Effect of Copper on Tensile Properties and Grain-Refinement
of Steel and its Relation to Precipitation Behavior
Setuo Takaki
1, Masaaki Fujioka
2, Shuji Aihara
2, Yasunobu Nagataki
3, Takako Yamashita
3,
Naoyuki Sano
4, Yoshitaka Adachi
4;*, Masahiro Nomura
5and Hiroshi Yaguchi
51The Ferrous Nano-Metal Consortium, JRCM, Department of Materials Science and Engineering,
Kyushu Universty, Fukuoka 812-8581, Japan
2The Ferrous Nano-Metal Consortium, JRCM, Steel Research Laboratories, Nippon Steel Corporation, Futtsu 293-8511, Japan 3The Ferrous Nano-Metal Consortium, JRCM, Steel Research Laboratory, JFE Steel Corporation, Fukuyama 721-8510, Japan 4The Ferrous Nano-Metal Consortium, JRCM, Corporate Research & Development Laboratories,
Sumitomo Metal Industries, Ltd., Amagasaki 660-0891, Japan
5The Ferrous Nano-Metal Consortium, JRCM, Material Research Laboratory, Kobe Steel Ltd., Kobe 651-2271, Japan
Progress of Ferrous Nano-Metal Project is introduced in the present paper. In the project, maximum use of copper clusters and precipitates is pursued for achieving better strength-ductility balance than that of conventional high-tensile strength steels. Fundamental aspect of clustering and precipitation of Cu in Fe-Cu alloys was studied using Optical Tomographic Atom-Probe (OTAP). It was found that Cu precipitation during aging was enhanced by plastic deformation. The observed Cu precipitation behavior was well related to the age-hardening behavior, that is, aging started at lower temperature and maximum hardness was higher for plastically deformed and aged ferrite. Aging behavior and associated tensile properties were further examined for C-Mn-Cu martensitic steel. Higher value of tensile strength times elongation was achieved in Fe-C-Mn-Cu steel than Fe-C-Mn steel. Finally, effect of Cu precipitation on grain-refinement of ferrite was studied for Fe-Fe-C-Mn-Cu steel. Ferrite grain smaller than 1mmwas obtained in both processes of strain-assisted ferrite transformation from heavily deformed austenite and dynamic recrystallization of heavily deformed ferrite. Ferrite grain size was found to decrease by addition of Cu at the both processes. It was suggested that a simple additivity rule does not hold in terms of the strengthening by grain-refinement and that by precipitation, especially at grain-size range less than 1mm.
(Received January 14, 2004; Accepted March 10, 2004)
Keywords: copper, precipitation, cluster, grain-refinement, strength, ductility, atom-probe
1. Introduction
Precipitation of Cu in iron and steel is a well-known phenomenon and it might have a potential to achieve better strength-ductility balance than conventional high-strength steels because of a different nature of Cu precipitates from other precipitates like carbides and nitrides. On the other hand, strengthening by grain-refinement might be another attractive way of increasing strength.
Precipitation behavior of Cu in iron during aging was studied in the 1960’s by Hornbogen et al.1–3) and relation
between the sequence of cluster, precipitation, coarsening and tensile property was discussed. In 1970’ to 1990’s, detailed behavior of Cu clustering and precipitation was studied using HR-TEM, FIM-Atom Probe and other instru-ments.4–9)Early stage of Cu cluster and subsequent stages of precipitation of BCC, transition to 9R and FCC were studied in detail. Influences of dislocation and third alloy element were also studied. Cu precipitation behavior and its relation to mechanical properties in ultra-low carbon steel were extensively studied.10–12)
On the other hand, grain refinement of ferrite has been sought by many studies. Yadaet al.first proposed a concept of dynamic transformation of ferrite during deformation of austenite.13)Fujiokaet al.extended this concept to ultra-grain
refinement down to 1mm in the Ferrous Super-Metal Project.14) In the same project, Adachi et al. found a new
ultra-grain refinement process, in which ferrite of 1mmwas
formed from super-cooled and heavily deformed austenite at bainite transformation temperature range of 800 K.15)Similar process was developed by Torizuka et al. in the STX-21 project.16) Grain-refinement using recrsytallization of mar-tensite, bainite and ferrite were studied.17–20)Ulrta-fine ferrite
of 1mm was obtained by heavy warm deformation of ferrite.14,21) Mechanisms of ferrite recrystallization and
grain-refinement was studied in detail.22) Ferrite
grain-refinement using dynamic recrystallization of austenite was also studied.23) Reverse transformation and reversion of
multiple transformation are also effective ways for grain-refinement.24,25) Martensite with prior austenite grain of
smaller than 1mm was obtained in Fe-C-Mn-Ni steel by heavy warm deformation followed by deformation heating and cooling process.26)Concepts of ultra-grain refinement are summarized in Ref. 27). From the above studies, it is understood that carbide and nitride particles play an important role in the grain-refinement process through controlling recrystallization and grain-growth process-es.14,15,27) It may be possible for Cu to precipitate more
finely than carbides or nitrides, like Nb(C,N), and to bring about finer grain-sizes. At the same time, strengthening by Cu clusters and precipitates could be utilized.
