The effect of
using different fiber raw materials
and
processing parameters on the mechanical properties of fiber
based products
Alicia Gauffin, Hossein Mohaddes, Andreas Livchitz, Dayi Zhang
Profilering inom Materialdesign, VT06 Stefan Antonsson, Mentor
Abstract
Paper is processed from natural polymers. There are two main wood types that are used, softwood and hardwood. While these two woods have a different variation of fibers the inner structure of each fiber is similar. A paper sheet is held together partly by hydrogen bonding between the fibers. The process of beating results a bigger area for the hydrogen bonds and increases the tensile strength. It is also suggested that the hemi cellulose on the surface of the fibers works as glue that holds the fibers together.
Pulp samples from eucalyptus and spruce representing softwood and hardwood were produced by Kraft pulping using white liquor and varying H-factor and beating revolutions. Fibers from the pulp were characterized by using optical microscope. The papers created from the pulp were analyzed for tensile strength and tensile stiffness.
Data show that increasing beating revolutions gives higher density of paper sheets which leads to an increase of tensile strength.
Tensile Stiffness increases with higher Kappa number. In the process of removing the lignin, other substances, such as carbohydrates, is also removed. This will lead to a decrease of the tensile stiffness.
Table of contents
1 INTRODUCTION... 4
1.1MAKING PULP... 5
1.2MECHANO-SORPTIVE CREEP... 6
2 EXPERIMENTAL... 7
2.1METHOD OF SEPARATING THE FIBERS AND THE PROCESS OF CREATING PULP... 7
2.1KAPPA... 9
2.2SHEET FORMING... 10
3 RESULTS AND DISCUSSION... 11
3.1INNER STRUCTURE OF FIBERS... 12
3.2MECHANICAL PROPERTIES OF THE PAPER SHEETS... 13
4 CONCLUSIONS... 15
5 REFERENCES... 16
APPENDIX 1 PROPERTY VALUES OF THE PAPER SHEETS... 17
1 Introduction
Paper is derived from natural polymer composites such as wood, wool and straw, the most common being wood. The defining characteristics of any papermaking material are the polymers: cellulose, hemi cellulose, lignin and low molecular substances. Resin is an example of a low molecular substance.
There are two types of wood that exists: softwood and hardwood. The primary difference between these two, of consequence to the pulp industry, is the density of the material and the fiber characteristics. Softwood uses tracheids, which is a kind of fiber that transports water through the plant in addition to as a supporting tissue. The transportation of nutrients takes place in the parenkym cells in softwood as well as in hardwood. Tracheids are usually between 2-4 mm in length and parenkym cells are at most 1 mm. In hardwood there are libriform cells that fill the function of supporting tissue and vessels function as water transportation cells in hardwood. The libriform cells are usually between 1-2 mm long.
The substructure of wood pulp fibers consists of three walls, the primary wall, the secondary wall and the tertiary wall. The secondary wall has three layers and each with its own properties and chemical structure. The cells within the wood are held together by the middle lamella, which consists mainly of lignin and hemi celluloses. Each cellular wall is made up of cellulose fibrils imbedded in hemi cellulose and lignin.
The cellulose contains beta-1-4-bounded D-glucose units. The molecular weight of the cellulose is very high up to 1 600 000 Da, which gives a degree of polymerization up to 10 000. The cellulose chains form bundles with ca 60 cellulose chains each, so called fibrils, which gives the cell wall its strength [1]. The centre of the fibrils is more structured and crystalline, while the surface of the fibril is more disorganized and para-crystalline. The cellulose chains are bounded together by hydrogen bonds and Van der Waal forces.
1.1 Making pulp
The essential part of pulp processing is to liberate the fibres. There are two main types of pulping processes, chemical pulping and mechanical pulping. The main difference between these two techniques is that in chemical pulping the fibers are separated by degrading and dissolving the lignin, while the mechanical pulping separates the fibers by a mechanical force. The result of chemical pulping will leave the pulp with less lignin, which gives the paper higher strength.
The yield for pulp created by mechanical process is around 90 to 100% depending on which mechanical process is used. One mechanical process is beating. Logs are pressed against a rotating cylinder and parts of fibres are peeled off. Another mechanical process is refining. When refining the wood chips are fed in to the centre of two refinement discs. The discs rotate and pull the fibres apart.
