Effect of Si Content on Strip Thickness and Solidified Structure
in High-Speed Twin-Roll Cast Al-Si Alloy Strips
*1Min-Seok Kim
*2and Shinji Kumai
Department of Materials Science and Engineering, Tokyo Institute of Technology, Yokohama 226-8502, Japan
Al-Si alloy strips with various Si compositions were cast by using high-speed twin-roll caster. The strip thickness measurement and microstructure observation were carried out. The strip thickness changed prominently with varying Si composition. The strip thickness change was considered to result from change in solidification manner (skin or mushy-type solidification) depending on freezing temperature range of the alloy. The solidified structure of the mid-thickness region is also greatly influenced by the freezing temperature range. Internal crack appeared at the mid-thickness region of 2 mass% Si strip, in which the central band consists mostly of globular grains and equiaxed dendrites. The internal cracking is considered to be related with residual liquid in the central band region and its solidification.
[doi:10.2320/matertrans.L-MZ201116]
(Received October 19, 2010; Accepted November 16, 2010; Published April 13, 2011)
Keywords: twin-roll casting, freezing temperature range, aluminum-silicon alloy, pure aluminum, strip thickness, mushy, internal crack
1. Introduction
Twin-roll casting (TRC) has been applied in the aluminum sheet production for several decades.1)It is a cost effective process by which processing steps can be greatly reduced.2)A thin aluminum sheet can be cast directly from the molten metal through this process. However, TRC still shows low casting speed which is directly connected with productiv-ity.3,4) Moreover, the application of conventional TRC is
mostly limited to alloys exhibiting a narrow freezing temperature range in solidification.3,4)
Recently, high-speed twin-roll casting (HSTRC) has been developed using a vertical-type caster to fabricate thin aluminum strips with predominantly increased casting speed.4,5) The application of a pair of pure copper rolls, a
cooling slope, and a feeding nozzle were effective for increasing the casting speed. Using this caster, attempts were made to cast several kinds of Al-Si-Mg alloy strips.6–9)In the previous study,8)when HSTRC was conducted on 6022 and 6063 aluminum alloys, the strips showed different strip thickness even though the strips were cast under the same initial casting conditions. The strip thickness change was influenced significantly by freezing temperature range of the alloys, which is determined by chemical composition of the alloying elements such as Si. In addition, a large-scale crack appeared at mid-thickness region of the 6022 strip. The cracking was more likely to be occurred in the strips with relatively large strip thickness. The internal cracking was prevented by raising the roll separating force.9)
The present study aims to investigate the effect of Si content, namely the freezing temperature range on strip thickness and solidified structure. Through comparison between the strip thickness change and the microstructure, formation manner of the solidification structure and the internal crack is discussed.
2. Experimental Procedures
Various Al-Si alloys were obtained by mixing ingots of commercially pure aluminum (99.88 mass%) and Al-25 mass% Si alloy. Si composition used was in a range from 0 mass% to approximately 12 mass% (near eutectic compo-sition in equilibrium Al-Si phase diagram10)).
Figure 1 shows a schematic illustration of the vertical-type twin-roll caster used in the present study. The strip caster was equipped with a pair of pure copper rolls (300 mm in a diameter and 100 mm in a width). No lubricant was applied on the roll surface. The roll was internally cooled with running water. A feeding nozzle covered with a heat-insulating material was mounted on the rolls. A melt height in the nozzle was kept at about 100 mm during casting. One of the rolls was fixed by a series of springs to control the roll separating force to which strip is subjected at the minimum roll gap. The initial roll separating force was 20 kN. The minimum roll gap was set to be 1 mm.
The molten metal was directly poured into the feeding nozzle when the superheat of the melt reached about 5C.
The melt started rapid solidification when it contacted with
Fig. 1 Schematic illustration of the vertical-type high-speed twin-roll caster.
*1The Paper Contains Partial Overlap with the ICAA12 Proceedings by USB under the Permission of the Editorial Committee.
