Effect of Graphitization on Solid State Bonding of Carbon to Nickel
*Tomoyuki Nishida
1and Hidekazu Sueyoshi
21Department of Mechanical Engineering, Faculty of Engineering, Kagoshima University, Kagoshima 890-0065, Japan
2Department of Nano Structured and Advanced Materials, Graduate School of Science and Engineering, Kagoshima University, Kagoshima 890-0065, Japan
Five carbons with different graphitization degrees, which were heat-treated at temperatures of 1273 to 3273 K, were prepared. These carbons were bonded to nickel in a vacuum, using an RF-induction furnace, with joining temperatures of 1073 to 1273 K. On the basis of the results of these experiments, the effects of the graphitization degree on the solid-state bonding of carbon to nickel were examined. Carbon heat-treated at 1273 K remains amorphous, whereas most of the carbons heat-heat-treated at 3273 K change into graphite because the graphitization degree increases with increasing heat treatment temperature. Strong bonding of amorphous carbon to nickel is not accomplished. The bending strength or joinability of carbon (with a graphitization degree lower than 0.28)/nickel joints depends on the joining temperature. Good bonding of carbon with a graphitization degree higher than 0.28 to nickel is achieved regardless of the joining temperature. The graphitization degree and thermal stress affect the joinability and bending strength of the joints.
(Received August 6, 2005; Accepted November 25, 2005; Published February 15, 2006)
Keywords: carbon, nickel, solid-state bonding, graphitization, heat treatment temperature, interlayer spacing, crystallite size, bending strength
1. Introduction
C/C composites are light, and have a high specific strength, a high specific elastic modulus, a high thermal shock resistance and excellent tribological properties. In addition, the strength of C/C composites remains unchanged at an elevated temperature in an inert gas atmosphere. Because of such superior properties, C/C composites have been expected to be used as materials for severe thermal environments in fields such as nuclear power and space
development.1–5) However, carbon materials, such as C/C
composites, for structural use are required to show not only thermal resistance but also mechanical properties such as strength and toughness. Therefore, hybrid structures, in which carbon materials are combined with metals, are expected to facilitate the development of various devices and machineries with a high performance.
The present authors previously reported the solid-state bonding of carbon materials, such as graphite or C/C
composites, to metal materials.6–11) Graphite/metal joints,
whose bending strength is equivalent to that of monolithic
graphite, are obtained under adequate joining conditions.6–10)
In the case of the solid-state bonding of C/C composites to nickel, plain woven carbon fiber-reinforced carbon compo-site/nickel joints with a high bending strength equivalent to that of C/C composites are not obtained, while unidirectional carbon fiber-reinforced carbon composite/nickel joints, whose bending strength is equivalent to that of C/C composites, are obtained. The strong bonding of C/C composites to nickel is accomplished with the progress of graphitization. Thus, the carbon fiber orientation and
graphi-tization degree affect joinability.11)However, there are few
reports on the quantitative estimation of the relationship between the graphitization degree and the joinability, although the properties of carbon materials are influenced
by the graphitization degree.
In the present study, carbons heat-treated at different temperatures are used. The effects of the graphitization degree on the joinability of carbon to nickel are quantitatively investigated.
2. Experimental Procedure
Carbon (produced by Nippon Carbon Co., Ltd.) heat-treated at 1273 K, having a purity of 99.8 mass%, an elastic modulus of 11.2 GPa, Poisson’s ratio of 0.33 and a thermal
expansion coefficient of 2:6106K1, and that
heat-treated at 3273 K, having a purity of 99.9 mass%, an elastic modulus of 7.0 GPa, Poisson’s ratio of 0.34 and a thermal
expansion coefficient of2:2106K1, were used.
More-over, carbons heat-treated at 1273 K were reheated at 1773, 2023 and 2273 K. Consequently, carbons heat-treated at five different temperatures were prepared. In addition, carbon reheated at 2023 K had an elastic modulus of 7.3 GPa, Poisson’s ratio of 0.33 and a thermal expansion coefficient of
3:7106K1. Nickel (produced by Daido-Special Metals
Co., Ltd.) having a purity of 99.0 mass%, an elastic modulus of 210 GPa, Poisson’s ratio of 0.29 and a thermal expansion
coefficient of1:65105K1 was also used.
