Intelligent interaction with CMM
Gabriel Mansour
1, Αpostolos Tsagaris
2, MichelTheodor Mansour
31 Laboratory for Machine Tools and Manufacturing Engineering, Mechanical Engineering Department, Aristoteles University of Thessaloniki, Greece
2Department of Automation, Technological Educational Institution of Thessaloniki, Greece, [email protected]
3
Manufacturing Technology & Machine Tools Laboratory, Department of Mechanical Engineering , TEI of Central Macedonia, Greece,
Abstract-- The offline programming technology is constantly evolving in recent years, giving to mechatronic systems an intelligent aspect. In this paper an offline programming interaction with a Coordinate Measuring Machine (CMM) system is presented enabling the successful management of the machine. Experimental results showed a 100% success in the process of offline programming in relation to the actual effect applied to CMM machine. A procedure for the automatic code generation (Off-line) for a Coordinate Measuring Machine (CMM) is introduced. The developed off-line programming system includes graphical simulation of the CMM and the workpiece, kinematic model of the robot, motion planning and finally automatic generation of the NC code. The proposed system is applied on a CMM with five joints, three linear and two revolute. In an integrated virtual environment, the user can plan an inspection strategy for a given task and evaluate the uncertainty associated with the measurement results, all without the need of using a physical machine.
Index Term-- Off-line programming, System Interaction, CMM.
I.INTRODUCTION
Coordinate Measuring Machines (CMM) are usually controlled by computer and, whilst they can be utilized intelligently as a measurement device, in most cases they are programmed in order to inspect parts. The program can be setup to run automatically or manually. CMM programming projects are close to the robot or CNC programming philosophy. Graphical user interface is used for the control of the machine and the offline programming. The aim of this research is to highlight an intelligent interaction system with Coordinate Measurement Machines (CMM). Intelligent CMM is the key-point for the next generation of CMM. To build a methodology that can automatically measure a CMM takes a long time and requires a very sophisticated cognitive ability. So it is desirable to develop an intelligent system, which performs a completely automated measurement and optimizes measurement based on geometry and measurement information provided by the CAD of the object work file. The intelligence of this methodology is that the system can be programmed off-line withseveral optimization techniques and finally the given code, from the simulation, can be transferred to the machine. Offline programming is the programming process without the use of a real system. It is based on a virtual environment. There are many reasons to use offline programming in interaction with mechatronic systems and especially with CMM, CNC and robots.
Several advances are described over the offline programming method.
The programmer is not in the same area with the machine and form possible dangerous environment. Due to the simulation realized in offline programming,
the process can be optimized and tested in several ways before the real implementation.
The program can be prepared without the interruption of the machine, resulting in the reduction in the CMM down time.
New programs can include parts from other previous procedures developed in routines.
A prototype of such a system has been developed for the needs of the specific research and some key features of intelligent CMM are discussed. The reliability and capabilities of the system have been tested by measuring the actual work of many objects. Experiments show the effectiveness of the proposed system.
An appropriate software is used to interact off-line with a CMM in a three-dimensional environment. With the developed software the user has the ability to guide the machine and see its reactions, without even coming into contact with the machine itself. CMM SCIROCCO-RECORD by Brown &SharpeDEA was used to test the system.
II. STATE OF THE ART
at developments for the simulation and the Off-line programming packages [2].
Pan et al present a method for automated off-line programming (AOLP) to address the issue of the complexity of programming robotic systems. A software is presented that automatically programs a robotic welding system with 6 DOFs. It takes a CAD model as input and may produce the complete robotic welding source without any further effort [3].Girbacia, Duquleana and Stavarpresent a methodology and a prototype system for off-line programming of an industrial robot that uses Augmented reality technology. The system essentially controls a virtual model of the industrial robot, which is located in the real environment, it makes the necessary control for collision with other objects, itgenerates the robot program and ultimately simulates the actions before the actual robot. The advantage of this system is the use of cheap equipment intuitive off-line programming of an industrial robot [4].