*2Graduate Student, Tokyo Institute of Technology Special Issue on Aluminium Alloys 2010
[image:1.595.340.515.323.450.2]the roll surface. The two solidifying shells growing on the both rotating roll surfaces encountered, and then were introduced to the minimum roll gap to be a single strip. When relatively thick solidifying shells comparing to the initial roll gap introduced to the roll gap, the roll gap was slightly widened with providing the roll separating force to the shells. Therefore, the resultant strip thickness was determined by a balance between total thickness of the solidifying shells and the roll separating force. In the present study, about 4–5 m long strip was fabricated from the 2.5 kg molten metal for each casting.
The resultant strip thickness was measured for the middle part of the strip where the strip thickness was uniform along the casting direction (about 3 m long). Optical microscopy observation was carried out for transverse cross sections of the cast strip to indentify the solidified structures. A crack surface of the cast strip was observed by using a scanning electron microscope.
3. Results
Al-Si alloy strips with various Si compositions were cast under the same initial casting conditions, and their resultant strips thickness was measured to investigate the change of solidification manner depending on the freezing temperature range of the alloy. The influence of Si composition on the strip thickness is shown in Fig. 2. The strip thickness changed prominently with varying Si composition. The largest thick-ness was obtained in the strip of around 2 mass% Si.
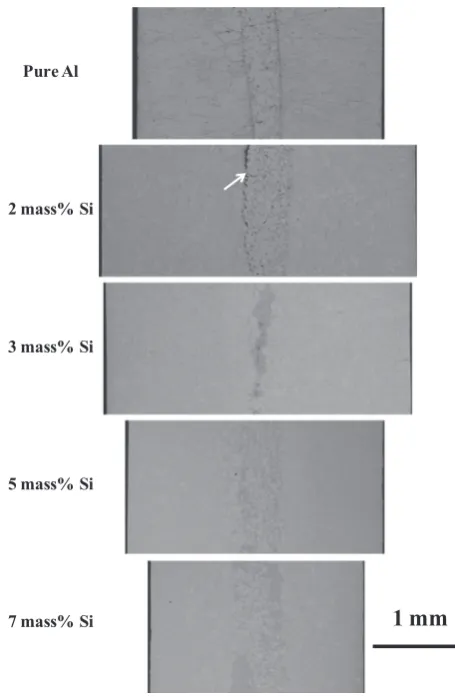
Figure 3 shows the macrostructure of transverse cross section of Al-Si alloy strips. The width of each figure corresponds to its strip thickness. In the mid-thickness region, the cast strips showed band structures where the finally solidified region during the strip casting, suggesting different solidification manner in comparison with outer shell (den-dritic solidified shell). As indicated by an arrow in Fig. 3, internal crack was observed in the mid-thickness region in the strip with 2 mass% Si, which showed the largest strip thickness in the present study.
The microstructure of the near surface region is shown in Fig. 4. Pure aluminum showed cellular structure in the near-surface region. This was gradually changed into tree-dendritic structure as Si composition increased, exhibiting clear dendrite branches in the 2 mass% Si strip. As Si composition increased, Al-Si eutectic solidified area (ap-peared dark in the figures) increased at the inter-dendrite region.
Figure 5 shows microstructure of the mid-thickness region of the cast strips. The pure aluminum strip, (a), showed featureless round structure. The microstructure of 2 mass% Si strip, (c), showed large amount of fine globular crystals with some equiaxed dendrites. The strips with 3 mass% Si showed the microstructure of mixture of very fine dendrites, Al-Si eutectic, and some equiaxed grains. As much Si was added over 5 mass%, as shown in Fig. 5(e) and (f), the micro-structure showed the large amount of Al-Si eutectic phase, which is surrounding the globular grains and equiaxed dendrites. The thickness of the central band region, in which large amount of Al-Si eutectic was observed, increased with increasing Si composition from 5 to near 12 mass%.
The internal crack appeared in the 2 mass% strip, which represented the largest strip thickness and thick central band consisting mostly of large amount of globular grains. The cracking usually occurred at around interface between dendritic solidified shell and the central band as indicated by an arrow in Fig. 6. Therefore, investigation about the relationship among strip thickness, solidified structure of the band region and the location of internal crack is required in order to discuss the internal cracking mechanism. Figure 7 is SEM image of the crack surface. There is no evidence of high-temperature tear fracture, but the surface of globular grains and dendrite branches is clearly observed. This
Fig. 2 Relationship between strip thickness and Si composition.
