Case Studies on Paper Machine Vibration Problems
Andrew K. Costain, B.Sc.Eng.
Bretech Engineering Ltd., 70 Crown Street, Saint John, NB Canada E2L 3V6 email: [email protected] website: www.bretech.com
ABSTRACT
A broad range of complex vibration problems can occur on paper machines. These include nipped roll interactions, problems with roll drive systems, and structural issues (including resonance). Successful analysis and resolution of paper machine vibration problems requires a thorough understanding of the equipment, and the ability to apply various diagnostic techniques. This paper will present several case studies, each describing the evaluation techniques used to diagnose a paper machine vibration problem.
Keywords: vibration analysis, paper machine
1. INTRODUCTION
Due to a large number of rotating components, paper machines are especially well suited to periodic vibration monitoring. Furthermore, there are numerous opportunities to apply vibration analysis for troubleshooting and diagnostics of complex problems (which are typically in
abundance). Several examples of paper machine vibration problems follow. 2. CASE STUDIES
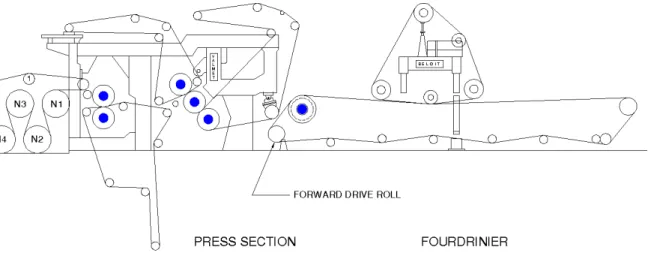
2.1. Fourdrinier Drive Roll Problem
A 550 tpd newsprint machine experienced several catastrophic failures at the forward drive roll gearbox. Specifically, the gearbox input shaft sheared in an apparent fatigue failure 3 times within a period of 6 months. The roll position is shown in Fig 1, below.
Figure 2A, below, shows the drive and gearbox arrangement. Figure 2B shows the front side of the forward drive roll.
Figure 2A • drive and gearbox arrangement Figure 2B • front side of forward drive roll
Baseline vibration assessment of the drive train and forming section rolls detected relatively low vibration amplitudes (< 0.1 in/sec pk overall). No significant problems were apparent.
Visual observations, with the aid of a strobe, indicated that under certain conditions, the drive appeared to be oscillating or “hunting”. Transient vibration measurements, as shown in Fig 3, below, did not exhibit any corresponding modulation of vibration amplitude.
Figure 3 • time waveform, fft, and zoom fft of 60 second transient vibration measurement
0.0 Seconds 60.0000
-0.4000 0.4000
in/sec
Transient Waveform of Gearbox High Speed Shaft - Horizontal
Min in/sec: -0.1568 Max in/sec: 0.2276 Seconds: 22.7387 10/07/02 11:45:46 JOB ID: ACGF
0.0 Hertz 1000.0000
0.0 0.0480
Peak in/sec
Spectrum of Horizontal Measurement - Gearbox High Speed Shaft
in/sec: 0.0390 Hertz: 17.8128 10/07/02 11:45:46 JOB ID: ACGF
0.0 Hertz 180.0000
0.0 0.0480
Peak in/sec
Zoomed Spectrum Of Horizontal Measurement - Gearbox HS Shaft
in/sec: 0.00481 Hertz: 7.5001 10/07/02 11:45:46 JOB ID: ACGF
It was noted that an unexplained peak at 7.5 Hz was consistently observed in measurements throughout the drive train and at various machine direction measurements on the fourdrinier. This is well below the gearbox output speed of 17.8 Hz.
