International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 4, Issue 10, October 2014)567
Potential of Roofing Tile Powder as Cementitious Material in
Building Blocks
Aiswarya B Singh
1, Jijy Antony
2, Sunitha Rani C M
31PG student, 3Assistant Professor, KMEA Engineering College, Ernakulum, India 2Associate Professor, FISAT Engineering College, Ernakulum, India
Abstract—Waste arising from construction and demolition (C&D) constitute one of the largest waste streams within many developed countries. Of this a large proportion of potentially useful material disposed of as landfill. The environmental and economic implications of this are no longer considered sustainable and, as a result, the construction industry is experiencing more pressure than even before to overcome this. On the other hand, in recent years the wisdom of continued wholesale extraction and use of aggregate from natural resources has been questioned at an international level. This is mainly because of the depletion of quality primary aggregate and greater awareness of environmental protection. This paper concerns the use of roof tile powder as cementitious material in building block construction. To evaluate the viability of this process, an experimental campaign was implemented in order to monitor the mechanical behaviour of such blocks. The results of the following tests are reported: compressive strength, water absorption, density, electrical resistivity and fire resistance.
Keywords— Building block, Concrete, pozzolana, Roof tile powder, strength.
I. INTRODUCTION
Reducing and recycling C&D materials conserves landfill space, reduces the environmental impact of producing new materials, creates jobs, and can reduce overall building project expenses through avoided purchase/disposal costs. Changing how we think about these materials will create a more sustainable future. Concrete block construction has gained importance and has become a valid alternative to fired clay bricks. The essential ingredients of concrete are cement, aggregate (sand, gravel) and water. Concrete blocks are produced in a large variety of shapes and sizes. They can be produced manually or with the help of machines. The goal of this study is to show that use of C&D materials in building block is both economically viable and technically feasible.
In expanding urban areas, the intensive construction of new infrastructure, as well as rehabilitation and retrofitting of existing infrastructure, opens many potential markets for recycled materials produced in various grades, including non-structural landscaping, pavements and even structural applications.
Concrete is a construction material composed of Portland cement and water combined with sand, gravel, crushed stone, or other inert material such as expanded slag or vermiculite. The major constituent of concrete is aggregate, which may be natural (gravel or crushed rock with sand) or artificial (blast furnace slag, broken brick and steel shot). Another constituent is the binder, which serves to hold together the particles of aggregate to form concrete. Commonly used binder is the product of hydration of cement, which is the chemical reaction between cement and water. Admixtures may also be added to concrete mixes to change some of its properties. Roof tile powder in this study is an admixture: a pozzolana. A pozzolana is a material rich in silica and alumina which in itself has little or no cementitious value but will, in finely divided form and in the presence of moisture, chemically react with calcium hydroxide at ordinary temperatures to form compounds possessing cementitious properties.
II. PAGE LAYOUT
A. Chemical Analysis
A "pozzolan" is defined as "a siliceous or siliceous and aluminous material, which in itself possesses little or no cementing property, but will in a finely divided form - and in the presence of moisture - chemically react with calcium hydroxide at ordinary temperatures to form compounds possessing cementitious properties."
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 4, Issue 10, October 2014)
568
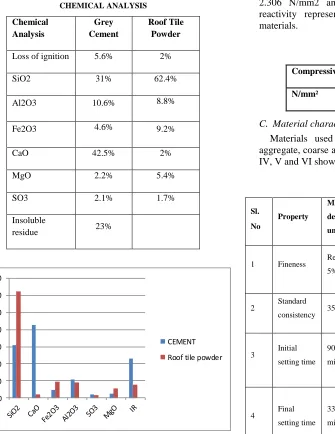
[image:2.612.65.400.224.658.2]This is greater than 70% minimum required for pozzolana according to ASTM C 618-94, 1994.Therefore the roofing tile powder were come under the pozzolanic material of class N. This increases the pozzolanicity of the Roofing tile powder. The loss on ignition obtained was 2%. The value is less than 12% maximum as required for pozzolana.