Although, many studies have been conducted for under-standing the behavior of clustering and precipitation of Cu in iron and steel and its relation to the mechanical properties, thorough understanding is necessary, especially aging phe-nomena of Cu added steel with dislocations which could be introduced either by plastic deformation or martensitic transformation. Furthermore, better mechanical properties
*Present address: National Institute for Materials Science.
by a combination of Cu precipitation hardening and grain-refinement might be expected. From these viewpoints, studies in the Ferrous Nano-Metal Project started in 2001. In the present paper, outline of the research results in the project is introduced.
2. Cu Age-hardening Behavior in Fe-Cu Ferrite and Fe-C-Mn-Cu Martensite
2.1 Experimental procedures 2.1.1 Fe-Cu ferrite
Effect of prestraining was studied using practically pure iron with Cu addition. Table 1 shows chemical composition of the tested steel. Vacuum melted ingot was heated at 1150C and hot-rolled to 4 mm thickness. The sheets were then cold-rolled to 1 mm thickness, solution treated at 830C for 10 min and water-cooled. The sheets were then aged at 300 to 650C for 20 min. Some sheets were 10% tensile
strained prior to the aging treatment.
Vickers hardness was measured with indentation load of 9.8N. Precipitation behavior was observed by Optical Tomo-graphic Atom-Probe (OTAP). Dislocation density was estimated from X-ray diffraction half band width measure-ment.
2.1.2 Fe-C-Mn-Cu martensite
Vacuum melt ingots with Fe-C-Mn-(0 to 4 mass%)Cu were prepared. Table 2 shows chemical compositions. The ingots were heated to 1050C, hot rolled and then air-cooled.
The 3 mm thick steel sheets were then solution-treated at 950C for 30 min and water-cooled. At this stage, full martensitic microstructure was obtained. The sheets were then aged at 200 to 550C for 1 to 360 min. Hardness
measurement and Cu precipitaion observation were made with the same way as 2.1.1.
Some of the as-quenched and tempered Cu free and 4 mass%Cu steels were subjected to tensile tests. Specimens were in accordance with JIS standard Z2001 13B.
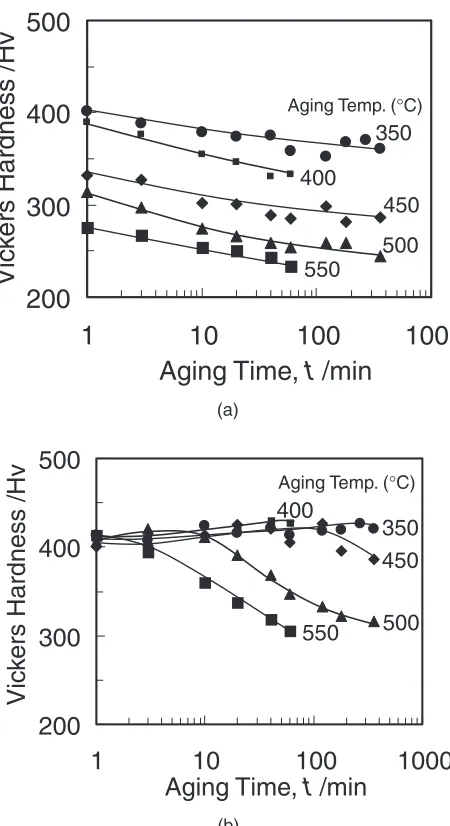
[image:2.595.325.526.74.262.2]2.2 Results 2.2.1 Fe-Cu ferrite
Figure 1 shows hardness changes of the aged 1.5 mass% Cu steel. For steel without prestrain, maximum hardness was obtained at aging temperature of 550 to 650 deg.C. It is interesting to note that hardness began to increase at aging temperature of as low as 300C for the prestrained sample. The steel also showed slightly higher maximum hardness at
peak age condition than the non-prestrained steel. It was also found that dislocation density of the prestrained sample remained high even after aging (47109cm 2, as com-pared with9109cm 2 for as-prestrained steel).
