Hitachi Ltd. Power Systems Hitachi Works, Ibaraki 317-8511, Japan
4Biomedical Engineering Research Organization, Tohoku University, Sendai 980-8579, Japan
This paper describes the effect of heat aging on thermal and mechanical properties of shape memory alloy. The materials used in this study are Ti-Ni-(6–12 at%)Nb shape memory alloy. The tensile tests at 173 K and the heating-cooling tests under constrained strain condition were carried out using the specimens aged at 561 K for between 20 h and 1000 h in normal water chemistry. The martensite start temperature rapidly decreases in the initial short aging time, but there is little further decrease of the martensite start temperature with aging time more than 100 h. The recovery stress gradually increases with aging time, but on the contrary, the aging time of more than 500 h causes reduction of the recovery stress. [doi:10.2320/matertrans.48.439]
(Received September 29, 2006; Accepted November 22, 2006; Published February 25, 2007)
Keywords: shape memory alloy, titanium-nickel-niobium, aging, recovery stress, transformation temperature
1. Introduction
In order to develop an SMA joint with the prescribed performance, it is necessary to optimize the manufacturing conditions such as the chemical composition, the processing condition and the heat treatment condition of shape memory alloys, that is, the SMA joint should keep up the prescribed function at the storage temperature and reproduce the prescribed function in the normal usage environment. The effects of the Ti/Ni ratio, the Nb concentration, the heat treatment temperature and the processing rate on the mechanical and functional properties were discussed, and the manufacturing conditions of the SMA joint were clarified. The thermal and mechanical properties such as the pre-strain, the recovery strain, the transformation temperature and the recovery stress were also clarified so as to determine the amount of tube expansion of the joint ring.
The SMA joint rings are normally used in high-temper-ature water for long-time. In such cases, there is a possibility of the functional property change due to aging. Therefore, in order to maintain the long-term stability of the function of the SMA joint ring and secure the function of the SMA joint ring at lowered environmental temperature, it is necessary to investigate the shape memory property, such as the marten-site start temperature and the recovery stress, of the SMA joint ring exposed to high-temperature water for a long term. In this study, we investigated the thermal and mechanical properties of the joint ring material exposed to high-temper-ature water for a long term, and clarified the effect of the aging time on the function property of the joint ring material, in order to evaluate the performance and the stability of the joint ring in the usage environment of the actual equipment.
2. Experimental Procedure
The materials used in this study are Ti-Ni-(6–12 at%)Nb shape memory alloys. The specimen used in this study is the dumbbell shaped specimen with 35 mm gage length, and
0.5 mm thickness. After surface polishing, the specimen was heat-treated at 973 K for 1 h followed by water quenching. The aging treatment of the specimen was processed at 561 K for between 20 h and 1000 h in normal water chemistry using an autoclave. Also the aging treatment was processed at 561 K for between 50 h and 100 h in nitrogen gas atmosphere for comparison.
The rupture stress and the breaking elongation were obtained from the stress-strain relationship of the tensile test at 173 K.
The heating-cooling test under the constrained strain condition was carried out to obtain the transformation temperature and the recovery stress. Figure 1(a) shows a schematic diagram of the experiment to obtain the stress-strain curve in the heating-cooling test under the constress-strained strain condition. The specimen was loaded to a given pre-strain "pr¼12% at the isothermal temperature of Tc¼
173K, and unloaded (O-A-B). And then, the specimen was heated and cooled under the constrained strain condition (B-C-B0). From the stress-strain curve and the stress-temperature
relation during heating-cooling process shown in Fig. 1(b), the recovery stress R and the martensite start temperature
Ms0after the pre-strain loading and unloading were obtained,
respectively.
3. Experimental Results and Discussion
3.1 Effect of aging on alloy composition
Figures 2 and 3 show the SEM observations of the Ti-Ni-6Nb alloy and Ti-Ni-12Nb alloy specimens before aging, respectively. There were three kinds of phases, A, B and C, in each sample, as shown in Figs. 2 and 3.
precipitates of the C phases were formed due to the aging treatment.