The interlayer spacing, crystallite size and graphitization degree of carbons were measured in accordance with the
X-ray diffraction (CrK) method12,13)established by the Japan
Society for the Promotion of Science (JSPS) to estimate the change in carbon structure with heat treatment temperature quantitatively. After pulverizing carbons prepared for the present study, the samples prepared by uniformly mixing the carbon powder and silicon powder as the standard sample (silicon powder content: about 15 mass%) were used.
The joining specimen of carbon is a column of 5 mm diameter and 31 mm length, and that of nickel is a column of 5 mm diameter and 25 mm length. The joining surface of the carbon rod was finished by grinding using #3000 emery paper, followed by dry-buffing, and that of the nickel rod was
*This Paper was Originally Published in Japanese in J. Jpn. Soc. Heat Treatment,45(2005) 33–38.
finished by polishing using 1mm diamond paste. Subse-quently, these surfaces were ultrasonically cleaned in ethyl alcohol. The graphitization degree on the joining surface of carbons heat-treated at different temperatures was examined
[image:2.595.311.541.71.251.2]using the X-ray diffraction (CrK) method.
Figure 1 shows a schematic diagram of the joining system used in the present study. The carbon and nickel rods were placed in the middle of an RF-induction coil, as shown in Fig. 1. Bonding was performed under a joining compressive
stress of 13 MPa in a vacuum pressure lower than 4
103Pa with the joining temperature and keeping time as
variables. The fracture strength of the joint (a rod of 5 mm diameter and 56 mm length) was then measured using the four-point bending test (distance between upper fulcrums: 10 mm; distance between lower fulcrums: 30 mm; crosshead speed: 0.05 mm/min). The observation of the etched micro-structure using an optical microscope and measurement of the hardness distribution using a micro-Vickers hardness tester (load: 0.49 N) were performed for nickel in the depth direction from the joining interface on the longitudinal section.
3. Results and Discussion
3.1 Change in graphitization degree with heat treatment
The interlayer spacing and crystallite size of carbons were measured using the X-ray diffraction pattern of carbon powder mixed with standard silicon powder. First, the diffraction peak of the (002) basal plane of carbon crystal was corrected using that of the (111) crystal plane of silicon crystal. As a result, the accurate diffraction angle and
half-width were obtained, and then the interlayer spacingd002was
calculated using them. The crystallite size Lc(002) (carbon
crystallite size in thec-axis direction) was given by
Lc(002) ¼ ðKÞ=ðcosÞ ð1Þ
whereKis the shape factor (¼1),is the X-ray wavelength,
is the half-width of the diffraction line, and is Bragg’s
angle.
Figure 2 shows changes in interlayer spacing and crystal-lite size with the heat treatment temperature of carbon. The interlayer spacing decreases with increasing heat treatment temperature, and in carbon heat-treated at 3273 K, the interlayer spacing approaches that of graphite crystal, 0.3354 nm. In contrast, the crystallite size increases.
As used well for artificial graphite, the graphitization
degree is given by12–14)
P1¼ ð0:3440d002Þ=ð0:34400:3354Þ ð2Þ
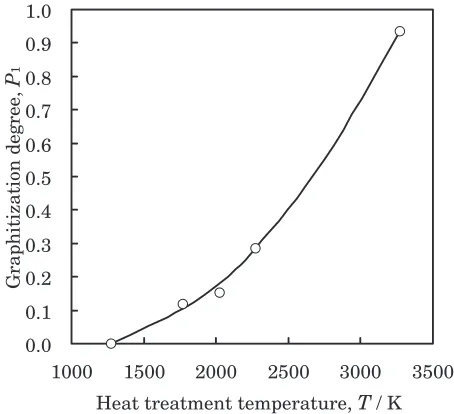
where P1 shows the graphitization degree. Figure 3 shows
the change in graphitization degree with the heat treatment temperature of carbon. Carbon heat-treated at 1273 K remains amorphous. The graphitization degree increases with increasing heat treatment temperature, resulting in almost crystal graphite in carbon heat-treated at 3273 K.
3.2 Bending strength of joints
Carbon/nickel couples were annealed under a joining Vacuum pump
Carbon Nickel
Induction coil
Vacuum chamber Thermometer Load
Glass
Fig. 1 Schematic diagram of joining system with RF induction.
Interlayer spacing Crystallite size
0.330 0.335 0.340 0.345
1000 1500 2000 2500 3000 3500
Heat treatment temperature, T / K
Interlayer spacing,
d
002
/ nm
0 5 10 15 20 25
Crystallite size,
L
c(002)
/ nm
Fig. 2 Changes in interlayer spacing and crystallite size with heat treatment temperature of carbon.
