2017 2nd International Conference on Computer, Mechatronics and Electronic Engineering (CMEE 2017) ISBN: 978-1-60595-532-2
Research and Application of Quality Control in the Whole Process of
Production Logistics Based on IACT
2Miao-zhen GUO, Guang-rui ZHOU
*, Yu-min WANG, Ming CHEN
and Min ZHANG
China Tobacco Zhejiang Industrial Co. LTD., Hangzhou, China
*Corresponding author
Keywords: Automation, Intelligent, Production logistics, Quality control, IACT2, Track, Trace.
Abstract. In the continuous, pluralistic and automatic production process, IACT2 method is used to
study the overall design ideas of error-preventing, quality tracking and quality tracing in logistic production based on the minimum logistic unit. Elaborated based on the original automatic production logistics system. Oriented by the minimum logistic unit batch management, the whole logistic process of WRAPPING production is identified, analyzed, tracked by control and simulation. Integrated with manual operation, a logistics quality control system of intelligent production is constructed to achieve the goal of error-preventing and accurate tracking and tracing.
Introduction
Three automated warehouses, including filter rod storage, accessory storage and finished product storage, provide the ability of automatic storage and automatic delivery of filter rods and accessories, and the ability of automatic conveying, packing, sorting and stacking of finished product in the process of cigarette manufacturing. [1] The average production capacity of high-speed cigarette making machine has been reached 15500 packs per minute. That’s why it is our prior concern to guarantee the product quality, and to target the quality defects of products quickly and accurately, in order to improve the quality of products and decrease the error rate.
Automatic Production Logistics System Control
Figure 1. Logistics process of package production.
Quality Control Analysis Method of IACT2
IACT2 means I (identification), A (analysis), C (control) and T2 (forward and reverse tracing back).
The cigarette manufacturing production logistics process can be analyzed by I, A and C, Through
the simulation of the whole process of the production logistics T2, the optimization direction of the
production logistics system in the whole process of ascension can be identified. These issues can be imported to the problem diversion mechanism, and can be modified by appropriate quality tools according to the specific circumstances, for the target of whole process quality control and quality tracking of intelligent logistics production. Figure 2 is the technical research route of this project.
Figure 2. Project technical research flow-chart.
Identification
Each logistics transport unit must have its unique identification code in the modern production logistics system, and the media carrying the identification code in the cigarette industry are normally RFID or one-dimensional bar code. In the current process of the accessories and filters logistics, the material in the transportation unit, esc. Pallet, is not identified when the pallet identification code is scanned. On the other hand, only automatic production logistics system identifies the code, while the artificial process provides no records of material identification.
operation method. There is obviously no possibility to identify SNP information, minimum material unit batches, by limited human resource. General Piece Number is designed to solve the problem after groping and testing. The suppliers are requested to record every SNP information during production and General Piece Number of every transportation unit, and their corresponding relationship is established and transmitted to Batch Management System. After bounded General Piece Number to pallet identification code, every piece of material can be traced by the pallet identification code. [2]
According to the above analysis, SNP material can be get by identifying the transport unit identification code in the production logistics. But each SNP code must be identified in the process of production. According to this principle, it is necessary to make up the missing identification points in the current production logistics process.
Analysis
In the current automated production logistics system, the analysis is mainly for the information control of material flow, to assure the consistency of material and task order in each transportation unit. In accordance with the rules formulated by the system, the transportation task is generated and the material is sent to the designated destination.
The object of analysis in the production logistics system in the future will be transformed from transportation unit to the SNP material, which means the entire material transport unit is subject to the rules of information control, in case part of the material in the transportation unit fails to meet the consistency requirements. The function is to be extended from the automated production logistics system to manual operation. Based on these two premises. The whole process of cigarette manufacturing production logistics has been sorted. It is discovered that most information control and analysis function in the process of accessory materials and filter rod must be optimized, while the function in the process of finished product can be kept unchanged, for the finished product flow has been identified by single cigarette box management. After process sorting, new requirements of consistency of SNP accessories, consistency of artificial filter group SNP number and consistency of logistics information are added. Meanwhile, new rules are also added into principles, such as output alarm information, stop collocation with success, output stop signal.
Control
Automatic logistics system is a system that information flow controls material flow. After identification and analysis, the current cigarette manufacturing production logistics system has reached the level based on SNP information control. However, hardware is the ultimate method of material control.
