Application of Simulation Model for Distributed
Scheduling Problems in FMS
N.Selvaraj
Abstract
—
The main objective of this paper is to study the Distributed Scheduling (DS) problems in Flexible Manufacturing System (FMS) environment using simulation model. This FMS is assumed to be single factory and multi factory which are analyzed by production capacity, throughput, utilization and work-in-process (WIP) by considering scheduling rules. The rules which are includes Largest processing time (LPT), shortest processing time (SPT), first come first serve (FCFS) and last come first serve (LCFS). Finally these rules are compared with each other and concluded that which rule is better than others with respect to performances in the view of single factory and multi factory. Further the author has suggested future research works too.Index Terms
—
Distributed Scheduling, FMS, Simulation, Performance measures.I. INTRODUCTION
Recently, many companies have changed their production from traditional single-factory to multi-factory, by building new factory, merging, or through factory acquisition to increase their international competitiveness. These factories may be geographically distributed in different locations, which allow them to be closer to their customers, to comply with the local laws, to focus on a few product types, to produce and market their products more effectively, and to be responsive to market changes more quickly It enhances the utilization of manpower, factories, machines, and raw materials. In addition to companies can achieve better quality, lower production and distribution cost, and reduce the risk of uncertainties. Production scheduling problems are in the level of operations. When a set of demands is actually received and allocated to a factory, production schedule will be generated. This is called single-factory production scheduling problems. Scheduling problems have attracted many researchers since the last three decades. Scheduling in multi-factory network is different from that in single-factory because there is a choice of factories to allocate the jobs. When a set of demands are input to the multi-factory network, different job allocation solutions will result in a different scheduling, operating cost, makespan, etc. James. R.P [1] et.al have considered general flexible manufacturing/assembly/disassembly systems with special features like i) there are several-types, each with given processing time requirements at a specified sequence of machines; ii) each part-type needs to be produced at a pre specified rate; etc. They exhibited a class of scheduling policies implementable in real time in a distributed way at the various machines, which ensure that the cumulative production of each part type trails the desired production by no more than a constant.
Manuscript received February 02, 2011; revised March 22, 2011 N.Selvaraj working as a Associate Professor in Mechanical Engineering Department, National Institute of Technology, Warangal, 506004, A.P, INDIA. (E-mail: [email protected]).
separating and integrating the two problems, are tested and compared. The results show the merit of integration. Felix T.S.Chan [8] et.al have proposed a genetic algorithm with dominant genes (GADG) approach to deal with distributed FMS scheduling problems subject to machine maintenance constraint. The optimization performance of the proposed GADG will be compared with other existing approaches, such as simple genetic algorithms to demonstrate its reliability. The significance and benefits of considering maintenance in distributed scheduling will also be demonstrated by simulation runs on a sample problem. Esther Alvarez [9] has discussed some specific characteristics of the planning and scheduling problem in the extended enterprise including an analysis of a case study, and reviews the available state-of-the-art research studies in this field. Most studies suggest that integrated approaches can have a significant impact on the system performance, in terms of lower production costs, and less inventory levels. Chun Wang [10] et.al have presented a distributed scheduling algorithm for reactive maintenance of complex systems. The proposed algorithm uses an iterative bidding procedure to assign operations of maintenance jobs to engineers with partially overlapped skill sets. The effectiveness of this proposed algorithm is demonstrated through a computational case study. Prototype implementation and applications to real world domains are discussed. Mehdi Yadollahi [11] et.al has proposed a memetic algorithm for distributed FMS scheduling which considers maintenance problem. The objective of this algorithm is to create a time-cost trade off which is being brought up for the first time. The experimental results show that the optimization performance of this proposed algorithm is 8.85% better than SMGA and also 10.99% better than GADG algorithm.