Weidong Zhu et al.[5] propose a special off-line programming system for robotic drilling in aerospace. After a brief introduction of the system architecture, the document examines two major off-line programming problems for robotic drilling, ie, redundancy analysis and position correction. It proposes a new performance indicator for combined requirements of uniqueness and non-marginal positions. A method of position correction, using the measurement data of the reference hole, has been developed to enhance accuracy robotic drilling. Robot programs are created using the developed system, tested on a robotic drilling system, and experimental results are provided [5].
The interaction with mechatronic systems is a topic that continuously evolves. Mansour et al. propose an expert CNC system, which optimizes the machining path process by deciding the optimum path. Graphic features and geometric parameters are extracted from CAD part drawing and performed to control the machine motion to cut the part. In this case genetic algorithms are used in order to optimize the path at the shortest time giving at the same time the intelligence in the system. The efficiency of CNC machining is highly improved and the cutting time is reduced. The proposed method is tested to a piece with 8 indentations, reducing the overall processing time by 18.63% [6].
Many researchers are using CAD systems for the offline programming of CMM machines. Computer graphics simulation of the machine and its work cell can be realized with different models as wire-frame and solid models [7]. These models and adequate algorithms can be used for collision detection and for kinematic and dynamic behavior of the measuring machine [8]. Furthermore, several applications of CMMs are introduced focusing on the measuring time reduction, using mainly devices such as stylus or haptic peripherals, in a virtual offline environment [9], [10]. Pan and Zhang in [11] are using CAD/CAM software modules for offline programming and they recognize that it is the only way to generate program effectively. Yau and Menq [12], [13] implemented an automated inspection planning system based upon the commercial CAD system CATIA and a knowledge based expert system shell with five steps in inspection planning.
A new method for programming a coordinate measuring machine (CMM) is described from Medeiros et al.A position-sensing device, six degrees of freedom, is used for the detection of measurement points in a real part and thus create a CMM program. The experimental results show that the position-sensing device, though not precise enough for the inspection of the piece, has sufficient accuracy for programming machine. These results are verified by writing and performing a CMM program [14].
Chen, Wang, and Yang [15] propose a new environmental audit trail of a coordinate measuring machine (CMM), called haptic virtual coordinate measuring machine (HVCMM), which makes use of the technique for modeling contact VLC off-line programming. HVCMM is an exact model of the actual CMM, simulating the operation of a CMM and measurement process in a virtual environment with tactile perception. The off-line programming of VLC allows the process to proceed just as if it were an operator in front of a real CMM, and have moved the actual tip of the CMM. Furthermore, when a contact occurs between the CMM and the measurement object, a force generated by the proposed engineering model will be showing the contact in theHVCMM environment [15].In case of Chen et al [16] the off-lineprogramming can create programs with optimized structures and clear levels by performing parametric programming. It is able to achieve almost all kinds of measurement objects. A subroutine may be used to improve the efficiency of programming [16].
For Yuewei et al. [17] the automatic programmable device that works away from the CMM (coordinate measuring machine) reduces operating costs and programming time. This paper presents a strategy for automatic program design measurement system combining suitable measuring points and the route control points in a logical sequence. An algorithm has been discussed how to manage checkpoints on a given level, eg, import, edit, and delete operations. It selects and processes the control points along the measuring path and generates a collision control program. Regarding the test results, it is evident that the resulting measurement program meets the standards of DMIS (Dimensions Measurement Interface Standards) and can lead the CMM machine to perform all measuring tasks properly. With this method the measuring times are reduced about 30% compared to the conventional method [17].
Generally, the offline programming is a research area that is rapidly developing simultaneously with other applications of offline programming like robotics and CNC machining and there are scientists around the world who have understood the usefulness and gradually develop various kinds of software in this direction.
III.PROPOSEDMETHODOLOGY
advantage of using machines CMM is the ability to perform curves and surfaces in general, and form fragments that can not otherwise be recorded, such as e.g. the blades of a turbine. The measurement accuracy of a complex mechanical part reaches today even the rank of 0.001mm (in special cases 0,5mm).
