GE-International Journal of Engineering Research
Vol. 4, Issue 7, July 2016 IF- 4.721 ISSN: (2321-1717) © Associated Asia Research Foundation (AARF) PublicationWebsite: www.aarf.asiaEmail : [email protected] , [email protected]
QUALITY ASPECTS OF DREF-II SPUN WEFT FLOAT WOVEN
RAISED FABRICS
Atin Chaudhuri
Department of Jute and Fibre Technology, University of Calcutta, 35, Ballygunge Circular Road, Kolkata -700 019, India.
ABSTRACT
Weft float 2/1 twill jute blended fabrics were prepared using different core spun Dref-II yarns as
weft. Polyester, cotton and acrylic fibres were used as sheath material and polyester, nylon,
polypropylene filaments and jute yarns were used as core material of Dref-II yarns. Different
fabrics were prepared using 100% jute yarn as warp and different core yarns as weft. Physical
properties of these raised fabrics were compared among each other as well as with un-raised
fabrics. Highly packed weft yarn gives higher tog value in fabric. The fabrics with Jute core and
acrylic sheath weft yarn observed maximum flexural rigidity. The fabric with
polypropylene-cotton weft showed maximum work of rupture followed by polypropylene-acrylic and
polyester-acrylic weft yarn. Jute- polyester-acrylic weft float fabric showed minimum work of rupture value. The
fabric with polypropylene core and polyester sheath yarn as weft showed maximum tog value
followed by the fabric with Jute core and acrylic sheath yarn as weft. Higher tog value observed
for all raised fabrics as compared to their corresponding un-raised fabric.
Key word: abrasion resistance, bending length, Dref-II yarn, core-sheath, flexural rigidity,
A Monthly Double-Blind Peer Reviewed Refereed Open Access International e-Journal - Included in the International Serial Directories. 1. Introduction
Low cost fabrics with warm and comfort has a great use in winter to protect the life from cold.
Jute fibres impart strength and warm to the fabric and other conventional fibres used for apparel
purposes imparts comforts and good feel. Hence, yarn made from jute fibre blended with other
fibres is highly essential to manufacture the required fabrics. The raised fabrics suffer loss of
different favourable physical technical properties due to use of flyer or ring spun yarns. Twisted
and compact structured yarn faces loss of fabric-weight, warm and insulation property of the
fabric to a great extent during raising operation. It is expected that use of low twist and bulky
yarn has a great advantage for manufacturing a raised fabric with minimum loss of favourable
physical technical properties. In this respect, core-sheath structured yarns are very suitable to
achieve the desired physical properties of required raised fabric. With the advent of friction
spinning it is now possible to manufacture core and sheath structured bulk yarn by Dref-II
spinning frame. No work has been reported in literature so far in this direction. Efforts have been
made to analyse the performance of weft float raised fabrics manufactured by different Dref-II
weft yarns.
2. Materials and Methods
2.1 Materials
2.1.1 Fibres
1.5 D x 44 mm acrylic fibres of average tenacity, 27 cN/tex, 1.4 D x 44mm, polyester fibres of
average tenacity, 29cN/tex and 1.4 D x 42mm cotton fibres of average tenacity 22cN/tex, have
been used as sheath materials for the preparation of Dref-II yarns.
2.1.2 Filaments
Polyester (90 dtex, 32 filaments), nylon 6 (80 dtex 24 filaments) and polypropylene (100 dtex, 24
filaments) textured multifilament and Jute yarn (174.8 tex) yarns have been used as core
materials. Properties of material used has been listed in table 1.
2.2.1 Preparation of yarns
Different core yarns with polyester, polypropylene, nylon multi-filaments and jute yarn as core
with polyester, cotton and acrylic fibres as sheath respectively have been prepared in Dref-II
spinning frame. The physical properties of these yarns have been shown in table 2.
Dref-II yarns have been prepared with very low cost fibres such as low grade cotton, polyester
and acrylic as sheath and different filaments such as polyester, nylon, and polypropylene and
Jute yarn as core. These Dref-II yarns have been used as weft to weave weft float fabric. Each
fabric has been raised to study different important physical properties such as thermal resistance,
abrasion resistance, bending and tensile properties. Some of their physical properties have been
compared among the different fabrics.
