GSJ: Volume 6, Issue 9, September 2018, Online: ISSN 2320-9186
www.globalscientificjournal.com
R
EVIEW ON THE COMPARATIVE STUDY BETWEEN THE
TRADITIONAL WOOD MATERIAL AND THE TREATED MODIFIED
WOOD MATERIAL AT THE LEVEL OF ITS DIFFERENT PHYSICAL
PROPERTIES AND ITS DIMENSIONAL STABILITY
1
Youssef, ELRHAYAM*,
2Ahmed. Elharfi
1Laboratory of Agro Resources Polymers and Process Engineering (LAPPE), Team of Macromolecular & Organic
Chemistry, Faculty of Sciences, Ibn Tofail University, E-mail: [email protected]/[email protected]
2 Laboratory of Agro Resources Polymers and Process Engineering (LAPPE), Team of Macromolecular & Organic
Chemistry, Faculty of Sciences, Ibn Tofail University, E-mail: [email protected]/
ABSTRACT:
In order to respond to the current and future energy and environmental issues, the process of developing a new wood-based composite material (chemical, thermal and coating ... etc) is very important. They could help reduce and limit the tonnage of wood in various applications in the building sector, decking and the marine sector, etc. Therefore in order to meet these needs and support this development, this comparative study aims to present the different methods of wood modification which is used to improve their performance, on the one hand and it then presents the advantages and disadvantages of natural wood and modified wood on the other hand.
1.Introduction
Because most of the disadvantages of wood are related to its chemical structure, it is possible to eliminate them, or at least limit them, by directly modifying the molecular structure of the lignocellulosic polymers which constitute it by a chemical grafting *1-3+. In particular, the dimensional stability of the wood can be improved by grafting entities capable of maintaining the cell walls in an inflated state, thereby limiting any additional swelling by the water. Such a modification can as well limit the formation of hydrogen bonds with water by reducing the number of accessible hydroxyl functions (after esterification, for example), or even by modifying the hydrophilicity of the wood (hydrophobic graft). in many cases, the chemical modification also makes it possible to increase the wood's resistance to fungal attack *3+ and in fact, the substitution of the hydrogen atoms at the hydroxyls with hydrophobic groups makes it possible on the one hand to reduce the adsorption of moisture, which hinders the development of fungi and, on the other hand, the modified wood is no longer recognized by various degrading enzymes. With regards to the photochemical stabilization, several approaches have been developed in order to control the phenomenon of photodegradation *4+. These approaches generally involve the use of specific additives such as UV absorbers or sterically hindered amines *5-8+. However, too high concentrations of additive are necessary so as to obtain adequate photo-protection of the material *4+. The use of chromic acid to chemically modify the structure of lignin has been proposed as an alternative solution to additives *9+ and the toxicity of this one limits its application. The chemical grafting of functions which absorbs in the UV on the surface of the wood thus remains the most promising to improve its photostability. Indeed, the chemical modification leads to the protection of the phenolic hydroxyls of the lignin and can therefore prevent the oxidation process. The chemical modification also makes it possible to shift the maximum absorption of 280 nm lignin to low wavelengths. This gives it a certain stability vis-à-vis the UV *10+.
2.CHEMICAL MODIFICATION OF WOOD
2.1Main methods of chemical modification of wood
The reactions which are presented in this chapter include the hydroxyl groups of wood. The latter will be represented in the form of "Wood-OH" in the reaction schemes. All the reactions which are presented below require anhydrous conditions.
2.1.1The esterification of wood
a) Reaction with the acid anhydrides
These are the most studied reactions in the field of chemical modification of wood, in particular the esterification reaction from symmetrical acid anhydrides (Figure 1) *1,3+.
Figure 1: Diagram of the reaction between wood and an acid anhydride
This reaction is catalyzed by bases *11-14+ and also by acids *14-16+. But it can also be carried out without catalyst *1,17-18+. One of the main disadvantages of this reaction is that it releases acetic acid as a by-product, which is difficult to remove from the wood after reaction *19+. This also gives rise to residual odor after its treatment, as well as the corrosion of metal fasteners when fixing acetylated wood *20+. Also the degradation of wood can also be accelerated.
b) Reaction with acid chlorides
Figure 2: Diagram of the reaction between wood and an acid chloride c) Reaction with carboxylic acids
The esterification of wood (Figure 3) can also be carried out from carboxylic acids by a mechanism which is similar to that involving anhydrides. However, the reaction is reversible and very slow due to the low partial charge on the acyl carbon. so in order to accelerate it, an acid catalyst is often implied, including trifluoroacetic anhydride *23+.
