frequently results in the development of a forging skin on the metal, whose removal is extremely difficult. In this case, the compressor blades are cast. Titanium alloys are generally solution treated and subject to ageing to increase the overall strength of the end product and simultaneously relieve them of stresses. [1] and [4]
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 4, Issue 10, October 2014)
445
II. DEVELOPMENTS IN BLADE MANUFACTURING
Gas turbines are highly dependent on efficiency to produce the necessary thrust. Methods of increasing efficiency are limited by metallurgical properties of the turbine components. This is achieved by incorporating components that can withstand extreme working temperatures. The development of directionally solidified airfoils was a significant advancement in aircraft engines.
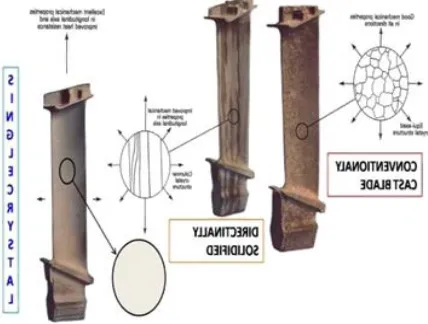
[image:2.612.62.276.542.704.2][2]It provided for increases in operating temperatures and higher rotor speeds. In the conventional casting technique, the molten metal is poured into a ceramic mould. By controlling metal pouring and surrounding conditions, the molten metal solidifies from the surface to the centre of the mould, creating an equiaxed structure. In Directional Solidification, planar solidification occurs in the blade and the part is solidified by moving the planar front longitudinally. This produces a blade with an oriented grain structure that runs along the major axis and devoid of transverse grain boundaries unlike the former. The elimination of transverse grain boundaries adds on to the creep resistance and rupture strength of the alloy and the orientation provides a favourable modulus of elasticity to enhance fatigue life. In addition to the above, these blades possess more thermal fatigue resistance when compared to equiaxed blades. Later developments included single crystal blades which eliminate all grain boundaries (longitudinal and transverse). A single crystal with controlled orientation is produced in an airfoil shape. A substantial increase in the melting point of the alloy and an increase in high-temperature strength can be achieved by eliminating the grain boundaries. The transverse creep resistance and fatigue strengths of a single crystal blade are higher when compared to equiaxed and Directionally Solidified blades. [3] and [4]
Figure.2 Different grain structures of blades
The latest advancement in blade production is additive manufacturing. Titanium alloy blades are being developed by using metal-melting electron guns. The component is first drafted in a three dimensional space from a stockpile of molten Titanium alloy powder. It is then sintered by an electron beam in an Electron Beam Melting machine. Many of the additive manufacturing processes can produce the expendable patterns required directly from design data, bypassing the cumbersome process of injection mould tooling. Part complexity does not affect the cost and the possibility of shell cracking when the pattern material is melted out of the ceramic shell, is minimized. [4]
Table I
Figure.3 Electron Beam Melting apparatus
III. EXPERIMENTAL PROCEDURE
In this experiment, the Titanium investment-cast blade was analyzed to detect probable manufacturing defects that would have been generated during the casting process.
Specification Test Procedure: ASTM E 1476 – 1994 Material
Identification
Mo Nb Z
r
Ti Fe Sn
TURBINE
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 4, Issue 10, October 2014)
446 Key features of interest are internal pockets, T-joints and varying thicknesses. All the quality control checks performed on the test specimen are Non Destructive Tests which help in locating defects without damaging the blade. As a part of the investigation on the aircraft compressor blade, the following Non Destructive Tests have been carried out to detect the presence of anomalies or defects.
