I
I
n
n
t
t
e
e
r
r
n
n
a
a
t
t
i
i
o
o
n
n
a
a
l
l
J
J
o
o
u
u
r
r
n
n
a
a
l
l
o
o
f
f
P
P
h
h
a
a
r
r
m
m
a
a
S
S
c
c
i
i
e
e
n
n
c
c
e
e
s
s
Vol. 5, No. 4 (2015): 1144-1154Review Article Open Access
I
ISSSSNN::22332200--66881100
Recent advances in Granulation technologies
Vanya Vashisht, Keerti Jain, Sumandeep Kaur and Neelesh Kumar Mehra*
Pharmaceutical Nanotechnology Research Laboratory, ISF College of Pharmacy, Moga- 142001 INDIA.
* Corresponding author: Neelesh Kumar Mehra, e-mail: [email protected]
ABSTRACT
Granulation is a key unit opération in the production of pharmaceutical dosage forms like tablets and capsules. Granulation process improves flow, compressibility and content uniformity of the powders. It prevents the separation of blend components and eliminates excessive amount of fine particles. The technique helps to achieve improved yields with less tablet defects, high productivity alongwith reduced down time. Pharmaceutical granules usually range from 0.2 and 4.00 mm in size, depending on their use. Particle size depends on the quantity and feeding rate of the granulating liquid. Selecting a method requires comprehensive study of each ingredient in the formula, the combination of ingredients and their compatibility with each other is checked after, which appropriate granulation process can be applied. The recent technologies used for granulation include steam granulation, moisture activated dry granulation (MADG), moist granulation technique (MGT), thermal adhesion granulation process (TAGP) and foam granulation etc. have their own advantages and overcome the disadvantages of conventional granulation process such as dust generation or deteriorating effect of heat as drying step. The objective of present work is to focus on the novel granulation technologies.
Keywords:
Granulation, tablets, spheronization, flow properties, content uniformity.1. INTRODUCTION
Granules is defined as primary powder particles get adhere and form larger multi-particles entities having size range from 0.2 and 4.0 nm and mainly depend upon the use of granules.
Mostly during the production of tablets and capsules, when the granules will be made as an intermediate product and have a typical size range between 0.2 to 0.5 mm, whereas larger granules are used as a dosage form in their own right. Granulation generally commences after initial dry mixing of the necessary powdered ingredients so that a uniform distribution of each ingredient through the mix is achieved [1].
1.1 Reasons for granulation:
1. Toprevent segregation of the constituents of the powder mix: Segregation or de-mixing is due to the differences in the size or density of the components of the mix, the smaller particles or denser particles concentrating at the base of a container with the large particle or more dense particles above them. In order to have an ideal granulation all the constituents of the mix are in correct proportion in
each granule and segregation of the ingredients will not occur. It is necessary to control the particle size distribution of the granules because although the individual components might not segregate themselves, if there is a wide size distribution, the granules will get segregated by themselves. If this occurs in the hoppers of machines like sachet-filling, capsule- filling or tablet machines, products obtained will have large weight variations. The reason behind this is that these machines fill by volume rather than weight and if different regions in the hopper contain granules of different sizes (thereby bulk density), a given volume in each region will have variation in weight of granules. This leads to an unacceptable distribution of the drug content within the batch of finished product even if the drug has been evenly distributed, weight by weight, through the granules [2].
2. To improve the flow properties of the mix: Large number of powders, because of their small size and irregular shape or surface characters, are cohesive and do not flow well. Poor flow often results in a wide weight variation within the final product due to variable fill of tablet dies, etc. The granules will be
larger and more diametric when produced from such a cohesive system [2].
3. Improvisation of the compaction characters of the mix: The primary powder particles are difficult to compress even though a readily compactable adhesive has been included in the mix but granules of the same formulation are often more easily compacted and produce stronger tablets. Mostly the solute migration which occurs during the post granulation drying stage results in a binder rich outer layer to the granules. This leads to the direct binder-binder bonding that helps in the consolidation of the weak bonding materials [2]. 4. Other reasons:
Granulation process is helpful to minimizing the hazards associated with toxic dust particles during handling, transporting of powders, thus precaution should be taken.
Granules are generally occupy less volume per unit weight and more denser than the powder mix, thus more convenient for storage and shipment.