Figure 2 shows a comparison of Cu atom distributions in the non-prestrained and prestrained 1.5 mass%Cu steel aged at 300C for 20 min. While no Cu cluster or precipitates was
observed in the non-prestrained steel, Cu clusters of 0.7 to 1.2 nm were observed in the prestrained steel. Distribution of Cu clusters in the steel aged at 500C for 20 min did not differ
considerably between the non-prestrained and strained steels. However, the clusters tended to distribute coarsely in the non-prestrained steel.
2.2.2 Fe-C-Mn-Cu martensite
Figures 3(a) and (b) show the effect of aging temperature and time on hardness in Cu free and 4 mass%Cu steel, respectively. Figure 4 shows the effect of aging temperature and time on hardness difference between 4 mass%Cu steel
Table 1 Chemical composition of 1.5 mass%Cu steel (mass%).
C Si Mn P Cu Al N
[image:2.595.309.538.80.511.2]1.5%Cu 0.007 0.005 0.01 0.001 1.5 0.004 0.0007
Table 2 Chemical composition of Cu free and Cu added steels (mass%).
C Si Mn P S Cu Al N
0%Cu 0.19 0.01 1.51 0.001 0.001 — 0.047 0.0014 1%Cu 0.19 0.01 1.49 0.001 0.001 1.01 0.042 0.0014 2%Cu 0.19 0.01 1.50 0.001 0.001 2.03 0.043 0.0015 4%Cu 0.19 0.01 1.48 0.001 0.001 3.95 0.044 0.0014
0
50
100
150
200
250
300 400 500 600 700
Aging Temperature, t /
°
C
Vic
k
ers Hardness /Hv
with prestrain without prestrain
as solution
treated
Fig. 1 Aging behavior of 1.5 mass%Cu steel.
[image:2.595.43.293.84.112.2] [image:2.595.46.291.154.220.2] [image:2.595.310.540.300.510.2]and Cu free steel, where Hv is a hardness difference between the both steels under the same aging condition. Peak aging time was shorter at higher aging temperature. Figure 5 shows the effect of aging temperature and Cu content on maximum hardness difference between Cu added steel and Cu free steel, Hv-max. While Hv-max was almost constant at aging temperature of 450C and higher, it
decreased with decreasing aging temperature at aging temperature range lower than 400C. Figure 6 shows
distribution of Cu atoms in the 4 mass%Cu steel aged at 450C for 20 min. Cluster size was 1 to 4 nm. While smaller
clusters were spherical, larger ones were ellipsoidal. Besides, carbide particle was observed in the Cu free steel aged at 250C for 60 min. Concentration of carbon in the carbide was
approximately 20 at%. Therefore, it was presumed to be cementite.
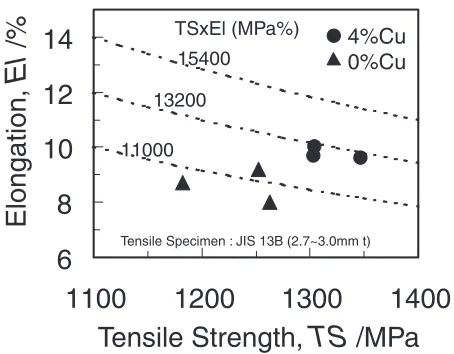
Figure 7 shows tensile strength (TS) -elongation (El) plots for the tempered martensitic steels. Lines of iso-TS (MPa)
El (%) are also indicated in the figure. Higher value of TS
El, 1.2 times that of the Cu free tempered martensite, was achieved for 4 mass%Cu steel with low aging temperature.