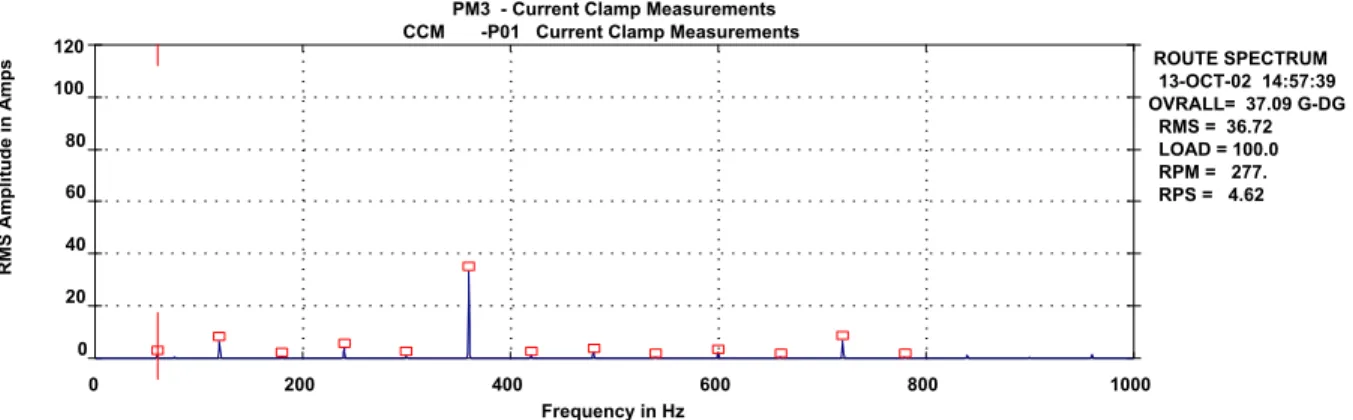
Motor current measurements, as shown in Fig 4, below, exposed a high 6X line frequency peak, indicating a possible dc drive rectifier fault.
Figure 4 • fft of motor current
To further evaluate the observed drive oscillations, a shaft encoder was installed, providing a high resolution measurement (350 pulses per revolution) of shaft speed and any corresponding speed variations. The installed shaft encoder and output waveform are shown in Figs 5A and 5B, below. Some speed variations can be easily observed in the waveform.
Figure 5A • installed pulse encoder Figure 5B • 180 mSec time waveform of encoder output
Further analysis of the output waveform exposed frequency modulation at 6.5 Hz, and a 180°
phase shift. Each of these are considered evidence of a torsional resonance – which is consistent with the failure mode. The bode plot (magnitude and phase vs frequency) is shown in Fig 6A, below. To further investigate the possibility of a resonance problem, forced response testing was conducted. The results for the jackshaft, shown in Fig 6B, below, indicate some response near the frequency of interest.
PM3 - Current Clamp Measurements CCM -P01 Current Clamp Measurements
ROUTE SPECTRUM 13-OCT-02 14:57:39 OVRALL= 37.09 G-DG RMS = 36.72 LOAD = 100.0 RPM = 277. RPS = 4.62
0 200 400 600 800 1000
0 20 40 60 80 100 120
Frequency in Hz
R
M
S A
m
plit
ude
in A
m
ps
0.0 Seconds 0.1800
-0.6000 0.6000
Volts
Waveform Of Pulse Encorder Output 3000 FPM - NDE Forward Roll Drive
Volt: -0.1158 Seco: 0.0 09-Oct-02 14:25:01 JOB ID: ACGF
Note that the forced response test was performed in the accessible radial and axial directions, however the suspected resonance is torsional.
Figure 6A • drive and gearbox arrangement Figure 6B • front side of forward drive roll
Although vibration amplitudes were found to be very low, recommendations were submitted to replace the SCRs and install a “notch” filter to prevent continuous operation of the drive in the range of 6 to 8 Hz. Since implementing the recommendations, no additional failures have occurred.
2.2. Press Roll Barring Problem
A 350 tpd uncoated free sheet paper machine recently changed to a seamed press felt to facilitate faster, safer, fabric changes. This resulted in a significant increase in vibration amplitude at the 3RD press – detected by periodic monitoring. Other problems included significantly reduced roll cover life and runability issues. Fig 7, below, shows the v-nip roll “chevron” barring pattern.
Figure 7 • roll cover barring of 3RD press v-nip roll
0.0 Hertz 200.0000
0.0001 0.1000
Log Peak in/sec
Spectrum of Impact Test on Forward Roll Jack Shaft - Vertical
in/sec: 0.00106 Hertz: 7.0000 10/16/02 12:50:18 JOB ID: ACGF
A baseline vibration assessment indicated a group of spectral peaks centered at 20 orders of turning speed for both 3RD press rolls (v-nip, bottom and granite, top). Figs 8A and 8B, below, show the fft and zoom fft for a v-nip roll measurement. Zoom analysis indicated a sideband spacing of 0.7 Hz, corresponding to the felt pass frequency of the new (seamed) felt.
Figure 8A • fft of v-nip roll Figure 8B • zoom fft of v-nip roll
A wide variety of measurements and analysis were conducted, including synchronous time averaging, transient analysis, and forced response testing.