2.2.2 Preparation of fabrics
12 fabric samples, 2/1 twill with 51 ends/dm and 136 picks/dm have been prepared using 275 tex
jute yarn as warp and different Dref-II yarns as weft (table 2) at bumping condition on flexible
rapier loom (make: James Makie, UK, model : MLP) having 113 Cm reed space and 180 picks
per minute. Each of these fabrics have been weighted and raised with the help of raising machine.
These raised fabrics have been weighted again. Thus % loss in each fabric weight has been
calculated for each type fabrics.
2.2.3 Evaluation of packing coefficient of yarns
The diameter ( d ) of the yarn was measured by projection microscope ( Make : WILD 3Z, W.
GERMANY, Model no. 377567 ) with a magnification 40 x. Average of 60 readings was taken
for the calculation of packing coefficient of the yarn by the following formula.
Packing coefficient (φ) =
Where Vd =
‘T’ is the linear density of yarn in tex,‘d’ is the diameter of the yarn in cm. and fibre density (ρ) of
the composite yarn was calculated with the following formula: Bulk density (vd)
Fibre density (ρ)
4T x 10 -5
A Monthly Double-Blind Peer Reviewed Refereed Open Access International e-Journal - Included in the International Serial Directories. P =
Where ρ a is the density of sheath fibre, ρ f density of core filament as the yarn so concerned, Pa
is the % of sheath fibres in the yarn, and Pf is % of core material in the yarn. Density of
polyester, nylon, polypropylene, acrylic, cotton and jute has been considered as 1.38, 1.14, 0.91,
1.16, 1.52, and 1.48 in g/cm3 respectively.
2.2.4 Measurement of tensile properties of yarns and fabrics
Yarns
Yarn testing was carried on Instron universal tensile tester (Model no. 4411) as per ASTM -
2256-75 method with test length of 50 cm. and test speed 300 m/min. Average of 50 different
observations was taken for each sample for calculation of tenacity, breaking extension, initial
modulus and specific work of rupture of the yarn as listed in table 2.
Fabrics
Weft-way fabric testing was carried on Instron universal tensile tester (model no. 4411)
as per IS: 1968 - 1969, with the length 20 cm x 5 cm and test speed of 300 mm/minute at a
pretension of 0.5 N. The result obtained was based on an average of 10 tests in the warp direction
of each sample for calculation of tensile properties of the fabrics as listed in table 3.
2.2.5 Measurement of bending length and flexural rigidity of fabrics
The fabric bending length and flexural rigidity were measured on SASMIRA stiffness
tester as per BS 3356:1961 method. Fabric stiffness as expressed in terms of bending length was
measured according to IS: 6490–1971 (Cantilever Test) in a SASMIRA stiffness Tester with a
specimen size of 25 X 200 mm. Flexural rigidity in both direction of the fabric can be evaluated
by the following formulae:
Warp way flexural rigidity (G1) = MC31x10-3 mg.cm
Weft way flexural rigidity (G2) = MC32x10-3 mg.cm
where, M= Mass of the fabric in g/cm2
C1 = bending length in warp direction in cm.
ρ a * ρ f
ρf * Pa + Pf *
C2 = bending length in weft direction in cm.
and overall flexural rigidity (G) = √G1G2
Average of ten observations was taken for each fabric sample as listed in table 4.
2.2.6 Measurement of abrasion resistance
The abrasion resistance of the fabrics was measured by Martindle Flat Abrasion Tester (Make:
Emeca Precision Instruments, Model no: 3907) using a standard (IS: 715) paper abrader for a
certain wear following AATCC–93–974 method. The abrasion resistance of the fabric samples
was given by digital display of the number of cycles of accelerated abrasion corresponding to the
appearance of the wear (first appearance of a hole on the fabric by wear and tear of the yarns).
Average of ten different observations was taken for each fabric sample.
2.2.7 Measurement of Thermal insulation of fabrics
The thermal insulation of all the fabrics was measured in tog using NIRJAFT digital thermal
insulation tester4. This method of measurement of thermal insulation is based on hot plate
method. In this thermal insulation test, the specimen test area considered was 706.85 cm2 ( = 30
cm). An average of three different readings was considered (table 5) for each samples.