2.3 Discussions
The peak age of the Fe-1.5 mass%Cu steel was obtained at aging temperature of 500 to 550C, which is consistent with the earlier study, e.g. Ref. 1). A striking effect of the
200
300
400
500
1
10
100
1000
Aging Time,
t
/min
Vic
k
ers Hardness /Hv
Aging Temp. (°C)
350
400
450
500
550
(a)
200
300
400
500
1
10
100
1000
Aging Time,
t
/min
Vic
k
ers Hardness /Hv
Aging Temp. (°C)
350
400
450
500
550
(b)
Fig. 3 Effect of aging temperature and time on hardness, (a) Cu free steel, (b) 4 mass%Cu steel.
0
40
80
120
160
1
10
100
1000
Aging Time, t /min
Hardness Diff
erence
∆
Hv
/Hv
Aging Temp. (°C)
350
400
450
500
550
Fig. 4 Effect of aging temperature and time on hardness difference between Cu free and 4 mass%Cu steel.
0
40
80
120
160
300
400
500
600
Aging Time,
t
/min
Maxim
um Hardness
Diff
erence
∆
Hv
−
max
/Hv
1%Cu 2%Cu 4%Cu
Fig. 5 Effects of aging temperature and Cu content on maximum hardness difference between Cu free and Cu added steel.
[image:3.595.55.280.70.483.2] [image:3.595.315.538.76.255.2] [image:3.595.309.542.306.484.2] [image:3.595.310.541.540.689.2]dislocation introduced before aging was confirmed. The fact that hardness of the prestrained sample began to increase at aging temperature of 300C corresponded to the result of the
OTAP observations, that is, Cu clusters were found at this aging temperature, while no clusters were found in the non-prestrained sample. However, the hardness increase was only 20 Hv. This might be because the size and number density of the clusters were lower than those of the peak age condition. At peak age, clusters tended to grow homogeneously in the prestrained sample, while relatively large clusters tended to coarsen in the non-prestrained sample. Reason to the slightly higher hardness at peak age condition might be due to more homogeneous distribution of Cu clusters in the prestrained sample. Role of dislocation on Cu clustering and growth has not been well established. However, enhancement of Cu atom diffusion by the pipe diffusion mechanism might be a possible reason. It should be noted that transition of crystallographic structure of Cu cluster and its relation to the hardening behavior have not been clarified. Further studies are necessary.
Reason why carbides were not observed in the Cu added and aged sample might be because the sampling volume in the OTAP was too small to sample carbides, which might be much coarser than the Cu clusters. In any case, Cu clusters are presumed to play a major role in the strengthening by aging. This presumption might be supported by the fact that higher TSEl value was obtained in Cu added steel than Cu free steel: Cu clusters might contribute to strengthening without deteriorating ductility because Cu clusters are softer than carbides.
3. Enhancement of Grain-refinement by Cu
3.1 Experimantal procedures
3.1.1 Grain-refinement of Fe-C-Mn-Cu steel by ferrite recrystallization
Effect of Cu on grain-refinement through heavy deforma-tion of ferrite and recrystallizadeforma-tion 14,21)was studied, using Thermecmaster-Z. Steels whose chemical compositions are shown in Table 3 were prepared by vacuum melting. Cylindrical samples of 8 mm diameter and 12 mm length
were preliminarily heated to 1000 deg.C and helium gas quenched. The samples with initial microstructure of mar-tensite were pre-aged at 600C for 100 s to 3.6 ks and then
directly heated to 700C and compressively deformed, with
true strain of 1.5 (reduction: 78%), followed by helium gas quenching.
Grain size was measured from SEM micrographs. Vickers hardness was measured with the standard method, see 2.1.1. 3.1.2 Grain-refinement of Fe-C-Mn-Cu steel by ferrite
strain-assisted low temperature transformation Effect of Cu on grain-refinement through heavy deforma-tion of meta-stable austenite followed by austenite to ferrite transformation15,21) was studied, using Thermecmaster-Z. The steels were prepared by vacuum melting. Chemical compositions are shown in Table 4. Samples of the same shape and size as 3.1.1 were heated to 1000C and held for
300 s, cooled down to 570 or 750C with cooling rate of
50C/s, compressively deformed at this temperature with
true strain of 1.2 (reduction: 70%), and then transformed by continuous cooling of 50C/s. The samples were
subse-quently age-treated at 500C for 10 min to 24 h. Other
samples were continuously cooled from 1000C with cooling
rate of 1C/s, followed by the same age-treatment. In this
case, deformation was not applied.