Granulation technique helps adhesion and cake formation of hygroscopic materials. This occurs because the granules will be able to absorb some moisture and still retain the flow-ability because of their size [2].
1.2 Methods of granulation:
1. Dry Granulation or Compression Granulation:
This technique involves the compaction of the components of a tablet formulation by means of a tablet press or with the help of specially designed machinery which is followed by milling and screening before the final compression into a tablet. This process is used for drugs which are sensitive to heat, moisture or both of which precludes wet granulation. In this dry method, the primary particles are aggregated at high pressure as is shown in the figure given below.
It is done by two processes; either a heavy duty tabletting press produces a large tablet or the powder is squeezed between the two rollers and a sheet of material is produced. In both the cases these intermediate products are broken using a suitable milling technique to produce a granular material which is usually sieved in order to separate the desired size fraction [3-5].
2. Wet Granulation Method: This technique involves the massing of dry primary powder particles using a granulating fluid. This fluid consists of a solvent which must be volatile so that it can easily vaporize and should be non toxic. If the powder is wetted during the initial stage, liquid films will be formed on their surface which might combine to produce liquid bridges at the point of contact. The surface tension and negative capillary pressure in such bridges provide a cohesive force and result in a condition called the pendular state, which has low mechanical strength. As the liquid content increases it leads to funicular state; further
capillary state and droplet state. Typical liquids which are used as granulating liquid can be water, ethanol or isopropanol either alone or in combination. The granulating fluid might be used alone or more usually as a solvent containing a dissolved adhesive which is used to ensure particle adhesion once the granules are dry [4-5].
Water is usually used for the economical and ecological reasons. The drawback of using it is that it might adversely affect the drug stability thereby leading to hydrolysis of susceptible products and it needs a longer drying time than organic solvents. The long drying time also increases the length of the process and therefore might affect stability because of the extended exposure to heat.
The advantage of using water is that it is non-flammable which means that there is no need of using expensive safety precautions such as the use of flame proof equipment.
1.3 Important steps which have been involved in the wet granulation include:
1. Mixing of the drug(s) and excipients 2. Preparation of binder solution
3. Mixing of binder solution with powder mixture to form wet mass
4. Coarse screening of wet mass using a suitable sieve (6-12 # screens)
5. Drying of moist granules
6. Screening of dry granules through a suitable sieve (14-20 # screen)
7. Mixing of screened granules with help of disintegrant and glidant.
1.4 Ideal characteristics of the granules:
These include spherical shape, smaller particle size distribution with sufficient fines to fill void spaces between granules, adequate moisture (between 1-2%) good flow, good compressibility and sufficient hardness.
1.5 The granulation effectiveness depends on the following properties [7].
Particle size of the drug as well as excipients
Type of the binder (strong or weak)
Volume of binder (less or more)
Wet massing time (less or more)
Amount of shear applied
Drying rate (hydrate formation and polymorphism)
1.6 Types of Wet Granulation:
i. High shear mixture granulation ii. Fluid bed granulation
iii. Extrusion- Spheronization iv. Spray drying
Wet aggregation in a high shear mixer involves 3 stages:
Dry powder mixing (for 2-5 minutes)
Liquid binder addition(1-2 minutes)
Wet massing
Advantage of this technique is that even very highly cohesive material can also be granulated.
Compound(1)
MCC (internal phase) Crosspovidon
Pre- blended
Roll- compaction
Sieving
Blend
Blend 30 revolutions Crosspovidon
Acrosil 200 pH MCC (external
phase)
Sieve (20 mesh) Magnesium
stearate
Final blend Compaction
Color coating
Final color coated compound (1)
Figure 2: High Shear Granulator.
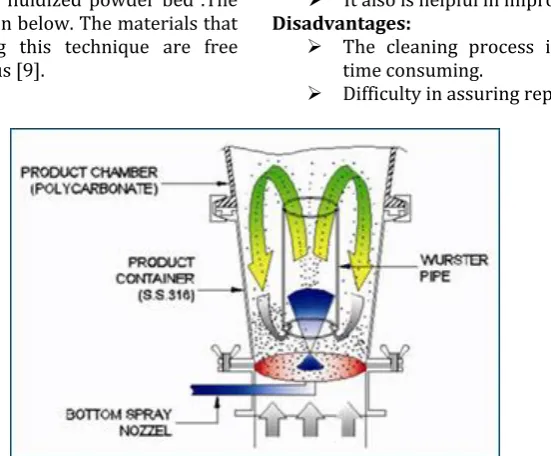
ii. Fluid bed Granulation: it is a process with the help of which granules can be produced by spraying a binder solution onto a fluidized powder bed .The figure depicting it is given below. The materials that are processes by using this technique are free flowing and homogeneous [9].