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
1000 1500 2000 2500 3000 3500
Heat treatment temperature, T / K
Graphitization degree,
P
1
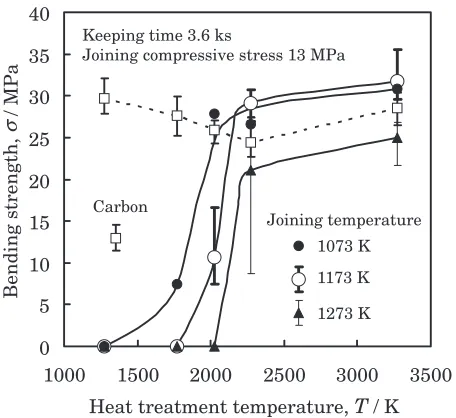
[image:2.595.59.280.71.272.2] [image:2.595.313.540.302.509.2]compressive stress of 13 MPa for a keeping time of 3.6 ks with the joining temperature as the variable. Figure 4 shows the relationship between the bending strength of the joints obtained and the heat treatment temperature of carbon. In Fig. 4, the dashed line shows the bending strength of monolithic carbons heat-treated at different temperatures. The bending strength decreases slightly by reheating at 1173, 2023 and 2273 K.
On joining at 1073 K, bonding was not accomplished with carbon heat-treated at 1273 K. With carbon heat-treated at 1773 K, bonding was attained but a fracture occurred at the joining interface in the bending test. With carbon heat-treated at a temperature higher than 2023 K, good bonding was achieved. In this case, a fracture occurred in carbon near the joining interface in the bending test. The bending strength of the joints was equivalent to that of monolithic carbon. Thus, good bonding was achieved only with carbon heat-treated at a temperature higher than 2023 K (with a graphitization degree higher than 0.15). This suggests that the graphitization degree affects joinability considerably.
On joining at 1173 K, bonding was not accomplished even with carbon heat-treated at 1773 K. With carbon heat-treated at 2023 K, bonding was attained but a fracture occurred at the joining interface in the bending test. With carbon heat-treated at a temperature higher than 2273 K, a fracture occurred in every joint in carbon near the joining interface in the bending test, suggesting that the bonding at the joining interface is strong. The bending strength of the joints was also equivalent to that of monolithic carbon. Thus, on joining at 1173 K in comparison with that at 1073 K, good bonding was achieved at a high heat treatment temperature (high graphitization degree).
On joining at a much higher temperature, 1273 K, such a tendency of the increase in the heat treatment temperature of carbon at which good bonding began to be attained became marked. Bonding was not accomplished even with carbon heat-treated at 2023 K. Good bonding was achieved only with carbon heat-treated at a temperature higher than 2273 K. In
this case, a fracture occurred in carbon near the joining interface in the bending test, but the bending strength of the joints was lower than that of monolithic carbon.
Therefore, changes in the joinability and strength of the joints with the heat treatment and joining temperatures are thought to be due to the effects of the graphitization degree and thermal stress (induced during cooling after bonding) on bonding. The present authors previously reported the following: since the maximum tensile thermal stress induced in graphite increases with increasing joining temperature in the good bonding of graphite to various metals, the bending strength of the joints decreases. The position of the maximum tensile thermal stress corresponds to that of the fracture in the
bending test.6–10)In the present study, with carbon having a
graphitization degree higher than 0.28 (heat-treated at a temperature higher than 2273 K), good bonding was achieved at every joining temperature. The position of the fracture in the bending test and the bending strength of the joints showed the same tendency as those of strong joints of graphite and various metals. Therefore, the decrease in the bending strength of the joints formed by heating at 1273 K is mainly due to the tensile thermal stress induced in the joints. As shown in Fig. 4, in contrast, with carbon having a graphi-tization degree lower than 0.28 (heat-treated at a temperature lower than 2273 K), the joinability and strength of the joints were different at the joining temperatures considered. With carbon having a graphitization degree of 0.15 (heat-treated at 2023 K) on joining at 1073 K, good bonding was achieved and the strength of the joints was relatively high. However, since the strength of the joints decreased with increasing joining temperature, bonding was not attained at 1273 K. This is thought to be caused by the deterioration of joinability due to the decrease in graphitization degree and due to thermal stress. With carbon having a much lower graphitiza-tion degree, 0.12, since the joining temperature dependence was more marked, the joints with a low bending strength were obtained even at the joining temperature of 1073 K. With carbon having a zero graphitization degree (heat-treated at 1273 K), whose thermal stress was similar to that of carbon having a graphitization degree of 0.94 (because of the same thermal expansion coefficient), the bending strength did not exhibit the same joining temperature dependence. Thus, good bonding was not achieved at every joining temperature. These phenomena suggest that both the thermal stress and graphitization degree markedly affect the joinability and strength of the joints. This is examined in detail later.
