An EBSD and TEM Study on the Microstructural Evolution of
in situ
Synthesized
ð
TiB
þ
TiC
Þ
=
Ti
Matrix Composites during Superplastic Deformation
Min-min Wang
1;*1, Wei-jie Lu
1, Di Zhang
1;*2, Ji-ning Qin
1, Tongxiang Fan
1, Bo Ji
1;2,
Feng Zhu
2and Sikai Ji
31State Key Laboratory of Metal Matrix Composites, Shanghai Jiao Tong University, Shanghai 200030, P. R. China 2Shanghai No. 5 Steel Co. Ltd., Bao Steel Group, Shanghai 200940, P. R. China
3R&D Testing Center, Baoshan Iron & Steel Co. Ltd., Shanghai 201900, P. R. China
Microstructures ofin situsynthesizedðTiBþTiCÞ=Ti matrix composites after superplastic deformation at 980C with a strain rate of 5103s1have been studied. Optical microscope (OM) and scanning electron microcioy (SEM) observations indicate that the mean grain size decreased. Electron back-scattered diffraction (EBSD) and transmission electron microcopy (TEM) observations reveal that the density of sub-grain boundaries and high angle grain boundaries increased during superplastic deformation, clearly indicating that dislocation sliding and climbing are important processes during superplastic deformation. The experiment results indicate the superplastic deformation is controlled by grain boundary sliding and dislocation motion, which is consistent with the result deduced from activation energy.
(Received March 23, 2005; Accepted June 6, 2005; Published August 15, 2005)
Keywords: titanium alloy matrix composite, electron back-scattered diffraction (EBSD), optical microscope, superplastic deformation mechanism
1. Introduction
Titanium matrix composites (TMCs), reinforced with ceramic particles, have considerable potential for improve-ment in properties and service temperature because of their high specific strength, good specific modulus and resistance to elevated temperatures, which extends the application field such as aerospace, advanced weapon system and automo-tive.1,2)TMCs with better properties can be prepared by in
situ technique, which overcomes the shortcoming of tradi-tional techniques such as the pollution of reinforcements and wettability between ceramic particles and matrix by casting technique.3–5) However, the machining property of
compo-sites becomes inferior because of the distribution of the reinforcement with high hardness in the soft matrix. It is difficult to machine the work-piece with complex configu-ration, which restricts the application and development of composites. In order to solve these problems, superplastic deformation of materials can be used, which will save raw material and reduce the cost.
Study on superplastic deformation of metal matrix com-posites are carried out in the world in recent years. The traditional superplastic behaviors are micrograin or micro-structural superplaticity, where grain boundary sliding (GBS) is considered to be responsible for the superplasticity. Kobayashi,6) Zhu7)and Ranganath et al.8) studied the high
temperature deformation of TiC particle-reinforced titanium matrix composites and they attributed the superplasticity to dislocation creep behaviors. Schuh and Dunand9–12) studied
the transformation superplasticity of TiB/Ti–6Al–4V com-posite with the result of the maximum elongation of 260%, which focused on the transformation superplasticity (inter-nal-stress superplasticity). The high strain rate superplasticity
of aluminum matrix reinforced with SiC was discovered by
Nieh et al.13) in 1984 and a continuous recovery and
recrystallization mechanism was proposed14,15) for super-plasticity in large-grained FeAl alloys. In this paper the microstructure evolution during superplastic deformation of
in situ synthesized ðTiBþTiCÞ=Ti matrix composite is
investigated.
2. Experimental Procedure
In this study, the titanium matrix composite reinforced with 1 vol % reinforcements (the mole ratio between TiB and TiC is 1 : 1) was fabricated by consumable vacuum arc remelting. The nominal alloy composition is Ti–6Al–2.5Sn– 4Zr–0.4Mo–0.45Si. Stoichiometric ratio of sponge titanium, B4C and graphite powders were blended thoroughly followed by compacted them into pellets. The various amounts of the pellets along with the sponge titanium and the required amounts of master alloys were melted homogeneously in a consumable vacuum arc-remelting furnace. In order to ensure the chemical homogeneity of the composites, the ingots were melted at least twice. After casting, the ingots were hot-forged into a rod of 20 mm diameter. The bars were heat-treated at 990C for one hour, and then quenched in water.