In chemical pulping one wants to remove the lignin, and the lignin alone, from the wood. During the process of removing the lignin other substances, such as carbohydrates, will be removed as well. Carbohydrates have an effect of strengthening the paper, so the question is how much lignin could be removed in exchange for lower yield.
The dominating chemical pulp process is kraft cooking, also called the sulphate method, but some industrial use of the sulphite method also exists. In the sulphite method the liquid being used are obtained by absorbing SO2-gas in a solvent with an alkali base. The
alkali base can either beCa(CO3)2,Mg(OH)2,NH4OH orNa2CO3. The sulphate method was originally discovered by a German named Dahl [4]. He wanted to replace Na2CO3
with NaSO4, for economical reasons, in the recovery boiler. Dahl then discovered that
S
Na2 (created in the recovery boiler) also makes the process a bit quicker to free the
lignin and the pulp yield rises.
A paper sheet is held together partly by hydrogen bonds between the fibers. When a paper sheet is dipped into a high hydrogen bonding solution, the paper sheet loses its
strength. This indicates that the hemi cellulose on the surface of the fibers works as glue that holds the fibers together. When the paper gets dry the fibers get closer and the strength of the inter-fiber bonds increases. The strength of the inter-fiber bonds can be encouraged by different techniques. Through the process of beating, the surface of the fibers will increase and the hydrogen bonding will have a larger surface to interact on. Increasing strength of the paper can also be obtained by fiber delaminating. By untying some parts of the fibrils there will be hooks that can bind to other fibers. Wet pressing is also a common technique whereby the strength is increased through the application of a compressive load while the sheet is still wet.
1.2 Mechano-sorptive creep
Mechanical creep is a phenomenon that still hasn’t been figured out how it actually works. Scientists have many different theories. One type of mechanical creep is mechano-sorptive creep which is when paper’s tensile strength depends on varying humidity in the environment. This may lead to a decrease in lifespan and difficulties in dimensioning. Mechano-sorptive creep is a huge problem for paper industries because papers are exposed for humidity during long transportations. However, many scientists agree that mechano-sorptive creep can be improved by different processes.
This report’s objective is to make different paper sheets by using the same processes with different woods, H-factors and beating revolutions and analyse these for tensile strength and tensile stiffness.
2 Experimental
2.1 Method of separating the fibers and the process of creating pulp
The method used to separate the fibers of the wooden chips is called kraft cooking and the main purpose of this procedure is to remove the lignin. Kraft cooking uses a mix of liquid called white liquor, which is a solution of sodium hydroxide and sodium sulphide. The wooden chips and the white liquor are then poured into an autoclave with a volume of 1L. The filled autoclave is put into a container filled with poly ethylene glycol, PEG. There are two ways to heat, either using electricity or steam. The starting temperature of the PEG in this experiment was the same as the cooking temperature, i.e. 170°C for the spruce and 160°C for the eucalyptus. The air must be sucked out with a vacuum pump before the white liquor is poured in to get a good impregnation of the chips. The sodium sulphide hydrolysis reaction in its equilibrium state is:
NaSH NaOH O H S Na2 + 2 → +
The active chemicals in white liquor are OH−and HS− and the amount of these ions is acquired from a calculated volume of concentrated stem solution of NaOH and NaSH. When removing lignin, the lignin molecules react with HS− and OH− which degrades the lignin and make sure that it stays in the liquor. However it’s impossible to specify the concentration of the active chemicals in the white liquor, NaOH andNaSH , by simply calculating the amount of dissolved NaOH andNa2S. Thus, instead of using the concentration of the active boiling chemicals in the white liquor the chemical concentration can be determined through using percentage of effective alkali, E.A., and Sulfidity. The volumes were calculated from following equations:
[1] [2] 100 2 100 2 2 (%) 2 2 2 2 ⋅ + = ⋅ + = EA S Na S Na NaOH S Na S Na n n n n n n Sulfidity 100 40 . (%) . . = . ⋅ ⋅ wood A E m n A E
The basic definition of effective alkali is nE.A. = nNaOH + nNa2S since the total amount of
hydroxide depends on the added amount of NaOHandNa2S. Effective alkali can be
expressed as %-wood, meaning that 20% of effective alkali represents adding 200 kg of
NaOHper ton wood. The H-factor is a way to describe the speed of the reaction. It is defined by an integral where time and temperature has been combined into one single variable:
[3]
The H-factor measurement starts counting as soon as the autoclave is securely fasten in the PEG container and stops when the cook is finished.
