© 2019, IRJET | Impact Factor value: 7.211 | ISO 9001:2008 Certified Journal
| Page 6284
OPTIMIZING THE PROCESS PARAMETER IN PRECISION TURNING ON AN
HYTECH CNC LATHE BY USING TAUGCHI METHOD
Shakeel
1, Nausad Khan
2, Rupesh Kumar
31
Research Scholar, Dept. of Mechanical Engineering, DITMR Faridabad, India
2
Assistant Professor, Dept. of Mechanical Engineering, DITMR Faridabad, India
3
Assistant Professor, Dept. of Mechanical Engineering, DITMR Faridabad, India
---***---Abstract - Turning is a machining process in which a cutting tool, typically a non-rotary tool bit, describes a helical tool path by moving more or less linearly while the work piece rotates. Although now quite rare, early lathes could even be used to produce complex geometric figures, even the platonic solids; although since the advent of CNC it has become unusual to use non-computerized tool path control for this purpose. In this study, L9(33) orthogonal array of Taguchi experiment is selected for three parameters (speed, feed, depth of cut) with three levels for optimizing the multi-objective in precision turning on an HYTECH CNC lathe. Through the calculation of dimensional tolerance; the multiple objectives are then obtained. The multiple objectives can additionally be integrated and introduced as the S/N (signal to noise) ratio into the Taguchi experiment. The mean effects for S/N ratios are moreover analyzed by MINITAB software to achieve the optimum turning parameters. Through the verification results, it is shown that both surface roughness and dimensional tolerance from present optimum parameters are greatly improved. To estimate the response under the optimum conditions. For the dimensional tolerance of the outer diameter, The standard deviation for dimensional variation was found out to be 1.15 microns. [Using the Parameter combination A2B3C2]. It was found out the component manufactured by the above method conformed well to the specification of the customer both with respect to the dimensional tolerance and the surface roughness. The analysis of variance (ANOVA) is the statistical treatment most commonly applied to the results of the experiment to determine the percent contribution of each factor. In this study, an L9 orthogonal array with four columns and nine rows was used.
Key Words: Turning Operation, Surface Roughness,
The Taguchi Approach, Taguchi Loss Function, Speed, Feed And Depth Of Cut etc.
1. INTRODUCTION
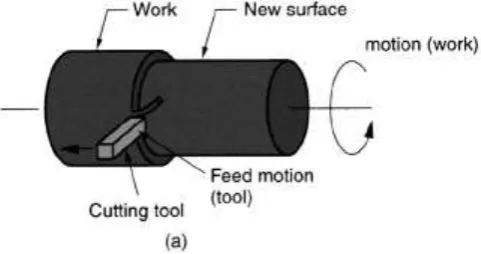
Turning is a machining process in which a cutting tool, typically a non-rotary tool bit, describes a helical toolpath by moving more or less linearly while the workpiece rotates. The tool's axes of movement may be literally a straight line, or they may be along some set of curves or angles, but they are essentially linear (in the
nonmathematical sense). Usually the term "turning" is reserved for the generation of external surfaces by this cutting action, whereas this same essential cutting action when applied to internal surfaces (that is, holes, of one kind or another) is called "boring". Thus the phrase "turning and boring" categorizes the larger family of (essentially similar) processes. The cutting of faces on the work piece (that is, surfaces perpendicular to its rotating axis), whether with a turning or boring tool, is called "facing", and may be lumped into either category as a subset.
Turning can be done manually, in a traditional form of lathe, which frequently requires continuous supervision by the operator, or by using an automated lathe which does not. Today the most common type of such automation is computer numerical control, better known as CNC. (CNC is also commonly used with many other types of machining besides turning.)