Figure 3: Diagram of the reaction between wood and a carboxylic acid
d) Reaction with ketenes
The wood can also be acetylated from ketene gas without the formation of secondary products (Figure 4) *14,17+. However, the diffusion of ketene into the cell walls of wood is low, and this limits the importance of this reaction compared to acetylation from acetic anhydride.
Figure 4: Diagram of the reaction between wood and ketene
e) Reaction with isocyanates
The reaction between wood and isocyanates is very fast and it leads to the formation of carbamate bonds without secondary products (Figure 5). The reaction conditions must be strictly anhydrous to avoid formation of the urea unit or its homopolymer *24+. Various isocyanate structures, such as ethyl, allyl, butyl and t-butyl isocyanates have been grafted onto wood in dimethylformamide (DMF) *25+; *14+. The best results were obtained in gas phase with butyl isocyanate in DMF *26+.
Figure 5: Diagram of the reaction between wood and an isocyanate
This reaction leads to the improvement in the dimensional stability of the wood and in some cases to the improvement in resistance to fungal attack *27+. This resistance is even better when bifunctional isocyanates are used *28+.
f) Reaction with formaldehyde
Figure 6: Diagram of the reaction between wood and a formaldehyde
2.1.2 Etherification of wood
a) Reaction with alkyl halides
The wood can be etherified with alkyl halides *29+ (Figure 7).
Figure 7: Diagram of the reaction between wood and alkyl halides
The reactions generally involve alkaline pretreatment while the methylation of wood, for example, can be done either by the action of dimethyl sulphate in the presence of sodium hydroxide or by the action of methyl iodide in the presence of silver oxide.
b) Reaction with Acrylonitrile
When the acrylonitrile reacts with wood (Figure 8) in the presence of an alkaline catalyst, the cyanoethylation occurs.
Figure 8: Diagram of the reaction between wood and acrylonitrile
c) Reaction with epoxides
The etherification reaction between the epoxides and the hydroxyl functions of the wood could be carried out under acidic or basic conditions (Figure 9) *30-, 34+. However, most of the reactions on the wood were carried out in basic medium *35+.
Figure 9: Diagram of the etherification reaction between wood and an epoxide
Thanks to the formation of a new hydroxyl group during the reaction, homopolymerization of the epoxides within the cell walls of the wood is possible. The presence of water can as well be at the origin of the formation of homopolymers, which explains the strong mass gains which are generally obtained for these reactions. These strong gains in mass are generally accompanied by a degradation of the cell walls.
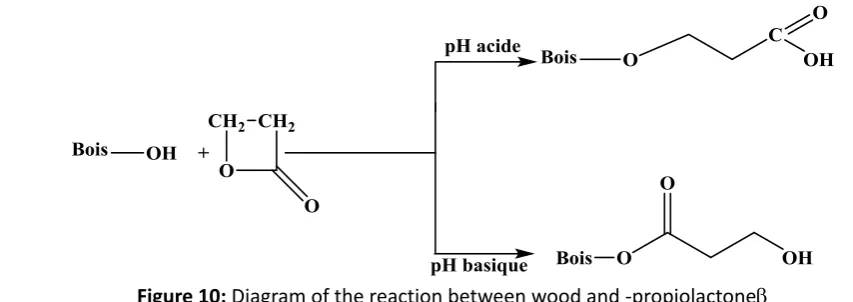
d) Reaction with the propiolactone
Figure 10: Diagram of the reaction between wood and -propiolactone There is no secondary product formed, but there may be a polymerization of β-propiolactone. e) Reaction of wood with vinyl acetate
The esterification method from enol esters was used so as to esterify the polysaccharides, especially starch and cellulose. The reaction from vinyl acetate (Figure 11) was mainly studied with its many industrial applications as a base product for the manufacture of polymers and copolymers, since the vinyl acetate is an excellent acylating agent for alcohols.