All the fabrics properties were evaluated in the standard atmospheric condition maintained at
65% 2% RH and 20 2C as fibre properties prone to changes with varying temperature and
relative humidity5. The fabrics were conditioned for 72 h in the above mentioned atmospheric
conditions before testing5.
3. Results and Discussions
3.1 Tensile properties of fabrics
Tenacity
It has been shown from table 3 that the fabric made by polyester core and acrylic sheath Dref-II
yarn as weft produced maximum tenacity of the fabric followed by fabric made by polypropylene
core and acrylic sheath, jute core and polyester sheath, jute core and cotton sheath and jute core
and acrylic sheath Dref–II yarn respectively. The trend observed is same as that observed in yarn
tenacity (table 2). But the tenacity of the fabric made from polypropylene core and acrylic sheath
A Monthly Double-Blind Peer Reviewed Refereed Open Access International e-Journal - Included in the International Serial Directories.
position. This is due to high number of picks/dm, (138 picks/ dm) in case of the fabric made from
polypropylene core and acrylic sheath Dref-II yarn, which contributed to the additional strength of
this fabric. Each fabric has shown loss in tenacity as compared to parent fabrics after raising. This
may be due to uneven raising action on the fabric, which is reflected in the loss in weight
(table 3).
Breaking extension
Extension at break of un-raised fabrics has been shown higher than that of extension at break of
yarns due to the Crimp interchange within the yarn of the specimen as compared from table 2 and
3. For the un-raised fabrics the breaking extension has been followed the same trend as that of
extension at break of yarn. The extension at break for raised fabrics is more than that of the
un-raised fabrics as shown in table 3. This phenomenon is due to the greater possibility of yarn
extension up to the state of jammed construction as the yarns get finer.
Initial Modulus
It has been observed from table 3 that the maximum initial modulus is possessed by the fabric
made from Dref-II acrylic yarn with jute core followed by the fabric made from Dref-II acrylic
yarn with polyester core, the fabric made from Dref-II acrylic yarn with polypropylene core, the
fabric made from Dref-II acrylic yarn with nylon core and the fabric made from Dref-II acrylic
yarn without core. This phenomenon can be explained by the inter-fibre frictional effects. The
above exhibited fabric initial modulus trend in similar to the yarn initial modulus (table 2).
After raising, it has been observed from table 3, that the fabric showed decrease in initial modulus
for all the specimens when compared between raised and un-raised samples. This is probably due
to loss of fibres during raising which resulted in the thinning of the constituent yarns. This
thinning of yarns hampered yarn. To yarn friction effect, thus loss in initial modulus is counted.
Work of rupture
Work of rupture gives the combined effect of tenacity and breaking elongation, in other words, it
indicates the toughness of the specimen. It has been shown (table 3) that the maximum work of
rupture has been developed in the fabric made from Dref-II acrylic yarn with nylon core followed
by the fabric made from Dref-II acrylic yarn with polypropylene core, fabric made from Dref-II
properties of respective core filaments in Dref-II yarns have been reflected in the work of rupture
of respective fabrics.
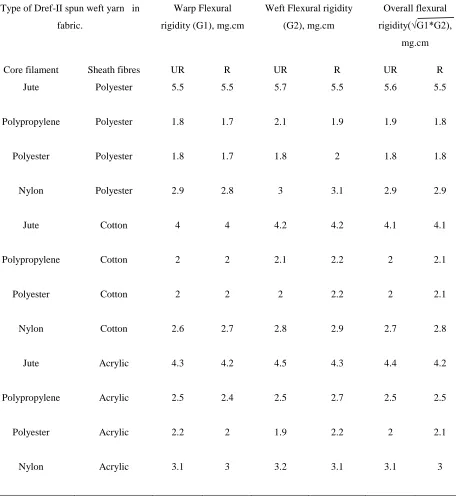
3.2 Bending length and flexural rigidity
The bending length and flexural rigidity values for un-raised fabric (table 4) have been depicted
the stiffness related to handle properties. But after raising, it has also been shown (table 4) that the
fabric bending length and flexural rigidity has been improved for all the specimens. This has
attributed by the improvement in the fabric thickness of the raised specimen.