A geometric analysis revealed that felt length (878”) is an integer multiple of the 34.93” ∅
granite roll circumference. A polar plot of speed trial time data indicated a 4X node at the granite roll, as shown in Fig 9, below.
Figure 9 • speed trial polar plot time waveform and peak amplitude fft
It was determined that due to the 3RD press section geometry, the (top) granite roll induced a barring pattern in the press felt, which subsequently barred the resilient cover of the (bottom) v-nip roll. Recommendations to change the size of both the granite roll and the felt were
implemented, resulting in a significant reduction of vibration amplitude, and improved machine runability.
2.3. Dryer Section Structural Problem
A large newsprint machine was to increase nominal operating speed from 3400 fpm to 4000 fpm. Since existing runability problems at the dryer section (excessive sheet breaks) was already a concern, and since existing vibration forces were expected to increase with speed, a detailed dynamic analysis was conducted of the dryer section.
A baseline vibration assessment revealed; 1) several dryer cylinder bearing defects, and 2) felt roll unbalance problems, as shown in Figs 10A and 10B, below.
Figure 10A • dryer bearing defect Figure 10B • felt roll unbalance
As shown in Figs 11A and 11B, below, excessive dryer cylinder unbalance was detected at dryer section #1. Similar results were found at section #2 and #3, with 1X dryer (4 Hz) amplitude up to 0.3 in /sec pk in the machine direction (target value is 0.04 in/sec pk).
Conversely, the dryer sections #4 and #5 were found to be well within tolerance. Note that sections #1, #2, and #3 are driven by dryer felts, and sections #4 and #5 are driven by enclosed gear trains.
Figure 11A • 1X dryer vibration amplitude Figure 11B • 1X dryer phase / magnitude vectors
0.0 Seconds 4.2000
-1.2000 1.2000
G's
Waveform of Dryer Can #20 - Y Direction
G's: -0.2682 Seconds: 0.1699 09/12/02 11:57:29 JOB ID: 202137-3
0.0 Hertz 200.0000
0.0 0.0300
Peak in/sec
Spectrum of Dryer Can #20 - Y Direction
in/sec: 0.0217 Hertz: 3.7500 09/12/02 11:57:29 JOB ID: 202137-3
0.0 Hertz 200.0000
0.0 0.4800
Peak in/sec
Spectrum of Felt Roll F28 - X Direction
in/sec: 0.3924 Hertz: 13.0000 09/12/02 16:04:45 JOB ID: 202137-4A
0.0 Seconds 4.2000
-0.6000 0.6000
G's
Waveform of Felt Roll F28 - X Direction
G's: 0.0696 Seconds: 0.0 09/12/02 16:04:45 JOB ID: 202137-4A
Tending Side 1X Vibration - 3650 FPM
0.000 0.020 0.040 0.060 0.080 0.100 0.120 0.140 0.160 0.180 0.200
1 2 3 4 5 6 7
Dryer Cylinder #'s
V ib rat io n A m p li tu d e ( in /sec p k)
Tending Side Ho rizontal Tending Side Vertical Tending Side Axial
Vibrat ion Limit
An operating deflection analysis indicated excessive machine direction motion in the supporting structure. The ods model is shown in Fig 12, below. Machine direction is +x.
Figure 12 • operating deflection shape model
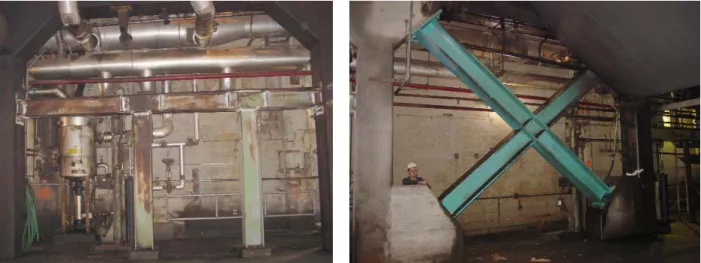
Visual examination of the support structure revealed previously installed machine direction braces, as shown in Fig 13A, below. These were found to be undersized, and in generally poor condition, with many of the structural welds broken.
Figure 13A • failed structural brace Figure 13B • example structural brace
Recommendations were submitted to design and install suitable machine direction bracing, similar to that shown in Fig 13B, above. At the time of writing, this work is in progress.