XRF Spectrometry Radiography Testing Penetrant Testing
A. XRF Spectrometry
[7] The constituent elements in the blade alloy have been found out by Positive Material Identification (PMI) using a handheld X-Ray Fluorescence gun. This is a metallurgical inspection technique which eliminates the need to cut the test specimen and supplements conventional metal grade verification techniques. The Non Destructive methods also have the potential for monitoring grade during batch production. X Ray Fluorescence spectrometry is characterized by the emission of an x-ray excitation onto a sample test specimen. During this process, if the incident x-ray has sufficient energy, electrons are ejected from inner shells, creating vacancies and instability. As the atom regains its stability, electrons from the outer shells are transferred to the inner shells and simultaneously irradiate a characteristic x-ray whose energy is the difference between the two binding energies of the corresponding shells. Each element produces x-rays at a unique set of energies because each one has a unique set of energy levels. This allows the non-destructive measurement of elemental composition of the sample. X- Ray Fluorescence process example: Titanium Atom (Ti=22)
Figure.4. An electron in the K shell is ejected from the atom by an external primary excitation x-ray, creating a vacancy.
Figure.5 An electron from the L or M shell jumps in to fill the vacancy. In the process, it emits a characteristic x-ray unique to this
element and in turn produces a vacancy in the L or M shell.
Figure.6 When a vacancy is created in the L shell by the primary excitation x-ray or by a previous event, an electron from the M or N
shell jumps in, to occupy the vacancy. In this process, it emits a characteristic x-ray unique to this element and in turn, produces a
vacancy in the M or N shell.
B. Radiography testing
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 4, Issue 10, October 2014)
[image:4.612.43.299.267.616.2]447 Figure.6 The lighter portions shown in the x-ray symbolize hollow
sections in the blade and are not to be mistaken as casting defects.
Table II
C. Penetrant Testing
The blade is pre cleaned following which penetrant solution is applied to the surface of the component. The liquid is pulled into the surface breaking defects by capillary action. Excess penetrant material is carefully cleaned from the surface.
A developer is applied to pull the trapped penetrant back to the surface where it is spread out and forms an indication. This indication is relatively easier to spot and gives an account of where the defect has occurred. [12].[13] and [14]
Table III
IV. DISCUSSIONS
The above performed tests assure blade quality up to a certain extent. For better inspection and quality control checks, techniques like Computerized Tomography are incorporated due to the complex structures involved. The CT cross-sectional image facilitates the detection of highly precise geometries. Computerized Tomography measurement permits an exact inspection verdict to be reached on good/poor quality in conforming to the regulations set by the quality control department. Inspite of improvements in creep strength of single crystal alloys, the expectant increase in temperature resistance is not beyond 1140- 1150 °C. The best alternative is to develop single crystal blades in conjunction with thermal barrier coatings to facilitate operation at relatively higher temperatures. Plasma spraying is widely used to deposit thermal barrier coatings. However, its usage is restricted and cannot be applied to turbine blades. The Electron Beam Physical Vapour Deposition (EBPVD) technique is mostly incorporated in critical components. Its merits far outweigh the plasma spraying technique by improvised thermal cycle life, higher erosion resistance and improved surface finish. In order to avoid all these complexities, a new dimension in blade production is slowly coming into picture. Additive manufacturing using EBM (Electron Beam Machining) can produce components in a fraction of the time taken by conventional casting.
