2016 International Conference on Manufacturing Science and Information Engineering (ICMSIE 2016) ISBN: 978-1-60595-325-0
Effect and Optimization of the Process
Parameters on the Surface Morphology
of the 3D Elliptical Vibration Cutting
DAN JING, JING LI, JIEQIONG LIN, YAN GU
and MINGMING LU
ABSTRACT
Traditional cutting process reduce cutting force by increasing cutting speed and the sharpness of tip, and elliptical vibration cutting is a new cutting method, not only to overcome the shortcomings of traditional cutting process, but also can enhance the shape accuracy and system stability of the work piece, slow the wear of the tools. This article provide theoretical guidance for the actual processing by explaining the formation mechanism of surface morphology of elliptical vibration cutting, analysing cutting parameters which have significant impact on the morphology of elliptical vibration and optimizing the cutting parameters which highly effect the surface scallop height in elliptical vibration cutting1.
INTRODUCTION
3D elliptical vibration cutting (EVC) relative to the one-dimensional vibratory cutting and two-dimensional EVC, not only have the advantage of inhibiting sharply wear of the tool and inhibiting the broken of tool in order to get the excellent processing quality, but also can get higher machining efficiency by improve the minimum thickness of transformation of hard and brittle materials to plastic materials in cutting process [1], which makes the application scope of 3D EVC cutting in precision machining and ultra-precision cutting getting gradually broadened [2-4].
1
In ultra-precision machining, selecting the optimum cutting parameters plays a very important role to ensure product quality, increase productivity, reduce cost of production[5]. Therefore, many scholars consider the constraints in production, single process cutting, Franci [6] et al. proposed different cutting parameter optimization model and solution methods. In addition, many scholars adopt different optimization algorithms to optimize the cutting parameters in turning process, such as genetic algorithms and simulated annealing algorithms, Ant Colony algorithms, neural network algorithm and Particle Swarm Optimization algorithm in the optimization of cutting parameters in the process are being applying.
THE ANALYSIS ON INFLUENCE OF 3D EVC PROCESS PARAMETERS ON SURFACE TOPOGRAPHY
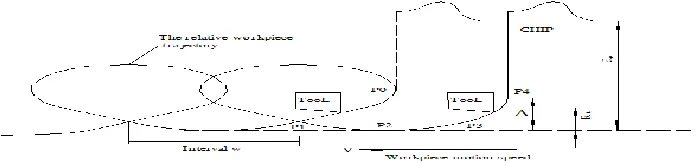
3D EVC is based on elliptical vibration cutting, to achieve elliptical vibration cutting in space by using auxiliary in cutting device. The moving trajectory of the tool relative to the workpiece was shown in Figure 1 (elliptical vibration cutting). Because of the vibration inydirection during the cutting process, so that to make chatter markRth to exist on the machined surface in the direction of cutting.
Meanwhile, there still are lines in the feed direction, the lines of two directions woven into forming a unique surface morphology of elliptical vibration cutting.
From considerations of geometric, in which the solid line shows microcosmic surface morphology forming by the elliptical vibration cutting, dotted line represents microcosmic surface morphology forming by general cutting. Assumed the height difference of the lowest point B and the highest point D that form by cutting into the
micro-surface is HEVC, then
EVC th z
H R R
(1)
Where Rth is chatter height in on the cutting direction, Rz is blade lines residue
[image:2.612.123.471.575.656.2]area height in direction of feed. Thus, according to equation (1), the surface morphology formed by 3D elliptical vibration processing must being considered on both two sides Rth and Rz.
(1) Influence Factors Of Vibration Pattern In Cutting Direction
The path curve of the tool relative to the workpiece is:
1
2
cos
sin
x A wt vt
y A wt
(2)
Where A1andA2 are the amplitude of two directions,wis Vibration angular
frequency.
