1Research Center for Ultra-High Voltage Electron Microscopy, Osaka University, Ibaraki 567-0047, Japan
2Division of Materials and Manufacturing Science, Graduate School of Engineering, Osaka University, Suita 565-0871, Japan
Crystallographic textures of hydroxyapatite (HAp) and calcium-deficient hydroxyapatite (DAp) were controlled by hot forging. HAp, HAp-40 mass%DAp and DAp green bodies prepared by a colloidal process were hot-forged at 1273 or 1473 K, after which the c-axes of HAp and DAp with a hexagonal-based structure tended to be aligned perpendicular to the forging direction. Crystal rotation of the rod-shaped HAp and DAp during hot forging led to the texture formation, and the tendency of the texture formation enhanced with increasing forging pressure. Hot-forged HAp samples exhibited stronger texture at 1273 K than 1473 K while the texture of HAp-40 mass%DAp and DAp samples was more strongly concentrated at 1473 K. Aspect ratios of HAp and DAp, which might depend on forging temperature, was thought to strongly affect the formation of the crystallographic texture. [doi:10.2320/matertrans.MA200706]
(Received January 26, 2007; Accepted March 6, 2007; Published July 25, 2007)
Keywords: hydroxyapatite, calcium-deficient hydroxyapatite, calcium phosphate, biomaterials, crystallographic texture
1. Introduction
It is well known that since artificial hydroxyapatite (HAp: Ca10(PO4)6(OH)2) has similar chemical composition and
crystal structure1)to biological apatite in human bone, it can
be directly connected to the bone.2)Moreover, HAp can be
dissolved in the human body and accelerates the bone regeneration by supplying Ca2þ and (PO
4)3 ions.3)
Sim-ilarly, calcium-deficient hydroxyapatite (DAp: Ca10z -(HPO4)z(PO4)6z(OH)2znH2O (Ca/P = 1.50–1.67) which
is synthesized by hydrolysis of -tricalcium phosphate ( -TCP),4)has been expected to be bone substitutes because of
its superior biocompatibility and bone inductivity.2)
Recently, a crystallographic texture of biological apatite in bone has attracted much attention since it is believed to be closely related to bone function.5–7)Biological apatite with
the hexagonal-based structure showed characteristic textures depending on regions in animal bodies. For instance, c-axes of the apatite in rabbit ulna and skull were aligned parallel to the longitudinal direction and along the surface, respective-ly.5)More recently, in order to create artificial apatites with
good biocompatibility, extensive efforts have been made to control crystallographic texture of the apatite.5–7)Akiyamaet al.6)and Sakkaet al.7)reported that an external magnetic field during slip casting was effective in controlling the texture. It is also well known that grains of-Sialon and Si3N4 with a
rod-like shape can be oriented by crystal rotation during hot deformation.8–10)Since the shapes of HAp and DAp powders
with a high crystallinity are also rod-like,2) there is a
possibility that their crystallographic textures can be con-trolled by hot forging. In this paper, we report the formation of crystallographic texture in hot-forged HAp and DAp focusing on the forging pressure and temperature.
2. Experimental Procedure
DAp powder was prepared by hydrolysis of -TCP
powders (Ca3(PO4)2; Taihei Chemical Industrial Co.
-TCP-B).11,12)-TCP powder was stirred in distilled water at
353 K for 3 h. The pH value of the suspension was kept constant at 8.5 by adding ammonium solution. Thereafter, DAp powder in the suspension was separated by filtration and dried at 373 K.