Figure 11: Chemical funcctionalization of wood from vinyl esters
3. The mechanical property of natural wood
Wood resistance varies with factors such as direction and duration of loading, density, moisture content, and natural gasoline and defects. Table 1 illustrates some natural properties of wood.
Table 1: The mechanical properties of some natural species studied *37+ Testing Oak Chataignie
r Ash Beech Larch cherry Poplar Average density at 12% (kg / m3) 710 620 720 680 600 610 460 Stability in service: M.S M.S M.S P. S M. S M. S M. S Tangential total linear shrinkage (%) 9,3 6,9 9,6 12,3 9,2 8,4 8,4 Radial total linear shrinkage: (%) 6 4,2 5,7 6 4,8 5,1 4,5 Volume shrinkage (%) 15,3 11,1 15,3 18,3 14 13,5 12,9 Axial compression rupture stress
(MPa) 58 46 51 58 53 49 33
Axial tensile rupture stress (MPa) 100 128 145 117 101 98 72 Parallel bending failure stress (MPa) 97 71 113 107 93 96 65 Flexural modulus of elasticity (MPa) 12500 8500 12900 14300 12500 12750 8800 Impact resistance (Nm / cm2): 6,2 5,7 7,7 10 6,2 nd 4,3 Brinell hardness parallel to fibers (N
/ mm2) 57 34 64 71 49 54 29
Brinell hardness perpendicular to
fibers (N / mm2) 32 19 34 28 22 29 12
3.1 The mechanical properties of acetylated wood
The mechanical properties of wood are influenced in various ways by acetylation because a research by *38+ showed that the compressive strength increased by 6-36% and the hardness increased by 22-31%. Flexural strength and flexural modulus E were not influenced while the shear strength was slightly reduced *39-42+. They also found that the flexural strength and the hardness of the Scots pine increased by 15 to 20%. This was always the case after long-term exposure to high relative humidity. Table 2 summarizes the results of the properties of the modified wood.
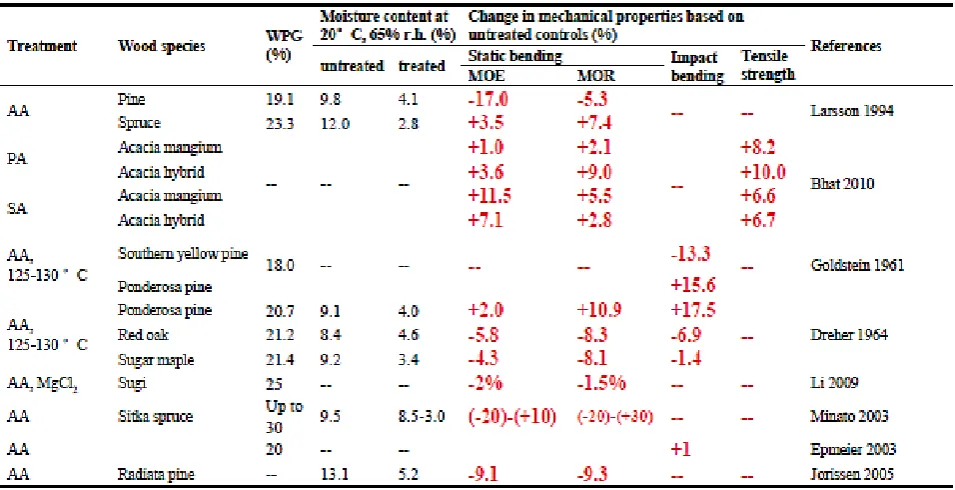
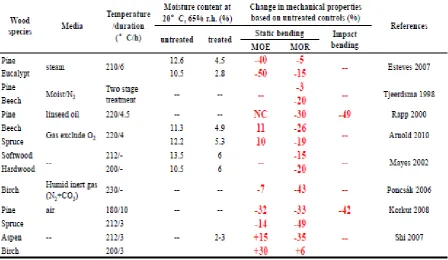
Table 2: The Mechanical properties of the chemically modified wood
AA: Acetic anhydride; AP: propenoic anhydride; SA: succinic anhydride,
According to Table 2, we notice that there are two competing effects which affect the mechanical properties of wood once acetylated. the Wood acetylation results in a decrease in equilibrium moisture content at a given relative humidity, resulting in a concomitant increase in tensile strength, MOR and MOE *43+. However, some degradation of Cell wall can also occur thanks to the application of heat over the extended periods and also to the generation of acetic acid by-product in the cell wall. For example LARSSON et al *44+ studied the mechanical properties of Acetyl Pine (Pinus sylvestris) and Spruce (Picea abies) finding that the MOR and MOE decreased by about 6% for pine, but increased by about 7% with spruce samples after acetylation.