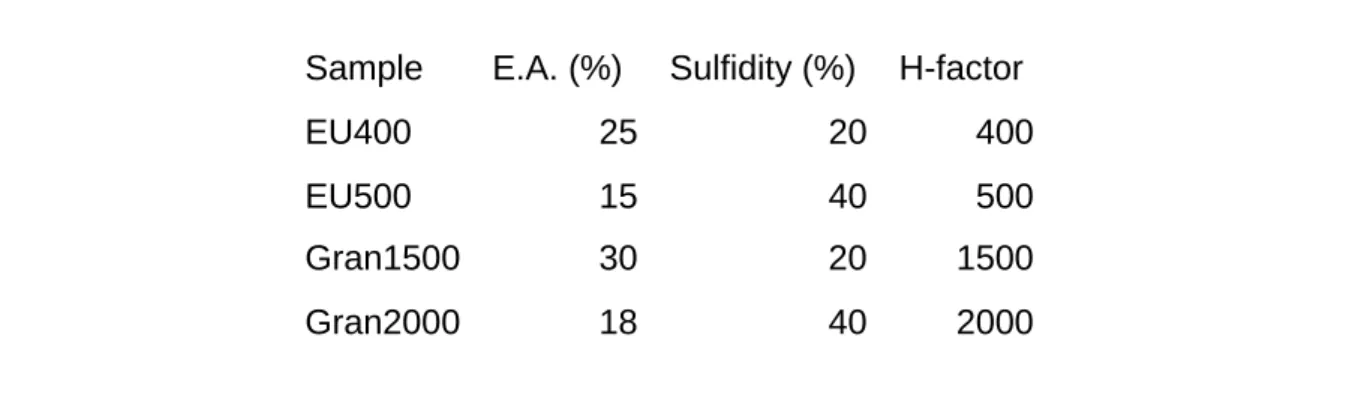
Table 1 Characteristics of our pulp
______________________________________________________________________
After removing the autoclaves from the PEG it has to be cooled with water to reduce the pressure created during the heating. When cooled the wood chips has to be washed with deionised water for about 12 hours. The washing is to remove black liquor and other debris that remains. The final step of the procedure is to defibrate. Since the wooden chips are still intact after the kraft cooking it is necessary to separate the fibers. This is attained by a NAF water beam defibrator, which squirts jets of water to break the chips releasing the individual fibers. The remaining undigested chips, the reject, are screened away and pulp has been created. However to reach a higher dryness the pulp has to go
Sample E.A. (%) Sulfidity (%) H-factor
EU400 25 20 400 EU500 15 40 500 Gran1500 30 20 1500 Gran2000 18 40 2000
∫
=∫
− = t t t t RT E dt Ae kdt H 0 0[4]
2.1 Kappa
Kappa number is an analytical method to estimate the amount of lignin in the pulp. By iodide titration it is possible to get the kappa numbers for the pulp. The titration process can be described by the following reactions:
− − − + − − + − + → + + + → + + → + I O S I O S O H I Mn I MnO Mn Lignin MnO Lignin oxidation 2 2 8 5 10 2 2 6 4 2 2 3 2 2 2 2 4 2 4
After 10 minutes the first reaction will be interrupted by the addition of potassium iodide. The remaining ions will be titrated with sodium thiosulphate.
To calculate the amount of pulp that should be analyzed in the titration, it is necessary to make guesses of the kappa numbers. These numbers are decided by experience. It is also necessary to calculate the dryness of the samples. By stipulating, half of the permanganate is consumed after 10 minutes, the amount of pulp is calculated by the following equation:
[5]
The amount of lignin is approximately proportional to the kappa number by following equation: [6] dryness x m guessed ⋅ = 25 Wood ject Screened Yield = +Re ) %( 15 . 0 lignin x⋅ =
To make a fine pulp the fibers have to be completely separated from each other. By using a beating machine the fibers will be separated, delaminated and the surface will be roughened, separated and shortened into pieces. This process is necessary and vital for the paper characteristics. By analysing tensile stiffness and tensile strength of the paper sheets with different beating revolutions, between 0-4000 revolutions, the modification of beating will be exhibited.
