Using Severe Plastic Deformation for the Processing
of Advanced Engineering Materials
Roberto B. Figueiredo
1and Terence G. Langdon
1;2;* 1Departments of Aerospace & Mechanical Engineering and Materials Science, University of Southern California, Los Angeles, CA 90089-1453, U.S.A.
2Materials Research Group, School of Engineering Sciences, University of Southampton, Southampton SO17 1BJ, U.K.
The processing of metals through the application of severe plastic deformation leads to significant grain refinement and provides an opportunity for achieving superior properties. The two procedures of equal-channel angular pressing (ECAP) and high-pressure torsion (HPT) are examined with emphasis on the mechanical properties at low and high temperatures and the nature of the grain refinement. It is demonstrated that grain refinement occurs relatively homogeneously in f.c.c metals through the formation of dislocation cells or subgrains and the evolution of these cells into an array of ultrafine grains separated by high angle boundaries. By contrast, grain refinement in h.c.p. metals such as magnesium is inhomogeneous and occurs through the nucleation of new grains along the initial grain boundaries due to the high stresses generated to activate multiple slip systems. Ultrafine-grained metals generally exhibit high strength but they may exhibit weakening if the processing conditions adversely affect the precipitate morphology. If the ultrafine grains are stable at high temperatures there is a possibility of achieving excellent superplastic properties. [doi:10.2320/matertrans.MF200913]
(Received January 6, 2009; Accepted March 4, 2009; Published June 25, 2009)
Keywords: equal-channel angular pressing, grain refinement, high-pressure torsion, severe plastic deformation, ultrafine-grained materials
1. Introduction
The processing of bulk metals through the application of severe plastic deformation (SPD) has become important in recent years because of the potential for achieving remark-able grain refinement to the submicrometer or nanometer range.1)Several different SPD procedures are now available2) but the most attractive methods, and the ones receiving the major attention, are equal-channel angular pressing (ECAP)3)
and high-pressure torsion (HPT).4)Both of these procedures
are effective in introducing a high density of dislocations into the samples and these dislocations subsequently re-arrange to form an ultrafine-grained submicrometer microstructure or even a nanocrystalline structure.
Many of the engineering materials processed by SPD techniques exhibit excellent properties. For example, the exceptional grain refinement generally leads to very signifi-cant strengthening at ambient temperatures5) and, if the grains remain reasonably small when the temperature is increased, there is a potential for achieving excellent super-plastic properties at elevated temperatures.6)A recent report examined the occurrence of superplasticity in materials processed by ECAP and it was demonstrated there are now examples of the occurrence of high superplastic elongations in a very wide range of metallic alloys.7) Furthermore,
excellent superplastic properties may be attained even in difficult-to-work materials such as magnesium alloys. For example, recent reports described exceptional superplastic properties in the ZK608) and AZ319) magnesium alloys.
Although these results were obtained using materials proc-essed by ECAP, there is also a recent report of very good superplastic flow in an aluminum-based alloy processed by HPT.10)
This paper represents the opening keynote presentation at the 4th International Symposium on Designing, Processing
and Properties of Advanced Engineering Materials (ISAEM-2008) held in Nagoya, Japan, in November 2008. The overall objective of the presentation was to examine the use of SPD in the processing of advanced engineering materials. Specif-ically, the aim was to document recent developments in achieving homogeneous ultrafine-grained microstructures in metallic alloys processed by ECAP or HPT. It is now well established that these ultrafine-grained and nanostructured materials have an excellent innovation potential for use in various advanced and functional applications in areas such as engineering and medicine.11)For example, ultrafine-grained
titanium processed by ECAP and extrusion is now in use in a pilot program as a dental implant material.12)Accordingly,
this overview describes some of the more recent results obtained in the authors’ group at the University of Southern California and full details of the results of other investigators may be found in the various references cited herein.
2. The Principles of ECAP and HPT
Processing through the application of SPD refers to various methods of metal forming where an intense hydrostatic pressure is used to impose a very high strain on a bulk solid without the concomitant introduction of any significant changes in the overall dimensions of the sample.2)This lack
of any dimensional changes means that conventional indus-trial processing routes, such as extrusion and rolling, are necessarily excluded. Instead, SPD processing relies on introducing large strains and thereby, through dislocation re-arrangement, producing bulk materials having ultrafine grain sizes. The materials produced in this way often include a large fraction of grain boundaries having high angles of misorientation.