II. PROBLEM SPECIFICATION AND SIMULATION MODEL
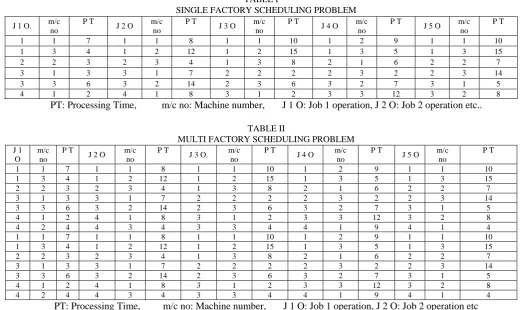
[image:2.595.36.557.479.789.2]In general DS problem, when the network receives a number of jobs, it has to determine how to allocate them to the suitable factory and generate the corresponding production schedule(s). Each factory has number of machines and can produce all product types with different efficiency. Each job has number of operations, and each operation can be performed on more than one suitable machine (but not all) with different processing time. So, in this paper A single factory and multi factory of FMS have been considered. Table 1 shows a single factory scheduling problem with alternative production routing obtain from Felix.T.S.Chan [8]. It is consists of 5-jobs, 3-machines with corresponding processing time and each job requires 4-operations to be performed for its completion. Each job has to be visit machines based on the routing defined by applying the scheduling priority rules. The process times for each individual operation are defined at each machine. The outputs from the machines are collected at the sink after all operations are over. Similarly Table 2 shows the problem parameters with processing time of operation on different machines taken from Felix.T.S.Chan [8]. It has multi factory (Factory 1 of MF and Factory 2 of MF) which consists of 10-jobs, 6-machines and 2-factories. Each factory consists of 5 jobs and 3-machines with corresponding processing time and each job requires 4-operations to be performed for its completion. The manufacturing systems evaluated through production capacity, throughput, utilization, and WIP by applying various scheduling rules such as LPT, SPT, FCFS, and LCFS.
TABLE I
SINGLE FACTORY SCHEDULING PROBLEM
PT: Processing Time, m/c no: Machine number, J 1 O: Job 1 operation, J 2 O: Job 2 operation etc..
TABLE II
MULTI FACTORY SCHEDULING PROBLEM J 1
O m/c
no P T
J 2 O m/c no
P T
J 3 O. m/c no
P T
J 4 O m/c no
P T
J 5 O m/c no
P T
1 1 7 1 1 8 1 1 10 1 2 9 1 1 10
1 3 4 1 2 12 1 2 15 1 3 5 1 3 15
2 2 3 2 3 4 1 3 8 2 1 6 2 2 7
3 1 3 3 1 7 2 2 2 2 3 2 2 3 14
3 3 6 3 2 14 2 3 6 3 2 7 3 1 5
4 1 2 4 1 8 3 1 2 3 3 12 3 2 8
4 2 4 4 3 4 3 3 4 4 1 9 4 1 4
1 1 7 1 1 8 1 1 10 1 2 9 1 1 10
1 3 4 1 2 12 1 2 15 1 3 5 1 3 15
2 2 3 2 3 4 1 3 8 2 1 6 2 2 7
3 1 3 3 1 7 2 2 2 2 3 2 2 3 14
3 3 6 3 2 14 2 3 6 3 2 7 3 1 5
4 1 2 4 1 8 3 1 2 3 3 12 3 2 8
4 2 4 4 3 4 3 3 4 4 1 9 4 1 4
J 1 O. m/c no
P T
J 2 O m/c no
P T
J 3 O m/c no
P T
J 4 O m/c no
P T
J 5 O m/c no
P T
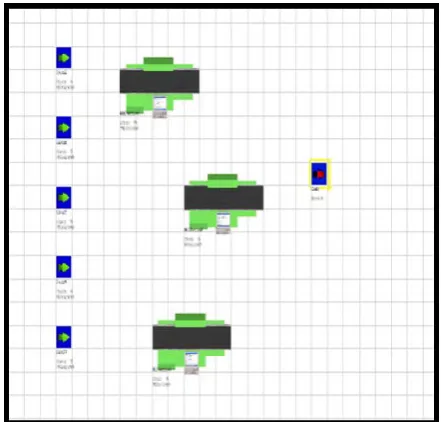
The single factory and multi factory distributed scheduling (DS) problems have been modeled using Flexsim simulation software [12] which is shown in Figures 2 and 3 respectively. Finally the entire FMS is simulated with 200000 time units which includes warm-up period of 20000 time units with 10 replications.
