2017 2nd International Conference on Computer, Mechatronics and Electronic Engineering (CMEE 2017) ISBN: 978-1-60595-532-2
The Research and Application of WIN2 Weight Control System on Super
Slim Cigarette Maker Based on CAN-Bus
Yu-liang LI, Shuai YANG, Wen-xi XU and Li-hong ZHANG
Kehai Road 118#, Hangzhou Cigarette Factory, Zhejiang Tobacco Industry, Hangzhou, China
Keywords: Win2, Weight control, Microwave, Cigarette maker.
Abstract. In order to realize the accurate weight control of the cigarette manufacturing process of super-slim type, based on the CAN bus, the WIN2 weight control is integrated into the electronic control platform of the fine-support crimping machine to realize the fine-weight cigarette weight control function. The application results show that: the system mean weight deviation ≤ 2mg, long-term standard deviation ≤ 3mg, short-term standard deviation ≤ 10mg, rejection accuracy ≥
94%, fully able to meet the fine-cigarette control requirements, and the industry's cigarette manufacturing lean Better reference meaning.
Introduction
Currently, most of the cigarette maker control systems are based on Siemens programmable logic controllers (PLCs). This method has inherent shortcomings in terms of real-time performance. Taking the S7 series controllers used by most of the crimping machines as an example, The duty cycle is about 10ms, and some high-speed I/O scanning time of the cigarette system requires us level, pure PLC platform cannot be realized. Therefore, the current basic use of foreign cigarette maker manufacturers put forward "PLC + high-speed processing board" solution, the basic system to solve real-time problems. However, the continuous improvement of the demand of consumers, the technology of the coiling equipment and the specifications of the cigarettes and cigarettes are constantly changing. The accuracy of this method for producing the cigarettes of fine cigarettes cannot meet the requirements of the process. Therefore, it is proposed to increase the technological capability of the equipment by using the weight control subsystem based on CAN bus.
Cigarette Weight Control System Principle
The Introduction for the Control System of Cigarette Maker
The cigarette maker is an important part of the cigarette production process, and its function is to make the tobacco roll into a cigarette branch. Crimping unit is generally divided into feeding into the machine, roll forming machine and then installed machine three parts [1]. At present, most of the cigarette machine electric control system is based on programmable logic controller (PLC) + high-speed processing board mode. Among them, the weight control subsystem as a cigarette control system, a major branch in the cigarette quality control plays a decisive role [2].
The Principle of Weight Control
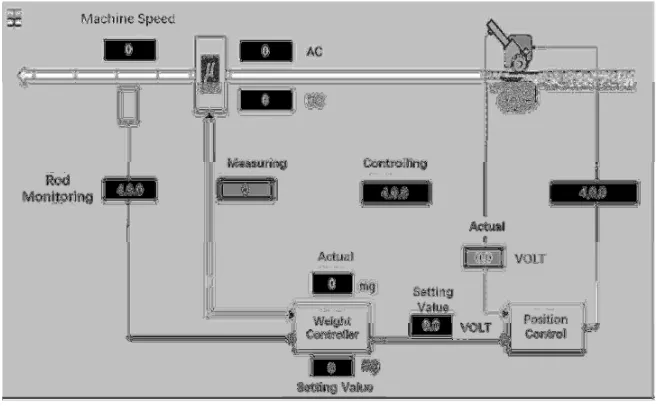
Figure 1. Cigarette weight control flow chart.
Among them, the main core sensor is the weight sensor based on Microwave technology.
Microwave Weight Sensor
The current volume of the coil unit, the weight sensor generally uses a microwave sensor, microwave sensor system mainly by the DSP-centric microwave cigarette weight control system mainly consists of DSP-centric data acquisition and processor, the signal output unit, the microwave signal occurs Microwave signal detector, metal resonator body, coupler and other components. When there is no smoke medium in the cavity (narrow cavity), DSP controls the microwave signal generator to work in the sweep frequency mode, and outputs its output signal to the resonant cavity through the coupler to obtain the weight of the smoke branch. The analog signal or digital signal output.
In general, the current fine-grained rolling unit, the general use of pulse width or microwave sensor and weight control unit is connected, and then the weight control unit is calculated and controlled by the implementation of device weight control, as shown below:
Figure 2. Signal sequence chart.
The figure above shows that the pulse width signal is connected with the weight control system. One revolution of the machine encoder represents two double cigarette lances, that is, four cigarettes, corresponding to 250 pulses. However, due to errors in digital signal processing, it is usually only half the number of pulses for weight calculation. When this type of integration is used for the production of regular size cigarettes (7.0 ≤ diameter ≤8.0), the requirements of the cigarette manufacturing specification can be met.
However, when producing ultra-fine cigarettes, this data transmission architecture does not meet the requirements for accurate cigarette quality control. Therefore, a solution is proposed to integrate the WIN2 control system based on CAN bus into the control system of cigarette maker.
System Realization
WIN2 Weight Control System Function
encoder generates 32 pulses and a mark pulse for each cigarette, keeping the butt cutting synchronized so that weight reflects the actual condition of each cigarette. The controller processes the data provided by the scanner and the shaft encoder, issues a correction command to the cutting motor as needed, or issues a pop-up command to the valve if the cigarette exceeds the custom parameters. After processing the data provided by the scanner and the shaft encoder, a graphical representation of the cigarette profile. Filter tipping machine count photo sensor to provide precise number of qualified cigarettes.
Figure 3. Signal transfer chart.
