Aging Effect of Mg-Sc Alloy with
α
+
β
Two-Phase Microstructure
*1Yukiko Ogawa
*2, Daisuke Ando, Yuji Sutou and Junichi Koike
Department of Materials Science, Graduate School of Engineering, Tohoku University, Sendai 980–8579, Japan
Mg-20.5 at% Sc alloy with hcp (α)+bcc (β) two-phase was investigated to understand the effects of aging treatment at 473 K on micro-structure, hardness and tensile properties. A Mg-Sc alloy ingot was prepared by induction melting in an Ar atmosphere, and then hot rolled at 873 K followed by cold rolling into a sheet. The rolled specimens were annealed at 873 K to obtain an α+β two-phase microstructure. The an-nealed specimens were then aged at 473 K for various time. Vickers hardness of the α+β two-phase alloy drastically increased after a certain incubation time and then reached a maximum hardness of 142.8 HV. The incubation time of the Mg-20.5 at% Sc alloy with the α+β two-phase was longer than that of the same alloy with a β single-phase. Ultimate tensile strength (UTS) and elongation of the as-annealed specimen were 280 MPa and 28.2%, respectively. Meanwhile, the specimen aged at 473 K for 14.4 ks showed a UTS of 357 MPa and an elongation of over 12%. The specimen aged for 18 ks showed a higher UTS of 465 MPa, while keeping a better elongation of 6.9%. The age hardening of the Mg-Sc alloys was found to be due to the precipitation of very fine α phase in β phase. [doi:10.2320/matertrans.M2016093]
(Received March 10, 2016; Accepted April 12, 2016; Published May 13, 2016)
Keywords: magnesium alloy, age hardening, tensile strength, elongation
1. Introduction
Being lightweight and having high specific strength, mag-nesium alloys are used as structural materials in the automo-bile industry and the consumer electric industry. However, since they have low formability at room temperature due to their hcp crystal structure, their practical application is still limited. Because of its anisotropic structure of hcp, magne-sium has fewer slip systems than materials with a cubic struc-ture. Thus, in order to relax the anisotropic slip deformation, deformation twinning acts as an additional deformation mode. However, the {10¯1 1} compression twin easily becomes a double twin. It has been reported that the double twin, i.e., the {10¯1 1}-{10¯1 2} type twin, triggers the formation of large surface steps and cracks because of localized deformation in the double twins1). It has been widely demonstrated that grain size refinement and texture randomization are effective ways to improve their ductilities2–5). It has also been reported that magnesium alloys containing over 5.5 mass% Li have a bcc structure and show excellent ductility6,7). However, Mg-Li al-loys also have shortcomings such as low strength and poor corrosion resistance8,9).
Of all X binary phase diagrams, only Sc and Mg-Li alloys have a bcc structure in a Mg-rich composition. Very recently, we have found that Mg-Sc alloys show high strength and elongation when their microstructure is controlled using their bcc structure10). Furthermore, we have reported that Mg-16.8 at% Sc alloy with a bcc single-phase shows significant age hardening due to the formation of a very fine hcp phase and can achieve a high hardness of over 230 HV11). However, the age hardened alloy was brittle and fractured in the elastic deformation region during tensile testing. In the present study, the age hardening behavior and the aging effect on the tensile properties in Mg-Sc alloy with an hcp (α)+bcc (β) two-phase were investigated.
2. Experimental
A Mg-Sc alloy ingot was prepared by induction melting in an Ar atmosphere using an Al2O3 crucible followed by cool-ing in the crucible. The nominal composition was Mg-20 at% Sc. The alloy ingot was hot rolled at 873 K until its thickness was reduced from 15 mm to 3 mm. The hot-rolled sheet was then cold-rolled until the thickness of the sheet was reduced to about 0.7 mm with annealing at 873 K. The cold-rolled Mg-Sc sheet was annealed at 873 K for 3.6 ks to obtain α+β
two-phase alloy. The precise composition of the prepared Mg-Sc sheet was Mg-20.5 at% Sc, measured by means of an electron probe micro-analyzer (EPMA). The Sc content of α
and β phase were determined to be 18.0 and 22.6 at%. The volume fraction of the α phase (fα) was evaluated to be 37.1% by image analysis of backscattered electron micrographs us-ing imageJ software. On the other hand, a sample with a β
single-phase was also prepared by annealing at 963 K for 1.8 ks followed by water quenching. After that, the sheet specimen was cut into small pieces. The obtained samples were aged at 473 K in air and then water quenched. The aging temperature was the same as that of Mg-16.8 at% Sc which obtained a maximum average value of 220 HV11). The hard-ness of aged samples was measured by Vickers hardhard-ness tes-ter with a load of 9.8 N, where the number of measuring points was 10 points each and the average hardness was de-termined by averaging 8 points except the maximum and minimum values. The error bar in each measurement was de-fined as a standard error of those 8 points.