2.4. Winder Transient Vibration Problem
The winder for a kraft paper machine experienced intermittent high vibrations when winding at high speeds (above 5000 fpm). Also, the winder motor shaft had failed 2 weeks prior to onsite diagnostics.
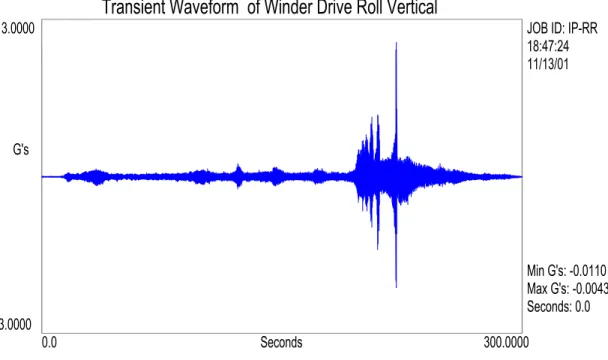
A 300 sec time waveform (1 winder cycle) is shown in Fig 14, below.
Figure 14 • time waveform of 1 winder cycle
The averaged fft spectrum, as shown in Figs 15A and 15B, below, indicated a significant broadband response in the range of 34.5 Hz through 39.5 Hz during the transient events.
Figure 15A • fft of 15 to 190 sec Figure 15B • fft of 195 to 225 sec
0.0 Seconds 300.0000
-3.0000 3.0000
G's
Transient Waveform of Winder Drive Roll Vertical
Min G's: -0.0110 Max G's: -0.00439 Seconds: 0.0 11/13/01 18:47:24 JOB ID: IP-RR
0.0 Hertz 100.0000
0.0 0.0800
Peak in/sec
Averaged Spectrum of 15 sec to 190 sec
in/sec: 0.00811 Hertz: 8.6875 11/13/01 18:47:24 JOB ID: IP-RR
0.0 Hertz 100.0000
0.0 0.0800
Peak in/sec
Averaged Spectrum of 195 sec to 225 sec
in/sec: 0.0240 Hertz: 8.8125 11/13/01 18:47:24 JOB ID: IP-RR
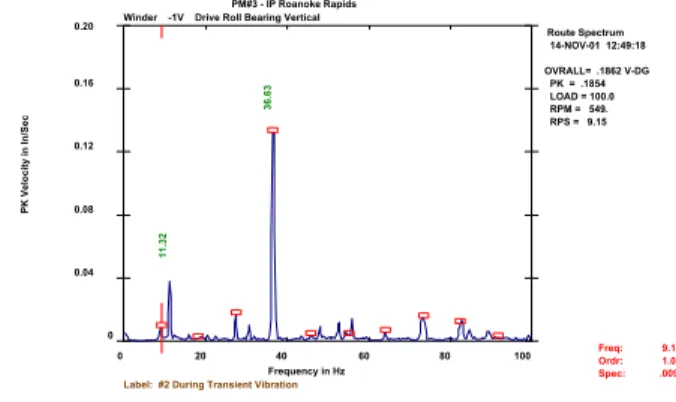
Instantaneous spectra acquired before, during, and after the transient response include harmonic multiples of 1X paper roll turning speed, a good indicator of looseness. The high transient response is coincident with 4X paper roll turning speed. As shown in Figs 16A and 16B, below, the paper roll turning speed reduces during the winding process. During the high transient vibration 4X paper roll turning speed is 36.63 Hz.