Processing by ECAP was first developed in the 1980’s13) and is now an established processing technique in laborato-ries around the world. There are review articles describing the process3,14)and the principle is based on pressing a billet,
*Corresponding author, E-mail: [email protected]
Special Issue on New Functions and Properties of Engineering Materials Created by Designing and Processing
respectively, and route C where the billet is rotated by 180 between passes.16)These different processing routes lead to
different microstructures and it has been shown for high purity aluminum that optimum processing is achieved using route BCin order to attain a homogeneous array of reasonably
equiaxed grains separated by boundaries having high angles of misorientation.17) An important advantage of processing
by ECAP is that it is relatively easy to scale the process for the production of large billets.18,19)
Processing by HPT was reviewed recently4)and it involves using a sample, typically in the form of a thin disk, and applying a high pressure and concurrent torsional straining. For this procedure, the equivalent von Mises strain imposed on the disk in torsional straining, "eq, is given by the relationship20,21)
"eq¼2Nr
hpffiffiffi3 ð1Þ
whereris the radius of the disk,his the height andNis the number of turns imposed by torsional straining. It follows from eq. (1) that the local strain varies with the position on the disk and at the center of the disk, wherer¼0, the strain is zero. The implications of this relationship are examined in the following section. As with ECAP, it is also possible to scale HPT for the processing of larger samples.22,23)
3. The Strengthening Introduced by SPD Processing
The reduction in grain size introduced by SPD techniques leads to a significant strengthening of the material. The magnitude of this strengthening may be readily assessed by conducting tensile tests after processing5,24)but more detailed
information on local variations within each separate sample may be attained by taking measurements of the local microhardness.
For ECAP samples, these measurements are usually recorded on the cross-sectional plane perpendicular to the pressing axis and Fig. 1 shows an example for high purity (99.99%) aluminum where values of the Vickers microhard-ness, Hv, are plotted along a diameter of each billet with the diameter extending in the Z direction perpendicular to the horizontal with the bottom of the billet on the left and the top of the billet on the right:25)separate data are shown for the as-received unprocessed material and for samples processed by
ECAP through 1 and 4 passes at 298 K where the repetitive passes were undertaken using route BC. These results show
there is good homogeneity throughout the billet processed through 4 passes of ECAP except only at the bottom edge of the billet where lower hardness values are visible through a width of2mm. In practice, more detailed information can be obtained by recording hardness values over the total cross-sectional area and plotting these measurements in the form of color-coded maps for a direct visual image of the hardness distributions.26–28)
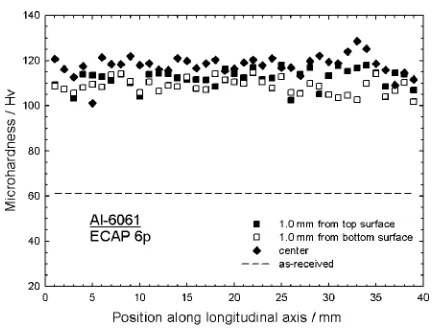
An important additional consideration with ECAP is to evaluate the variation of hardness along the length of the billet. Figure 2 shows an example of these measurements for an Al-6061 alloy processed through 6 passes of ECAP at room temperature:29)the lower broken line denotes the
as-received alloy and the upper datum points show measure-ments recorded either along the central axis of the billet or at distances of 1.0 mm from the top and bottom surfaces, respectively. These results demonstrate there is excellent homogeneity along the length of the billet but with slightly lower values of Hv again recorded in the vicinity of the lower surface.