Advantages:
It helps to reduce the product loss.
It also is helpful in improving worker safety.
Disadvantages:
The cleaning process is labor intensive and time consuming.
Difficulty in assuring reproducibility.
Figure 3: Processing of Fluidized Bed Granulator.
iii. Extrusion- Spheronization: This is used as a method to produce multi-particulates for controlled release application. A multiple step process which involves 5 steps those are capable of making uniform sized spherical particles. The equipment used for spheronization is given in the figure 4.
Steps
Dry mixing of materials of achieves homogeneous dispersion.
Wet granulation of the resulting mixture to form wet mass.
The extrusion of wet mass to form rod shaped particles.
The rounding of the particles in spheronizer.
Drying of the round particles.
These dried particles are then screened I order to achieve a targeted mean size distribution [5, 10].
Advantages:
More than two active agents can be easily combined in any ratio in the same unit.
Various physical characteristics of the ingredients and excipients can also be modified but using this technique.
It helps in producing the particles with high bulk density, low hygroscopicity, high spherocity, dust free, narrow particle size distribution and smoother surface.
Disadvantages:
Figure 4: Spheronization (Pellet formation) technique and Spheronizer
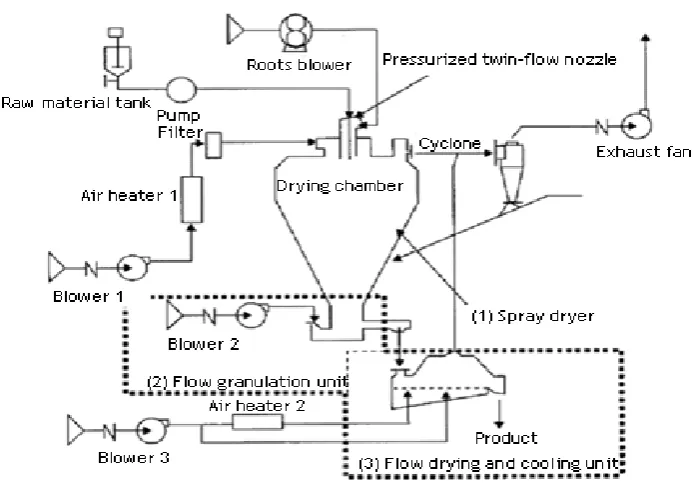
iv. Spray Drying:(Figure 5)
This process has been divided in three stages:
o Atomization of a liquid feed into fine droplets.
o The mixing of spray droplets with a heated gas streams allows the liquid to evaporate and leave behind the dried solids.
o The dried powder is separated from the gas stream [5].
Advantages:
It is a very rapid and continuous process.
It helps in the overall cost reduction by avoiding the labour intensive drying and the granulation steps.
It helps in minimal product handling and operator exposure to dust.
It is suitable for heat sensitive product.
1.7
Novel Granulation Technologies [5]:
Pneumatic Dry Granulation: This is a novel drug method for automatic or semi-automatic production of granules. It enables the flexible modification of drug load alongwith disintegration time and tablet hardness [4].
The PDG Technology enables the production of porous granules having excellent compressibility and flow ability characteristics.
The pneumatic dry granulation process is capable of granulating virtually any pharmaceutical solid dosage ingredient.
The granulated material produced has good flow-ability and compressibility properties.
PDG Technology has been used with superior results in development of tablets having fast-release, controlled release along with fixed-dose, and orally disintegrating tablets.
The technology can be used for practically any solid dosage pharmaceutical product.
PDG technology can achieve:
o High drug loading, even with difficult APIs and combinations
o Taste masking
o Excellent stability
Nowadays, wet granulation is the most commonly used. This process can granulate virtually any pharmaceutical solid dosage ingredient. Granulated materials possess exceptionally good flow-ability and compressibility properties. This technology is used for the development of tablets with fast and controlled-release along-with fixed dose and orally disintegrating tablets. PDG has replaced wet granulation technique. The comparison between the PDG technology and wet granulation is given in figure 6.