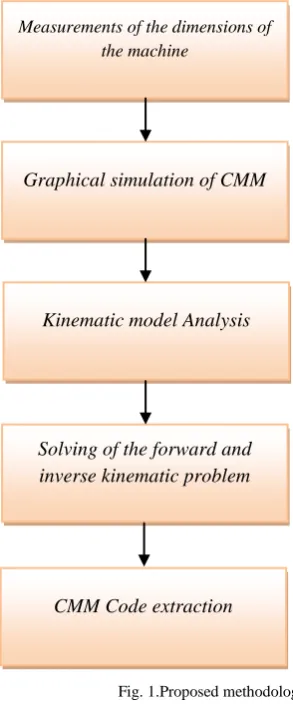
The proposed methodology consists of the following steps (Figure 1):
A. Measurements of the dimensions of the machine.
In order to be a convergence between the real and the designed model.
Fig. 1.Proposed methodology
B. Graphical simulation of CMM.
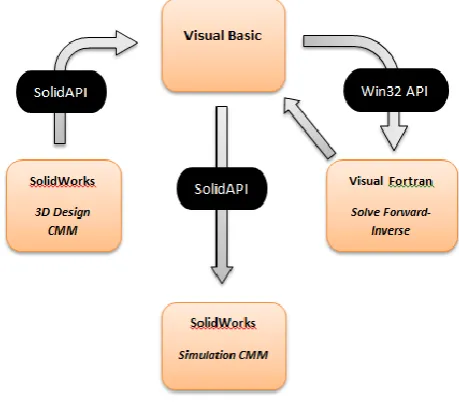
For the simulation and the visual inspection the program SolidWorks, which belongs to the class of parametric solid modelers, is used. The option of this particular software is made because of its major design capabilities. At the first place the separate pieces of the machine are designed and stored as parts (. SLDPRT) and thereafter are combined to make the final assembly (. SLDASM) (Figure 2).
Fig.2.3D graphical model of the CMM in assembled form
C. Development of the kinematic model and selection of a coordinate system for each member through the process Denavit-Hartenberg.
Fig. 3. CMM with five degrees of freedom and its Denavit – Hartenberg parameters.
With this method the position and the orientation of each member are determined, not only to the other members, but also to the property reference system Oo (Xo,Yo,Zo).
D. Mathematical solving of the forward and inverse problem through comprehensive routines mainly of Visual Fortran.
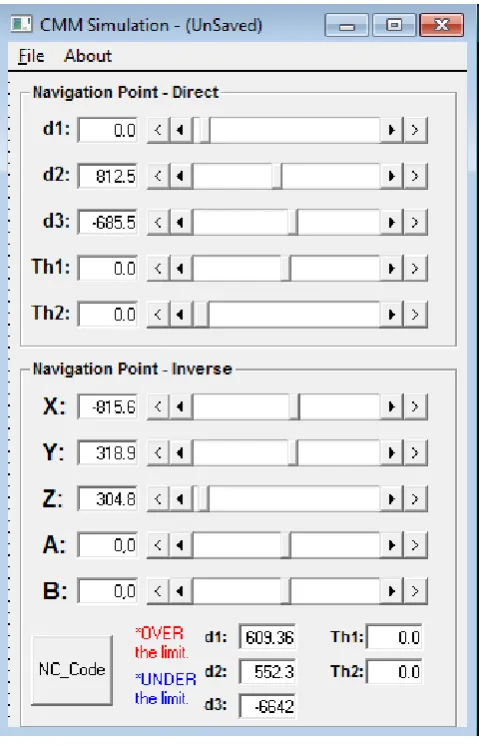
The input data in case of the forward problem are the parameters DH (d1, d2, d3, θ1, θ2) (Figure 3) and the output
Μέλος a
1 -90 -1174 +90
2 -90 -223 +90
3 +180 -169 0
4 0 0 +90
5 0 0 -90
6 0 -145 0 0
Measurements of the dimensions of the machine
Graphical simulation of CMM
Kinematic model Analysis
Solving of the forward and inverse kinematic problem
is a homogeneous matrix through which willdefine the (X, Y, Z, A, B).