Grain size and Vickers hardness were measured as 3.1.1.
3.2 Results
3.2.1 Grain-refinement of Fe-C-Mn-Cu steel by ferrite recrystallization
Figure 8 shows grain size dependency on pre-aging time and Cu content. Although, grain size was almost the same between 0.2 mass%Cu steel and 1.0 mass%Cu steel at aging time of 100 s, the 1.0 mass%Cu steel exhibited finer grain, 0.6mm at longer aging time. This is compared with 0.2 mass%Cu steel, which exhibited almost constant grain size, irrespective of the aging time. Figure 9 shows hardness changes with pre-aging time and Cu content. While 0.2 mass%Cu steel showed low and almost constant hard-ness, 1.0 mass%Cu steel exhibited higher hardness and even showed peak aging phenomenon.
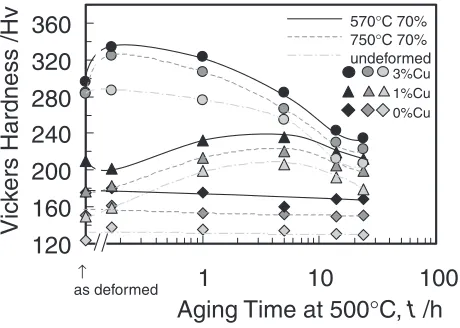
3.2.2 Grain-refinement of Fe-C-Mn-Cu steel by ferrite strain-assisted low temperature transformation Figure 10 shows effects of Cu content, deformation and aging conditions on hardness. Hardness was increased by applying deformation and by lowering deformation
temper-6
8
10
12
14
1100
1200
1300
1400
Tensile Strength,
TS
/MPa
Elongation,
El
/%
4%Cu
0%Cu
Tensile Specimen : JIS 13B (2.7~3.0mm t) TSxEl (MPa%)
15400
13200
11000
[image:4.595.56.283.70.247.2]Fig. 7 Tensile strength-elongation balance of Cu free and 4 mass%Cu steel.
[image:4.595.305.549.84.137.2]Table 3 Chemical composition of Cu free and Cu added steels (mass%). C Si Mn P S Cu Al N 0.2%Cu 0.10 0.20 1.49 0.01 0.0005 0.20 0.009 0.0030 0.5%Cu 0.10 0.20 1.49 0.01 0.0005 0.50 0.009 0.0030 1.0%Cu 0.10 0.20 1.49 0.01 0.0005 1.0 0.009 0.0030
Table 4 Chemical composition of Cu free and Cu added steels (mass%).
C Si Mn P S Cu Al
0%Cu 0.19 <0:01 0.84 <0:001 <0:001 — 0.001 1%Cu 0.18 <0:01 0.84 0.001 <0:001 1.01 <0:001
[image:4.595.306.548.175.229.2]ature. It was also found that hardness increased with increasing Cu content. Aging time at maximum hardness depended on Cu content but not on deformation temperature, suggesting no dependency on grain size. Precipitates of Cu with a size of 10 nm and less were identified by HR-TEM
observations. It is noted that the grain size of 3 mass%Cu steel (70% deformed at 570C) at maximum hardness, higher
than 330 Hv, was 0.9mm. This value was smaller than that of the Cu free steel with the same deformation condition, 2.0mm, indicating beneficial effect of Cu for grain-refine-ment.