Fig. 1. Single factory model of Flexsim
Fig. 2.Multi factory model of Flexsim
Assumptions
1). Each product type can be produced in any of these factories in a different production sequence and operation time.
2). All the operations of each job have to be completed in the same factory. (i.e. factory switching is not allowed) 3).Each machine can handle only one operation at a time. 4).There are no precedence constraints among operations of different jobs.
5).Operation cannot be interrupted. Each operation can only start upon the completion of its preceding operation.
III. RESULTS AND DISCUSSIONS
The results of the simulation were compared and presented in the Tables 3,4,5 and 6.The corresponding bar charts were also plotted and presented the Figures 3,4,5 and 6 respectively. From the Simulation experiments it is indicated that, the performance measures like production capacity, throughput utilization, and WIP have affected by different scheduling rules. These performances measures are discussed thoroughly one by one as follows
It is observed that, SPT rule shows better than all other rules in the case of production capacity. In view of LPT rule, single factory scheduling is better than multi factory scheduling. Production capacity is decreasing by 21.2% in multi factory scheduling when compared with single factory scheduling. Similarly multi factory scheduling shows better than single factory scheduling. Production capacity is 10.9% higher in multi factory scheduling than single factory scheduling. Where as FCFS rule multi factory scheduling is better than single factory scheduling and the production capacity increasing by 9.9% when compared with single factory scheduling. In LCFS rule multi factory scheduling is better than single factory scheduling by 14.8%
TABLE III
OUTPUT VALUES OF PRODUCTION CAPACITY
Single factory
Factory 1 of MF
Factory 2 of MF
LPT 22500 17717 20455
SPT 22277 21635 24725
FCFS 18442 20270 16791
LCFS 20833 23936 17578
Fig. 3. Effect of Production capacity with scheduling rules
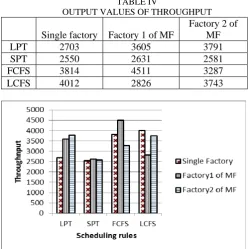
[image:3.595.287.554.381.609.2] [image:3.595.56.277.385.609.2]TABLE IV
OUTPUT VALUES OF THROUGHPUT
Single factory Factory 1 of MF
Factory 2 of MF
LPT 2703 3605 3791
SPT 2550 2631 2581
FCFS 3814 4511 3287
LCFS 4012 2826 3743
Fig. 4. Effect of throughput with scheduling rules
[image:4.595.312.558.96.366.2]It has been seen that, Maximum utilization obtained from multi factory scheduling by applying LCFS rule. Utilization increased by 12.5% in multi factory scheduling than single factory scheduling in LPT rule. In SPT rule utilization decreased by 38.6% in multi factory scheduling. Utilization decreased by 3.73% in multi factory scheduling than single factory scheduling in FCFS rule. In LCFS rule also utilization decreased by 52.5% in multi factory scheduling.
TABLE V
OUTPUT VALUES OF UTILIZATION
Single factory Factory 1 of MF
Factory 2 of MF
LPT 37.06 41.7 36.15
SPT 34.34 24.09 21.07
FCFS 48.2 38.4 46.4
LCFS 57.7 27.4 37.3
Fig. 5 . Effect of utilization with scheduling rules
It is observed that, Work-in-process (WIP) is low in multi factory scheduling in SPT rule. In LPT rule WIP increased by 13.5% from single factory scheduling to multi factory scheduling. In SPT rule WIP reduced by 38.8% in multi
factory scheduling. In FCFS rule WIP reduced by 4.8% in multi factory scheduling. In LCFS rule WIP reduced by 35.8% in multi factory scheduling.