The input data in the case of the inverse problem are the coordinates of the register orientation (X, Y, Z, A, B) and the output data are the parameters DH (d1, d2, d3, θ1, θ2). The reverse kinematic model computes the d1, d2 d3 parameters and the rotation C4 and C5 of the CMM for specify position of the end effector.
Setting Θ0 = 0°, a0 = 90° and a0 = 1488 mm, which are the constant values of the base of the CMM systemwill give the matrix:
A6S= [
c5s4 c4 −s4s5 145s4s5− d2+ 1488
−c4c5 s4 c4s5 −d1− 145c4s5− 54
s5 0 c5 374,82 − 145c5− d3
0 0 0 1
](1)
(Where ci = cosθi and si = sinθi)
The initial data are:
Χ = 145s4s5− d2+ 1488 (2)
Y = −d1− 145c4s5− 54 (3)
Z = 374,82 − 145c5− d3 (4)
A = c5s4 (5)
B = −c4c5 (6)
From (5) and (6) :
θ4= tan−1−ΑΒ (7)
and
θ5= cos−1√Α2+ Β2 (8)
From (3):
d1= −145c4s5− 54 − Υ (9)
From (2):
d2= 145s4s5+ 1488 − Χ (10)
From (4):
d3= 374,82 − 145c5− Ζ (11)
From (7) and (11) the position of the CMM for a given input position is given.
In the present research the library ''CMM.dll'' is using and inserted into the folder Windows System32, so that it would be easy to be called by Visual Basic, whenever needed, through the computer's memory.
E. Development of the main code using the object-oriented programming language Visual Basic.
A critical part of the research is to develop an application in which the user will have the ability to guide the CMM and
have an overview of how it moves when you input pointstargets. Essentially it is the most important stage of the whole process because not only is it responsible for the interface with the user (through forms), but it also allows the communication between all other software needed for the desired result.
Fig. 4. Software Flow chart
A form of the developed software, presented in figure 5, combines two approaches of touch-probe navigation, the direct and the inverse. The touch-probe trajectories can be produced in four ways:
By choosing a pre-designed path.
By choosing a designed path of lines and splines in SolidWorks CAD environment.
By setting points coordinates in 3D workspace of the CMM, which belong to the trajectory of the touch-probe.
By choosing vertices or edges (lines, arcs, splines, parabolas and ellipses) of a predesigned part.
Fig. 5. CMM control program form.
IV.EXPERIMENTAL RESULTS
An example of the assembled graphical simulation of the CMM and a metal plate adjusted on the worktable is presented in figure 6. The touch-probe positions sequence is shown in the figure also. Several segments of planes, circles and lines compose the measuring path with collision avoidance. The sequence of the measurement points is picked in order to reduce the motion duration.
The piece is designed and continues with the selection of points from which the contactor pin will count. Obviously the more points selected the more accurate the measurement of the workpiece will be.
NC code presented in figure 7 is created using the entire path programmed points. Applying it to the CMM controller, it executes this code, moves the touch-probe to the specified positions and measures the entities as presented in figure 8. The same figure presents simultaneously the graphical representation of the 3D model, on the same position of the path.
Thereafter the program will "run" based on the selected points and after that by pressing the button "NC_Code", located in the main form (see Figure 5), the machine code will be exported which will be placed in actual CMM.
Fig. 6. Positions of measurement on a workpiece.
Fig. 7. Generated NC code for measurement.
Fig. 8.Application in CMM real workspace and the corresponding 3D graphical model.
V.CONCLUSION
In this work the implementation of intelligenceis shown through offline programming mechatronic systems and in particular a CMM device. The application showed a great accuracy and system efficiency.The most significant improvement of the proposed method is observed in the data processing procedures and results exporting, which are minimized.
lot of advantages. Having the complete package and developed software for the CMM off-line programming, the only need to program a measurement of another object is the CAD drawings object.
The proposed system can be used further for optimization of measurements path planning by reducing the cycle duration of the workcell. The off-line programming application using a CAD/CAM system reduces significantly the CMM downtime and the quality control procedure becomes more efficient.
Future development of CMM’s dynamic model is required in order to improve the path planning of the end-effector and the control of movement limits as speed, acceleration, poses sequence, etc.