1 and 4 passes: the value of Hv in the unpressed condition is shown by solid points with the broken line representing the average value.25)
[image:2.595.318.533.72.228.2] [image:2.595.318.534.293.457.2]In processing by HPT, inhomogeneities are anticipated within the disks because of the variation of strain with position as given by eq. (1). Nevertheless, there is evidence in HPT testing for a gradual evolution towards a reasonably homogeneous distribution of hardness values provided the torsional straining is continued through a sufficiently large number of revolutions. An example of this effect is shown in Fig. 3 where values of Hv are plotted across disks of an Al-6061 alloy:30) for these tests the disks had a diameter of 10 mm, the lower points were taken prior to testing, the points designatedN¼0correspond to the application of a pressure of 4.0 GPa at room temperature without any torsional straining and the remaining points are for samples strained through totals of 1 and 5 turns, respectively. These results show that the hardness increases on application of a high pressure even in the absence of any straining, with slightly higher values recorded at the peripheries because of the outflow of material around the edge of the disk and the higher level of deformation within this region. Torsional straining through one turn produces a high hardness around the edge of the disk but much lower hardness values in the center. However, after 5 turns it is apparent that the region of high hardness sweeps in from the edge of the disk so that there is now an outer region, having a width of 3:5mm, where the hardness values are high and there is a reasonable level of hardness homogeneity. The gradual evolution towards microstructural homogeneity in HPT was effectively mod-eled recently using strain gradient plasticity.31)Again, these
types of hardness results may be conveniently displayed by plotting measurements in the form of color-coded distribu-tions across the total area of each disk.32,33)
4. The Principles of Grain Refinement in SPD
Process-ing
The mechanism of grain refinement is an important issue in SPD processing because it determines both the strength of the as-processed materials and the properties exhibited by these materials in subsequent testing.
For a face-centered cubic metal such as aluminum, numerous slip systems are available so that grain refinement is relatively easy. The process of grain refinement has been tracked in pure Al using both single crystals34–36) and polycrystalline materials37–42)and these observations provide information which may be used to construct a model for the development of an ultrafine-grained structure.
The principle of grain refinement in f.c.c metals is illustrated schematically in Fig. 4 where the X plane is perpendicular to the flow direction, theY plane is parallel to the side face at the point of exit from the die and theZplane is parallel to the top surface of the billet.43)The three rows in
Fig. 4 depict the microstructural characteristics on the Y plane after 1, 2 and 4 passes, respectively, with separate illustrations provided for processing routes A, BCand C. In
the first pass an elongated cell or subgrain structure is introduced with boundaries having predominantly low angles of misorientation and with a cell width given by d. The second row shows the deformation in the second pass for the three processing routes, where denotes the total angular range associated with the various slip systems, and the bottom row shows the total deformation after 4 passes for these three routes. Each separate pass introduces new deformation and in route BC, which is especially favorable
for ECAP processing, the various structures introduced on each pass will re-arrange and annihilate in a manner consistent with the low-energy dislocation structure (LEDS) theory.44,45) This leads to an array of essentially equiaxed
grains, separated primarily by high-angle boundaries, with an average size equal approximately to the width of the original cell structure, d. Thus, the favorable nature of processing route BC is a direct consequence of the large angular range
for slip of¼63.
The difficulty of attaining grain refinement in hexagonal close-packed metals was illustrated in early experiments
Fig. 3 The average Vickers microhardness, Hv, versus distance from the center of an Al-6061 disk in the unprocessed condition, after applying a pressure without torsional straining and after applying a pressure and concurrent torsional straining for up to five turns.30)
[image:3.595.55.286.70.259.2] [image:3.595.306.544.74.304.2]where processing by ECAP was applied to cast pure magnesium and a magnesium-based alloy.46)The grain sizes
of these two materials remained large even after processing by ECAP and this led subsequently to the introduction of a two-step procedure, termed EX-ECAP, in which the grain size was initially reduced by extrusion prior to conducting ECAP processing.47,48)
Unlike f.c.c. metals, the mechanism of grain refinement in magnesium alloys is not always homogeneous throughout the grains and it does not exhibit evidence of an alignment of the refined grains parallel to the shear plane. The refinement occurs instead by nucleation of new grains at pre-existing grain boundaries. This dependence on pre-existing bounda-ries is explained by the necessary activation of non-basal slip systems to build three-dimensional dislocation structures that will evolve into new fine grains.49) The activation of
non-basal slip requires higher stresses than conventional non-basal slip and these high stresses arise close to grain boundaries due to the incompatibility of deformation between neighboring grains. In coarse-grained structures the activation of non-basal slip appears to be restricted to a region of a few micrometers close to the grain boundaries but this area may extend through the grains if the grain size is very small. Thus, the mechanism of grain refinement in magnesium alloys depends strongly upon the grain structure of the initial material.
