Effects of Coiling Temperature on the Microstructures, Mechanical Properties and Textures of 08Al Deep Drawing Steel Sheet
Full text
Figure


Related documents
The effects of reheating temperature and time on the microstructure and mechanical properties of thixoforged ZW21 alloy were investigated. The results indicate that the ZW21 alloy
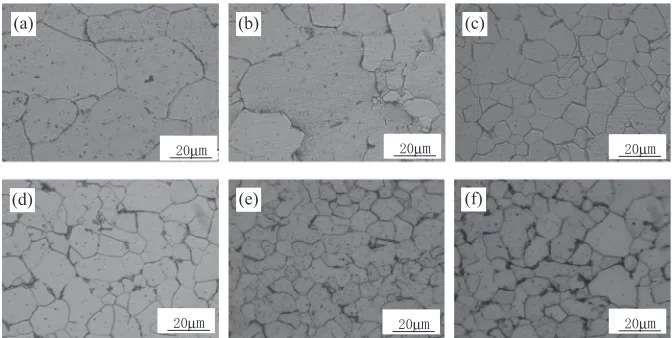
The main microstructure of hot rolled steel plates changed from granular bainite to lath bainite (or bainitic ferrite) when the final accelerated cooling temperature decreased
The influence of different welding conditions like welding speed, welding power on the heat affected zone (HAZ) morphology, metallurgy and mechanical properties was discussed
of rotational speed on mechanical properties and microstructural evolution of welded dissimilar metal A60 steel-copper bars by friction rotation process.. Thermal
The effect of tempering temperature on the microstructure and mechanical properties of a low alloy steel has been investigated using optical microscopy, hardness testing and
1) The mechanical and wear resistance properties of sample carburized mild steel sare increased by varying carburizing temperature from 800 to 940 degree
When processing temperature rises to 300 °C, the evolution of dynamic recrystallization degree results in the improvement of material's formability and mechanical properties at
increasing soaking time at the cryogenic temperature and to have best mechanical properties optimum holding time is 36 hours in case of D2 Cold work steel for deep