When turning, a piece of relatively rigid material (such as wood, metal, plastic, or stone) is rotated and a cutting tool is traversed along 1, 2, or 3 axes of motion to produce precise diameters and depths. Turning can be either on the outside of the cylinder or on the inside (also known as boring) to produce tubular components to various geometries. Although now quite rare, early lathes could even be used to produce complex geometric figures, even the platonic solids; although since the advent of CNC it has become unusual to use non-computerized tool path control for this purpose.
[image:1.595.320.561.606.733.2]© 2019, IRJET | Impact Factor value: 7.211 | ISO 9001:2008 Certified Journal
| Page 6285
1.1 Dimensional Accuracy
Accuracy of an operation: closeness of the agreement between the actual value resulting from an operation and a target value of the quantity. Accuracy is a qualitative description.
Uncertainty of an operation: parameter, associated with the result of an operation that characterizes the dispersion of the values that could reasonably be attributed to the quantity.
1.2 Surface Roughness
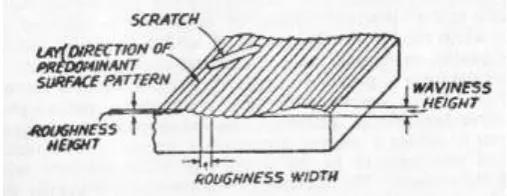
It is defined as closely spaced, irregular deviations on a scale smaller than that of waviness. Roughness may be superimposed on waviness. Roughness is expressed in terms of its height, its width, and its distance on the surface along which it is measured.
Fig -1: Surface Texture
Waviness: It is a recurrent deviation from a flat surface, much like waves on the surface of water. It is measured and described in terms of the space between adjacent crests of the waves (waviness width) and height between the crests and valleys of the waves (waviness height).
Flaws: Flaws, or defects, are random irregularities, such as scratches, cracks, holes, depressions, seams, tears, or inclusions as shown in Fig- 1.
Lay: Lay, or directionality, is the direction of the predominant surface pattern and is usually visible to the naked eye. Lay direction has been shown in Fig-1.
2. NUMERICAL CONTROL (NC)
It is the automation of machine tools that are operated by abstractly programmed commands encoded on a storage medium, as opposed to controlled manually via handwheels or levers, or mechanically automated via cams alone. Most NC today is computer numerical control (CNC), in which computers play an integral part of the control.
In modern CNC systems, end-to-end component design is highly automated using computer-aided design (CAD) and computer-aided manufacturing (CAM) programs. The programs produce a computer file that is interpreted to extract the commands needed to operate a particular machine via a postprocessor, and then loaded into the CNC machines for production. Since any particular component might require the use of a number of different tools – drills, saws, etc., modern machines often combine multiple tools into a single "cell". In other cases, a number of different machines are used with an external controller and human or robotic operators that move the component from machine to machine. In either case, the complex series of steps needed to produce any part is highly automated and produces a part that closely matches the original CAD design.
3. LITERATURE REVIEW
Lin et al., [2000] used the Taguchi method for the optimization of the electrical discharge machining process. They found that work piece polarity, pulse-on time ,duty factor, open discharge voltage ,discharge current and dielectric fluid significantly affected the electrode wear ratio and material removal rate.
Lin et al., [2000] used the Taguchi method for the optimization of the electrical discharge machining process. They found that work piece polarity, pulse-on time ,duty factor, open discharge voltage ,discharge current and dielectric fluid significantly affected the electrode wear ratio and material removal rate.
Lu et al., [2003] used the parameter design of Taguchi method to find a set of optimum manufacturing factors for solar water heater. As a result of their study it was found that the surface coating of the collector must be black chrome plated instead of painted. They also recommended that a low density PU foam and glass-fiber insulation should be used in the manufacturing of solar collector.
George et al.[2004] used this method for design optimization of process parameters of the Electro-discharge machining (EDM) while machining carbon-carbon composites and found that pulse current; gap voltage and pulse-on-time are the significant parameters for electrode wear rate and material removal rate.