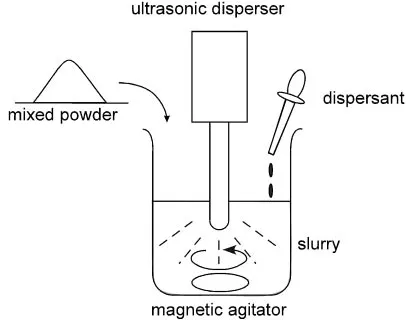
A schematic illustration of the colloidal process is shown in Fig. 1.13)DAp and stoichiometric HAp (Taihei Chemical Industrial Co. HAP-200) powders were mixed in ratios of
100 : 0, 40 : 60 and 0 : 100 by weight (hereafter, these samples are designated as DAp, HAp/DAp and HAp, respectively). Slurries were prepared with 30 vol% mixed powder and 70 vol% aqueous solution containing a small amount of polycarboxylic acid ammonium (PCAA) as an anion dispersant. These slurries were ultrasonically dispersed for 20 min, and then stirred by a magnetic agitator for 5 h. The pH value of the slurries was adjusted to 8 by adding nitric or ammonium solution. The slurries were then poured into plaster moulds and remained intact for 24 h to absorb water. After the dehydration process, the samples were sufficiently dried at 323 K for 24 h.
The consolidated samples were cut in the form of plates and placed in the hot forging machine. They were heated to 1273 or 1473 K at a rate of 330 Kh1, followed by hot forging to a reduction as much as 70% in air at a forging pressure of Fig. 1 A schematic illustration of colloidal process used in the present
study.
[image:1.595.323.526.301.461.2]30 or 50 MPa for 1 h, after which they were cooled to room temperature at 450 Kh1. For comparison, samples sintered
at 1273 or 1473 K for 1 h without forging were also prepared. Phase identification was performed by X-ray diffractometry (XRD) with Cu-K radiation. Strictly speaking, artificial HAp has the monoclinic structure while the crystal structure of biological apatite is based on the hexagonal structure.1)For
simplicity, the crystal orientation of artificial HAp was also indexed with respect to the hexagonal cell. The volume fraction of constituent phase was determined from the ratio of integrated peak intensities: (0 3 4) of-TCP, (0 2 10) of -TCP and (2 1 1) of HAp.11)When the volume fraction was estimated, the forged samples were crashed into powder for XRD to omit the effect of crystallographic texture. It should be noted that XRD peaks of DAp could not be distinguished from that of HAp, since XRD profile of DAp was almost the same as that of HAp. So, the volume fractions of -and -TCP were calculated assuming that XRD profiles HAp and DAp are perfectly identical. This caused error of approx-imately 1% in the volume fraction. Density of the sintered samples was measured by the Archimedes method. The microstructure of the elemental powders and the hot-forged samples was observed by a scanning electron microscope (SEM). The grain boundaries of these samples were grooved by a thermal etching. It should be noted that the thermal etching was done at 1273 K for 1 h to suppress the grain growth, even though better imaging of grain boundaries could be done at 1323 K and above.13)
Inverse pole figures of HAp, HAp/DAp and DAp samples were obtained by Harris method.14) The forged plane was
scanned by X-ray diffractometer with Cu-Kradiation. For each diffraction peak, intensity ratio of the hot-forged to randomly oriented samples was plotted in a unit triangle. Randomly oriented samples were made by putting the elemental powders into a mold. Note that the peak intensities of hot-forged samples decreased by crack formation on the surface upon cooling. Therefore, in order to examine the preferential alignment of c axis, an intensity of each pole was normalized by that of the (001) pole and ‘‘normalized inverse pole figure’’ was made. Unfortunately, intensity contour around (110) poles could not be obtained since there is no diffraction peak near the (110) pole. An intensity ratio of
(300) to (002) peaks, (I300=I002) was calculated to evaluate
the inclination of c-axis of HAp and DAp to the forging direction. Lower and higher (I300=I002) means that c-axis is
parallel and perpendicular to the forging direction, respec-tively.