To investigate the effects of the graphitization degree in more detail, X-ray diffraction was performed on the joining surface of carbons. Figure 5 shows the diffraction patterns obtained. With carbon heat-treated at 1273 K, the diffraction peak of the (002) plane is broad and unclear. With carbons heat-treated at 1773, 2023 and 2273 K, the diffraction peaks of the (002) plane gradually become sharp and clear, indicating the progress of graphitization. With carbons heat-treated at 2023 and 2273 K, weak diffraction peaks of the (100) and (110) planes in addition to that of the basal plane are detected. With carbon heat-treated at 3273 K, the diffraction peaks of the basal, prism, and (101) planes become sharp, indicating further progress of graphitization. These results show that the microstructure on the joining
0 5 10 15 20 25 30 35 40
1000 1500 2000 2500 3000 3500
Heat treatment temperature, T / K
Bending strength,
Keeping time 3.6 ks
Joining compressive stress 13 MPa
Joining temperature
1073 K
1173 K
1273 K Carbon
σ / MPa
[image:3.595.56.284.72.281.2]surface of carbon varies with the heat treatment temperature. The microstructure of carbon changes from amorphous to turbostratic with a low periodicity and crystal graphite with a high periodicity. Thus, the joining surface of carbon with a high graphitization degree consists of many different planes of graphite crystal.
To examine the phenomenon of carbon atom diffusion into nickel in terms of the graphitization degree and the effect of such a phenomenon on joinability, carbon/nickel couples were annealed under a joining compressive stress of 13 MPa at a joining temperature of 1173 K for keeping times of 3.6 and 7.2 ks. Figure 6 shows the relationship between the bending strength and heat treatment temperature of carbon in the joints obtained. For the keeping time of 3.6 ks, the following results were obtained: with carbon heat-treated at a temperature lower than 1773 K, bonding was not accom-plished. With carbon heat-treated at 2023 K, poor bonding was observed, and a fracture of the joints occurred under a low bending strength at the joining interface in the bending test. With carbon heat-treated at a temperature higher than 2273 K, good bonding was achieved; thus, a fracture of the joints occurred in carbon near the joining interface. This tendency is also similar to that observed for the keeping time of 7.2 ks. No change in bonding state with the keeping time
suggests that joinability does not depend on the amount of carbon diffusing into nickel. In Fig. 6, the bending strength of the joints bonded by heating for 7.2 ks is lower than that for 3.6 ks in the case of strong bonding. This is because thermal stress is not released due to the excess amount of carbon
diffusing into nickel.8)
3.3 Changes in microstructure and hardness near join-ing interface in nickel
With carbons heat-treated at 1273 and 3273 K (amorphous carbon and polycrystalline graphite, respectively), bonding was performed under 13 MPa at 1173 K for 3.6 ks to investigate the behavior of carbon atoms diffusing into nickel. In addition, with carbon heat-treated at 1273 K, good bonding was not attained, while with carbon heat-treated at 3273 K, good bonding was attained. Figure 7 shows the optical microstructures (after etching using a mixed solution of distilled water, nitric acid, hydrochloric acid, and hydro-gen peroxide) of the longitudinal section of carbon/nickel joints. The distance from the left end to the joining interface
is about 250mm, and the region on the right-hand side of the
interface is nickel. There exists a black area, which is strongly etched parallel to the joining interface at a certain depth from the joining interface. This black area corresponds
to that with a carbon concentration of about 0.05 mass%.8)
This corrosion phenomenon is evidence of the diffusion of carbon atoms into nickel.