TABLE VI OUTPUT VALUES OF WIP
Fig. 6 . Effect of WIP with scheduling rules
IV. CONCLUSIONS
In this paper an attempt have been made to compare single factory and multi factory in FMS with respect to scheduling rules using Flexsim as a simulation software. The author has drawn conclusion that, multi factory scheduling is better than single factory scheduling in many aspects. SPT scheduling rule shows better than the other scheduling rules in the view of production capacity. Maximum throughput is obtained in multi factory by applying FCFS rule. Maximum utilization is observed in multi factory by applying LCFS rule. Similarly WIP shows minimum in multi factory by using SPT rule. So it nut shell the multi factory scheduling is better than the single factory scheduling by obtaining maximum production capacity, maximum throughput, maximum utilization and minimum WIP. In future this problem can be extend by considering flexible job shop scheduling, breakdown analysis, cost analysis, more scheduling rules, validate with soft computing tools.
REFERENCES
[1] James R.P. and P.R.Kumar “Stable, distributed, real time scheduling of flexible manufacturing/assembly/disassembly systems”. IEEE Transactions On Automatic Control, vol. 34, no. 2,February 1989, pp139-148
[2] James R. P, Carlos Humes, Jr., and P. R. Kumar “Distributed Scheduling of Flexible Manufacturing Systems: Stability and Performanc” IEEE Transactions On Robotics And Automation, vol. 10, No. 2, April 1994, pp 133- 141
[3] Neil A. Duffie Patrick 0.and Kaltjob, “Dynamics of Real-Time Distributed Scheduling in Multiple-Machine Heterarchical
Single factory
Factory 1 of MF
Factory 2 of MF
LPT 111 126 111 SPT 103 72 63
FCFS 145 114 138
[image:4.595.44.288.450.713.2]Manufacturing Systems”Annals of the CIRP vol. 47 no: 1, 1998,pp 415-418
[4] D . Trentesaux , P. Pesin and C.Tahon “Distributed artificial intelligence for FMS scheduling, control and design support”, Journal of Intelligent Manufacturing, vol: 11, 2000, pp 573-589
[5] Felix T.S. Chan, S.H. Chung, and P.L.Y. Chan “An adaptive genetic algorithm with dominated genes for distributed scheduling problems”, An international journal of Expert Systems with Applications vol: 29, 2005,pp 364–371
[6] Chiung Moona, and Yoonho Seo “Evolutionary algorithm for advanced process planning and scheduling in a multi-plant”, An international journal of Computers & Industrial Engineering, vol: 48, 2005, pp 311–325
[7] Felix T.S. Chan, S.H. Chung, and L.Y. Chan “A Study of Distributed Scheduling Problem with Machine Maintenance”, IEEE Transaction 2006, pp 1-6
[8] Felix.T.S.Chan,, S.H. Chunga, L.Y. Chana, G. Finkeb, M.K. Tiwari,”Solving distributed FMS scheduling problems subject to maintenance: Genetic algorithms approach” An international journal of Robotics and Computer-Integrated Manufacturing vol: 22, 2006 pp 493–504
[9] Esther Alvarez “Multi-plant production scheduling in SMEs”, An international journal of Robotics and Computer-Integrated Manufacturing 2007 pp 1-6
[10] Chun Wang,,Hamada Ghenniwa, and Weiming Shen “Distributed Scheduling for Reactive Maintenance of Complex Systems” , IEEE Transactions on Systems, Man, and Cybernetics, Part C, vol: 38, no. 2, 2008, .pp 269-273
[11] Mehdi Yadollahi and Amir Masoud Rahmani “Solving distributed flexible manufacturing systems scheduling problems subject to maintenance: Memetic algorithms approach” IEEE Ninth International Conference on Computer and Information Technology 2009 pp 36-41