3. Results and Discussion
3.1 Microstructure
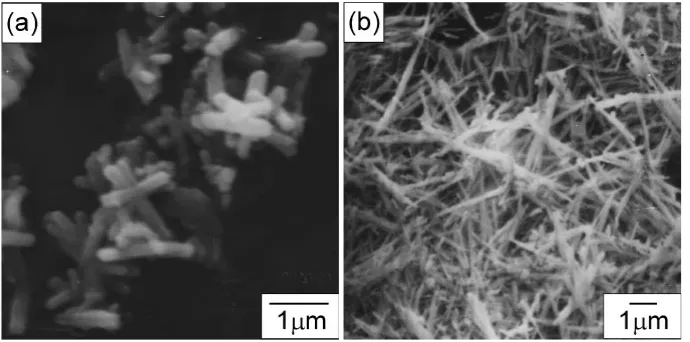
Figure 2 shows SEM micrographs of HAp and DAp elemental powders. HAp (Fig. 2(a)) and DAp (Fig. 2(b)) powders show a rod-like shape with aspect ratios of 3.42 and 14.6, respectively. In particular, DAp particles have a high aspect ratio; the average lengths of long and short axes are 2.32 and 0.159mm, respectively. The longitudinal direction is known to be parallel to c-axis of the hexagonal apatite.2)It is
also noted that the aspect ratio of DAp increased with increasing pH during the hydrolysis of -TCP.11,12) The
aspect ratio of DAp prepared in the present study is high since it was prepared at pH¼8:5.
From XRD analysis, HAp was found to be stable even after sintering up to 1473 K. In DAp, however,- and-TCP are formed at 1273 (Fig. 3(a)) and 1473 K (Fig. 3(b)), respec-tively. This means that partial reverse transformation of DAp occurred at 1273 K and above.4)
Ca10z(HPO4)z(PO4)6z(OH)2znH2O
!(1z)Ca10(PO4)6(OH)2þ3zCa3(PO4)2þnH2O:ð1Þ
Fig. 2 SEM micrographs of HAp (a) and DAp (b) elemental powders.
[image:2.595.127.472.72.243.2] [image:2.595.304.549.289.397.2]Since,- or-TCP is more soluble in the human body than HAp, an appropriate amount of TCP phase accelerates bone regeneration.2)Our previous paper revealed that
decomposi-tion of DAp started at both ends of the rod-like particles and that spheroidizing of the particles became noticeable, especially at 1473 K.11) The volume fraction of - and -TCP was estimated from the integrated intensity ratio of X-ray peaks. Table 1 represents volume fraction of - and -TCP phase formed during hot forging. In HAp/DAp and
DAp samples, huge amount of - and -TCP phases are
formed at 1273 and 1473 K, respectively. If the decomposi-tion reacdecomposi-tion of DAp, given by eq. (1), is perfectly complete, the volume fraction of- or-TCP phase at 1273 and 1473 K should be 51 vol%, respectively. Thus, almost all DAp were
thermally decomposed into HAp and -TCP at 1473 K in
DAp samples. The decomposition reaction is closely related to the texture formation in HAp/DAp and DAp samples.
Densities of HAp, HAp/DAp and DAp samples hot-forged at 1273 or 1473 K are plotted against forging pressure in Fig. 4. For reference, ideal densities of HAp, DAp, -TCP and-TCP are 3.16, 2.79, 2.87 and 3.07 gcm3,
respective-ly.2)At 1273 K, the densities of the sintered samples are less than 2.2 gcm3 without forging pressure, but the densities increase with increasing forging pressure. For instance, the relative density of HAp hot-forged at 30 MPa and at 1273 K
is approximately 90%. The tendency of the densification is more pronounced at 1473 K. Thus, the densification process of HAp and DAp was strongly assisted by hot forging.
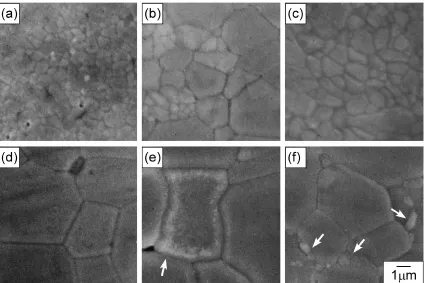
Figure 5 shows SEM micrographs of HAp, HAp/DAp and DAp samples hot-forged at 1273 or 1473 K at 30 MPa. In HAp hot-forged at 1273 K, fine grain structure is developed (Fig. 5(a)); the grain size is closely similar to that of the elemental powder (Fig. 2(a)). Moreover, HAp grains at 1273 K show a high mean aspect ratio of 1.77 high even after hot forging. In contrast, HAp/DAp (Fig. 5(b)) and DAp (Fig. 5(c)) samples have bigger grain size and more equiaxed shape, though the reason is not yet clear. From XRD analysis,
-TCP should be precipitated from DAp at 1273 K; however,
-TCP was not able to be distinguished from DAp particles by SEM (Fig. 5(b) and (c)). At 1473 K, a notable grain growth occurs even in HAp samples; the mean aspect ratio of Fig. 4 Density of HAp, HAp/DAp and DAp hot-forged at 1273 or 1473 K
as a function of forging pressure.