[image:2.595.36.290.330.428.2]© 2019, IRJET | Impact Factor value: 7.211 | ISO 9001:2008 Certified Journal
| Page 6286
methods” (TM) refers to the parameter design, tolerance design, quality loss function, on-line quality control, design of experiments using orthogonal arrays, and methodology applied to evaluate measuring systems.
Pignatiello (1988) identifies two separate aspects of the Taguchi methods: the strategy of Taguchi and the tactics of Taguchi. Taguchi tactics refer to the collection of specific methods and techniques used by Genichi Taguchi, and Taguchi strategy is the conceptual framework or structure for planning a product or process design experiment.
Ryan and Benton (1991) reported that Taguchi addresses design and engineering (off-line) as well as manufacturing (on-line) quality. This fundamentally differentiates TM from statistical process control (SPC), which is purely an on-line quality control method.
Sundaram (1978) applied a goal-programming technique in metal cutting for selecting levels of machining parameters in a fine turning operation on AISI 4140 steel using cemented tungsten carbide tools.
Ermer & Kromodiharajo (1981) developed a multi-step mathematical Optimization of machining techniques model to solve a constrained multi-pass machining problem. They concluded that in some cases with certain constant total depths of cut, multi-pass machining was more economical than single-pass machining, if depth of cut for each pass was properly allocated. They used high speed steel (HSS) cutting tools to machine carbon steel.
Hinduja et al (1985) described a procedure to calculate the optimum cutting conditions for turning operations with minimum cost or maximum production rate as the objective function. For a given combination of tool and work material, the search for the optimum was confined to a feed rate versus depth-of-cut plane defined by the chip- breaking constraint. Some of the other constraints considered include power available, work holding, surface finish and dimensional accuracy.
Brewer (1966) suggested the use of Lagrangian multipliers for optimization of the constrained problem of unit cost, with cutting power as the main constraint. Bhattacharya et al (1970) [7] optimized the unit cost for turning, subject to the constraints of surface roughness and cutting power by the use of Lagrange’s method.
Petropoulos (1973) investigated optimal selection of machining rate variables, viz. cutting speed and feed rate, by geometric programming. A constrained unit cost problem in turning was optimized by machining
SAE.1045 steel with a cemented carbide tool of ISO P-10 grade.
Shoukry has also performed an experiment to evaluate the effects of speed, feed and depth of cut on the dimensional accuracy of aluminum bars turned on a lathe. The optimum values of the dimensional accuracy with respect to speed, feed and depth of cut were determined.
Gilbert (1950) studied the optimization of machining parameters in turning with respect to maximum production rate and minimum production cost as criteria.
Armarego & Brown (1969) investigated unconstrained machine-parameter optimization using differential calculus.
4. PROBLEM STATEMENT
The problem was to find an optimum set of conditions that were to produce minimum dimensional tolerance.
4.1 Problem Description
The step turning operation was used and it was required to work on the external diameter which was 30 mm. The upper and lower deviations were taken as 5 microns. This corresponds to, Total tolerance = +5-(-5) = 10 microns. The machining process on a CNC lathe is programmed by speed, feed rate and cutting depth, which are frequently determined based on the job shop experiences. However, the machine performance and the product characteristics are not guaranteed to be acceptable. Therefore, the optimum turning conditions have to be accomplished. With all the viewpoints, this study proposes an optimization approach using orthogonal array and ANOVA, S/N ratios and graphs plotted with the help of MINITAB software to optimize precision CNC turning conditions. The optimum multi-objective cutting parameters can then be achieved through the analysis of factor responses in the Taguchi experiment. This study definitely contributes to the optimum solution by Taguchi technique for precision CNC turning in a satisfactory manner.
5. EXPERIMENTAL ANALYSIS
In this study, L9(33) orthogonal array of Taguchi
© 2019, IRJET | Impact Factor value: 7.211 | ISO 9001:2008 Certified Journal
| Page 6287
integrated and introduced as the S/N (signal to noise) ratio into the Taguchi experiment.