Figure 16A • fft before high transient vibration Figure 16B • fft during high transient vibration
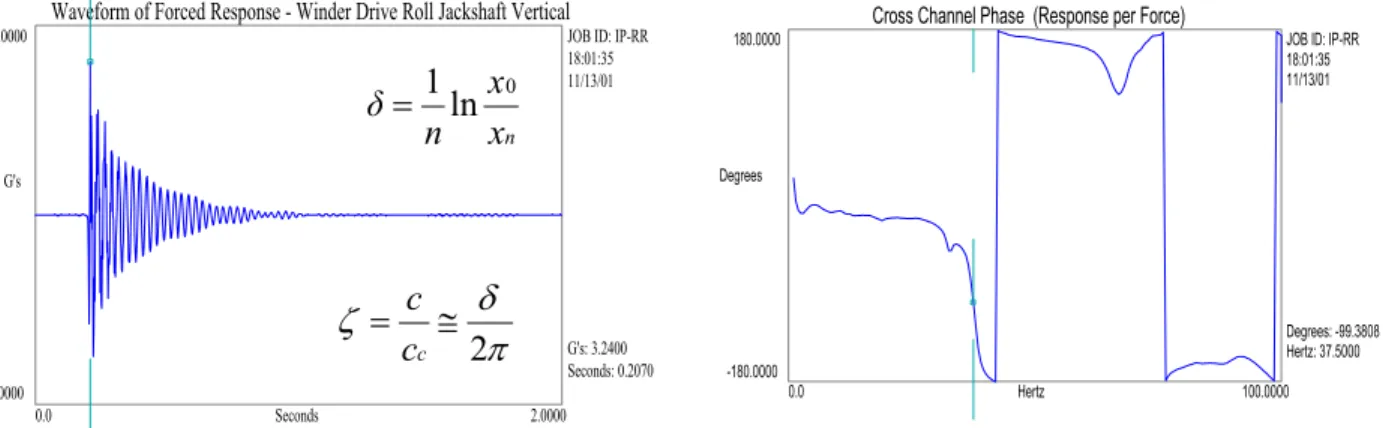
Forced response testing revealed a lightly damped system mode (natural frequency) of the drive roll jackshaft at 37.5 Hz. Resonance occurs when the 4X paper roll forcing function is
coincident with the 37.5 Hz mode.
Figure 17 • vibration response of jackshaft
Using the formula shown in Fig 15, above, the amplification factor is determined to be at or near 20 (considered a high value).
0.0 Hertz 100.0000
0.0 0.2400
Peak in/sec
Spectrum of Forced Response - Winder Drive Roll Jackshaft Vertical
in/sec: 0.2168 Hertz: 37.5000 11/13/01 18:01:35 JOB ID: IP-RR
PM#3 - IP Roanoke Rapids Winder -1V Drive Roll Bearing Vertical
Label: #1 Before Transient Vibration
Route Spectrum 14-NOV-01 12:49:05 OVRALL= .1091 V-DG PK = .1086 LOAD = 100.0 RPM = 578. RPS = 9.63
0 20 40 60 80 100
0 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08
Frequency in Hz
P K V e lo c ity in In /S e c 38. 35 10. 61 Freq: Ordr: Spec: 9.629 1.000 .00958
PM#3 - IP Roanoke Rapids Winder -1V Drive Roll Bearing Vertical
Label: #2 During Transient Vibration
Route Spectrum 14-NOV-01 12:49:18 OVRALL= .1862 V-DG PK = .1854 LOAD = 100.0 RPM = 549. RPS = 9.15
0 20 40 60 80 100
0 0.04 0.08 0.12 0.16 0.20
Frequency in Hz
P K V e lo c ity in In /S e c 36. 63 11. 32 Freq: Ordr: Spec: 9.154 1.000 .00956 1 2 f f f AF n − =
Using the formulae shown in Fig 16A, below, the damping ratio is found to be at or near 0.025 (ie a lightly damped system).
Figure 14 • time waveform of 1 winder cycle
Since the winder operates at constantly changing speeds, isolation or a tuned absorber cannot solve this problem. Tuning (changing the natural frequency of the jackshaft) will work only if the mode is carefully adjusted to below the lowest value for 4X paper roll ( 30 Hz) but above the 3X forcing function. Changing the support design (bearings) to introduce system damping will reduce the amount of amplification.
Recommendations to minimize the forcing function (mechanical looseness) by correcting excessive bearing clearances and loose structural connections were followed, leading to a significant reduction in the transient vibration response.
3. SUMMARY
A wide range of complex problems may occur on paper machines. Troubleshooting may require the application of one or more advanced diagnostic techniques.
The author gratefully acknowledges the cooperation of Abitibi Consolidated Inc, Domtar Industries Inc, International Paper, and NorskeCanada, in the compilation of this article.
0.0 Seconds 2.0000
-4.0000 4.0000
G's
Waveform of Forced Response - Winder Drive Roll Jackshaft Vertical
G's: 3.2400 Seconds: 0.2070 11/13/01 18:01:35 JOB ID: IP-RR
n
x x n
δ =1ln 0
π δ ζ
2
≅ =
c
c c
0.0 Hertz 100.0000
-180.0000 180.0000
Degrees
Cross Channel Phase (Response per Force)
Degrees: -99.3808 Hertz: 37.5000 11/13/01 18:01:35 JOB ID: IP-RR