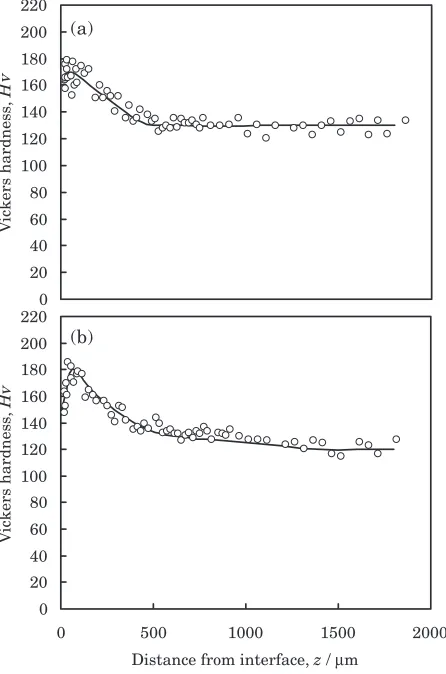
Figure 8 shows the Vickers hardness distribution (load: 0.49 N) along the longitudinal cross section of the joints shown in Fig. 7. With carbon heat-treated at 3273 K, a decrease in hardness near the joining interface is found.
According to our previous study,8)an increase in the hardness
of nickel in the strong bonding of graphite to nickel is induced by work hardening due to plastic deformation through thermal stress and by solid-solution hardening due to the supersaturated solution of carbon atoms. Moreover, a decrease in the hardness of nickel near the joining interface is
200 400
1773 K 200
400 600
1273 K
600
200 400 600
Intensity
,
I
/ s 2023 K
(002)
200 400 600
2273 K
20° 40° 60° 80° 100° 120° 140° 160° 0
200 400 600
3273 K
2θ
(100)
(002)
(100) (110) (110)
(002)
(110)
(004) (101) (100)
Fig. 5 X-ray diffraction patterns for joining surfaces of carbons heat-treated at temperatures from 1273 to 3273 K.
0 5 10 15 20 25 30 35 40
1000 1500 2000 2500 3000 3500
Heat treatment temperature, T / K
Bending strength,
Joining temperature 1173 K Joining compressive stress 13 MPa
Keeping time
3.6 ks
7.2 ks Carbon
σ
/ MPa
[image:4.595.58.278.71.450.2] [image:4.595.312.541.74.282.2]because plastic deformation of nickel is restrained for reasons such as hardness increase due to the highly supersaturated solution of carbon atoms, a decrease in compressive thermal stress near the joining interface, and the inhibition of plastic deformation of nickel by graphite. This behavior is thought to be similar to that of the decrease in hardness near the joining interface with carbon heat-treated at 3273 K. With carbon heat-treated at 1273 K, the hardness near the joining interface increases monotonically compared with that of the matrix, resulting in the absence of hardness decrease near the joining interface. This increase in hardness is mainly due to the solid-solution hardening rather than the inhibition of plastic deformation by carbon and the thermal stress in the case of poor bonding. According to Figs. 7 and 8, the diffusion of carbon atoms is easier with carbon heat-treated at 3273 K than with carbon heat-treated at 1273 K.
As mentioned above, however, despite the diffusion of carbon atoms into nickel, there is a distinct difference in joinability such that bonding is not accomplished in the amorphous carbon heat-treated at 1273 K, but it is accom-plished in the polycrystalline graphite carbon heat-treated at 3273 K. As shown in Fig. 4, with carbon having a graphi-tization degree lower than 0.28, joinability varies with the
joining temperature, as indicated by the success and failure in bonding. In contrast, with carbon having a graphitization degree higher than 0.28, strong bonding is attained regardless of the joining temperature. Therefore, the relationship between joinability and the graphitization degree is consid-ered.
In the solid-state bonding of C/C composites to nickel, the
carbon fiber orientation affects joinability.11) For example,
delamination at the interface occurs easily because of poor bonding when the basal plane of the hexagonal carbon fiber is parallel to the joining surface of nickel. On the other hand, strong bonding is achieved when the basal plane of the hexagonal carbon fiber is perpendicular to the joining surface
of nickel.11) This is because the C–C bonding strength
involving-electron covalent bonds in the a-axis direction in
the basal plane of graphite is larger than that involving Van
der Waals bonds in thec-axis direction. As mentioned above,
the joining surface of graphitized carbon consists of various planes of graphite crystal. Among the regions containing these planes, the region where the basal plane is almost perpendicular to the joining surface contributes to strong bonding, but the region where the basal plane is almost parallel to the joining surface barely contributes to strong bonding. Using the X-ray diffraction patterns shown in Fig. 5, the ratio of the integrated intensity of the (110) plane perpendicular to the basal plane to that of the (002) plane
(a)
(b)
300µm
300µm
Fig. 7 Optical microstructures of longitudinal section of joints bonded by heating at 1173 K for 3.6 ks under 13 MPa. Carbons heat-treated at (a) 1273 and (b) 3273 K were used.