Issues with wet granulation:
It is unsuitable for various moisture and heat sensitive drugs.
It is more expensive and requires intense labor and therefore can take a long time.
This process requires a large number of process steps and each step requires qualification, cleaning and cleaning validation, high material losses which can be incurred because of the transfer between stages, thereby leading to long drying times.
Advantages of PDG Technology:
It is helpful in good granulation even at high loading with materials that have been known to be difficult to handle.
The speed of the manufacturing is faster than the wet granulation technique.
The cost of the manufactured product is less than the cost of product manufactured by wet granulation.
The system used is closed which offers safety advantages due to low dust levels and provides potential for sterile production or handling of toxic materials.
The end products formed by using this technique are very stable and their shelf life can be enhanced.
There is little or no waste of material; scale up is straight forward.
Tablets and granules that have been produced by this technique are disintegrated rapidly, offering fast releasing dosage forms.
The release time can be controlled as per the requirements. Mixing Pneumatic Dry Granulation Compression PDG Technology Mixing Wet Granulation Wet Milling Drying Mixing Compression Wet Granula tion
Figure 6: Comparison between Pneumatic Dry Granulation and Wet granulation.
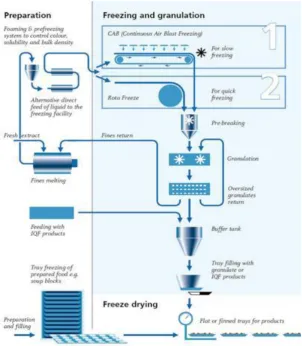
Freeze Granulation Technology: This technique has been adopted by Swedish Ceramic Institute (SCI) which enables preservation of the homogeneity from suspension to dry granules. A powder suspension is sprayed into liquid nitrogen, the granules are frozen instantaneously. In a subsequent freeze-drying the granules are dried by using sublimation of the ice without any segregation effects as in case of conventional drying in air. The resulting granules will be spherical and free flowing
with optimal homogeneity (Figure.7). This technique helps in easy crushing to homogeneous and dense powder compacts in processing operation [5].
Advantages:
Control of granule density by the solid content of the suspension.
Granules have no cavities.
There is low material waste (high yield)
Small (50-100 ml suspension) as well as large granule quantities can be produced to equal quality.
The equipment is easily cleaned and latex binder can be used for cleaning.
Recycling of the organic solvents is possible.
Typical ceramic powders: Oxides (aluminium oxides, silicon oxide), nitrides (Si3N4) and carbides (SiC), but also nano powders, diamonds and pharmaceuticals like proteins and enzymes.
Figure 7: Freeze drying Granulation.
Foamed Binder Technologies (FBT): FBT from the Dow Chemical company helps in achieving faster, simpler and safer wet granulation. This technique uses METHOCEL polymers and greatly improves binder distribution in the formulation mix and yields a remarkable array of processing advantages. It helps in reducing water requirements, improves reproducibility. It helps in eliminating spray nozzles and their many variables in granulation processing equipment.
One can very easily use it with familiar high shear, low shear, or fluid bed granulation equipment, in both laboratory and production scale settings. Our evaluation also shows it yields familiar metrics for particle size distributions, solid dose physical properties and dissolution profiles.
Working: It gives advantage of tremendous increase in the liquid surface area and volume of polymeric binder foams to improve the distribution of the water or
binder system throughout the powder bed of pharmaceutical formulation of solid dose (Figure. 8)
Figure 8: Foamed Binder.