The mean effects for S/N ratios are moreover analyzed by MINITAB software to achieve the optimum turning parameters. Through the verification results, it is shown that both surface roughness and dimensional tolerance from present optimum parameters are greatly improved.
5.1 Materials And Methods
This experimental investigation was carried out in AFSET, CNC Lab. To obtain the tolerance. Taguchi approach of design of experiment (DOE) was adopted in this case and orthogonal array L-9 was used for determining the number of experiments. The turning process is one of the most fundamental cutting processes used in the manufacturing industry. The dimensional accuracy is also an essential requirement because it decides the quality of fitment of two matching parts. CNC turning is one of the most popular and efficient machining operations, with which, the high surfaces finish & dimensional accuracy of work piece can be easily obtained. Therefore the experiment work has been conducted on CNC machine at AFSET, in which the optimization of input parameter has been done for improvement of quality of the product. The precision diameter turning operation of work piece on an HYTECH CNC lathe is arranged for the experimental work.
5.2 Selection Of Parameters And Their Levels
Turning operation experiments were carried out on a CNC lathe that provides the power to turn the work piece at a given rotational speed and to feed to the cutting tool at specified rate and depth of cut. Therefore three cutting parameters namely cutting speed, feed and depth of cut need to be optimized. Therefore, three parameters (i.e. Speed, Feed & Depth of cut) as the input parameters and the dimensional tolerances & surface roughness as the output parameters are taken in the present experimental setup.
Table -1: Parameters And Their Levels
PARAMETERS AND THEIR LEVELS Parameters
↓ Symbols Units Level-1 Level-2 Level-3
Speed A Rpm 1800 1500 1200
Feed B mm/rev. 0.035 0.025 0.015
DepthofCut C Mm 0.5 0.4 0.3
6. OBSERVATIONS AND RESULTS
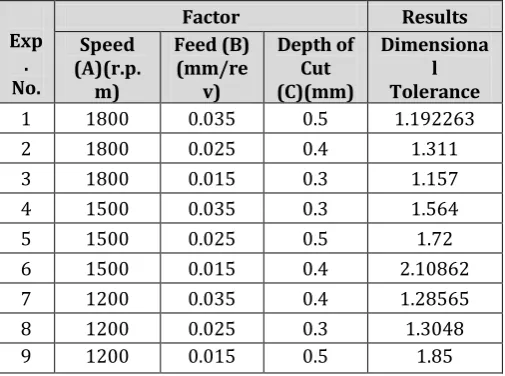
[image:4.595.311.564.223.411.2]Nine experiments are conducted for the above mentioned nine sets of parameters (speed, feed rate & depth of cut) and in each experiment 20 numbers of pieces are made and are checked with air gauge for dimensional tolerance. The average value of dimensional tolerance in microns are listed in table-1.
Table-2: Experimentl Results
Exp . No.
Factor Results
Speed (A)(r.p. m)
Feed (B) (mm/re
v)
Depth of Cut (C)(mm)
Dimensiona l Tolerance
1 1800 0.035 0.5 1.192263
2 1800 0.025 0.4 1.311
3 1800 0.015 0.3 1.157
4 1500 0.035 0.3 1.564
5 1500 0.025 0.5 1.72
6 1500 0.015 0.4 2.10862
7 1200 0.035 0.4 1.28565
8 1200 0.025 0.3 1.3048
9 1200 0.015 0.5 1.85
7. CONCLUSIONS
It is found that the parameter design of the Taguchi method provides a simple, systematic and efficient methodology for the optimization of process parameters. Based on the results obtained in this study, the following can be concluded:
a)
The percentage contribution of cutting speed is 57.2%, feed rate is 23.4%, depth of cut is 12.7% and that of error is 6.7% for minimum dimensional tolerance.b)
The percentage contribution of the cutting speed is maximum i.e. 57.2 % for obtaining the minimum value of the dimensional variation.c)
Out of the above two combinations the dimensional tolerance were found to be the minimum at A2B3C2 with standard deviation of 1.15 microns.Thus, it can be safely concluded that the output quality conditions are greatly advanced by the application of Taguchi technique. Also, the final results are in total conformance with the customer expectations.