REFERENCES
[1] D. Sagris, S. Mitsi, K.-D. Bouzakis, G. Mansour, Optimum geometric design for robot arm with geometric restrictions by means of a hybrid algorithm, Journal of the Balkan Tribological Association, Vol. 18, No 3, 325-333 (2012)
[2] G Wittenberg, "Developments in offline programming: an overview", Industrial Robot: An International Journal, Vol. 22 Iss: 3, pp.21 – 23
[3] Pan, Z., Polden, J., Larkin, N. P., van Duin, S. & Norrish, J. (2012). Automated offline programming for robotic welding system with high degree of freedoms. Lecture Notes in Electrical Engineering, 121 685-692. UNI Wollongong [4] Florin Girbacia, Mihai Duquleana, Adrian Stavar, Off-line
Programming of Industrial Robots Using Co-Located Environments, Transilvania University of Brasov, Proceedings of 2011 International Conference on Optimization of the Robots and Manipulators, Sinaia Romania, 26-28 May 2011
[5] WeidongZhu,WeiweiQu,LianghongCao,DiYang,YinglinKe, An off-line programming system for robotic drilling in aerospace manufacturing, The International Journal of Advanced Manufacturing Technology, (2013) 68:2535–2545DOI 10.1007/s00170-013-4873-5
[6] G. Mansour, A. Tsagaris, D. Sagris, CNC machining optimization by genetic algorithms using CAD based system, 3rd International Conference on Diagnosis and Prediction in Mechanical Engineering Systems DIPRE 12.
[7] Megahed S. M., Principles of robot modeling and simulation, John Wiley & Sons, New York, 1993
[8] Bai Yuewei, Wei Shuangyu , Liu Kai , Wang Xiaogang, A strategy to automatically planning measuring path with CMM offline, Mechanic Automation and Control Engineering (MACE), pp. 3064 – 3067, 26-28 June, 2010
[9] Wenzhe Chen, Xipeng Xu, Pinqiang Dai, Yonglu Chen, Zhengyi Jiang, Application of Offline Programming in CMM Automatic Measurement, Advanced Materials Research, vol. 472-475, pp. 2367-2370, February, 2012
[10] G. Mansour, D. Sagris, 3D path planning and simulation for offline programming of coordinate measuring machines, International Conference on Manufacturing Engineering “ICMEN”, pp.171-178, ,1-3October, 2014
[11] Pan, Z.; Zhang, H. Robotic machining from programming to process control: a complete solution by force control //Industrial Robot: An International Journal. 35, 5 (2008), pp. 400-409. [12] H-T. Yau and C-H.Menq, "Path Planning for Automated
Dimensional Inspection Using Co-ordinate Measuring Machines." Proceedings of the 1991 International Conference on Robotics and Automation. Vol.3 pp1934-1939
[13] C.H. Menq, C.L. Wong & H.T. Yau, ''An Intelligent Planning Environment for Automated Dimensional Inspection of
Manufactured Objects.'', J. Manuf. Sci. Eng. 114(2), 222-230 (May 01, 1992) doi:10.1115/1.2899775
[14] D.J. Medeiros, G. Thomas, A.B. Ratkus, D. Cannon., Off-line programming of coordinate measuring machines using a hand-held stylus., Pennsylvania State University, University Park, Pennsylvania, USAJournal of Manufacturing Systems DOI:10.1016/0278-6125(95)90064-R
[15] Y.H Chen, Y.Z Wang, Z.Y Yang.,Towards a haptic virtual coordinate measuring machine., Department of Mechanical Engineering, The University of Hong Kong, Pokfulam Road, Hong Kong, Hong Kong; Department of Information Engineering, Tianjin University of Science and Technology, Tianjin, China International Journal of Machine Tools and Manufacture DOI:10.1016/j.ijmachtools.2004.03.005
[16] Wenzhe Chen, Xipeng Xu, Pinqiang Dai, Yonglu Chen, Zhengyi Jiang, Application of Offline Programming in CMM Automatic Measurement, Wei He et al., 2012, Advanced Materials Research, 472-475, 2367, February, 2012