The crystal structure of the aged samples was analyzed by X-ray diffraction (XRD) with the θ-2θ method with a Cu-Kα
source. The microstructure was observed by scanning elec-tron microscopy (SEM). Before SEM observation, the sam-ples were mechanically polished to mirror finish and then chemically etched to visualize their α+β dual phase micro-structure. The microstructure was also observed by transmis-sion electron microscopy (TEM). For TEM sample prepara-tion, the specimens were polished mechanically to under 100 μm in thickness and then thinned by dimple grinder and Ar-ion milling with a beam intensity of 6 keV.
*1
This Paper was Originally Published in Japanese in J. Japan Inst. Met. Mater. 80 (2016) 171–175.
*2
Tensile specimens were prepared by a wire-cut electric dis-charge machining of the cold-rolled sheets. The specimens having a gauge length of 10 mm, a gauge width of 3.6 mm and a curvature section having a radius of 3 mm. Tensile test-ing was performed at room temperature at a constant cross-head speed corresponding to an initial strain rate of 10−3 s−1. The tensile direction was parallel to the rolling direction.
3. Results and Discussion
3.1 Aging effect on Vickers hardness and microstruc-ture
Figure 1 shows the age hardening behaviors of Mg-20.5 at% Sc alloy with an α+β two-phase (circles) and a β
single-phase (squares). The initial hardness of the α+β two-phase alloy and the β single-phase alloy was almost the same, i.e., 90.5 and 90.1 HV, respectively. In the case of the sample with the α+β two-phase, the hardness drastically increase af-ter an incubation time of about 10.8 ks. The value starts to become saturated after 18 ks and shows a maximum value of 142.8 HV at 36 ks. Meanwhile, in the case of the β sin-gle-phase sample, the hardness shows a significant increase at over 1.8 ks and reaches a maximum value of 176.5 HV at 36 ks. The incubation time of the α+β two-phase alloy is found to be longer and maximum hardness is lower in the
α+β two phase alloy than in the β single-phase alloy.
Here, the age-hardening behavior at 473 K in the present Mg-20.5 at%Sc alloy with the β single-phase is compared to that in a reported Mg-16.8 at% Sc alloy with the β sin-gle-phase11). The Mg-16.8 at% alloy shows a much shorter incubation time of about 0.6 ks than the Mg-20.5 at%Sc and exhibits a maximum hardness of 220 HV for 18 ks. It was confirmed by composition analysis that the Sc content of the
[image:2.595.325.526.326.485.2]β phase in the α+β two-phase Mg-20.5 at%Sc annealed at 873 K was 22.6 at% which is higher than that in β-single phase Mg-16.8 at%Sc and Mg-20.5 at%Sc alloys. These re-sults indicate that the incubation time for the age hardening becomes shorter with decreasing Sc content.
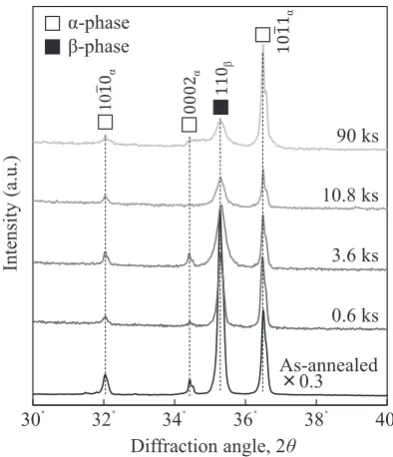
Figure 2 shows the SEM images of Mg-20.5 at%Sc with
α+β two-phase aged for (a) 0.6 ks, (b) 10.8 ks, (c) 18 ks and (d) 90 ks, where (b)–(d) are higher magnification images to
observe fine α precipitations in the phase. In (a), the darker contrast region indicates the α phase, while brighter contrast region indicates β phase. In the sample aged for 0.6 ks show-ing no hardenshow-ing, no change occurs in the α+β two-phase mi-crostructure (Fig. 2(a)), while some fine needle- or plate-shaped products are observed in β phase of the sample aged for 10.8 ks at the start of hardening. Furthermore, those prod-ucts entirely cover the β phase in the sample aged at 18 ks, in which the hardness increase starts to become saturated. The sample aged at 90 ks, which exhibits a saturated hardness, shows a microstructure similar to that at 18 ks. In a previous study11), XRD revealed that the age hardening of Mg-16.8 at%Sc alloy with a β single-phase is due to the formation of fine α precipitates. Therefore, XRD experiments were also carried out for the present aged sample. Figure 3 shows XRD patterns of the two-phase Mg-20.5 at%Sc alloy aged at 473 K for various aging times, where opened and filled squares indi-cate the α and β phases, respectively. The peak intensity ratio of 110β/10¯1 1α in the sample aged at 0.6 ks is almost the same
Fig. 1 Plots of Vickers hardness vs. aging time at 473 K in Mg-20.5 at% Sc alloys with α+β two-phase and β single-phase.