3.3 Discussions
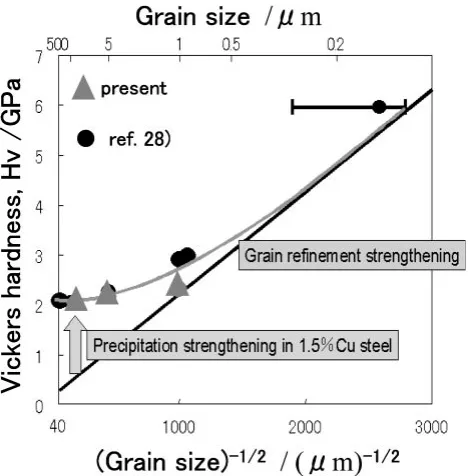
It was confirmed that grain size of the pre-aged and heavily deformed ferrite of Cu added steel changed with pre-aging time. This result suggests that Cu precipitation took place during the aging along with recovery of the initial structure of martensite and the precipitates promoted grain-refinement during dynamic-continuous recovery of heavily deformed ferrite. It is noted that amount of Cu precipitation in equilibrium is estimated as 0.75 mass% at this aging temper-ature. This might support the above idea. Mechanism of the grain-refinement by Cu precipitation is not known. However, it might be presumed that deformation band formed by plastic deformation becomes finer due to precipitate-dislo-cation interaction and recrystallized grain becomes finer. It must further be noted that 1.0 mass%Cu steel had higher hardness than lower Cu added steels at aging time of 100 s, where grain size was almost the same between these steels. This fact might suggest that Cu precipitation had an effect on strengthening of heavily deformed and recrystallized ferrite. Hardness of fine ferrite transformed from heavily de-formed austenite by strain-assisted low temperature trans-formation,15,21)followed by aging treatment was higher with higher Cu content, lower deformation temperature in austen-ite. Peak age phenomenon was also confirmed. These results might indicate that hardness of the present samples was influenced by grain size and precipitation hardening, along with a change in the microstructure before aging, i.e. ferrite-pearlite for Cu free steel to ferrite-martensite for high Cu added steel. Figure 11 shows dependence of hardness on inverse square-root of ferrite grain size for 1.0 mass%Cu steel. The figure includes data from ultra fine-grained steels (1.5 mass%Cu) produced by mechanical milling.28)Solid line
is an extrapolation from grain-size dependence of commer-cial pure iron. This figure might suggest that a simple additivity rule for strengthening by grain-refinement, as represented by the Hall-Petch relation, and that by precip-itation does not hold, especially at grain-size range less than 1mm. Reason for the present result is not well understood. But, the locking parameter of the Hall-Petch relation might be decreased in the case of precipitation hardened ferrite, or strength might be determined by the stronger factor of the two. Further studied should be necessary regarding the strengthening mechanism of precipitation hardened ultra-fine grained steels.
4. Conclusions
(1) It was found from Optical Tomographic Atom-Probe analysis that Cu clustered and precipitated more finely in deformed ferrite than in simple ferrite. Earlier and higher age-hardening behavior was also found in the deformed samples. Distribution of Cu particles and hardening behavior was well related.
0
0.4
0.8
1.2
0
1000
2000
3000
4000
Pre
−
Aging Time, t /s
A
v
er
age Gr
ain
−
S
ize,
D
/
m
0.2%Cu
1.0%Cu
µ
Fig. 8 Change in grain-size with pre-aging time.
160
180
200
220
240
0
1000
2000
3000
4000
Pre
−
Aging Time, t /s
Vic
k
ers Hardness /Hv
0.2%Cu
0.5%Cu
1.0%Cu
Fig. 9 Change in hardness with pre-aging time and Cu content.
120
160
200
240
280
320
360
1
10
100
Aging Time at 500
°
C,
t
/h
Vic
k
ers Hardness /Hv
as deformed
570°C 70% 750°C 70% undeformed
3%Cu 1%Cu 0%Cu
[image:5.595.58.282.70.247.2]↑
[image:5.595.56.283.297.468.2] [image:5.595.55.285.516.680.2](2) Martensite-transformed and aged Cu added steel was found to exhibit better strength-ductility balance than conventional Cu free quenched and tempered marten-sitic steel.
(3) It was found that Cu added C-Mn steel exhibited finer ferrite grain-sizes, less than 1mm, than C-Mn steel both in the process of heavy deformation in austenite region followed by transformation and in that of heavy deformation in ferrite region followed by dynamic recrystallization. It was supposed that finely dispersed Cu precipitates promoted grain-refinement.
(4) It was found that a simple additivity rule for strength did not apply when precipitation strengthening was super-imposed to strengthening by grain refinement in the grain-size range less than 1mm.