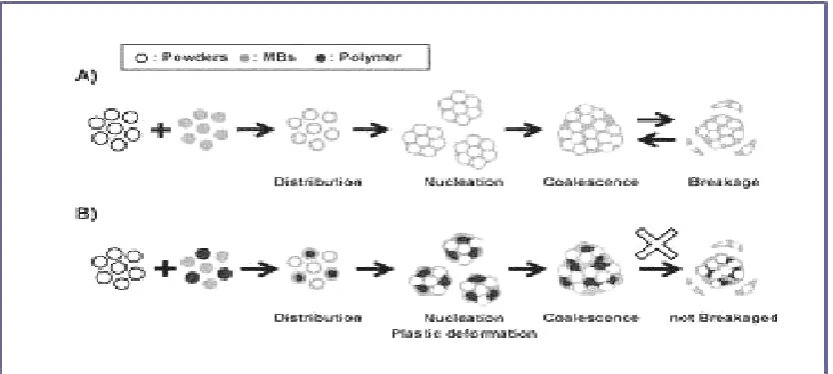
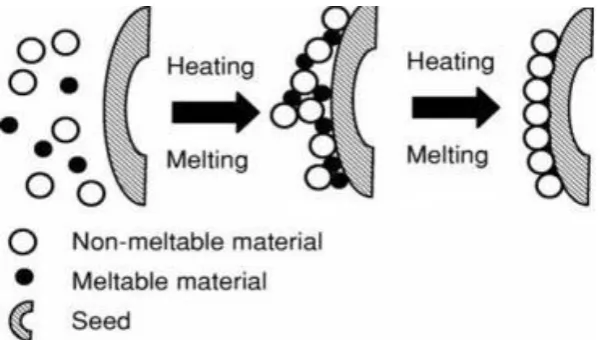
Melt Granulation Technology: This is technique with the help of which granules are obtained through the addition of either a molten binder or a solid binder which melts during the process. This method is also called melt agglomeration and thermoplastic granulation [5,14-15].
Principles of melt granulation:
This granulation process consists of three different phases:
Wetting and nucleation
Coalescence step
Attrition and breakage
Wetting and nucleation stage:
In this stage, the binder comes in contact with the powder bed and liquid bridges are formed which leads to the formation of small agglomerates.
Two nucleation mechanisms used are:
Immersion
Distribution
Immersion:
When the size of molten binder droplets is greater than that of fine solid particles, it leads to nucleation.
This process proceeds by depositing fine solid particles onto the surfaces of molten binder droplets.
Distribution:
The molten binding liquid is distributed onto the surfaces of fine solid particles.
The collision of the wetted particles leads to nuclei formation.
Smaller the binder droplet size, low binder viscosity and high shearing forces are favorable conditions for nucleation by distribution method.
Figure 9: Modes of distribution.
Coalescence steps:
It involves the nuclei that have residual surface liquid to promote successful fusion of nuclei.
Plasticity to the nuclei is imparted to the surface liquid which is necessary for the deformation of nuclei surface for coalescence as well as promoting the rounding of granulation.
Attrition- breakage step:
This is the phenomenon of granulation fragmentation in that are solidified by tray
cooling to ambient temperature without the need for drying by a tumbling process.
Breakage plays an essential role by affecting the properties of melt granulation during the granulation phase.
Requirements of melt granulation:
10-30% w/w of meltable binder with respect to that of fine particles is generally used.
For immediate release dosage forms, hydrophilic molecules are used while for prolonged release dosage forms, hydrophobic molecules are used.
Melting point of fine particles used should be at least 20C higher than that of the maximum processing temperature.
Requirements for meltable binders:
It should be solid at room temperature and has melting point ranging from 10 and 80 degree Celsius.
These binders should be physically and chemically stable.
HLB should ensure the correct release of active substance.
There are two types of meltable binders:
Hydrophilic meltable binders
Hydrophobic meltable binders
Meltable binders:
1. Meltable binders should be solid at room temperature and the melting point should lie between 40 to 60° C.
2. The HLB value of the binder should ensure correct release of the active ingredient.
Advantages:
No solvent is used and the processing steps needed are fewer thereby eliminating the time consuming drying steps.
There is uniform dispersion of fine particles and it offers good stability at varying pH and moisture.
They can be applied safely in humans due to their non swellable and water insoluble nature [5].
Table 1: List of Binders.
Hydrophilic meltable binders generally used in
the melt granulation technique Hydrophilic Meltable Binder Typical Melting Range (°C)
Gelucire 50/13 Poloxamer 188 Polyethylene glycols : PEG 2000
PEG 3000 PEG 6000 PEG 8000
44 – 50 50.9
42 – 53 48 – 63 49 – 63 54 – 63
Figure 10: Steam Granulation Technology
Steam Granulation Technology: This technique is a modification of wet granulation. We use steam as binder instead of water. Pure steam is a transparent gas. At a standard temperature and pressure (mixed with air, but in equilibrium with liquid water) it occupies about 1600 times volume of an equal mass of liquid water. The granulation of particles involves the injection of appropriate amount of liquid in the form of steam.