TABLE I CHEMICAL ANALYSIS
Chemical Analysis
Grey Cement
Roof Tile Powder
Loss of ignition 5.6% 2%
SiO2 31% 62.4%
Al2O3 10.6% 8.8%
Fe2O3 4.6% 9.2%
CaO 42.5% 2%
MgO 2.2% 5.4%
SO3 2.1% 1.7%
Insoluble
residue 23%
0 10 20 30 40 50 60 70
[image:2.612.156.565.280.716.2]CEMENT Roof tile powder
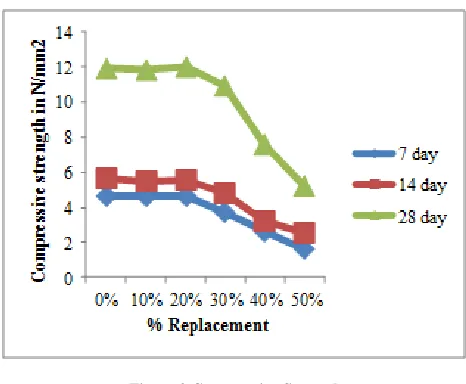
Figure 1comparison Between Roofing Tile Power And Grey Cement
Figure 1 represents the comparison between roofing tile powder and cement. From the graph it is clear that the amount of SiO2, Fe2O3, MgO are greater in roof tile powder and other components are lesser.
B
.
Lime ReactivityThis method of test covers the procedure for determining the reactivity of the pozzolanic material with hydrated lime, as represented by compressive strength of standard mortar test cubes prepared and tested under specific conditions.
Table II shows the lime reactivity results. The average compressive strength of the roof tile powder of 7th day is 2.306 N/mm2 and 28th day is 6.3 N/mm2.The lime reactivity represents the compressive strength of the materials.
TABLEII
LIME REACTIVITY
C. Material characterization
Materials used for block making are cement, fine aggregate, coarse aggregate and roof tile powder. Table III, IV, V and VI shows theproperties of materials.
TABLEIII CEMENT
Sl.
No
Property
Magnitu
de and
unit
IS Specification
ASTM
Specification
1 Fineness Residue
5%
<10%,
IS:1489-PART-I
ASTM C-150
Type IP
2 Standard
consistency 35.5% IS:4031(Part4) -1988
3 Initial setting time
90
minutes
IS:1489-PART-I
Not less than 30 min
ASTM C-150
Type IP Not less
than 45 min
4 Final
setting time 330
minutes
IS:1489-PART-I Not
more than 600 min
ASTM C-150
Type IP Not
more than420
min
5 Specific
gravity 2.857
IS:4031:1988
3 to 3.15
Compressive strength 7th day 28th day
[image:2.612.283.572.397.722.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 4, Issue 10, October 2014)
569
TABLEIV
FINEAGGREGATE
Sl.
No Properties
Magnitude and unit
M sand(loose) compacted
1 Specific gravity 2.538 2.58
2 Bulk density 1452(kg/m3) 1592 (kg/m3)
3 Porosity 0.428 0.382
4 Void ratio 0.748 0.618
5 Grading zone Zone II
6 Fineness
modulus 2.686
7 Bulking Max bulking at 4% moisture content
TABLEV
COARSE AGGREGATE
Sl. No
Propert y
Magnitude and unit Codes
Loose Compacted
1 Specific gravity
2.792
IS 12269-1987
2 Bulk density
1433(k g/m3)
1588(kg/m3)
3 Fineness modulus
5.73
TABLEVI ROOFTILE
No Test Result
1 FINENESS TEST .019(300microne)
.06(150microne)
2 SPECIFIC
GRAVITY
3.497
3 CONSISTENCY 30%
4 INITIAL SETTING
TIME
42 minutes
5 FINAL SETTING
TIME
210 minutes
D. Mix Design
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 4, Issue 10, October 2014)
570
TABLEVII DETAILS OF MIX PROPORTIONS
III. MECHANICAL PROPERTIES -BUILDING BLOCK Compressive strength water absorption and moisture content, density, fire resistance, electrical resistance and dimension of blocks are tested.
A. Compressive strength
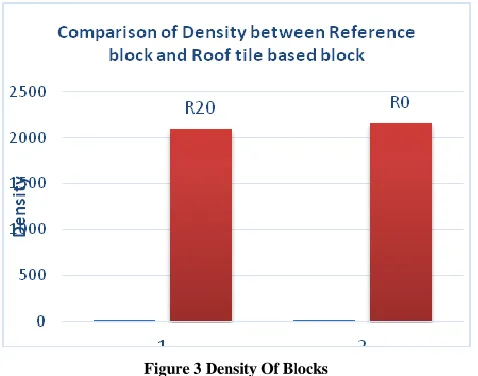
[image:4.612.326.559.134.326.2]Blocks of size 300mm X 200mm X 100mm were subjected to compressive strength test after7, 14, 28 days of curing. From the results obtained, it is seen that compressive strength of blocks with increasing percentage replacement of roof tile decreases and maximum results were obtained for 20% replacement level. The influence of cement replacement by Roof tile powder on compressive strength of blocks is shown by Figure 2. The incorporation of Roof tile powder in building blocks decreases the compressive strength of blocks as the increase in replacement level of Roof tile powder. The block casted in 20% replacement will shows the compressive similar to the control block. These blocks satisfy the ASTM standards and Indian standards for load bearing building blocks.