[image:3.595.325.527.71.209.2] [image:3.595.46.293.84.137.2] [image:3.595.86.511.472.755.2]grains decreases to 1.30 as shown in Fig. 5(d). In addition,
white particles of -TCP can be seen along the grain
boundaries in HAp/DAp and DAp samples (Fig. 5(e) and (f)).15)In particular,-TCP particles with 2mmin diameter are remarkedly observed in DAp samples as shown in Fig. 5(f).
3.2 Crystallographic texture
Figure 6 shows normalized inverse pole figures for the forged plane of HAp samples hot-forged at 1273 K and at 30 or 50 MPa. A diffraction intensity increases monotonically with increasing deviation from the (001) pole. In particular, the reflection intensity along the (110)-(100) line is about 4.5 times larger than that at the (001) pole. This means the c-axis of HAp becomes perpendicular to the forging direction. It should be noted that there is no preferred orientation in the forged plane, though the intensity of (110) could not be measured. Since c-axis is parallel to the long axis of rod-shaped HAp, a simple rotation of the particles during hot forging is thought to lead to the formation of the crystallo-graphic texture. Note that the crystallocrystallo-graphic texture of hot-forged HAp is quite similar to that of hot-pressed Si3N48)and
hot-forged -Sialon.10) It is also interesting to note that the
obtained texture resembles that of a rabbit skull.5) On the
other hand, (001) fiber texture which a rabbit ulna exhibited was obtained by imposition of magnetic field and mechanical rotation during slip casting.6) Thus, artificial HAp having
similar crystallographic textures to those of animal bones could be prepared by external field such as stress and magnetic field.
Variation in intensity ratio, Ið300Þ=Ið002Þ with forging
pressure in the samples hot-forged at 1273 K is shown in Fig. 7. The intensity ratio rises as forging pressure rises in any sample tested; this is because higher forging pressure accelerated the crystal rotation of the rod-shaped HAp or DAp particles. In addition, the intensity ratio at 30 and 50 MPa rises in the following ascending order: DAp, HAp/ DAp and HAp. This also suggests that the aspect ratio of HAp is more favorable for the particle rotation than that of DAp. Temperature dependence of Ið300Þ=Ið002Þ in HAp, HAp/DAp
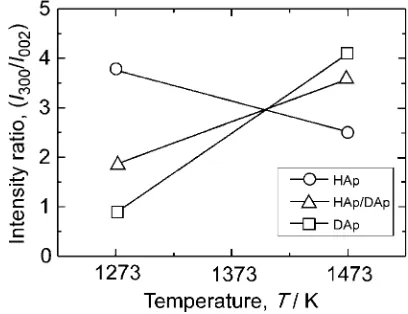
and DAp samples is shown in Fig. 8. In the case of HAp, the intensity ratio decreases with an increase in temperature while it rises in HAp/DAp and DAp samples.
Figure 9 shows schematic illustrations of particle rotation during hot forging at different temperatures. Shapes of HAp and DAp powders depended strongly on temperature.11)At 1273 K, both HAp and DAp powders almost retained their shapes during hot forging, though grains in HAp/DAp and DAp samples after the forging became equiaxed due to grain growth.11) HAp particles at 1273 K are thought to have the
aspect ratio suitable for the particle rotation. In fact, HAp grains at 1273 K demonstrated a high aspect ratio of 1.77 even after hot-forging as shown in Fig. 5(a). Moreover, since the relative densities at 1273 K were lower than that of 1473 K (Fig. 4), there is a free space necessary for the particle rotation which results in the high intensity ratio. In contrast, the aspect ratio of DAp powder was so high at Fig. 7 Variation of (I300=I002) in HAp, HAp/DAp and DAp samples
hot-forged at 1273 K as a function of forging pressure.