This steam injection method employs the use of steam at 150 degree Celsius and tends to produce
local overheating and excessive wetting of particles in the vicinity of steam nozzles, thereby causing the formation of lumps in the granulated product.
Advantages:
1. Higher distribution uniformity and diffusion rate into powders.
3. Short processing time and use of water vapor makes it an environmental friendly technique.
4. It maintains sterility and can control the total microorganism count.
5. Regulatory compliance.
6. No health hazards to the operator.
Disadvantages [5,10]
1. Special equipment is needed for steam generation.
2. High energy output is needed.
3. It is not suitable for thermolabile materials.
4. More safety measures are required in this technology.
5. It is not suitable for all types of binders.
Moisture Activated by Dry Granulation (MADG): This technology is also called “Single pot granulation”.
1. Moisture is used in order to activate the granules formation but the granule drying process is not necessary due to moisture absorbing material such as microcrystalline cellulose.
2. This method consists of two steps, wet agglomeration of powder mixture followed by moisture absorption stages.
3. 1-4% water is added first in order to agglomerate the mixture of API, a binder and excipients. Moisture absorbing material such as MCC along with potato starch is added to absorb the excess amount of moisture.
4. After the lubricant has been mixed, the mixture obtained can be compressed directly into the tablets. Hence, this process offers several advantages of wet granulation.
FMC Biopolymer has introduced two new excipients to the pharma market:
1. Avicel HFE- 102 2. Avicel PH- 200LM
These products have been generated to produce a different entity with improved benefits.
Avicel PH-200LM, based on MCC is used to ensure the removal of excess amount of moisture during granulation process.
Advantages:
1. Very little granulating fluid is used.
2. Drying time is reduced and the granules produced have good flow ability.
3. Single production equipment such as high shear granulator is used.
4. No equipment change and lower tablet capping. 5. No over and under granulation.
6. It is applicable for developing a controlled released formulation.
Disadvantages:
1. Moisture sensitive materials and high moisture absorbing API cannot be used.
2. The formulations with high drug loading are very difficult to develop [5].
Thermal Adhesion Granulation Process (TAGP): It is helpful in preparing tabletting formulations. This process is performed under low moisture content or low content of pharmaceutically acceptable solvent by subjecting a mixture containing one or more diluents and active ingredients; a binder; optionally a dis-integrant to heat at a temperature ranging from 30 degree to 130C in a closed system under mixing by tumble rotation until the formation of the granules takes place.
It uses less water than the wet granulation method. It provides granules with very good flow properties and binding capacity to form tablets which have low friability with adequate hardness and have a high uptake capacity for active substances whose tabletting is poor. Drying and milling to form desired granules are unnecessary in the present invention due to low amount of moisture introduced to the tabletting mixture. After cooling and screening, granules of required particle size can be obtained. It also helps to minimize the generation of dust particles during the processing. This technique serves to contain fine- powder active ingredients whose spread or loss from system is not desirable due to their cost or biological activity [8,16].
TOPO Technology: HERMES PHARMA has developed a unique technology for carrying out single pot granulation. This process requires a very small quantity of liquid to start the chain reaction. Pure water or water-ethanol mixtures are used.
TOPO Technology produces granules for tablets which at least contains one solid crystalline, an organic acid and one alkaline or alkaline earth metal carbonate that reacts with the organic acid in aqueous solution to form carbon dioxide. As a result there are no solvent residues in the finished products; granules have excellent hardness and stability. TOPO Granulator was employed for producing effervescent tablets following TOPO vacuum granulation technology, patented by Hermes Pharma. It involves granulation under vacuum to prevent uncontrolled chain reaction [8].
Continuous Flow Technology: This method does not require any liquid to start the chain reaction. In this case granulation is carried out in an inclined drum into which powder is fed at one end and granulate is removed at the other. The process produces granule with surface protected by inactive component that do not harm the sensitive API. CF technology can produce upto 12 tons of granules every day.
Advantages:
2. Granules and effervescent become less sensitive to humidity and high temperature.
3. Granules form extremely stable products. 4. No solvent residues in the final products [5].
Granulex Technology: This method performs both coating and powder layering process. Multiple coating and powder layers indicate the accuracy and control of a granulex rotor process, including the creation of non-pareil.