[image:2.595.332.518.74.190.2] [image:2.595.309.537.236.585.2]microstructure is similar with that of 6022 alloy strip in the previous work.9)
4. Discussion
4.1 Solidification structure controlling strip thickness
In general casting and solidification, the freezing temper-ature range of the alloys greatly influences their solidification manner. Pure aluminum with no freezing temperature range represents skin-formation type solidification. On the other hand, the alloys with the freezing temperature range exhibit mushy-type solidification.11)The wider freezing temperature
Fig. 4 Microstructures of the near-surface region of the strips; (a) pure aluminum, (b) Al-1 mass% Si, (c) Al-2 mass% Si, (d) Al-3 mass% Si, (e) Al-5 mass% Si, (f) Al-7 mass% Si.
Fig. 5 Microstructures of the min-thickness region of the strips; (a) pure aluminum, (b) Al-1 mass% Si, (c) Al-2 mass% Si, (d) Al-3 mass% Si, (e) Al-5 mass% Si, (f) Al-7 mass% Si.
Fig. 6 Microstructure of around interface between the central band and dendritic solidified shell in Al-2 mass% Si strip.
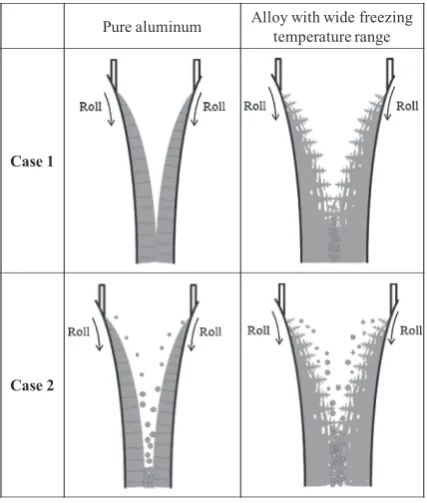
[image:3.595.314.542.69.377.2] [image:3.595.46.290.71.369.2] [image:3.595.314.541.428.601.2] [image:3.595.48.290.448.740.2]range results in the thicker mushy layer formation at the growth-front.12)In high-speed twin-roll casting, difference in solidification manner greatly influences the resultant strip thickness. Let us consider the forming process of the strip in the present twin-roll casting. The relationship between the solidification manner and the resultant strip thickness is schematically illustrated in Fig. 8. As shown in case 1, if the solid nucleation occurs on the roll surface, the strip thickness will be determined by total thickness of the solid shells growing from the both roll surfaces. For pure aluminum, planar growth fronts meet and the combined solidified shell is introduced to the minimum roll gap to form the strip. Both growth fronts may suffer from deformation or a little bit fracture by the roll separating force applied, however, it should be small since the solid fraction at the growth front is close to 1.
In contrast, for the alloy with wide freezing temperature range, the growth front consists of partially solidified dendrites, i.e., the mushy layer exists at the growth front. In this case, sum of the thickness of two solidifying shells is large in comparison with that of the pure aluminum representing skin-formation type solidification. However, solid fraction at the growth front is low and dendrite branches are seemed to be easy to break there, so that breaking of secondary and ternary dendrite branches may take place due to the applied roll separating force. The broken pieces of dendrite branches may grow as globular grains in the min-central region of the strip to form the band structure. If such ideal solidification takes place in the present roll casting, even though some damage happens at the growth front, thickness of the strip can be estimated basically by the growth rate of the solid shell, i.e., the total shell thickness growing from both roll surfaces at the time when two shells meet somewhere above the minimum roll gap. In this case, the shell thickness is determined by the pre-set solidification
length, as shown in Fig. 1, roll rotating speed, alloy composition, melt temperature, and some other factors controlling the time for solidification, diffusivity of atoms. However, the resultant strip thickness in the present study is hardly estimated by simple sum of two solidifying shells as shown in the case 1. Case 2 in Fig. 8 is schematic drawing showing the actual solidified structure of the present strip. Formation of large amount of globular grains was observed in the mid-thickness region even in the pure aluminum strip representing skin-type solidification. This means we need to focus on the origin of such globular grains forming the band structure.