3.3 Abrasion resistance and thermal resistance
Table-5 shows the abrasion resistance is of un-raised fabric is maximum for the fabrics made
from Dref-II acrylic with nylon core, polypropylene core and polyester core followed by the
fabric made from Dref-II acrylic yarn with jute core and the fabric made from Dref-II without
core acrylic yarn. The above trend can be explained directly from the packing coefficient as
observed from table 2. It shows the Dref-II acrylic yarns without core and jute core have high
packing coefficient less is the mobility of the fibres in the yarns and hence poor abrasion
resistance.
After raising some of the fibres are lost and hence low abrasion resistance is as expected from
raised fabrics which is reflected from table- 2 under raised specimen column.
4. Conclusions
1. Fabric tenacity is found to decrease in case of raised fabrics, but their extension at break and
work of rupture increased, as compared to that of un-raised fabrics.
2. After raising the fabric initial modulus decreased when compared with un-raised fabric.
3. The flexural rigidity of the raised fabric increased as compared with un-raised fabric.
4. The abrasion resistance of all the raised fabrics in observed to decrease when compared to that
A Monthly Double-Blind Peer Reviewed Refereed Open Access International e-Journal - Included in the International Serial Directories. References
1. K. N. Chatterjee, A. Mukhopadhyay, B. Mitra and A. K. Samanta ,“Some studies on Jute /
Polypropylene blended fabric characteristics". Vol.22, Indian J. Text. Res., (1997) P118.
2. Mcon H Seo, Mary Reff, Ning Pan, Mory Boyce, P. Schwrtz, S. Baker. Text. Res. J. 63 (1993)
P123.
3. A. K. Sinha, MD Mathew and D. Roy, “Carpets from Jute / Polypropylene textured pile yarns".
Indian Text J. Vol.8, (1992) P60.
4. Debnath,S. and Madhusoothanan, M, Thermal resistance and air permeability of
jute-polypropylene blended needle-punched nonwoven, Indian J Fibre Text Res, 36(2), (2011)
p122–131.
Table –1: Tensile properties of core material used for preparation of Dref-II yarn
Core material Linear
density, tex
Breaking Load,
N
Tenacity,
cN/tex
Strength CV% Breaking
extension,
%
Initial
modulus,
cN/tex
Jute Yarn 174.8 43.71 25 18 1.56 1784.2
Polyester filament 9 3.12 34.65 2.32 21.55 227.5
Nylon filament 8 2.592 32.4 11.16 27.34 85.5
Polypropylene
filament
10 3.27 32.7 3.52 39.76 214.5
Table – 2: Physical Properties of Dref-II Spun Yarns
Type of weft yarn in fabric Tenacity
(cN/tex) Breaking Extension (%) Initial Modulus, (cN/tex)
Specific Work of
Rupture, mJ/tex. m
Packing
coefficient
Core Sheath
Jute Polyester 5.37 1.967 385.9 0.45 0.5235
Polypropylene Polyester 7.595 19.487 42.8 7.55 0.5162
Polyester Polyester 7.456 19.189 46.5 6.75 0.1623
Nylon Polyester 4.653 13.441 55.5 4.67 0.1258
Jute Cotton 4.067 2.054 263.7 0.38 0.5325
Polypropylene Cotton 5.604 25.043 31 12.14 0.1003
Polyester Cotton 4.179 16.251 72.9 4.53 0.1013
Nylon Cotton 1.872 19.88 34.1 6.88 0.2519
Jute Acrylic 4.615 1.988 338.8 0.40 0.4380
Polypropylene Acrylic 9.587 15.607 106.5 8.7 0.2486
Polyester Acrylic 7.782 17.645 55.4 8.0 0.1386
A Monthly Double-Blind Peer Reviewed Refereed Open Access International e-Journal - Included in the International Serial Directories. Table– 3: Tensile properties of fabrics.
Type of Dref-II weft yarn in
fabric.