Fig. 2 SEM images of samples aged at 473 K for (a) 0.6 ks, (b) 10.8 ks, (c) 18 ks and (d) 90 ks.
[image:2.595.326.523.542.771.2] [image:2.595.67.270.581.762.2]as that in the as-annealed sample. It is seen that the peak in-tensity ratio of 110β/10¯1 1α decreases with increasing aging time. In the sample aged at 90 ks, showing saturated hard-ness, a small broad peak is observed at a slightly lower angle than the position of the 110β peak.
According to the Mg-Sc binary phase diagram reported by B.J. Beaudry et al. in 196912), it can be predicted that the β phase of the Mg-20.5 at%Sc alloy at 873 K could decompose to the α phase and the ordered bcc (B2)-MgSc phase under equilibrium conditions below 753 K. In this case, it is sug-gested that the volume fraction of the α phase is much larger than that of the B2 phase and that the Sc composition of α
phase equilibrated at 873 K is almost the same with that at 473 K. Therefore, it is considered that the decrease of the XRD peak intensity ratio of 110β/10¯1 1α upon age-hardening is due to the precipitation of the α phase in the β phase. Mean-while, from the Mg-Sc binary phase diagram, it is supposed that the residual β phase could eventually transform to B2-MgSc with a Sc composition of about 33 at% when it reaches equilibrium. Futhermore, the lattice constant of the cubic structure should become larger with increasing Sc content be-cause the atomic radius of Sc is larger than that of magne-sium. That is, the observed small broad peak at a slightly low-er angle than the position of 110β peak is suggested to be derived from the B2-MgSc phase.
Figure 4(a) shows a TEM image of the two-phase Mg-20.5 at% Sc aged at 473 K for 18 ks. In Fig. 4(a), region on the right is α phase formed at 873 K and the region on the left is the β phase. The β phase region shows a Widmanstätten-like microstructure with fine needle- or plate-like shaped α pre-cipitates which are formed by aging. Those prepre-cipitates are estimated to be less than 100 nm in width. It is obvious that fine α precipitates are formed only in β phase, not in α phase. Figure 4(b) shows a selected area diffraction (SAD) pattern taken from the β phase region which is different from (a). In Fig. 4(b), the dash-dot line indicates the β phase and solid and dashed lines indicate the α phase. The incident beam direc-tion was [1¯1 0]β//[0001]α. It is seen that [¯1 010]α deviates by approximately 5.6˚ from [¯1¯1 0]β. It is found from the SAD that α precipitates and the β phase have the Burgers orientation relationship, (1¯1 0)β//(0001)α and [¯1¯1 2]β//[¯1 100]α13). It is known that a precipitated α phase in metastable β-Ti alloy by aging also satisfies Burgers relationship14–16). In addition, su-per-lattice diffraction spots x/6{002}β are observed in the SAD. Further study is needed to understand the origin of those super-lattice spots.
3.2 Tensile properties
In this study, the tensile properties were investigated in the as-annealed sample at 873 K, in the sample aged at 473 K for 14.4 and 18 ks after annealing at 873 K. Figure 5 shows stress-strain curves of (a) the as-annealed sample, (b) the sample aged for 14.4 ks and (c) the sample aged for 18 ks, where a specimen aged at 473 K for 2.82 ks after annealing at 963 K for 1.8 ks, which has β single-phase, was also prepared for tensile testing for comparison. The as-annealed sample with an α+β two-phase (hardness: 90.5 HV) shows an ulti-mate tensile strength (UTS) of 280 MPa and tensile elonga-tion of 28.2%. The sample aged for 14.4 ks (hardness: 110.0 HV) shows a higher UTS of 357 MPa and a smaller tensile elongation of about 12% than the as-annealed sample. The sample aged for 18 ks (hardness: 142.3 HV) shows a lower tensile elongation of 6.9%, but exhibits a much higher UTS of 465 MPa than the sample aged for 14.4 ks. On the other hand, the aged sample with a β single-phase (hardness: 144.8 HV), which has almost the same hardness as the α+β
two-phase aged for 18 ks, was fractured in the elastic defor-mation region (Fig. 5(d)). Therefore, it is suggested that the high tensile strength and better tensile elongation of the aged alloy with an α+β two-phase is due to the formation of a Wid-manstätten-like microstructure with fine needle- or plate-like shaped α precipitates in the β phase and the existence of an equilibrated α phase, respectively. These results indicate that it is possible to enhance the mechanical properties of the age-hardened Mg-Sc alloy by controlling the initial micro-structure.