The chemical compositions of the three kinds of phases found in Figs. 4 and 5 were analyzed. Table 1 shows the results of the chemical composition analyses by EPMA. These results indicate that the A phases are Ti-Ni matrix, the B phases Nb-rich phase, and the C phases Ti-rich phase. It
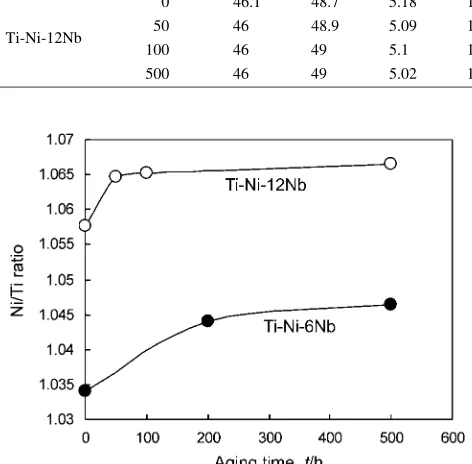
should also be noted that the composition of the matrix vary with aging time. Figure 6 shows the variation of the Ni/Ti ratio with aging time. The Ni/Ti ratios in Ti-Ni-6Nb and Ti-Ni-12Nb alloys increased during short aging time, but there were small amount of increases of the Ni/Ti ratios in both alloys with aging times of more than 200 h and 50 h, respectively.
(a) Stress-strain curve (b) Stress-temperature curve
Fig. 1 Schematic drawing of experimental procedure of constrained strain test.
(a) 100 times magnification (b) 400 times magnification (c) 2000 times magnification
A
B
C
Fig. 2 Microstructure of N-Ti-6Nb before aging by SEM.
(a) 100 times magnification (b) 400 times magnification (c) 2000 timesm agnification
A
B
C
Fig. 3 Microstructure of N-Ti-12Nb before aging by SEM.
(a) 561K for 50h (b) 561K for 200h (c) 561K for 500h
[image:2.595.109.488.73.222.2] [image:2.595.103.500.252.367.2] [image:2.595.163.496.402.515.2] [image:2.595.103.497.551.665.2]According to the study on the effect of the heat-treatment on Ti-43.8Ni-8.9Nb alloy by Zhenget al., the aging treatment at between 573 K and 773 K following the heat-treatment at 1173 K decreases the transformation start temperature, because the Ni/Ti ratio increases with aging time.1)
There-fore, it is supposed that the transformation start temperatures of the alloys aged at 561 K in this study also decrease with increasing aging time in the same way as the findings by Zhenget al.
The X-ray diffraction analyses were conducted to identify the B phase i.e. Nb-rich phase and the C phasei.e. Ti-rich phase. Figure 7 shows the X-ray diffraction patterns of three kinds of Ti-Ni-6Nb alloys, which were not aged, aged for 200 h and aged for 500 h. The X-ray diffraction patterns of the precipitated phases to be expected in this alloy were also shown in the lower part of Fig. 7, where lattice constants
were set at the data shown below.
Ti-Ni (B2): a¼0:3018nm2) Ti-Ni (Martensite): a¼0:299nm
b¼0:412nm c¼0:473nm ¼98:23)
-Nb: a¼0:3296nm2)
Ti2Ni: a¼1:1326nm2)
Ti3Ni: a¼0:5122nm
c¼0:8376nm4)
From these results, it is supposed that the B phase and the C phase are the-Nb-rich phase of bcc lattice and the (Ti, Nb)2Ni phase of Ti2Ni structure type, respectively.
Zhenget al.5)reported that in Ti-47Ni-9Nb alloy aged at 1123 K for 30 min., there were three kinds of phases i.e. matrix,-Nb, and (Ti, Nb)2Ni as in the case of the alloy used
in this study, and the (Ti, Nb)2Ni phase was very hard and the
hardness of the (Ti, Nb)2Ni phase (about 520 Hv) was
approximately twice that of the matrix (about 250 Hv).
3.2 Effect of aging on mechanical and functional properties
3.2.1 Rupture stress and breaking elongation
As shown in the preceding chapter, the (Ti, Nb)2Ni phase,
a precipitated phase, was formed with increasing aging time. There were a small increase of the (Ti, Nb)2Ni phase with
aging time of more than between 10 h and 100 h, as expected from the variation of the Ni/Ti ratio with aging time. Moreover, there was coarsening of the (Ti, Nb)2Ni phase
because of the condensation of the Nb-rich phase. Therefore, the rupture stress of the alloys presumably decreases during short aging time, and then maintains a substantially constant strength.
[image:3.595.106.496.71.187.2]Fig. 5 Microstructure of N-Ti-12Nb after aging by SEM with 400 times magnification.
Table 1 Result of chemical composition analysis by EPMA.