3.2 Moisture content of the cell wall
When the wood is placed in an environment at a relative humidity and at a specified temperature (Figure 12), it therefore obtains a constant moisture content after a period of time which is known as the moisture content at equilibrium (EMC). This is stated on a dry basis as it is shown in the equation.
EMC
%
M
1
M
2
/
M
2
100
x
Figure 12:Sorption isotherms for unmodified acetylated pine (WPG 19.6%) and hexanoyl (WPG 19.5%) (reduced CEM calculated from data from Papadopoulos and Hill 2003) *45+
Figure 12 definitely shows the effect of wood modification with acetic or hexanoic anhydride on the EMCR onc it is compared to the unmodified wood and this shows very clearly the significant reduction in the EMCR, and also that such a reduction depends solely on the WPG and not on the OH substitution of the cell wall.
3.3 Adhesion to the surface of the modified wood
The adhesion to the surface of the wood depends on the surface energy of the modified wood and it is only with this physical effect that there is no more relation between the WPG and the wettability of the surface. This is shown in Table 3, where the contact angle between water and the surface of the wood modified with different anhydrides.
Table 3: The relation between the WPG and the surface wettability
Sample WPG (%) Contact angle (degrees)
Unmodified 0 45
Acetylated 24 98
Propionyl 4 108
Propionyl 8 117
Propionyl 11 123
According to a comprehensive study of the adhesives with acetylated wood which was performed by *46+ who studied the adhesive bond of yellow poplar acetylated, with eighteen different thermoplastic and thermosetting adhesives, it was found that the effectiveness of adhesives was examined by the determination of the shear strength (and wood breakage) of 6 mm thick bonded wood strips after conditioning at 27 ° C and 65% RH and after soaking in water.
3.4 The biological degradation
A more recent study investigated the decay of the modified hard pine with acetic or hexanoic anhydride, conclusively showing that it is WPG rather than OH that determines the degree of rot resistance (Figure 15).
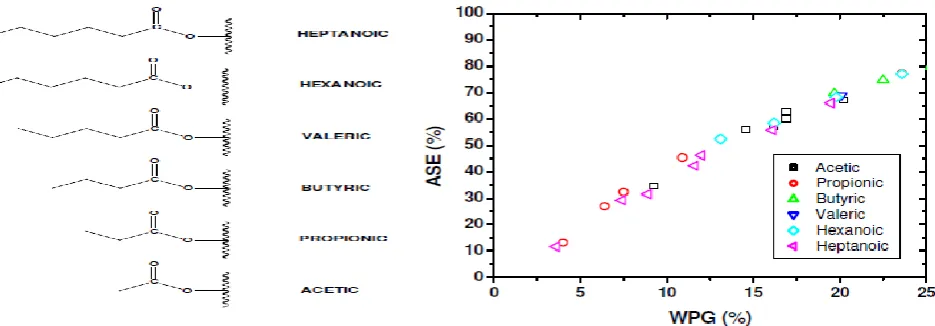
3.5 The dimensional stability
When the wood is acetylated, it is much less likely to shrink and swell in the presence of varying atmospheric conditions. The reason for this is simply explained by the fact that the cell wall is filled with chemically linked acetyl groups that occupy space in the cell membrane. As a result, the wood is already in an inflated state while the magnitude of which depends on the level of modification. There is very little residual swelling when the wood is soaked in water and this can be proven by reacting with a range of anhydrides whose structures are shown below in Figure. 16 and 17.
Figure 14: The relation between the saturation point of the fibers and the percentage gain in weight for the unmodified Corsican pines (black
squares) acetylated (red circles) and hexanoylés (black triangles).