4.2 Origin of coarse globular grains in the mid-thick-ness region
As described by case 2 in Fig. 8, the band structure consisting of globular grains is a part of strip thickness. Figure 9 shows the thickness change in the central band with Si compositions. The band thickness of about300600mm, and this is about1020% of the strip thickness (See Fig. 2 for comparison). There is no special relationship between the band thickness and Si content. This finding suggests that the strip thickness is not controlled by the thickness of band region.
We can show several possible reasons for the formation of globular grains in the present vertical-type high-speed twin-roll casting. In the present twin-twin-roll casting, the molten metal has to be poured into the feeding nozzle at a high speed in order to obtain the initial thick solid shell which acts like a dummy bar in DC casting. Therefore, the way of feeding is somewhat rough and unstable. Such a feeding process and the high roll rotation speed may result in vigorous melt flow in the nozzle. In this condition, separation of the nucleated crystals from the roll surface13)and fragmentation of dendrite
arms growing on the roll surface14) can be lively occurred.
Once the free primary-crystals formed, they can grow into the globular grain under the convection.15)In addition, Mao et al.16) reported that spherical grains can be formed quite readily when the superheat of the molten alloy is low and the pouring height to the metallic cup is high in their works on semi-solid processing. These casting conditions are analo-gous to the present way of casting: low pouring temperature and high pouring height from the crucible to the roll.
Fig. 8 Schematic diagram of solidification process.
[image:4.595.62.276.72.324.2] [image:4.595.328.519.74.209.2]Therefore, formation of globular grain in the melt is considered to be inevitable in the present twin-roll casting.
In case of alloys with wide freezing temperature range, when two solidifying shells encounter near the minimum roll gap, twiggy dendrite branches at the growth front of mushy layer can suffer from fragmentation under the roll separating force. Shearing occurred between the dendrites can facilitate the formation of broken dendrites,17) and results in fine globular crystals in the mid-thickness region (Al-2 mass% strip in Fig. 5). In the strip with 34mass% Si, very fine dendrites was observed in the mid-thickness region. The relative volume fraction of globular grains was reduced. The fine dendrites in the mid-thickness region indicate that the residual melt in this region solidified at a very high cooling rate near the minimum roll gap, where good heat transfer can be achieved with the help of roll separating force keeping a good contact between the roll surfaces and the solidified shells.18)
In relatively high Si compositions over 5 mass%, large amount of Al-Si eutectic phase was observed in the central band region instead of globular grains and fine dendrite structure. These results suggest that thickness of band structure was not different so much depending on Si content, but the solidified structure of the band region varied evidently with Si content.
4.3 Internal cracking
The internal crack appeared in the mid-thickness region of 2 mass% Si strip with large thickness. The band region consisting of globular grains was observed. Fractography of the crack surface found that shrinkage cavity is the primary reason of cracking. This means that we need to give attention to volume fraction and distribution of residual liquid in the solidifying strip when the strip comes out from the minimum roll gap. It was reported that, in the semi-solid (mushy) state with non-dendritic globular crystals, the compressive force (roll separating force in the present casting) disturbs grain cohesion, and facilitates liquid film formation.19)Therefore,
if the residual liquid solidifies after leaving the minimum roll gap, shrinkage of the liquid film may form a continuous planar gap at the interface between the solidifying shell and the central band. Void formation inside of the central band region also possibly occurs.
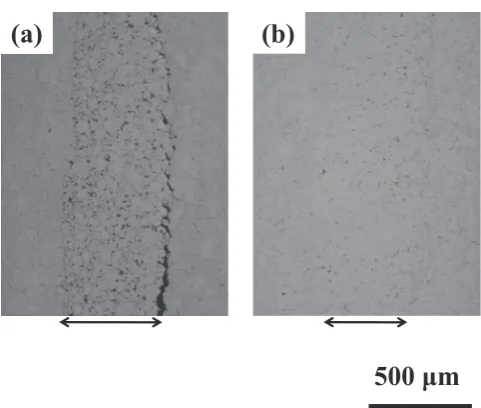
The internal cracking in 2 mass% Si strip was prevented when the initial roll separating force was raised up to 60 kN as shown in Fig. 10. The central band regions are indicated by arrows in the figure. As shown in Fig. 10(b), for the cast strip produced at the higher roll separating force, no internal cracking and great reduction of voids in the band was observed. The effect of roll separating force was also confirmed for 6022 alloy.9) Increasing in roll separating
force can reduce the amount of residual liquid phase in the semi-solid region, and also increase cooling rates near the minimum roll gap. Therefore, the solidification of the strip is completed entirely at the minimum roll gap position and the crack can be prevented.