Breaking load, N Tenacity,
N/mm
Breaking
extension, %
Weight
loss, %
Work of rupture,
N mm
Core Sheath UR R UR R UR R UR R
Jute Polyester 601.59 413.65 12.32 8.27 3.66 4.05 2.76 1840 1734
Polypropylene Polyester 488.88 452.6 9.78 9.05 23.43 24.22 3.86 11906 10996
Polyester Polyester 494.26 510.51 10.21 9.89 17.04 26.13 5.49 12.869 11883
Nylon Polyester 310.59 347.73 6.96 6.21 20.01 21.96 7.9 8939 7535
Jute Cotton 609.87 704.91 14.1 12.2 3.77 3.79 2.96 1926 1752
Polypropylene Cotton 333.35 337.81 6.86 6.67 38.52 39.28 1.3 18513 18386
Polyester Cotton 237.36 187.6 6.01 4.75 22.94 21.42 2.33 8502 7316
Nylon Cotton 166.51 168.21 3.36 3.33 34.32 32.73 1.17 9065 8314
Jute Acrylic 606.58 535.02 12.13 10.7 3.41 4.63 4.67 1628 1603
Polypropylene Acrylic 677.95 535.34 13.56 10.71 23.86 24.02 4.64 16882 16672
Polyester Acrylic 544.59 678.45 13.57 10.89 22.92 26.81 1.76 15279 11025
Table –4: Flexural rigidity of fabrics
Type of Dref-II spun weft yarn in
fabric.
Warp Flexural
rigidity (G1), mg.cm
Weft Flexural rigidity
(G2), mg.cm
Overall flexural rigidity(√G1*G2),
mg.cm
Core filament Sheath fibres UR R UR R UR R
Jute Polyester 5.5 5.5 5.7 5.5 5.6 5.5
Polypropylene Polyester 1.8 1.7 2.1 1.9 1.9 1.8
Polyester Polyester 1.8 1.7 1.8 2 1.8 1.8
Nylon Polyester 2.9 2.8 3 3.1 2.9 2.9
Jute Cotton 4 4 4.2 4.2 4.1 4.1
Polypropylene Cotton 2 2 2.1 2.2 2 2.1
Polyester Cotton 2 2 2 2.2 2 2.1
Nylon Cotton 2.6 2.7 2.8 2.9 2.7 2.8
Jute Acrylic 4.3 4.2 4.5 4.3 4.4 4.2
Polypropylene Acrylic 2.5 2.4 2.5 2.7 2.5 2.5
Polyester Acrylic 2.2 2 1.9 2.2 2 2.1
A Monthly Double-Blind Peer Reviewed Refereed Open Access International e-Journal - Included in the International Serial Directories. Table –5: Abrasion resistance and thermal resistance of fabrics
Type of Dref-II weft yarn
in fabric.
Abrasion resistance per 100 cycles with 600g load, weight
loss %
Thermal resistance,
Tog value
Fabrics (UR) Fabrics (R) Fabrics
(UR)
Fabrics
(R)
Core Sheath Initial
weight, g
Final
weight, g
Weight
loss, %
Initial Final Weight
loss, %
Jute Polyester 0.44 0.40 9.09 0.44 0.41 7.14 1.12 1.20
Polypropylene Polyester 0.34 0.33 2.94 0.33 0.30 9.09 1.17 1.27
Polyester Polyester 0.36 0.35 2.78 0.35 0.31 11.43 0.94 1.08
Nylon Polyester 0.40 0.39 2.5 0.40 0.37 7.5 0.94 0.98
Jute Cotton 0.44 0.40 9.09 0.44 0.39 11.36 1.06 1.12
Polypropylene Cotton 0.33 0.32 3.03 0.31 0.28 9.68 0.98 1.11
Polyester Cotton 0.34 0.32 5.88 0.33 0.31 9.09 1.04 1.10
Nylon Cotton 0.38 0.36 5.26 0.38 0.35 7.89 0.94 1.06
Jute Acrylic 0.42 0.38 9.52 0.42 0.37 11.9 1.16 1.23
Polypropylene Acrylic 0.36 0.33 8.33 0.37 0.33 10.81 1.13 1.29
Polyester Acrylic 0.31 0.29 6.45 0.29 0.26 10.34 1.08 1.12