2.2 Sheet forming
The final step of transforming pulp into paper is sheet forming. Rapid Köthen is an instrument created especially for this purpose. The process of sheet forming is very simple. The most important aspect of sheet forming is dimensioning. The sheets must be of the same weight per area unit, grammage, for enabling measurement of the mechanical properties. The Rapid Köthen has a predetermined area of A = 0.0314 m2 and the sheets have a desired grammage of 120 g/m2. It is necessary to calculate exactly how much of each sample of pulp is needed since each sample has its own dryness factor. The amount of each sample was calculated by following equations.
g m m g msheet 120 0.0314 3.768 2 2⋅ = = [6] (%) 768 . 3 (%) dryness dryness m m sheet pulp = =
Once again, large amount of water is added to the pulp and mixed in a disintegrator. This is for avoiding flocs in the sheets. The mix is then put into a cylindrical container with a vacuum suction. This device removes all the excess water and filters the pulp, forming it into a round sheet with a predetermined size. The sheet is then dried under a pressure of about -1 bar and a temperature of 93°C. The result is a round paper sheet with an exact area of 0.0314 m2. However it is inevitable that both the weight and thickness of the sheets varies on different samples since the dryness factor cannot be determined
moisture content. This is induced by laying the papers in a room with a climate according to paper testing standards (i.e. 23°C and 50%RH) for twenty four hours.
3 Results and Discussion
Two different woods where prepared for the experiment, eucalyptus and spruce. Eucalyptus was divided into 4 samples differing in H-factor and whether beaten or not. The spruce was divided into 6 samples with variables such as H-factor and beating revolutions. The yield after kraft cooking were calculate by equation [4], see Table 2. After the sheets were formed the samples were tested for tensile strength and tensile stiffness. We can draw the conclusion that density increases with increasing beating revolutions, see Appendix 1.
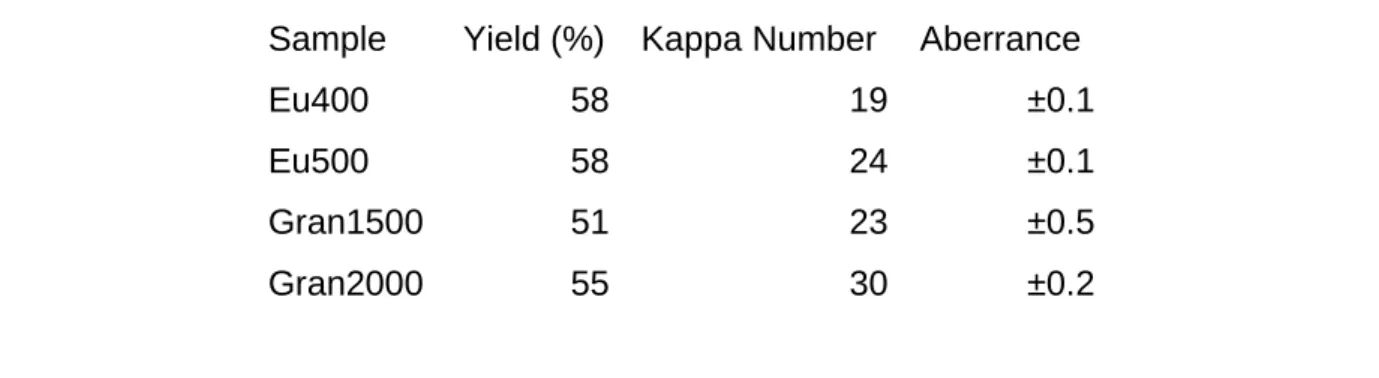
Table 2 Yield of pulp after kraft cooking
Sample Yield (%) Kappa Number Aberrance
Eu400 58 19 ±0.1
Eu500 58 24 ±0.1
Gran1500 51 23 ±0.5
Figure 2 Some characteristic features of softwood,
hardwood. a) Eucalyptus fibers not fully separated b) Eucalyptus vessel c) Spruce tracheid
Figure 1 wood chip of a)
Eucalyptus and b) Spruce. The fibers of the spruce sample are distinguishably thicker then those of eucalyptus
3.1 Inner structure of fibers
Under an optical microscope some significant difference between the samples can be observed. The main difference is that the spruce samples have a lack of vessels. As discussed in the introduction it is an effect of evolution. The eucalyptus, based on fibres, vessels and parenchyma cells, have smaller and shorter fibers than the spruce. Logically in the unbeaten samples, more fibers are still intact and the fibers are longer. A significant difference can also be observed between the beaten and unbeaten samples. There are some differences in the parenchyma cells too.