5. Summary
The freezing temperature range of the alloys significantly
influenced the strip thickness in high-speed twin-roll cast Al-Si alloy strips. Alloys with wide freezing temperature range representing mushy-formation type solidification showed large resultant strip thickness in comparison with that of pure aluminum representing skin-formation type solidification. Solidified structure of the cast strips showed a band structure in the mid-thickness region. For pure aluminum strip, the band region consisted of featureless rounded grains. In contrast, the alloy with wide freezing temperature range showed large amount of fine globular grains and equiaxed dendrites which is considered to be formed from dendrite fragmentation of mushy layer at the growth front of solid-ifying shells.
The internal crack appeared in the mid-thickness region of the Al-2 mass% Si strip, in which the central band region consisted mostly of globular grains. The cracking was related with residual liquid of the central band region. Applying high roll separating force was effective to reduce the residual liquid, and consequently, the cracking was prevented.
REFERENCES
1) R. Cook, P. G. Grocock, P. M. Thomas, D. V. Edmonds and J. D. Hunt: J. Mater. Process. Technol.55(1995) 76–84.
2) S. W. Hadley, S. Das and J. W. Miller: Aluminum R&D for Automotive Uses and the Department of Energy’s Roll, (ORNL, 1999) p. 157.
3) M. Yun, S. Lokyer and J. D. Hunt: Mater. Sci. Eng. A280(2000) 116– 123.
4) T. Haga, K. Tkahashi, M. Ikawaand and H. Watari: J. Mater. Proc. Technol.153–154(2004) 42–47.
5) T. Haga and S. Suzuki: J. Mater. Proc. Technol.143–144(2003) 895– 900.
6) K. Suzuki, S. Kumai, Y. Saito, A. Sato and T. Haga: Mater. Trans.45 (2004) 403–406.
7) K. Suzuki, S. Kumai, Y. Saito and T. Haga: Mater. Trans.46(2005) 2602–2608.
[image:5.595.306.547.68.272.2]8) K. Suzuki, S. Kumai, K. Tokuda, T. Miyazaki, A. Ishihara, Y. Nagata and T. Haga: Mater. Sci. Forum519–521(2006) 1821–1826. Fig. 10 Microstructure of the mid-thickness region in Al-2 mass% Si strip
9) M. S. Kim, Y. Arai, Y. Hori and S. Kumai: Mater. Trans.51(2010) 1854–1860.
10) F. King:Aluminum and Its Alloys, (Ellis Horwood Limited, Chichester, 1987) pp. 104–107.
11) W. Kurz and D. J. Fisher:Fundamentals of Solidification, (1998 Trans Tech Publications Ltd Switzerland) pp. 69–74.
12) M. C. Flemings:Solidification processing, (McGrow-Hill, USA, 1974) pp. 239–243.
13) A. Ohno, T. Motegi and H. Soda: Trans. ISIJ11(1971) 18–23. 14) C. J. Paradise, R. N. Smith and M. E. Glicksman: Metall. Mater. Trans.
A28(1997) 875–883.
15) M. C. Flemings: Metall. Mater. Trans. A22(1991) 957–980. 16) W. Mao, C. Cui, A. Zhao, J. Yang and X. Zhong: J. Mater. Sci.
Technol.17(2001) 615–619.
17) D. B. Spencer, R. Mehrabian and M. C. Flemings: Metall. Trans.3 (1972) 1925–1932.
18) R. Kopp, F. Hagemann, L. Hentschel, J. W. Schmitz and D. Senk: J. Mater. Proc. Technol.80–81(1998) 458–462.