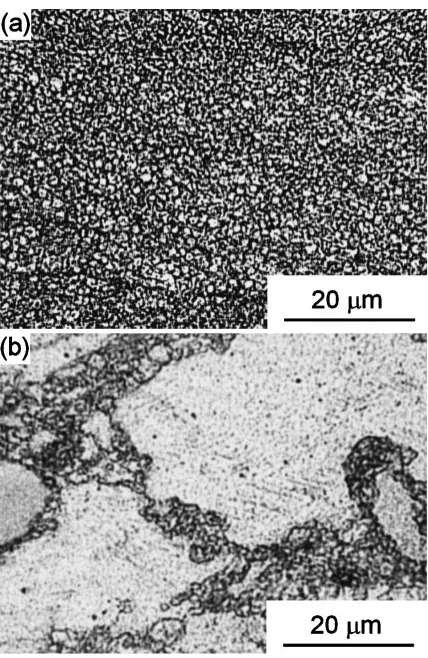
This behavior is revealed in Fig. 5 by the different grain structures obtained in a ZK60 (Mg-5.5% Zn-0.5% Zr)
alloy processed by ECAP using a die with a channel angle of 110 from (a) a fine-grained extruded condition and (b) a coarse annealed state.50) Figure 5(a) shows the grain
structure obtained after a single pass of ECAP in an extruded alloy having an average grain size of 2:9mm and with the ultrafine grains developed throughout the sample. Figure 5(b) shows the grain structure obtained after a single pass in an annealed alloy having an initial grain size of
180mm and with fine grains formed along the original grain boundaries in a necklace-like pattern.
It is possible to generate a homogeneous grain structure from an initial coarse-grained material by processing through a sufficient number of passes of ECAP in order to consume the core of the original grains. Figure 6 shows an example of this approach for an AZ31 (Mg-3% Al-1% Zn) alloy with
Fig. 5 Grain structure of a ZK60 alloy processed by a single pass of ECAP in a die with 110between the channels (a) from the extruded condition
and (b) from the annealed condition.50)
[image:4.595.62.276.69.398.2] [image:4.595.319.532.73.550.2]an initial average grain size of9:4mm. This alloy is shown in the initial condition in Fig. 6(a) and it was processed through (b) 1 and (c) 4 passes of ECAP. It is apparent that after a single pass in Fig. 6(b) the area fraction of the newly formed ultrafine grains is reasonably large and the volume of these smaller grains becomes homogeneous and extends throughout the sample in Fig. 6(c) after only 4 passes of ECAP.
5. Mechanical Properties after SPD Processing
5.1 Mechanical properties at low temperatures
The introduction of an ultrafine grain size leads usually, but not always, to a strengthening of the material when testing at room temperature. Two examples are shown in Fig. 7(a) and 7(b) for an Al-6061 alloy and an Al-7034 alloy, respectively:51) both alloys were tested in compression at
298 K using an initial strain rate, ""_, of 5:5104s1 and with samples machined in the form of rectangular parallel-epipeds oriented in the Z direction perpendicular to the top surface of the billet after pressing. For these tests, the Al-6061 alloy was processed by ECAP at room temperature and the Al-7034 alloy was pressed at 473 K. Figures 7(a) and
7(b) both show stress-strain curves for the as-received alloy and after processing through totals of 1, 2 and 6 passes, respectively. However, the results for these two alloys are different because in the Al-6061 alloy there is a strengthening after ECAP as anticipated from grain refinement but in the Al-7034 alloy the samples processed by ECAP are weaker than the as-received material. Furthermore, this weakening occurs despite a reduction in grain size from an as-received value of2:1mmto an as-processed value of300nm. The loss in strength in the Al-7034 alloy is due to a transformation in the precipitates during processing by ECAP from the semi-equilibrium0-phase, which is the major strengthening phase in the Al-7034 alloy, into the-phase (MgZn2).52,53)There is also a significant fragmentation during ECAP of the rod-like
-phase precipitates which are present in the as-received material. Thus, the compression results shown in Fig. 7(b) are consistent with the stress-strain curves reported from tensile testing of the alloy after ECAP.53)
Plastic anisotropy is an important concern in SPD processing because there may be marked differences in behavior after ECAP depending upon the orientation of the sample with respect to the pressing direction. Figure 8 shows the results of tests conducted to evaluate the extent of any plastic anisotropy by testing compression samples of (a)
Al-Fig. 7 Stress–strain curves for (a) Al-6061 and (b) Al-7034 alloys in the as-received condition and after processing by ECAP through 1, 2 and 6 passes and testing in compression in theZdirection.51)
[image:5.595.316.532.70.456.2] [image:5.595.63.276.72.449.2]throughout both materials.