Also a much smaller amount of fibers are bent. The revolutions of beating seem to directly affect bending of the fibers, the more revolutions the straighter fibers. The effect seems to apply to both eucalyptus and spruce.
Figure 3 Samples with different beating
revolutions and tensile strength plotted against density. The graph shows an increase of tensile strength with increasing density.
Figure 4 The graph shows samples with
varying beating revolutions and tensile strength plotted against Kappa number. Tensile strength does not seem to depend of Kappa number.
3.2 Mechanical properties of the paper sheets
We can observe that tensile strength depends on the density and degree of beating, see Figure 3. One hypothesis, as discussed in the introduction states that in a dense packed sheet the number of bonds increases and the inter-fiber bonds gets stronger as the distance between the fibers shorten. This results in increase of the tensile strength. However there could be other explanations on this but further experiments analysing the inner structures of the sheet has to be done to draw any certain conclusions. Density increases with higher revolutions which can cause undesired effects such as transparency in the sheets. Tensile strength does not seem to depend on the Kappa number.
Tensile strength seems to increase with the kappa number for spruce but decrease for eucalyptus. This indicates that the tensile strength does not depend on the kappa number, see Figure 4.
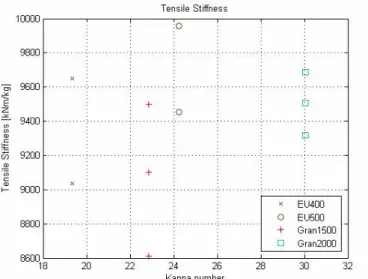
Figure 6 Tensile stiffness plotted against
samples with different beating revolutions and Kappa number. Increasing Kappa number and beating revolutions seems to give higher tensile stiffness.
Figure 5 Samples with different beating
revolutions and tensile stiffness plotted against density. No connection between these parameters can be observed.
Tensile stiffness does not seem to depend on the variation of density, see Figure 5
Tensile stiffness seems to increase with higher Kappa number and H-factor, see Figure 6. The kappa number is a measurement of the content of lignin in the pulp. During the process of removing the lignin other substances, such as carbohydrates, may be removed as well. Without these substances some of the characteristics of the paper will be lost. With other words, a higher Kappa number will lead to higher values of some paper characteristics such as tensile stiffness.
4 Conclusions
Through the experiments we have drawn the following conclusion:
• Higher beating revolutions yield higher density.
• Tensile strength increases with increasing density.
• At same density, eucalyptus has higher tensile strength than spruce.
5 References
1. Henry W. Haslach, JR. The Moisture and Rate-Dependent Mechanical Properties of Paper: A Review. Mechanics of Time-Dependent Material 4: 169-210 (2000)
2. A. W. Rudie, Wood and How it Relates to Paper Products: Tappi Journal 5: 223-228 (1998)
3. Christer Fellers. The Ljugberg Textbook: Paper Physics: KTH Fiber and Polymer Technology, Royal Institute of Technology (2004)
4. Ann-Christine Albertsson, Introduktion till Polymerteknologi. Department of Polymer Technolog: Department of Paper and Pulp Technology, Royal Institute of Technology (2001)
Appendix 1
Property values of the paper sheetsSample Weight [g] Thickness [µm] Density [kg/m3] Grammage [kg/m2]
Eu400 Unbeaten 3.412 170.4 637.7 0.110 Eu400 2000rev. 3.460 157.5 699.6 0.108 Eu500 Unbeaten 4.302 225.4 609.2 0.137 Eu500 2000rev. 3.835 174.7 699.1 0.122 Gran1500 Unbeaten 3.784 208.7 570.9 0.120 Gran1500 2000rev. 4.309 197.6 731.4 0.137 Gran1500 4000rev. 3.450 152.3 721.4 0.110 Gran2000 Unbeaten 3.608 210.8 569.4 0.115 Gran2000 2000rev. 4.430 238.7 590.8 0.141 Gran2000 4000rev. 3.590 147.7 744.1 0.114 _______________________________________________________________________