Make the corresponding time of point P1,P3to bet1,t3, According to equation
(2), When the speed coefficient K v v/ c1, t1 and t3 satisfy the following
equation:
1 3 3 1 1 1
2 1 2 3
cos cos 2 /
sin sin
A wt vt A wt vt v w
A wt A wt
(3)
Assume elliptical vibration amplitudes are equal in two directions, that is :
Rth A2A2sin 2K (4)
The above shows thatRth in cutting direction have relevant with elliptical
vibration amplitude, frequency and speed of the workpiece.
(2) The Factors That Affect The Blade Lines Residue Area Height In Direction Of Feed
The forming of blade lines residue area height in direction of feed for EVC is the same principle to normal cutting, Rzwas decided by the shape parameter of cutting
tool and cutting feed rate.
2 2 1000 32 z f R
v r
(5)
ESTABLISHMENT OPTIMIZED CUTTING PARAMETERS MODEL BASED ON GENETIC ALGORITHM
(1)Optimization Variables Selection
In the mathematical model for optimization of cutting parameters of genetic algorithms, the three elements of process are: cutting speed, feed rate and cutting depth. We can know from the above process parameters that effect the elliptical vibration morphology, single speed, feed rate and amplitude is the main factor influencing of the residual height.
(2)Optimize The Objective Function
The objective function is a function of optimization variable, it is the indicator while evaluate and select variable minimum residual high
2
2
1000
min (1 sin )
32
evc z th
f v
H R R a
v r a f
(6)
(3) The Constraints
a Tool durability: min T T max
m q s
p K C
T T T
v f a
(7)
b Cutting Power and Cutting Force:
( , , ) max
P v f a P (8)
max
( , , )
F v f a F (9)
c Cutting Temperature:
max
q q q
x y z
q p
Qk a f v Q (10)
Where kq is temperature coefficient of cutting surface; xq,yq,zq is feed rate,
cutting speed of cutting surface.
The limitation functions are as follows:
min max
v v v
min max
p p p
min max
f f f
min max
a a a (11)
Optimization Results
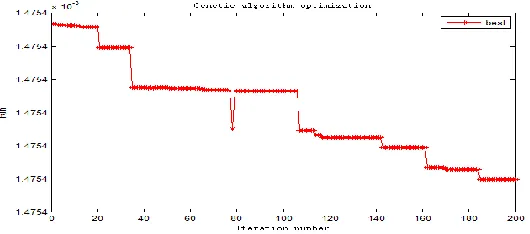
Genetic algorithm optimization of cutting parameters result is shown in Figure2
while blunt round radius is 0.1um,cutting depth ap is 0.05mm, optimized results
were v=23.71m/min,f=0.159mm/r,a=1.24um.
[image:5.612.172.437.253.370.2]
Figure 2. Convergence curve of genetic algorithm.
CONCLUSION
In this paper, a genetic algorithm is proposed to solve the optimization problem of cutting parameters for 3D elliptic vibration cutting. Integration of the proposed approach with an intelligent manufacturing system will lead to reduction in production cost, reduction in production time, flexibility in machining parameter selection, and improvement of product quality.
ACKNOWLEDGEMENT
This project is supported by Key Laboratory of Micro Nano and Ultra Precision Manufacturing of Jilin Province (No. 20140622008JC).
REFERENCES
2. Lin Jieqiong, Li Yingchun, Zhou Xiaoqin. Tool path generation for fabricating optical freeform surfaces by non-resonant three-dimensional elliptical vibration cutting. Proceedings of the ImechE Part C: Journal of Mechanical Engineering Science. 228(2014) 1208-1222.
3. Ping Guo, Kornel F. Ehmann, An analysis of the surface generation mechanics of the elliptical vibration texturing process[J], International Journal of Machine Tools and Manufacture.64(2013)85-95.
4. X.Q. Zhang, A.S. Kumar, M. Rahman, K. Liu, Modeling of the effect of tool edge radius on surface generation in elliptical vibration cutting, Int J Adv Manuf Technol. 65 (2012) 35-42. 5. Yingchun Li, Xiaoqin Zhou, Mingming Lu, Jieqiong Lin, Jiangbo Sun. Parameters Optimization