Acknowledgements
The present study was conducted in the Ferrous Nano-Metal Project, sponsored by NEDO. The authors express their thanks to all the project members for their contributions
to the present study. It should be noted that the project has been running with a linkage to the theoretical and numerical analysis group, leader Prof. Enomoto, Ibaragi University. Their contribution should also be acknowledged.
REFERENCES
1) E. Hornbogen and R. C. Glenn: Trans. Metall. AIME218(1960) 1064– 1070.
2) E. Hornbogen: Acta Metall.10(1962) 525–533. 3) E. Hornbogen: Trans. ASM57(1964) 120–132.
4) S. R. Goodman, S. S. Brenner and J. R. Low, Jr.: Metall. Trans.4Oct. (1973) 2363–2369.
5) S. R. Goodman, S. S. Brenner and J. R. Low, Jr.: Metall. Trans.4Oct. (1973) 2371–2378.
6) P. J. Othen, M. L. Jenkins and G. D. W. Smith: Philos. Mag. A70
(1994) 1–24.
7) K. Osamura, H. Okuda, K. Asano, M. Furusawa, K. Kishida, F. Kurosawa and R. Uemori: ISIJ Int.34(1994) 346–354.
8) N. Sano and Y. Maehara: J. Japan Inst. Metals60(1996) 261–268. 9) N. Maruyama, M. Sugiyama, T. Hara and H. Tamehiro: Mater. Trans.,
JIM40(1999) 268–277.
10) K. Kishida: Tetsu-to-Hagane76(1990) 759–766.
11) R. Onodeara and N. Mizui: Tetsu-to-Hagane79(1993) 671–677. 12) M. Morita, K. Sato and Y. Hosoya: Tetsu-to-Hagane80(1994) 48–53. 13) H. Yada, T. Matsumura and T. Senuma: Proc. Int. Conf. Physical Metallurgy of Themomechanical Processing of Steels and Other Metals, Thermec 88, (ISIJ, 1988) 200–207.
14) M. Fujioka, Y. Hagiwara and Y. Abe: Proc. Proc. 49th meeting Japan Soc. Tec. Plasticity, Nov. 1998, 19–20.
15) Y. Adachi, T. Tomita and S. Hinotani: Tetsu-to-Hagane85(1999) 620– 627.
16) S. Torizuka, O. Umezawa, K. Tsuzaki and K. Nagai: Proc. Int. Conf. Solid-Solid Phase Transformation, (JIM, 1999) 1533–1599, JIM. 17) T. Maki, H. Morimoto and I. Tamura: Tetsu-to-Hagane65(1979) 1599. 18) N. Shikanai, T. Honda and T. Sanpei: ISIJ report, 1991, 41. 19) T. Ishikawa, H. Mabuchi, T. Hasegwa, Y. Nomiyama and A. Yoshie:
Tetsu-to-Hagane85(1999) 544.
20) N. Tsuji, Y. Matsubara, H. Saito and T. Maki: J. Japn Inst. Metals62
(1998) 967.
21) T. Hayashi, S. Torizuka, T. Mitsui, K. Tsuzaki and K. Nagai: Proc. 47th meeting Japan Society for Heat Treatment, 1998, 35.
22) H. Sakai, A. Belyakov and H. Miura: CAMP-ISIJ14(2001) 470–473. 23) E. Yasuhara, K. Sakata, O. Furukimi, F. Kosumi and I. Hishinuma:
Materia Japan40(2001) 82–84.
24) M. Ameyama, N. Matsumura and M. Tokizane: J. Japan Japan Society for Heat Treatment28(1988) 233.
25) S. Takakiet al.: Tetsu-to-Hagane80(1994) N530.
26) T. Yokota, T. Shiraga, K. Sato, M. Niikura and T. Maki: Tetsu-to-Hagane86(2000) 479–484.
27) M. Niikura, M. Fujioka, Y. Adachi, A. Matsukura, T. Yokota, Y. Shirota and Y. Hagiwara: J. Mater. Process. Tech.117(2001) 341–346. 28) H. Hidaka and S. Takaki: Ferrous Nano-Metal Project report, Mar.
[image:6.595.52.286.71.309.2]2003, JRCM. Fig. 11 Hardness change as a function of ferrite grain size in Cu