Figure 13: Loss of mass of Corsican pine modified by anhydride exposed to
Coniophoraputeana
This conclusively shows that dimensional stability is produced by the swelling of the wood cell wall rather than by the number of substituted OH groups.
4. The advantages and the disadvantages of heat treatment
The chemical changes which are occurring during the heat treatment are accompanied by favorable changes for some of the physical properties of the wood.
Decrease in shrinkage and swelling (dimensional stability)
The wood becomes hydrophobic and has a lower water content
Better resistance to fungal attack
However, despite the advantages, some disadvantages can also appear:
Wood coloring may or may not be considered a disadvantage
Strong smell
Decrease in mechanical propertie
omogeneity of the treatment.
4.1 The different processes
The main heat treatments are currently encountered and their characteristics are described in Table 4.
Table 4: Some processes which are used in heat treatment of wood Process Temperature duration Atmosphere
THERMOWOOD 185 to 225°C 25 to 72 hours Steam of overheated water RETIFICATION 220 to 280°C 7 to 14 hours Nitrogen
PERDURE 180 to 240 °C 12 to 18 hours Recycled and burned gases BESSON 200°C 18 to 25 hours Recycled and burned gases WTT 140 to 210°C 12 to 24 hours Steam of overheated water IWT Moldrup 160 to 210°C 12 to 24 hours Steam of overheated water WDE MASPELL 110 to 220°C NC Absence O2 / Under depression PLATO 170 to 190°C 14 to 16 hours hours Water vapor
MENZ HOLZ 180 to 260°C 18 hours Oil
4.2 The characteristics of Wood after heat treatment
The thermally modified wood has certain characteristics at the level of molecular structure, and figure 18 illustrates the various modifications made during the heat treatment of wood.
Figure 18: Modifications of wood components after drying or heat treatment in wet conditions The thermally modified wood has
(Fig 18) indeed different characteristics of the wood in its natural state because the high temperature results in chemical modifications of its main constituents, such as hemicellulose and lignin.
4.3 Dimensional stability thanks to heat treatment
By acting on the hemicelluloses which are responsible for the hydrophilic properties of the wood, the heat treatment of the wood has the effect of reducing the sensitivity to the phenomena of loss or recovery of moisture. As it is illustrated in Fig 8, the wood will therefore have less tendency to swell or shrink according to the variations in the moisture content of the ambient air, thus ensuring a greater dimensional stability. In outdoor applications, equilibrium moisture content of thermally modified wood has been shown to remain significantly lower than that of untreated wood. some European studies show that thermally modified wood is 30-50% more stable than untreated wood. FP Innovations laboratory tests confirm that thermal modification of wood improves dimensional stability (Figure 19 and 20).
Figure 19: Tangential shrinkage and swelling values (Source: Carl Tremblay, FPInnovations)
Figure 20: The variations of the dimensions of the wood according to the humidity rate of the ambient air Withdrawal (Loss of humidity)
Figures 19 and 20 illustrate the change in millimeter dimension of unmodified and thermally modified jack pine planks to 190, 212 and 230 ° C depending on the ambient moisture content. The samples were all 150 mm wide initially, at a temperature of 21 ° C and a relative humidity of 65%. We notice that the untreated wood is more responsive to shrinking and swelling than the thermally modified wood when the ambient moisture content varies.
Figure 21: The change in dimensions according to treatment temperature and ambient air conditions
(Source: Carl Tremblay, FPInnovations)
4.4 Reduced mechanical resistance
The degradation of hemicelluloses and lignin as a result of the thermal modification of wood leads to the reduction of certain properties such as impact resistance and modulus of rupture (MOR). because the wood becomes brittle, it is not recommended to use it for structural elements in building structures. On the other hand, the heat treatment has no significant effect on its rigidity (modulus of elasticity - MOE) and on its hardness. Although it is not indicated for structural uses, thermally modified wood can be used as a siding, for floors or for terraces. Table 5 illustrates the comparison of mechanical properties between the treated and the untreated wood.
Table 5: Some mechanical properties of the treated and the untreated wood.
After heat treatment, the wood becomes more fragile *47-48+. For the thermal treatment carried out by the Plato process, a loss of solidity of the order of 5 to 18% was observed. During this process, strong stresses can
be exerted inside the wood due to the treatment carried out in three stages in which the wood is exposed to high temperatures and rapid evaporation of water *49+.