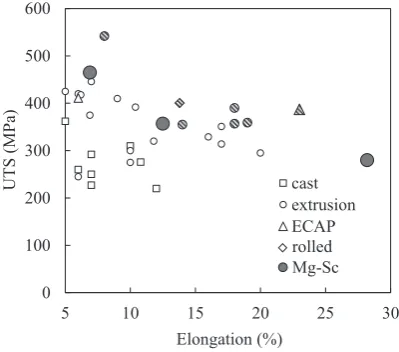
Figure 6 shows the relationship between the UTS and ulti-mate tensile elongation in various precipitation-strengthened magnesium alloys with an ultimate tensile elongation of over 5%, where those magnesium alloys were categorized by their production processes into casting, extrusion, equal channel angular pressing (ECAP) and rolling17,18). The present age-hardened Mg-Sc alloys show mechanical properties comparable to those of reported high strength magnesium al-Fig. 4 (a) TEM bright-field image of the specimen aged at 473 K for 18 ks.
(b) Selected area diffraction pattern taken from the β phase region. Beam direction is [1¯1 0]β//[0001]α.
[image:3.595.325.525.71.275.2] [image:3.595.55.285.72.171.2]loys. The UTS, elongation, specific weight and grain size of the present Mg-Sc alloy, and the reported magnesium alloys indicated by the shaded marks in Fig. 6, which are equal to or greater than those of the present Mg-Sc alloys, are listed in Table 119–24). In this study, specific weight D
alloy was calculat-ed using the following equation:
Dalloy= 100n i/Di,
where Di and ni indicate the specific weight of element i and
mass% of element i. The estimated specific weight of the present Mg-20.5 at%Sc (Mg-32.3 mass%Sc) alloy is 2.01, where the density of Mg and Sc is 1.738 and 2.989 g/cm3, respectively. This value is almost equal to that of the other magnesium alloys listed in Table 1. The grain size was esti-mated by a linear intercept method using optical microscope images of the sample surface after chemical etching25). Since the reported magnesium alloys listed in Table 1 include alloy-ing elements to suppress grain growth and are fabricated by extrusion or ECAP possesses, they possess a small grain size of below 15 μm. Among them, the alloy which shows higher UTS than the Mg-Sc sample aged for 18 ks has a very small grain size of 1.1 μm24). The present Mg-Sc alloy has much larger grain size of 40.7 μm (α phase) and 33.1 μm (β phase) than the reported magnesium alloys. Thus, the tensile strength
of the Mg-Sc alloy should be expected to be greatly enhanced by grain refinement through extrusion, ECAP processes and so on.
4. Conclusion
In this study, the effects of aging treatment at 473 K on the microstructure and the mechanical properties in Mg-20.5 at% Sc alloy with an α+β two-phase were investigated. The hard-ness drastically increased up to 142.8 HV by aging after an incubation time of about 10.8 ks. The incubation time was longer in the α+β two-phase alloy than in the β single-phase alloy. It was found from microstructure observation that the drastic age hardening in the Mg-Sc alloys is due to the precip-itation of a fine α phase in the β phase, and fine α precipitates were found to form a Widmanstätten-like microstructure and show the Burgers orientation relationship with the β phase.
The ultimate tensile strength (UTS) of the aged α+β two-phase alloy was enhanced with age hardening and reached 465 MPa while maintaining an ultimate tensile elongation of 6.9%. The aged-hardened Mg-Sc alloy with α+β two-phase showed mechanical properties comparable to those of the re-ported precipitation-strengthened magnesium alloys with a fine microstructure. Thus, the mechanical properties of the Mg-Sc alloy are expected to be further enhanced by grain re-finement through extrusion and ECAP processes.
Acknowledgements
This work was supported by JSPS KAKENHI Grant Num-ber 15H05549 and Tohoku University Division for Interna-tional Advanced Research and Education (DIARE). The au-thors would like to thank Dr. Miyazaki for advice on TEM observation.
REFERENCES
1) D. Ando, J. Koike and Y. Sutou: Acta Metall. 58 (2010) 4316–4324. 2) M. Mabuchi, H. Iwasaki, K. Yanase and K. Higashi: Scripta Matell. 36
(1997) 681–686.