Fig. 8 Variation of (I300=I002) in HAp, HAp/DAp and DAp samples hot-forged at 30 MPa as a function of forging temperature.
Fig. 9 Schematic illustration of crystal rotation of HAp and DAp during hot forging at 1273 or 1473 K.
[image:4.595.53.288.70.142.2] [image:4.595.324.527.74.221.2] [image:4.595.323.527.274.431.2] [image:4.595.306.547.480.652.2]even without hot forging as shown in Fig. 4. A decrease in aspect ratio and a loss of free space at 1473 K resulted in the weak texture in HAp samples. In contrast, the reverse transformation of DAp to- or-TCP phase started at both ends of rod-shaped particles and the spheroidization of the particles became noticeable at higher temperatures.11)Thus, the aspect ratio of DAp particles decreased at 1473 K and became favorable for the particle rotation resulting in the strengthening of the crystallographic texture of HAp/DAp and DAp samples at 1473 K.
4. Conclusions
Crystallographic textures of HAp, HAp/DAp and DAp samples were controlled by hot forging. The following conclusions were reached.
(1) In HAp, HAp/DAp and DAp samples hot-forged at 1273 or 1473 K, c-axis of HAp and DAp tended to be aligned perpendicular to the forging direction. A rotation of rod-shaped crystals by hot forging caused the texture formation. (2) The crystal rotation was accelerated by an increase in forging pressure at 1273 K resulting in an enhancement of the texture formation.
(3) HAp samples exhibited stronger texture at 1273 K, while HAp/DAp and DAp samples demonstrated higher intensity ratio at 1473 K. The particle rotation and resultant texture formation were considered to be closely related to the aspect ratio of the particles, depending on the forging temperature.
The decomposition reaction of DAp to - or -TCP also
affected the texture formation in HAp/DAp and DAp samples.
Worldwide Renowned Centers of Research—The 21st Century COE Program (Project: Center of Excellence for Advanced Structural and Functional Materials Design)’’ from the Ministry of Education, Culture, Sports, Science and Technology of Japan.
REFERENCES
1) H. B. Van Rees, M. Menteot and E. Kostiner: Mat. Res. Bull.8(1973) 1307–1310.
2) J. C. Elliott: Structure and Chemistry of the Apatites and Other Calcium Orthophosphates, (Elsevier Press, Amsterdam, 1994) 1–62.
3) M. J. Yaszemski, R. G. Payne, W. C. Hayes, R. Langer and A. G. Mikos: Biomaterials17(1996) 175–185.
4) H. Monma, S. Ueda and T. Kanazawa: J. Chem. Tech. Biotechnol.31 (1981) 15–24.
5) T. Nakano, K. Kaibara, Y. Tabata, N. Nagata, S. Enomoto, E. Marukawa and Y. Umakoshi: Bone31(2002) 479–487.
6) J. Akiyama, M. Hashimoto, H. Takadama, F. Nagata, Y. Yokogawa, K. Sassa, K. Iwai and S. Asai: Mater. Trans.46(2005) 203–206. 7) Y. Sakka and T. S. Suzuki: Key Eng. Mater.280–283(2005) 721–728. 8) F. Lee and K. J. Bowman: J. Am. Ceram. Soc.75(1992) 1748–1755. 9) N. Kondo, E. Sato and F. Wakai: J. Am. Ceram. Soc.81(1998) 3221–
3227.
10) A. Carman, E. Pereloma and Yi-B. Cheng: J. Am. Ceram. Soc.89 (2006) 478–483.
11) H. Y. Yasuda, S. Mahara and Y. Umakoshi: Mater. Trans.42(2001) 2392–2397.
12) H. Y. Yasuda, Y. Fujita, W. Fujitani, Y. Umakoshi, Y. Sakka, F. Tang, A. Takaoka and N. Matsuura: Mater. Trans.45(2004) 1782–1787. 13) H. Y. Yasuda, S. Mahara, Y. Umakoshi, S. Imazato and S. Ebisu:
Biomaterials21(2000) 2045–2049.
14) G. B. Harris: Commun. Natl. Phys. Lab.43(1952) 113.