4.5 The quality control of the thermally modified wood
High temperature treatment changes the natural color of the wood depending on the species which is used and the temperature to which the wood is subjected during the treatment. therefore, its pigmentation becomes darker and takes on a varying hue of chocolate caramel. This coloration, which not only covers the surface, but also the center of the wood, is more pronounced for hardwood species than for conifers. The higher the treatment temperature, the darker the wood becomes.
(Source: CTBA (2002) High temperature treated wood Paris, France: Technical Center for Wood and Furniture)
4.6 Resistance to fungal degradation
In the natural state, the wood generally has sufficient resistance to fungal degradation to be used without treatment in many cases. Indeed, fungal degradation is formed only on wood with a moisture content greater than 20%. Since it makes the wood drier and less sensitive to moisture re-emergence due to hemicellulose degradation, high temperature treatment increases resistance to fungi and other pathogens, especially in the case naturally less resistant species. The improvement in the resistance to fungal degradation of thermally modified wood is also explained by the elimination of nutrients necessary for the microorganisms being treated. The resistance to fungal degradation of thermally modified wood depends on the treatment temperature. Studies show that the higher the temperature used for treatment, the more resistant the wood is to fungal degradation. Figure 22 shows the results of fungal degradation resistance measurements.
Figure 22: Fungal degradation according to the treatment temperature. (Source: Carl Tremblay,
One of the considerable advantages of heat treatment is the resistance of wood against mushroom attack *50-51+. The durability of treated woods at temperatures above 180 ° C increases considerably. For wood treated at 280 ° C, resistance to fungi is total, but the mechanical properties are very poor. The resistance to decay therefore depends on the temperature of the treatment. Chemical changes during heat treatment are a plausible hypothesis for improving the durability of wood. The fact that C. versicolor, capable of degrading lignin and wood polysaccharides, is unable to attack wood treated at 280 ° C, suggests that not only the degradation of hemicelluloses but also the chemical changes lignin that are involved in increasing the durability of wood *52+.
4.7 Global report
The global consequences of the transformations occurring during the heat treatment on the properties of the material can be noticed schematically in Figure 23.
Figure 23: The global assessment of the consequences of chemical modifications occurring during
heat treatment
4.7 Conclusion
This bibliographic analysis has made it possible to assess the various efforts which have been made in recent years by various researchers to try to shed light on all the phenomena which occur during the modification within the structure of wood components, especially cellulose, hemicellulose and lignin. There is currently a very large method of chemical functionalization of wood while respecting. However, research continues to develop new polymeric telomeres and resins that would yield much more interesting performances. Thus, with the current global concerns about respect for the environment and sustainable development.
REFERENCES
*1+Rowell, R. (1984). “The chemistry of solid wood”, Advances in chemistry series n° 207.American Chemical Society, New-York.
*2+Hon, D. N.-S. (1996). “Chemical modification of lignocellulosic materials”, New York: Marcel Dekker. *3+Hill, C. A. S. (2006). “Wood modification: Chemical, thermal and other processes”,
Chichester: John Wiley and Sons, Chichester, UK. Hill, C. A. S., & Jones, D. (1996). “The dimensional stabilisation *4+Evans, P. D. (2008). “Weathering and photo-protection of wood”, In: Schulz T, Militz H,
Freeman MH, Goodell B, Nicholas DD, editors. Development of wood preservative systems. Washington, DC: ACS; p. 98.
*5+Déglise, X. & Merlin, A. (1994). “Comportement photochimique du bois soumis à un rayonnement de type solaire”, Actualité Chimique, 7 (Suppl.) 156.
*6+Feist, W. C. (1988). “Weathering performance of finished southern pine plywood siding”, Forest Product Journal, 38, 22-28.
*7+Hon, D. N.-S. & Feist, W. (1992). “Hydroperoxydation in photoirradiated wood surfaces”, Wood and fiber science, 24 (4), 448-455.
“Attempt to protect wood colour against UV/visible light by using antioxidants bearing
isocyanate groups and grafted to the material with microwave”, Holzforschung, 51(6),511–518.
*9+Evans, P. D., Michell, A. J., Schmalzl, K. J. (1992).“Studies of the degradation and protection of wood surfaces”, Wood Science Technology, 26(2), 151–163.