Compared with the control information of the original production logistics control system analysis module, the control information of future production logistics control system analysis module will be much more abundant. Not only the internal hardware devices, but also the external equipment is controlled, by the means of communications and connections between separate systems and PLCs via different protocols and interface drivers. Besides, manual operation devices can also be controlled by alerting related personnel, or directly blocking information flow, to stop the material flow.
T2 Trace Back
After reviewing all the process via IAC, material SNP quality control requirements can be satisfied theoretically, and forward tracking and backward tracing simulation of the whole process can be carried out to constantly optimize the system procedure.
Positive forward tracking
can be implemented - finished product online automatic sampling, that is, according to the requirements of the system, a sampling rule is added for each piece of cigarettes boxes. This is an extension of the application of the product SNP batch management forward tracking.
Reverse tracing
Cigarette manufacturing production is a process in which batch sizes are gradually enlarged. Take tracing a LQ1 finished product pallet in the storage as an example, LQ1 product AA and BB, in the same pallet with same cigarette brand, are from two different sealing machines. The reason is that the rule of cigarette sorting is cigarette brand only, so, another opportunity of process improvement is found, sorting by sealing machine numbers and the working load of product quality tracing is reduced.
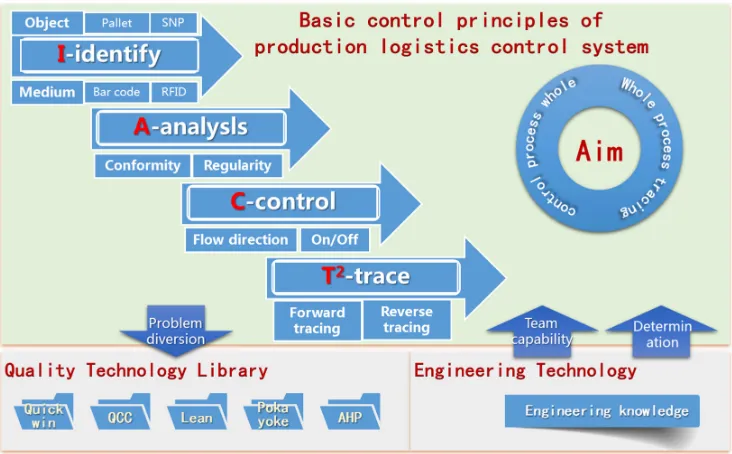
Figure 3, IACT2 problem solving principle diagram, indicates that this method, based on the
basic principle of automatic production logistics control system, taking the whole process fool-proof as the guidance, identifying and inspecting each logistics aspects of the whole process, can quickly find the lack of control points. Then through the T tracking and tracing, the whole process of production logistics control points is optimized.
Figure 3. Schematic diagram of IACT2 method.
Improved Intelligent Production Logistics Process
Through the analysis of IACT2 process, the logistics flow chart of the cigarette manufacturing
[image:4.612.124.490.268.495.2]Figure 4. Flow chart of future production logistics.
Systematic Implementation
After analysis and implemented by this method, the material in cigarette manufacturing production logistics can be precisely tracked and traced by means of minimum packaging unit timing and space information recording at different logistics points.
The number of production logistics process control points is increased from 8 to 18, and the number of the entire production logistics management and control points is increased from 111 to 226. The production logistics process error proofing effect is obviously improved, since there is no wrong material delivering in three years. The quality accident in production logistics process is 0. The precise tracing of the whole process, remarkably decrease the load of quality tracing. According to the data of internal quality tracing in Hangzhou cigarette factory, the tracing quantity of cigarette box is reduced from 1104864 in 2013 to 770010 (2014-2016 on average), which is about 30.3% decrease. Tracing time has reduced about 287.54 man-days on average (2014-2016). Complaint rate is reduced from 0.172PPM in 2013 to 0.132PPM (2014-2016 on average), which is about 23.3% decrease. The enterprise quality control ability has been enhanced.
Conclusion
In the intelligent upgrading of production logistics system, quality control theory can be introduced into the production logistics system, directly aiming at problems, which can quickly identify the improving point and timing, Therefore, the quality management can control the whole process of production logistics instead of tracing after production, The material management is improved from brand name to SNP information, which makes the whole process tracing possible, and greatly reduces the scope of quality tracing and the risk of defects production and entering the market.
References
[1] Guo Miao Zhen, Wang Yu Min, Zhang Qiang, Volume package Logistics viaduct system of Hangzhou tobacco. Logistics and Material Handling, 2014(19): 72-78
[2] Wang Yu Min, Guo Miao Zhen, Application of single batch management in distribution for tobacco auxiliary, Manufacturing Automation, 2013(12): 120-124