Key-Features: Unique, Efficient granulation processes. Granules produced are dense and spherical in shape. One Pot Processing: It has the ability of drying the product in the same processing chamber. This method in combination with 12 bar construction provides a true one pot system which is ideal for manufacturing of highly potent and expensive pharmaceutical compounds.
Increased batch capacities: The patented conical rotor plate increases batch capacities when compared to traditional rotor processes. The precision machined gap contains the product within the processing area and peripheral spray guns are embedded inside the product and this provides accurate coating with minimal spraying defects.
Maximum Process Flexibility: Using micronized acetaminophen as the base material, the granurex produced both a 100µm and a 200µm spherical bead.
2. REFERENCES
1. Prasad , S.G., Subramanian, S.N., Swetha, M., Gupta, V.R.M., Devanna, N., Sultana, M. 2013. Formulation And Evaluation Of Oro Dispersible Tablets Of Levocetrizine By Melt Granulation Technology. Scholar Res Library. 5(1), 107-115. 2. Aulton, M. E. & Wells, T. 2002. Pharmaceutics: The Science Of
Dosage Form Design. Churchill Livingstone,
3. Hancock, B. C., Colvin, J. T., Mullarney, M. P. & Zinchuk, A. V. 2003. Pharmaceutical Powders, Blends, Dry Granulations, And Immediate-Release Tablets. Pharmaceutical Technology. 64-80.
4. Subhash, P., Srilatha, K., Ajay Kumar Bachupally, M. P. & Shaik, J. K. R. G. 2011. Emphasis On Novel Granulation Technologies: An Overview. Indo Am J Pharm Res, 1, 305-316.
5. Shinde, N., Aloorkar, N., Kulkarni, A., Bangar, B., Sulake, S. & Kumbhar, P. 2014. Recent Advances In Granulation Techniques. Asian J Res Pharm Sci, 4, 38-47.
6. Sheskey, P., Keary, C., Clark, D. & Balwinski, K. 2007. Scale-Up Trials Of Foam Granulation Technology-High Shear. Pharmaceutical Technology, 31, 94.
7. Solanki, H. K., Basuri, T., Thakkar, J. H. & Patel, C. A. 2010. Recent Advances In Granulation Technology. Int J Pharm Sci Rev Res, 5, 48-54.
8. Saikh, M. A. A. 2013. A Technical Note On Granulation Technology: A Way To Optimise Granules. Int J Pharm Sci Res, 4, 55-67.
9. Sheskey, P., Keary, C., Inbasekaran, P., Deyarmond, V. & Balwinski, K. 2003. Foam Technology: The Development Of A Novel Technique For The Delivery Of Aqueous Binder Systems In High-Shear And Fluid-Bed Wet-Granulation Applications. Poster Presented At Aaps Annual Meeting And Exposition, Salt Lake City, Ut, 2003. 26-30.
10.Agrawal, R. & Naveen, Y. 2011. Pharmaceutical Processing–A Review On Wet Granulation Technology. Int J Pharm Frontier Res. 1, 65-83.
11.Chokshi, R. & Zia, H. 2010. Hot-Melt Extrusion Technique: A Review. Iranian J Pharm Res, 3-16.
12.Keary, C. M. & Sheskey, P. J. 2004. Preliminary Report Of The Discovery Of A New Pharmaceutical Granulation Process Using Foamed Aqueous Binders. Drug Development And Industrial Pharm, 30, 831-845.
13.Chaudhari, P., Chaudhari, Y. G. & Barhate, N. 2006. Melt Granulation Technique: A Review. Pharmainfo. Net, 85, 123-131.
14.Heng, P. W. & Wong, T. W. 2007. Melt Processes For Oral Solid Dosage Forms. Encyclopedia Of Pharmaceutical Technology, 4, 2257-2261.
15.Royce, A., Suryawanshi, J., Shah, U. & Vishnupad, K. 1996. Alternative Granulation Technique: Melt Granulation. Drug Development And Industrial Pharmacy, 22, 917-924. 16.Hammer, K. 1984. Steam Granulation Apparatus And Method.
Google Patents.
*****
© 2015; AIZEON Publishers; All Rights Reserved