Figure 2 Compressive Strength
B. Water absorption and Moisture Content
Table VIII show the results of the tests on water absorption on blocks. The main agents of deterioration require the presence and movement of water within the material itself. The presence of water can cause freeze-thaw damage to the product. Furthermore, water can carry chlorides and sulphates as well as other harmful ions. Hence, the absorption of the product has a great effect on its durability. From the results obtained it is noted that the water absorption. The water absorption of Roof tile replaced block is more compared to reference block and it is in the range of 13% to 20% for both replacement levels.
TABLEVIII
WATER ABSORPTION
Block Designation Water Absorption
R0 1.44%
R20 1.64%
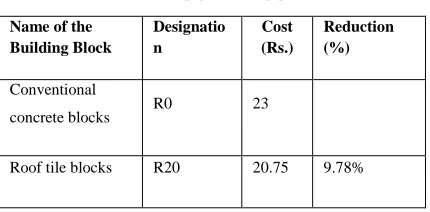
C. Density
The density values for the manufactured solid cement bricks as a function of the substitution percentage of natural aggregates and cement content are shown Fig.3.
Mix Cement Roofing Tile powder
Sand Aggreg ate (6mm) Water (litre) Mix -0 427kg/ m³
0 854kg/
[image:4.612.39.300.138.373.2] [image:4.612.326.535.488.593.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 4, Issue 10, October 2014)
571
[image:5.612.334.576.133.315.2]The density values ranged from 2100 to 2160 kg/m3 while the control mixtures exhibit the largest density. There is a slight increase in the density with the increase in cement content. Using of roof tile powder decreased the density of the manufactured solid cement bricks almost linearly. The use of roof tile powder did not cause substantial reduction in the density of the manufactured bricks .Roof tile powder replaced blocks showed a density reduction in the range of 3% to compared with reference blocks for replacement levels of 20%.
Figure 3 Density Of Blocks
D. Electrical resistivity
Electrical resistivity of roof tile powder replaced blocks has a higher value comparing with reference block. This is because Roof tile powder replaced blocks showing lower thermal conductivity than ordinary blocks. Therefore the block show high electrical resistivity and it is safe for construction work which possess electrical equipment. The figure4 shows the comparison between reference block and roof tile block
.
Figure 4 Electrical Resistivity
Roof tile blocks have higher thermal conductivity than reference block at 20% replacement level.
E. Fire resistance
Fire resistance test on blocks must be as per ASTM 2748-11. The test was conducted in a furnace at temperature 100 °C and 200°C for 1hr and 2hr respectively. For that, two identical specimens were weighed and compressive strength of one is taken. The other one was placed in the furnace for a particular duration and temperature. After that again weighed and compressive strength were noted. It is found that Roof tile powder blocks were able to withstand a temperature of 2000C for duration of 2 hr without any significant changes similar to that of reference block.
[image:5.612.50.289.255.443.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 4, Issue 10, October 2014)
[image:6.612.47.288.407.504.2]572
Figure 5 Compressive Strength
E.Dimension of Blocks
Dimension of both the blocks are within the specified limit +3mm. Both the blocks shows the same breadth and height. The R0 blocks shows 297 mm of length and R20 block shows 299mm.
TABLEIX
DIMENSION ANALYSIS
Specimen Length
(mm)
Breadth
(mm) Height (mm)
R20 299 199 100
R0 297 199 100
F. Cost Analysis
Cost of Roof tile powder solid concrete blocks with sand as fine aggregate,6mm coarse aggregate and cement (80% cement+20% Roof tile powder) was calculated and results are tabulated in Table6. The results shows that, for Roof tile powder blocks, cost was reduced 9.78% when compared with conventional concrete blocks. By using this type of blocks we can reduce the total cost of construction
TABLEX
DIMENSION ANALYSIS
Name of the Building Block
Designatio n
Cost (Rs.)
Reduction (%)
Conventional
concrete blocks R0 23
Roof tile blocks R20 20.75 9.78%
Roof tile powder- concrete building blocks are light weight and show a cost reduction in the range of 9.78% to 20% replacement levels comparing conventional building blocks. On increasing the replacement levels weight and cost can be further reduced. Considering the strength aspects both types of Roof tile- concrete building blocks can be proposed for load bearing units as per IS specification.