5.2 Mechanical properties at high temperatures
If the grain structure introduced by ECAP is stable at high temperatures, it is reasonable to anticipate that excellent superplastic properties may be achieved. Moreover, the optimum superplastic behavior is usually observed at higher strain rates and/or at lower temperatures than in materials having larger grain sizes of 2{5mm obtained using conventional thermomechanical processing.
An example of an excellent superplastic elongation is shown in Fig. 9 for a ZK60 magnesium alloy processed by 2 passes of ECAP after previous deformation by extrusion.8) The tensile sample was tested at a relatively low temperature of 473 K with an initial strain rate of 1:0104s1 and pulled out to an elongation to failure of3050% which is a record for any magnesium alloy processed by any technique. It has been shown that the strain rate for superplastic deformation,""_sp, is given by a relationship of the form:54)
_
"
"sp¼10DgbGb
kT b ds
2
G 2
ð2Þ
whereDgbis the coefficient for grain boundary diffusion,Gis
the shear modulus, b is the Burgers vector modulus, k is Boltzmann’s constant,Tis the absolute temperature,dsis the
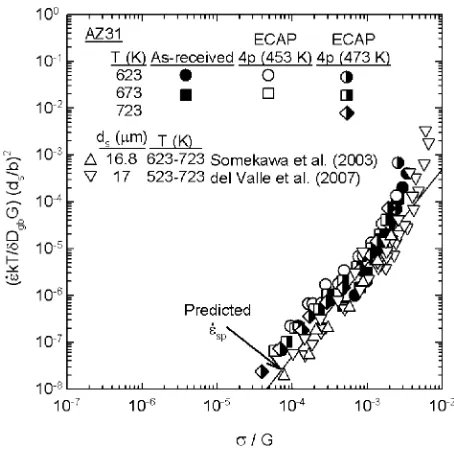
spatial grain size andis the flow stress. This equation was originally derived for conventional superplastic materials but it applies also in materials processed by ECAP with ultrafine grain sizes.55)Figure 10 shows the line predicted by eq. (2) for superplasticity54)and experimental results for the AZ31
magnesium alloy processed by ECAP and tested at high temperatures.56,57)It is observed that there is good agreement
between the experimental results and the prediction for superplastic behavior thereby confirming the superplastic nature of deformation in this alloy after processing by ECAP.
6. Summary and Conclusions
(1) The processing of metals through the application of severe plastic deformation, as in procedures such as equal-channel angular pressing (ECAP) and high-pressure torsion (HPT), leads to very significant grain refinement and the potential for producing advanced engineering materials having superior properties.
(2) There is a significant difference in the nature of grain refinement that occurs during ECAP in f.c.c. and h.c.p. metals. In f.c.c metals grain refinement occurs relatively homogeneously through the formation of dislocation cells or subgrains aligned along the different shear planes in multiple passes of ECAP and the gradual evolution of these cells into an array of ultrafine grains separated by high angle boundaries. In h.c.p. metals such as magnesium, new grains are nucleated along the initial grain boundaries due to high stresses that activate multiple slip systems in these regions. Different grain structures may be introduced in h.c.p. alloys by controlling the initial grain size and processing conditions. (3) These ultrafine-grained structures generally lead to an increase in strength but they may also lead to a weakening if the processing conditions introduce significant changes in the precipitate morphology. If the ultrafine grains are reasonably stable at elevated temperatures, there is a potential for achieving excellent superplastic properties.
Acknowledgements
One of the authors (RBF) was supported by a CAPES/ Fulbright Scholarship. This work was supported by the U.S. Army Research Office under Grant No. W911NF-08-1-0201.