*10+Hansmann, C., Schwanninger, M., Stefke, B., Hinterstoisser, B., Gindl, W. (2004).“UVmicroscopic analysis of acetylated spruce and birch cell walls”, Holzforschung, 58(5), 483–488.
*11+Stamm, A. J. & Tarkow, H. (1947). “Dimensional stabilization of wood”, Journal of physics Colloid Chemistry, 51, 493-505.
*12+Tarkow, H. (1959). “A new approach to the acetylation of wood”, Office Report, Forest Products Laboratory, USDA, Forest Service.
*13+Rowell, R.M. & Gutzmer, D.I. (1975). “Chemical modification of wood: reactions of alkylene oxides with southern yellow pine”, Wood Science, 7(3), 240–246.
*14+Rowell, R. M. (2005). “Chemical Modification of Wood”, in Handbook of Wood Chemistry and Wood Composites, p 381, edited by Rowell.
*15a +Arni, P.C., Gray, J.D., Scougall, R.K. (1961a). “Chemical modification of wood. I. Use of trifluoroacetic acid in the esterification of wood by carboxylic acids”, Journal ofApplied Chemistry, 11, 157–163.
*15b+Arni, P.C., Gray, J.D., Scougall, R.K. (1961b). “Chemical modification of wood. II. Use of trifluoroacetic acid as catalyst for the acetylation of wood”, Journal of AppliedChemistry, 11, 163–170.
*16+Risi, J. & Arseneau, D. F. (1957a). “Dimensional stabilization of wood. I. Acetylation”, Forest Products Journal, 7(6), 210–213.
*17+Rowell, R.M.; Tillman, A.-M., Simonson, R. (1986). “A simplified procedure for the acetylation of hardwood and softwood flakes for flakeboard production”, Journal ofWood Chemisty and Technology, 6(3), 427–448. *18+Hill, C.A.S., Jones, D., Strickland, G., Çetin, N.S. (1998). “Kinetic and mechanistic aspects of the acetylation of wood with acetic anhydride”, Holzforschung, 52(6), 623–629.
*19+Larson, Brelid, P. (2002). “The influence of post-treatments on acetyl content for removal of chemicals after acetylation”, Holz als Roh- und Werkstoff, 60, 92-95.
*20+Simonson, R. & Rowell, R.M. (2000). “A new process for the continuous acetylation of lignocellulosic fiber. In: Proceedings of the 5th Pacific Rim Bio-Based Composites Symposium”, Canberra, Australia, pp. 190–196. *21+Suida, H. (1930). “Acetylating wood”, Austrian Patent 122,499.
*22+Shiraishi, N., Matsunaga T., Yokota T., (1979). “Preparation of higher aliphatic acid esters of wood in an N2O4-DMF cellulose solvent medium”, Journal of Applied PolymerScience, 24, 2347-2359.
*23+ Nakagami, T., Amimoto, H., Yokata, T. (1974). “Esterification of wood with unsaturated carboxylic acids. I. Preparation of several wood esters by the TFAA method”, Bulletin, Kyoto University Forests No. 46, 217–224. *24+Wendler, S.L. & Frazier, C. (1996). “The effect of cure temperature and time on the isocyanatewood adhesive bondline by 15N CP-MAS”, International Journal of Adhesionand Adhesives, 16, 179-186.
*25+Baird, B. R. (1969). “Dimensional stabilization of wood by vapor phase chemical treatments”, Wood and Fiber, 1(1), 54–63.
*26+Clermont, L.P. & Bender, F. (1957). “Effect of swelling agents and catalysts on acetylation of wood”, Forest Products Journal, 7(5), 167–170.
*27+ Williams, F.C., Hale, M.D. (2003). “The resistance of wood chemically modified with isocyanates: the role of moisture content in decay suppression”, InternationalBiodeterioration and Biodegradation, 52, 215-221. *28+Lutomski, K. (1975). “Resistance of beechwood modified with styrene, methyl methacrylate and diisocyanates against the action of fungi”, Material und Organismen, 10(4), 255–262.
*29+Kenaga, D.L. & Sproull, R.C. (1951). “Further experiments on dimensional stabilization of wood by allylation”, Journal Forest Products Research Society, 1, 28–32.