IV. CONCLUSIONS
The objective of this project was on exploring the potential of Roof tile powder in concrete building blocks as a cement replacement material to overcome the drawbacks of the conventional concrete blocks. This research has proved that proposed Roof tile powder- concrete building blocks are successful in overcoming the drawbacks such as high dead weight, poor insulation properties of the conventional concrete blocks. Also these blocks can be proposed more successfully for framed construction as filler blocks with economical advantages.
Characteristics of the proposed blocks can be listed as:-
Strength and durability characteristics
Roof tile powder based building blocks have good compressive strength. It satisfy the ASTM standards and Indian standards for load bearing building blocks at 20% replacement level. Blocks casted with higher replacement levels (20%) also satisfy the IS specification for load bearing building blocks. Roof tile powder- concrete building blocks also showed higher insulating properties compared with conventional concrete building blocks. Roof tile replaced blocks showed a density reduction in the range of 3% compared with conventional concrete building blocks.
Economical aspects
Roof tile concrete building blocks, showed a cost reduction in the range of 13% to 20% replacement levels when compared with conventional concrete blocks.
Environmental advantages
Utilization of Roof tile powder as a cement replacement material in the proposed blocks makes it eco-friendly and adds to environmental benefits.
REFERENCES
[image:6.612.62.277.609.715.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 4, Issue 10, October 2014)
573
[2] D. Tavakoli, A. Heidari, and M. Karimian, 2013. Properties of concretes produced with waste ceramic tile aggregate, asian journal of civil engineering volume 14, no. 3 pages 369-382,2013.
[3] EldhoVarghese1,Thomas,Paul2,Eldhose,M.Manjummekudiyil,Envir onmental Friendly Concrete, 2013. International Journal of Engineering Research and Development, Volume 6,Issue 6. [4] Heidari and Hasanpour, 2013. Effects of waste bricks powder of
gachsaran-company as a pozzolanic material in concrete, asian journal of civil engineering (bhrc) volume 14, no. 5 pages 755-763. [5] Mamery Srifou, Z. M. Sbarta, S. Yotte, M. O. Boffou, E. Emeruwa,
and F. Bos, 2013. A Study of Concrete Made with Fine and Coarse AggregatesRecycled from Fresh Concrete Waste, Hindawi Publishing Corporation Journal of Construction Engineering Volume 5,Article ID 317182, 5pages http://dx.doi.org/10.1155/2013/317182. [6] Mohd Monish, Vikas Srivastava, V.C. Agarwal1, P.K. Mehta and
Rakesh Kumar, 2013. Demolished waste as coarse aggregate in concrete, J.Acad. Indus. Res. Volume 1(9).
[7] Eva Vejmelkova , Martin Keppert , Pavla Rovnanikova , Michal On dracek , Zbynek Kersner ,Robert C, 2012. Properties of high performance concrete containing fine-ground ceramics as supplementary cementitious material, Cement & Concrete Composites volume 34 pages 55-61.
[8] G.Murali, K.R.Jayavelu, N.Jeevitha, M.Rubini, N.R.Saranya, 2012. Experimental investigation on concrete with partial replacement of coarse aggregate, International Journal of Engineering Research and Applications (IJERA) ISSN: 2248-9622 www.ijera.com Volume 2, Issue 2,Mar-Apr 2012, pages 322-327.
[9] Tanvir Hossain, Md. Abdus Salam, Mohiuddin Abdul Kader 2012. Pervious concrete using brick chips as coarse aggregate: An experimental study,Journal of Civil Engineering (IEB), volume 40 (2) pages 125-137.
[10] Shi-cong Kou , Chi-sun Poon, Francisco Agrela, 2011. Comparisons of natural and recycled aggregate concretes prepared with the addition of different mineral admixtures, Cement and Concrete Composites volume 33 pages 788 -795.
[11] ] Pincha Torkittikul, Arnon Chaipanich, 2010. Utilization of ceramic waste as fine aggregate within Portland cement and y ash concretes, Cement &Concrete Composites volume32 pages 440 -449. [12] Zoran Jure Grdic, Gordana A. Toplicic-Curcic, Iva M. Despotovic,
Nenad S. Ristic 2010. Properties of self-compacting concrete prepared with coarse recycled concrete aggregate, Construction and Building Materials volume 24 pages 1129 -1133.
[13] Mohammad Abdur Rashid, Tanvir Hossain, and M. Ariful Islam, 2009. Properties of higher strength concrete made with crushed brick as coars aggregate, Journal of Civil Engineering (IEB),volume 37(1) pages 43-52.
[14] Paulo B. Cachim, 2009. Mechanical properties of brick aggregate concrete, Construction and Building Materials volume 23 pages 1292 -1297.