By MIDAS measured cigarette density distribution curve and the NTRM curve, WIN2 weight control system and then calculated according to the parameters set by the operator in the PC cigarette sampling, removal and NTRM valve is energized. The following is a typical CAN bus data transfer process:
In order to be able to control the weight of a cigarette lighter more accurately, a refined weight control mode was further developed. The specific solutions are as follows:
Weight Setting
Value WT Position
Suction belt servo
motor
Rod fomulation
+
+
Microwave measurement
Suction belt positon target
value
Suction belt actual value Suction belt
positon offset value
Weight actual value Weight offset value
— — — —
Position sensor value
Roller
[image:3.612.141.474.405.505.2]process
Figure 4. Weight control block diagram.
The program uses a weight control loop and suction ribbon control loop cascade control, weight control of fine cigarettes can achieve better results.
WIN2 Parts Distribution
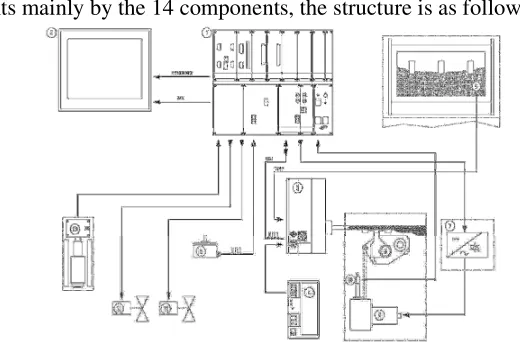
WIN2 components mainly by the 14 components, the structure is as follows:
[image:3.612.168.428.560.731.2]When the machine turns the shaft encoder (6) provides the clock signals to the WIN2 weight control system. These clock signals are transferred from the module rack (1) to the microwave sensor (3). The microwave sensor measures continually the density of the end-less rod and sends the data to the WIN2 system that displays the weight. If the rod is not present, the tobacco density is not measured. The temperature sensor (5) measures the tobacco temperature in the bulking chute. This data is also considered by the microwave sensor. According the WIN2 weight control adjustments these data are processed by the WIN2 and a correction command is given to the trimming disks that drives the trimmer motor. The trimmer unit drives up or down according to the variations of the tobacco flow, to correct the cigarette weight. The displacement transducer captures the disk position and sends this signal to the WIN2. The disk position is always displayed on the WIN2 control panel (2). Detected cigarettes which are outside of the specified limits are rejected by the eject valve (12).The process data (13) coming from different machine devices can be captured by the WIN2 and after analyzed for production quality purposes. Cigarette samples on different conditions can be rejected with the sampling valve (11).
WIN2 and Fine-branch Roll-up Unit System Integration
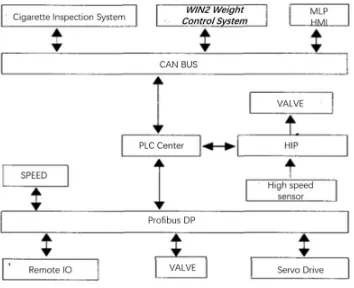
[image:4.612.220.397.355.499.2]To ensure that the WIN2 weight control system is integrated into the control system of the fine-grained roll-to-roll unit, we have adopted a CAN-bus communication approach that has the benefit of being able to quickly feedback data to the machine's master PLC and HMI. However, because of the WIN2 weight control system to take over the weight control system of the original system, therefore, we additionally need to tick the waste signal parallel to the tick valve drive module input IO. The specific system is as follows [4]:
Figure 6. WIN2 integration diagram.
Application Effect
Through the application of weight control system experience and literature tips, we can use the weight mean deviation, long-term standard deviation, short-term standard deviation, reject rejection rate to evaluate the main performance of weight control. We use each sampling 10, the sampling of 10 ways to test the above four indicators and the system operating conditions before the switch to compare the evaluation of the specific circumstances are as follows:
Table 1. Testing results. Index
Order Average Deviation
Standard Deviation
Long Term Standard Deviation
Rejection Accuracy
1 2.1 8.65 2.3 95%
2 2.7 9.1 3.3 90%
3 0.8 8.4 3.5 85%
4 0.9 9 2.7 100%
5 1.6 9.5 2.8 95%
6 2.9 8.2 2.5 90%
[image:4.612.101.513.635.750.2]8 1.4 9.1 2.8 100%
9 2.2 9.65 2.9 95%
10 0.8 9 3.0 90%
Average 1.7 8.925 2.8 94%
Before the WIN2
Modification 2.3 9.465 3.5 91%
Conclusion
From the above experimental results, it is feasible to evaluate the accuracy of weight control of WIN2 by using weight deviation, short-term standard deviation, long-term standard deviation and reject accuracy, and the result is obviously better than that of the cigarette supporting unit Pulse width interface of the traditional SRM system, and can be well compatible with the original interface and bus, to maintain and improve the quality of small-volume crimp unit inspection capabilities to meet the ever-increasing product quality process requirements.
Acknowledgements
The authors would like to acknowledge the support of funding (Grant No. ZJZY2015A001) from Hangzhou Cigarette Factory, Zhejiang Tobacco of Industry, China.
Reference
[1] Hauni Machinery, Helping Document with PROTOS70, 2000.
[2] Hauni Machinery, Electrical Diagram with PROTOS70, 2000.
[3] Lv Wei, Zhang Linfa, Jin Wenliang, Design and Research of new type of weight control system, Silicon Valley. 124(2012):99-103.