(at%)
Sample Aging A B C
time (h) Ti Ni Nb Ni/Ti Ti Ni Nb Ti Ni Nb
0 47.1 48.7 4.22 1.03398 — —
Ti-Ni-6Nb 200 46.9 48.9 4.22 1.04396 — —
500 46.7 48.9 4.43 1.04647 — —
0 46.1 48.7 5.18 1.05773 22.5 20.8 56.8 44 33 23
Ti-Ni-12Nb 50 46 48.9 5.09 1.06461 — 45.5 32.4 22.2
100 46 49 5.1 1.06529 — —
500 46 49 5.02 1.06658 24.2 20.3 55.5 48.7 32.7 18.6
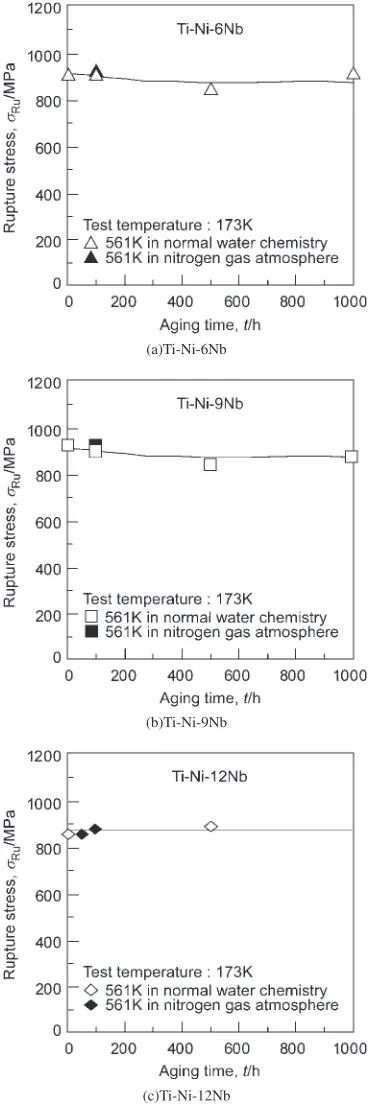
[image:3.595.47.548.242.362.2] [image:3.595.50.286.317.549.2]Figure 8 shows the variation of the rupture stress with aging time at 561 K in normal water chemistry and Nitrogen gas atmosphere. The aging time up to 200 h reduced the rupture stress in response to the variation of the precipitate with aging time, but the further increase of the aging time hardly decreased the rupture stress. Also, regardless of the Nb concentration, the rupture stress of the alloys aged for a long-time was about 900 MPa.
The variation of the breaking elongation with aging time at 561 K in normal water chemistry and Nitrogen gas atmo-sphere is shown in the Fig. 9. The breaking elongation decreased with increasing aging time, but the aging time of more than 200 h gave little further reduction of the breaking elongation as shown in Fig. 8 in the same way as the variation of the rupture stress with aging time.
3.2.2 Transformation temperature
There is no variation of the transformation temperature due to the aging treatment above the temperature of ap-proximately 873 K where the precipitate is formed. However, the aging treatment below this temperature gives a significant variation to the transformation temperature. There are two possible causes of the variation of the transformation temperature due to the aging treatment. Because the formation of the precipitate prevents the occurrence of strain
at the transformation, the stress field occurs. This stress field has the suppression effect on the transformation. Therefore, more driving forcei.e.supercooling is needed to transform, and consequently the transform temperature decreases. Another cause is stated below. The Ni concentration in the Ti-Ni phase matrix varies due to the development of the formation and growth of the precipitate. As a result, the transformation temperature increases with decreasing Ni concentration, and on the contrary the increase of the Ni concentration reduces the transformation temperature.
Fig. 7 X-ray diffraction pattern.
(a)Ti-Ni-6Nb
(b)Ti-Ni-9Nb
(c)Ti-Ni-12Nb
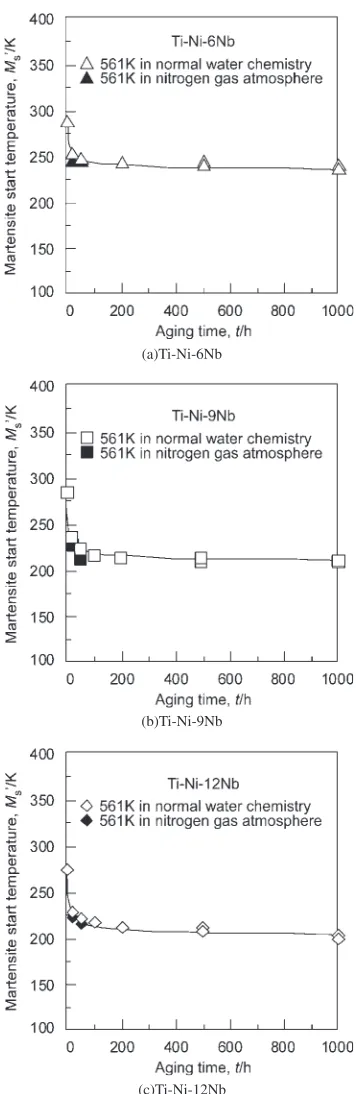
[image:4.595.334.520.72.625.2] [image:4.595.55.282.72.465.2]Figure 10 shows the variation of the martensite start temperature with aging time at 561 K in normal water chemistry and nitrogen gas atmosphere. Regardless of the Nb concentration, the martensite start temperature rapidly decreased with increasing aging time, but there were little further decrease of the martensite start temperature with aging time of more than 100 h. The cause of the decrease of the martensite start temperature due to the aging treatment is the increase of the Ni concentration in the Ti-Ni matrix by the formation and growth of the Ti-rich phase.