Specification Procedure Acceptance
Criteria
Solvent Removable ASTM E 165 2010
ASME SEC VIII DIVISION. I
Pre-Clean Time
Penetrant Time
Dwell Time Developer Time
1 MIN 5 MIN 10 MIN 10 MIN
TEST DETAILS
Sample No Identification Observation Result
1 Compressor Blade
No surface defects
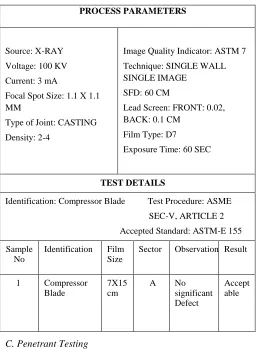
Acceptable PROCESS PARAMETERS
Source: X-RAY
Voltage: 100 KV
Current: 3 mA
Focal Spot Size: 1.1 X 1.1 MM
Type of Joint: CASTING
Density: 2-4
Image Quality Indicator: ASTM 7
Technique: SINGLE WALL SINGLE IMAGE
SFD: 60 CM
Lead Screen: FRONT: 0.02, BACK: 0.1 CM
Film Type: D7
Exposure Time: 60 SEC
TEST DETAILS
Identification: Compressor Blade Test Procedure: ASME
SEC-V, ARTICLE 2
Accepted Standard: ASTM-E 155
Sample No
Identification Film Size
Sector Observation Result
1 Compressor Blade
7X15 cm
A No significant Defect
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 4, Issue 10, October 2014)
448 Titanium Aluminide is a light weight inter-metallic alloy which is resistant to heat stress and oxidation, which makes it an ideal substitute to the current alloys used in blade manufacturing. Titanium Aluminide considerably boosts the engine’s thrust to weight ratio but tends to shrink and crack as it cools in a conventional wax-mould, leading to higher production wastage.
V. CONCLUSIONS
The single crystal compressor blade was investment cast and subject to various non destructive tests to detect the presence of any casting defects or anomalies. The tests performed on the blade account for a majority of the defect analysis checks. Some tests like Ultrasonic Testing could not be performed because the specimen’s thickness was less than 6mm, which is a mandatory for performing the test. The radiography test illustrates hollow sections at the root and tip which are allowed in the blade for fixing it to the compressor disc. The inspection concludes that there are no defects in the blade and the part is good to go for further processing and usage in the aircraft compressor section. Additive manufacturing offers a number of benefits to the aerospace sector. It completely eliminates the tooling phase and promotes greater speed, lower costs and rapid production. It offers huge potential cost savings in and enables designers to develop innovative designs that are not too main stream, using advanced lattice structures. Additive manufacturing comes handy where production volumes are relatively low, part geometries are complex and materials used are expensive and difficult to process by conventional means.
REFERENCES
[1] http://continentalsteel.com/titanium/titanium-grades/.
[2] DEGARMO'S MATERIALS AND PROCESSES IN MANUFACTURING Y E.
PAUL DEGARMO,J.T.BLACK,RONALD A.KOHSER.
[3] MEHERWAN P.BOYCE GULF PROFESSIONAL PUBLISHING
(2002)-GAS TURBINE ENGINEERING HANDBOOK,SECOND EDITION, PP.
403-404.
[4] http://gizmodo.com/this-electron-gun-turns-titanium-powder-into-
turbine-bl-1623144300.
[5] Joanna R. Groza, James F. Shackelford CRC Press (2007) ,
Materials Processing Handbook.
[6] Brian Cantor, H Assender, P. Grant CRC Press (2001), Aerospace
Materials, pp. 81-86.
[7] By Rainer Kurz, Solar Turbines Inc., San Diego, CA, Klaus Brun, Southwest Research Institute, San Antonio, TX, and Saeid Mokhatab, Contributing Editor | September 2011, Vol. 238 No. 9
[8] Thermal Analysis of an aero gas turbine compressor blade and vane
using temperature sensing thermal paints.
[9] Defence Science Journal, Vol. 52, No. 4. Octoba 2002, pp. 363-367
0 2002, DESlDOC
[10] Y. Li, P. Gu, Free-form surface inspection techniques state of the art review, Journal of Computer-Aided Design, 36 (13) (2004), pp. 1395–1417.
[11] Volume 34 No. 5, ISSN: 0271-5333; eISSN: 1527-1323
[12] New Potentials of PenetrantTesting , ECNDT 2006 - Th.1.8.1
[13] Liquid Penetrant Testing: Industrial Process, Riccardo Fazio,
Gennaro Caturano, Giovanni Cavaccini, Antonio Ciliberto, Vittoria Pianese
[14] Human Factors and Ergonomics in Dye Penetrant and Magnetic
Particles Nondestructive Inspection Methods, Engineering Letters, 15:1, EL_15_1_25