(a)
(b)
0 20 40 60 80 100 120 140 160 180 200 220
0 500 1000 1500 2000
Distance from interface, z / µm
V
ickers hardness,
H
0 20 40 60 80 100 120 140 160 180 200 220
V
ickers hardness,
H
v
v
[image:5.595.50.286.70.445.2] [image:5.595.316.539.76.413.2]parallel to the basal plane (Ið110Þ=Ið002Þ) was determined to be
0 in carbons heat-treated at 1273 and 1773 K, whereas it was determined to be 0.136 in carbon heat-treated at 2023 K (graphitization degree: 0.15), 0.253 in carbon heat-treated at 2273 K (0.28) and 0.868 in carbon heat-treated at 3273 K (0.94). In these circumstances, with carbon having a graphitization degree higher than 0.28, good bonding was achieved, because the region where the basal plane is almost perpendicular to the joining surface (which contributes to strong bonding) increased in size.
With carbon having a graphitization degree lower than 0.28, as shown in Fig. 4, joinability varied with the joining temperature; for example, good bonding was achieved at a low joining temperature but not at a high joining temperature. With such carbon, since the region contributing to strong bonding was small, strong bonding was realized when the induced thermal stress was small due to a low joining temperature. In contrast, strong bonding was inhibited when the induced thermal stress was large due to a high joining temperature, resulting in the temperature dependence of joinability.
4. Conclusions
Five carbons with different graphitization degrees, which were heat-treated at temperatures of 1273 to 3273 K, were prepared. These carbons were bonded to nickel in a vacuum, using an RF-induction furnace, with joining temperatures of 1073 to 1273 K. On the basis of the results of these experiments, the effects of the graphitization degree on the solid-state bonding of carbon to nickel were examined. The following conclusions are obtained on the basis of the results of the present study:
(1) Carbon heat-treated at 1273 K remains amorphous, whereas most of the carbons heat-treated at 3273 K change into graphite because the graphitization degree
increases with increasing heat treatment temperature. (2) Strong bonding of amorphous carbon to nickel is not
accomplished. The bending strength or joinability of carbon (with a graphitization degree lower than 0.28)/ nickel joints depends on the joining temperature. For example, good bonding is achieved at a low joining temperature, but not at a high joining temperature, because of a thermal stress. Good bonding of carbon (with a graphitization degree higher than 0.28) to nickel is achieved regardless of the joining temperature. The strength of the joints decreases due to a large thermal stress at a high joining temperature. The graphitization degree and thermal stress markedly affect the join-ability and strength of the joints.
(3) With carbon having a high graphitization degree, good bonding is achieved, because the region where the basal plane is almost perpendicular to the joining surface increases in size.
REFERENCES
1) C. Mochizuki and Y. Kimura: J. Soc. Mater. Sci. Jpn.49(2000) 892– 898.
2) M. Yatomi, M. Hojo, M. Tanaka, S. Ochiai, Y. Sawada and J. Takahashi: J. Soc. Mater. Sci. Jpn.47(1998) 939–945.
3) E. Yasuda and S. Kimura: OHM (1996) 65–68. 4) K. Goto and H. Hatta: Materia Jpn.40(2001) 136–139. 5) Y. Hiraoka: Materia Jpn.39(2000) 580–585.
6) H. Sueyoshi, N. Fukuda and T. Nishida: Mater. Trans., JIM39(1998) 1084–1092.
7) H. Sueyoshi and T. Nishida: Mater. Trans., JIM41(2000) 414–419. 8) H. Sueyoshi and T. Nishida: Mater. Trans.42(2001) 163–170. 9) H. Sueyoshi and T. Nishida: Mater. Trans.42(2001) 1945–1951. 10) H. Sueyoshi and T. Nishida: Mater. Trans.42(2001) 2559–2566. 11) T. Nishida and H. Sueyoshi: Mater. Trans.44(2003) 148–154. 12) 117th Committee (JSPS): Tanso36(1963) 25–28.
13) M. Inagaki: Tanso36(1963) 28–34.