REFERENCES
1) R. Z. Valiev, R. K. Islamgaliev and I. V. Alexandrov: Prog. Mater. Sci.
45(2000) 103–189.
2) R. Z. Valiev, Y. Estrin, Z. Horita, T. G. Langdon, M. J. Zehetbauer and Y. T. Zhu: JOM58(4) (2006) 33–38.
3) R. Z. Valiev and T. G. Langdon: Prog. Mater. Sci.51(2006) 881– 981.
4) A. P. Zhilyaev and T. G. Langdon: Prog. Mater. Sci.53(2008) 893– 979.
[image:6.595.312.539.70.296.2]5) Z. Horita, T. Fujinami, M. Nemoto and T. G. Langdon: Metall. Mater. Trans.31A(2000) 691–701.
Fig. 10 Normalized strain rate versus normalized stress including the theoretical prediction for superplastic flow54)and experimental data56,57)
[image:6.595.55.286.73.130.2]6) M. Kawasaki, R. B. Figueiredo, C. Xu and T. G. Langdon: Metall. Mater. Trans.38A(2007) 1891–1898.
7) M. Kawasaki and T. G. Langdon: J. Mater. Sci.42(2007) 1782–1796. 8) R. B. Figueiredo and T. G. Langdon: Adv. Eng. Mater. 10(2008)
37–40.
9) R. Lapovok, Y. Estrin, M. V. Popov and T. G. Langdon: Adv. Eng. Mater.10(2008) 429–433.
10) Z. Horita and T. G. Langdon: Scr. Mater.58(2008) 1029–1032. 11) R. Z. Valiev, M. J. Zehetbauer, Y. Estrin, H. W. Ho¨ppel, Y. Ivanisenko,
H. Hahn, G. Wilde, H. J. Roven, X. Sauvage and T. G. Langdon: Adv. Eng. Mater.9(2007) 527–533.
12) R. Z. Valiev, I. P. Semenova, V. V. Latysh, H. Rack, T. C. Lowe, J. Petruzˇelka, L. Dluhosˇ, D. Hrusˇa´k and J. Sochova´: Adv. Eng. Mater.10
(2008) B15–B17.
13) V. M. Segal, V. I. Reznikov, A. E. Drobyshevskiy and V. I. Kopylov: Russian Metall.1(1981) 99–105.
14) M. Furukawa, Z. Horita, M. Nemoto and T. G. Langdon: J. Mater. Sci.
36(2001) 2835–2843.
15) Y. Iwahashi, J. Wang, Z. Horita, M. Nemoto and T. G. Langdon: Scr. Mater.35(1996) 143–146.
16) M. Furukawa, Y. Iwahashi, Z. Horita, M. Nemoto and T. G. Langdon: Mater. Sci. Eng. A257(1998) 328–332.
17) K. Oh-ishi, Z. Horita, M. Furukawa, M. Nemoto and T. G. Langdon: Metall. Mater. Trans.29A(1968) 2011–2013.
18) Z. Horita, T. Fujinami and T. G. Langdon: Mater. Sci. Eng. A318
(2001) 34–41.
19) R. Srinivasan, B. Cherukuri and P. K. Chaudhury: Mater. Sci. Forum
503–504(2006) 371–378.
20) R. Z. Valiev, Yu. V. Ivanisenko, E. F. Rauch and B. Baudelet: Acta Mater.44(1996) 4705–4712.
21) F. Wetscher, A. Vorhauer, R. Stock and A. Pippan: Mater. Sci. Eng. A
387–389(2004) 809–816.
22) G. Sakai, K. Nakamura, Z. Horita and T. G. Langdon: Mater. Sci. Eng. A406(2005) 268–273.
23) R. Pippan, S. Scheriau, A. Hohenwarter and M. Hafok: Mater. Sci. Forum584–586(2008) 16–21.
24) Z. Horita, K. Ohashi, T. Fujita, K. Kaneko and T. G. Langdon: Adv. Mater.17(2005) 1599–1602.
25) C. Xu and T. G. Langdon: J. Mater. Sci.42(2007) 1542–1550. 26) C. Xu and T. G. Langdon: Scr. Mater.48(2003) 1–4.