*30+McMillin, C.W. (1963). “Dimensional stabilization with polymerizable vapor of ethyleneoxide”, Forest Products Journal, 13(2), 56–61.
*31+Liu, C. & McMillin, C.W. (1965). “Treatment of wood with ethylene oxide gas and propylene oxide gas”, U.S. Patent 3,183,114.
*32+Barnes, H.M., Choong, E.T. and McIlhenny, R.C. (1969). “An evaluation of several vapor
phase chemical treatments for dimensional stabilisation of wood”, Forest Products Journal, 19(3), 35–39. *33+Rowell, R.M. & Ellis, W.D. (1984). “Effects of moisture on the chemical modification of
wood with epoxides and isocyanates”, Wood and Fiber Science, 16(2), 257–267.
*34+Rowell, R.M., Gutzmer, D.I., Sachs, I.B., Kinney, R.E. (1976). “Effects of alkylene oxide treatments on dimensional stability of wood”, Wood Science, 9(1), 51–54.
*36+Goldstein, I.S., Dreher, W.A., and Jeroski, E.B. (1959). “Wood processing inhibition against swelling and decay” Industrial Engineering Chemistry, 5(10), 1313–1317.
*37+ (http://www.atomer.fr/1/Proprietes-mecaniques-des-essences-de-bois.html)
*38+Dreher, W.A., Goldstein, I.S. and Cramer, G.R. 1964: Mechanical properties of acetylated wood. Forest Products Journal 14(2): 66-68.
*39+Akitsu, H., Norimoto, M., Morooka, T. and Rowell, R.M. 1993. Effect of humidity on vibrational properties of chemically modified wood. Wood and Fiber Science 25(3): 250-260.
*40+Goldstein, I.S., Jeroski, E.B.; Lund, A.E., Nielson, J.F. and Weaver, J.W. 1961. Acetylation of wood in lumber thickness. Forest Products Journal 11(8):363-370.
*41+Larsson, P. and Tillman, A.M. 1989. Acetylation of lignocellulosic materials. The International Research Group on Wood Preservation. Document no. IRG/WP/3516.
*42+ Hillis, W.E. 1984. High temperature and chemical effects on wood stability. Wood Sci. Technol. 18, 281-29 *43+DINWOODIE, J.M. 2000. Timber: Its nature and behaviour. E. and F.N. Spon, London, UK,2nd Edition. *44+LARSSON, P., AND SIMONSON, R. 1994. A study of the strength, hardness and
deformation of acetylated Scandinavian softwoods. Holz als Roh- und Werkstoff, 52(2), 83-86.
*45+PAPADOPOULOS, A.N. and HILL, C.A.S. 2003. The sorption of water vapour by anhydridemodified softwood. Wood Science and Technology, 37(3-4), 221-231
*46+VICK.B. and ROWELL, R.M. 1990. Adhesive bonding of acetylated wood. InternationalJournal of Adhesion and Adhesives, 10(4), 263-27
*47+Yildiz S. (2002). Physical, mechanical technologie and chemical properties of beech and spruce wood treated by heating. Ph. D. dissertation, Karadeniz Technical University, Trabzon, Turkey
*48+Mburu F., Dumarçay S., Bocquet J.F., Petrissans M. and Gérardin P. (2008). Effect of chemical modifications caused by heat treatment on mechanical properties of Grevillea robusta wood. Polymer Degradation and Stability 93, 401-405
*49+Militz H. (2002). Thermal treatment of wood European process and theirbackground. International Research Group on wood preservation. Document n°IRG/WP 02-40241
*50+Kamdem P., Pizzi A., Guyonnet R. and Jermannaud A. (1999). Durability of heat treated wood. International Research Group on wood preservation. Document n° IRG/WP 99-40145
*51+Tjeerdsma B.F., Stevens M and Militz H. ( 2000 ). Durability aspects of (hydro)thermal treated wood. International Research Group on wood preservation. Document n° IRG/WP 00-40160
*52+Hakkou M., Pétrissans M., Zoulalian A. and Gérardin P. (2005b). Investigation of Wood Wettability Changes during Heat Treatment on the Basis of Chemical Analysis. Polymer Degradation and Stability 89 (1), 165