3.2.3 Recovery stress
Shape recovery force is affected by cold worked ratio, and increases with increasing processing rate. Formation of precipitate also affects recovery force in a material after solution treatment like the alloys used in this study. Shape recovery stress increases due to an increase of a critical stress for slipping by a formation of micro-precipitates. However, the coarsening due to over-heating decreases critical stress for slipping.
The variation of the recovery stress with aging time is (a)Ti-Ni-6Nb
(b)Ti-Ni-9Nb
(c)Ti-Ni-12Nb
Fig. 9 Variation of breaking elongation with aging time.
(a)Ti-Ni-6Nb
(b)Ti-Ni-9Nb
[image:5.595.337.516.67.614.2](c)Ti-Ni-12Nb
[image:5.595.79.259.69.621.2]shown in Fig. 11. The aging time of up to 500 h gradually increased the recovery stress, but on the other hand the further increase of the aging time decreased the recovery stress.
As shown in Section 3.1, the precipitates of the Ti-rich phase were formed due to the aging treatment and slightly increased with increasing aging time. However, the coarsen-ing due to the condenscoarsen-ing of the Nb-rich phases proceeded with increasing aging time. The variation of the recovery
necessary to investigate the martensite start temperature and the recovery stress of the SMA joint ring exposed to high-temperature water for a long term. In this study, we investigated the thermal and mechanical properties of the joint ring material exposed to high-temperature water for a long term, and clarified the effect of the aging time on the function property of the joint ring material. The results obtained are summarized as the followings,
(1) The aging time of up to 200 h reduces the rupture stress and breaking elongation with increasing aging time, but the further increase of the aging time hardly decreases the rupture stress and breaking elongation.
(2) The martensite start temperature decreases with in-creasing aging time due to the increase of the Ni/Ti ratio in the Ti-Ni matrix by the formation and growth of the Ti-rich phase. Also, the variation of the martensite start temperature with aging time corresponds to the variation of the Ni/Ti ratio with aging time, and the martensite start temperature rapidly decreases with increasing aging time of up to 100 h, but there is little further decrease of the martensite start temperature with aging time of more than 100 h.
(3) With increasing aging time, the recovery stress in-creases due to the formation and growth of the precipitates, and so gradually decreases due to the coarsening of crystal grains
Acknowledgment
This study is a part of collaborative research with the domestic four electric power companies (Tokyo Electric Power Co., Inc., Chubu Electric Power Co., Inc., Chugoku Electric Power Co., Inc., and Japan Atomic Power Co., Inc.), Hitachi, Ltd. and Toshiba Corporation, and fruitful discus-sions with parties concerned are greatly appreciated. NEC TOKIN Corporation, which is assigned to a manufacturing and evaluation of a shape memory alloy, is also profoundly appreciated.
REFERENCES
1) Y. Zheng, W. Cai, Y. Wang, Y. Luo and L. C. Zhao: J. Mater. Sci. Technol.14(1998) 37.
2) L. C. Zhao: Mater. Sci. Forum327–328(2000) 23.
3) Y. F. Zheng, W. Cai, J. X. Zhang, L. C. Zhao and H. Q. Ye: Acta Mater. 48(2000) 1409.
4) J. Di, L. Wen-xi, D. Zhi-zhong, H. Ming and W. De-fa: Trans. Nonferrous Met. Soc. China13(2003) 917.
5) C. S. Zhang, Y. Q. Wang, W. Chai and L. C. Zhao: Mater. Chem. Phys. 28(1991) 43.
(a)Ti-Ni-6Nb
(b)Ti-Ni-9Nb
[image:6.595.81.256.75.614.2](c)Ti-Ni-12Nb