3) Y.C. Lee, A.K. Dahle and D.H. Stjohn: Metallurg. Trans. A 31 (2000) 2895–2906.
4) A. Yamashita, Z. Horita and T.G. Langdon: Mater. Sci. Eng. A 300
(2001) 142–147.
5) W.J. Kim, S.I. Hong, Y.S. Kim, S.H. Min, H.T. Jeong and J.D. Lee: Fig. 6 Relationship between ultimate tensile strength (UTS) and elongation
of various magnesium alloys.
Table 1 UTS, elongation, grain size, fabrication method and calculated specific weight of Mg-Sc alloys and various high strength magnesium alloys.
Sample UTS, σf/MPa Elongation, εf (%) Specific weight Grain size, d/μm Method Ref.
Mg-20.5Sc (at%) (Mg-32.3Sc (mass%))
As-annealed at 873 K 280 28.2
α phase: 40.7 β phase: 33.1
Rolled
Aged at 473 K for 14.4 ks 357 12.5 2.01 Rolled + aged This study
Aged at 473 K for 18 ks 465 6.9 Rolled + aged
Mg-5.7Zn-0.2Ca-0.8Zr (mass%) 357 18 1.83 1.5 Extrusion 19)
Mg-6Zn-0.4Ag-0.2Ca-0.6Zr (mass%) 355 14 1.84 ∼0.5 Extrusion + aged 20)
Mg-8Y-1Er-2Zn (mass%) 359 19 1.87 ∼10 Extrusion 21)
Mg-8Y-1Er-2Zn (mass%) 390 18 1.87 15 Extrusion + aged 21)
Mg-1.8Gd-1Zn-0.1Zr (at%) 387 23 1.87 - ECAP + aged 22)
Mg-8.2Gd-3.8Y-1.0Zn-0.4Zr (mass%) 403 13.7 1.94 3.6 Rolled 23)
[image:4.595.68.268.261.437.2]Acta Metall. 51 (2003) 3293–3307.
6) R. Ninomiya and K. Miyake: JJILM 51 (2001) 509–513.
7) A. Sanschagrin, R. Tremblay, R. Angers and D. Dubé: Mater. Sci. Eng. A 220 (1996) 69–77.
8) C. Zhang, X. Huang, M. Zhang, L. Gao and R. Wu: Mater. Lett. 62
(2008) 2177–2180.
9) T.-C. Chang, J.-Y. Wang, C.-L. Chu and S. Lee: Mater. Lett. 60 (2006) 3272–3276.
10) Y. Ogawa, D. Ando, Y. Sutou and J. Koike: proceedings of the Interna-tional Conference on Solid-Solid Phase Transformations in Inorganic Materials 2015 (2015) 419–420
11) D. Ando, Y. Ogawa, T. Suzuki, Y. Sutou and J. Koike: Mater. Lett. 161
(2015) 5–8.
12) B.J. Beaudry and A.H. Daane: J. Less Common Met. 18 (1969) 305– 308.
13) W.G. Burgers: Physica 1 (1934) 561–586.
14) C.G. Rhodes and J.C. Williams: Metall. Trans. A 6 (1975) 2103–2114. 15) T. Inaba, K. Ameyama and M. Tokizane: J. Japan Inst. Metals 56 (1992)
881–888.
16) T. Furuhara, H. Nakamori and T. Maki: J. Japan Inst. Metals 56 (1992) 1020–1029.
17) J.-F. Nie: Metall. Mater. Trans., A Phys. Metall. Mater. Sci. 43 (2012) 3891–3939.
18) Y. Jiao, J. Zhang, Y. Jing, C. Xu, S. Liu, L. Zhang, L. Xu, M. Zhang and R. Wu: Adv. Eng. Mater. 17 (2015) 876–884.
19) T. Homma, C.L. Mendis, K. Hono and S. Kamado: Mater. Sci. Eng. A
527 (2010) 2356–2362.
20) C.L. Mendis, K. Oh-ishi, Y. Kawamura, T. Homma, S. Kamado and K. Hono: Acta Mater. 57 (2009) 749–760.
21) L. Zhang, J. Zhang, Z. Leng, S. Liu, Q. Yang, R. Wu and M. Zhang: Mater. Des. 54 (2014) 256–263.
22) F.M. Lu, A.B. Ma, J.H. Jiang, D.H. Yang, Y.C. Yuan and L.Y. Zhang: J. Alloy. Compd. 601 (2014) 140–145.
23) C. Xu, S. Xu, M. Zheng, K. Wu, E. Wang, S. Kamado, G. Wang and X. Lv: J. Alloy. Compd. 524 (2012) 46–52.