REFERENCES
© 2019, IRJET | Impact Factor value: 7.211 | ISO 9001:2008 Certified Journal
| Page 6288
[2] Armarego, E. J. A., Brown, R. H., 1969, The machining of metals (Englewood Cliffs, NJ: Prentice Hall) ASME 1952 Research committee on metal cutting data and bibliography. Manual on cutting of metals with single point tools 2nd edn.
[3] Shouckry, A.S. , 1982 “The effect of cutting conditions on dimensional accuracy” Wear, Volume 80, Issue 2, 16 August 1982, Pages 197-205.
[4] Barker, T. B., 1990, Engineering quality by design New York: Marcel Dekker.
[5] Benardos, P.G. & Vosniakos, G.C., Prediction of surface roughness in CNC face milling using neural networks and Taguchi’s design of experiments, Robotics and computer integrated manufacturing, vol. 18 , 343-354.
[6] Benton, W. C., 1991, Statistical process control and the Taguchi method: A comparative evaluation. International Journal of Prod. Res., Vol. 29, 1761-1770.
[7] Bhattacharya, A., Faria, R., Inyong, H., 1970, Regression analysis for predicting surface finish and its application in the determination of optimum machining conditions. Trans. Am. Soc. Mech. Eng, .vol. 92, 711.
[8] Brewer, R. C., 1966, Parameter Selection Problem in Machining. Ann. CIRP vol.14, 11- 23.
[9] Brewer, R. C. & Rueda, R., 1963, a simplified approach to the optimum selection of machining parameters. Eng. Dig. Vol. 24 (9), 133-150.
[10] Chanin, M. N., Kuei, C.H. & Lin, C., 1990, Using Taguchi design, regression analysis and simulation to study maintenance float systems. Int. J. Prod. Res., vol. 28, 1939-1953.
[11] Chung, C. T. & Hong, H., 2002, Comparison of the tool life of tungsten carbides coated by multilayer TiCN & TiAICN for end mills using the Taguchi method, Journal of Materials Processing Technology vol. 123, 1-4.
[12] Dhavlikar, M.N., Kulkarni, M.S. & Mariappan, V., 2003, Combined Taguchi and dual response method for optimization of a centerless grinding operation, Journal of Materials Processing Technology, vol. 132, 90-94.
[13] Ermer, D. S., Kromordihardjo, S., 1981, Optimization of multi-pass turning with constraints. J. Eng. Ind., vol. 103, 462-468.
[14] George, P.M., Raghunath, B.K., Manocha, L.M. & Warrier, A. M., 2004, EDM machining of carbon-carbon composite - a Taguchi approach, Journal of Materials Processing Technology, vo1. 45, 66-71. [15] Ghosh S., 1990, Statistical design and analysis of
industrial experiments, New York: Marcel Dekker. [16] Gilbert, W. W., 1950, Economics of machining. In
Machining-Theory and practice. Am Soc. Met., 476-480.
[17] Gopalakrishnan, B., Khayyal, F., 1991, A Machine parameter selection for turning with constraints:
An analytical approach based on geometric programming. Int. J. Prod. Res., vol. 29, 1897p-1908.
[18] Hinduja, S., Petty, D. J., Tester, M. & Barrow G., 1985, Calculation of optimum cutting conditions for turning operations. Proc. Inst. Mech. Eng. Vol. 199 (B2): 81-92.
[19] Juang, S.C. and Tarng, Y.S., “Process parameter selection for optimizing the weld pool geometry in the tungsten inert gas welding of stainless steel” (Journal of Materials Processing Technology 122, 2002)). pp. 33-37.