27) C. Xu, M. Furukawa, Z. Horita and T. G. Langdon: Mater. Sci. Eng. A
398(2005) 66–76.
28) C. Xu, K. Xia and T. G. Langdon: Acta Mater.55(2007) 2351–2360. 29) M. Prell, C. Xu and T. G. Langdon: Mater. Sci. Eng. A480(2008)
449–455.
30) C. Xu, Z. Horita and T. G. Langdon: J. Mater. Sci.43(2008) 7286– 7292.
31) Y. Estrin, A. Molotnikov, C. H. J. Davies and R. Lapovok: J. Mech.
Phys. Solids56(2008) 1186–1202.
32) C. Xu, Z. Horita and T. G. Langdon: Acta Mater.55(2007) 203–212. 33) M. Kawasaki and T. G. Langdon: Mater. Sci. Eng. A 498 (2008)
341–348.
34) Y. Fukuda, K. Oh-ishi, M. Furukawa, Z. Horita and T. G. Langdon: Acta Mater.52(2004) 1387–1395.
35) M. Furukawa, Y. Kawasaki, Y. Miyahara, Z. Horita and T. G. Langdon: Mater. Sci. Eng. A410–411(2005) 194–200.
36) Y. Fukuda, K. Oh-ishi, M. Furukawa, Z. Horita and T. G. Langdon: Mater. Sci. Eng. A420(2006) 79–86.
37) Y. Iwahashi, Z. Horita, M. Nemoto and T. G. Langdon: Acta Mater.45
(1997) 4733–4741.
38) Y. Iwahashi, Z. Horita, M. Nemoto and T. G. Langdon: Acta Mater.46
(1998) 3317–3331.
39) Y. Iwahashi, M. Furukawa, Z. Horita, M. Nemoto and T. G. Langdon: Metall. Mater. Trans.29A(1998) 2245–2252.
40) S. D. Terhune, D. L. Swisher, K. Oh-ishi, Z. Horita, T. G. Langdon and T. R. McNelley: Metall. Mater. Trans.33A(2002) 2173–2184. 41) A. P. Zhilyaev, D. L. Swisher, K. Oh-ishi, T. G. Langdon and T. R.
McNelley: Mater. Sci. Eng. A429(2006) 137–148.
42) A. A. Salem, T. G. Langdon, T. R. McNelley, S. R. Kalidindi and S. L. Semiatin: Metall. Mater. Trans.37A(2006) 2879–2891.
43) T. G. Langdon: Mater. Sci. Eng. A462(2007) 3–11. 44) D. Kuhlmann-Wilsdorf: Mater. Sci. Eng. A113(1989) 1–41. 45) D. Kuhlmann-Wilsdorf: Scr. Mater.36(1997) 173–181.
46) A. Yamashita, Z. Horita and T. G. Langdon: Mater. Sci. Eng. A300
(2001) 142–147.
47) Z. Horita, K. Matsubara, K. Makii and T. G. Langdon: Scr. Mater.47
(2002) 255–260.
48) K. Matsubara, Y. Miyahara, Z. Horita and T. G. Langdon: Acta Mater.
51(2003) 3073–3084.
49) A. Galiyev, R. Kaibyshev and G. Gottstein: Acta Mater.49(2001) 1199–1207.
50) R. B. Figueiredo and T. G. Langdon: Mater. Sci. Eng. A501(2009) 105–114.
51) C. Xu, Z. Sza´raz, Z. Trojanova´, P. Luka´cˇ and T. G. Langdon: Mater. Sci. Eng. A497(2008) 206–211.
52) C. Xu, M. Furukawa, Z. Horita and T. G. Langdon: Acta Mater.51
(2003) 6139–6149.
53) C. Xu, M. Furukawa, Z. Horita and T. G. Langdon: Acta Mater.53
(2005) 749–758.
54) T. G. Langdon: Acta Metall. Mater.42(1994) 2437–2443.
55) R. B. Figueiredo and T. G. Langdon: J. Mater. Sci.43(2008) 7366– 7371.
56) H. Somekawa, H. Hosokawa, H. Watanabe and K. Higashi: Mater. Sci. Eng. A339(2003) 328–333.