Tensile specimens with a gauge section of 4:41:4
8mm were prepared from the above bars by electrospark wire-electrode cutting. The superplastic tensile tests were performed in air in a SHIMAZU AG-100KNA test machine equipped with a three-zone resistance furnace. All specimens were coated by enamel to resist oxidization. Tensile test were carried out at 980C and initial strain rates of5103s1. The specimens were quenched in water after deformed to the special strain or fracture. Electron back-scattered diffraction (EBSD) analyses were performed on specimens deformed to 100, 195, 280% and before deformation. Automatic gener-ation and indexing of EBSD patterns were carried out on an
*1Corresponding author, E-mail: melisa [email protected] (M. m. Wang)
orientation-imaging microscope (S-4200) produced by HKL Technology Inc., which equipped a back-scattered electron detector and Channel 5 analysis software. Beam scan mode was adapted with a step spacing of 0.8mm. The image of microstructure was reconstructed by creating grain boundary maps from the EBSD pattern measurements. Designation of grain boundaries was based on a grain boundary criteria,!, given by the researcher. Misorientation angleis calculated between grid points in the scan field and compared with!. In the paper, three criteria, 2< ! <10,10< ! <30 and ! >30were considered. By employing these criteria during the generation of the grain boundary maps, different images of the microstructure were constructed. TEM foils were prepared by argon ion milling. The foils were examined in JEM-200CX electron microscopes operating at 200 kV.
3. Results and Discussion
3.1 Microscopic structure
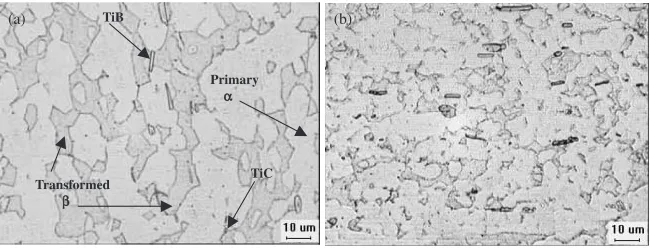
The microstructures of the composites before and after deformation at 980C and initial strain rates of5103s1 are shown in Fig. 1. As shown in Fig. 1(a), the micro-structure before tensile test has near equiaxed grains elongated along forging direction and the grain size is uneven. The microstructure contains primary phase and transformedphase after heating and the volume fraction of phase is about 78 percent. The light color regions are phases and the dark color regions are transformedphases. After superplastic deformation, it is evident that the micro-structures are equiaxed and homogeneous grains and the mean grain size decreases. While the configuration and size of the reinforcements, TiB and TiC, do not change a lot.
3.2 The results of EBSD
The microstructures of the composites before and after deformation at 980C and initial strain rates of5103s1 are shown in Fig. 2. As shown in Fig. 2, the color of the grains indicates the different orientation and the similar color means the grains have the similar orientation. Some grains were elongated in the specimen deformed to 100% (Fig. 2(b)). when deformed to 195%, as shown in Fig. 2(c), the contrast of the grain colors became weaker than that in Fig. 2(a), which indicated the orientations of the grains were similar.
It was easy for grains to crystallize and grow up; the composites deformed at 980C, below the transformation
temperature (about 1040C), thephase began to recrystal-lize and the fine equiaxedgrains occurred preferentially at intersection point and boundaries of deformed grains or deformed bands. When deformed further, the recrystalliza-tion of phase accelerated. The new equiaxed grains occurred not only atgrain boundary but also atgrain and lamellars inlath; at the same time,laths parallel to the tensile orientation in composite were elongated whilelaths vertical to the tensile orientation were crumpled to some degree. When deformed to a certain strain,phase began to recrystallize, which result in the new equiaxed grains in deformedlaths. The above processes proceeded continu-ously, and then the equiaxed microstructures were obtained, shown as Fig. 2(d) and Fig. 1(b). There were not small grains resulted from pinching-off structures formed by high angle grain-boundary continuous migration, which indicated that the grain refinement during superplastic deformation was attributed to sub-grain boundary formation, not to the continuous migration of high angle grain-boundary. The sub-grain boundary orientation increased with strain increas-ing, which urged the sub-grain boundary to transform to the high angle grain-boundary.
Figure 3 exhibits EBSD orientation mapping images of before deformation specimen and deformed specimens based on the grain boundary criteria, in which (a) correspond to before deformation and (b)–(d) to 100, 195 and 280% at 980C, respectively. In these maps, black lines represent grain boundary with a misorientation anglebetween 2 and 10, which should be small angle grain-boundary, blue lines represent grain boundaries with misorientation angleof 10– 30, whereas red lines for higher than 30. Because the amount of 10–15 grain-boundary is few, blue and red lines should be regarded as high angle grain-boundaries. The area surrounded by black lines reduced a little, which indicated the amount of small angle grain-boundary decreased a little during superplasitic deformation, whereas the amount of high angle grain-boundary increased. Traditionally, the high angle grain-boundary was proposed to differentiate grain and sub-grain and the area surrounded by high angle sub-grain-boundary represented a grain. Therefore, the increasing amount of high angle grain-boundary indicated the grains were refined.
3.3 Transmission electron microscopy (TEM) struc-tures
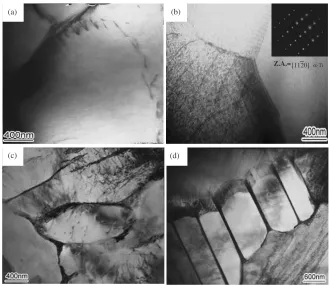
Figures 4 and 5 were observed in phase by means of selected area diffraction pattern of matrix. Figure 4 shows the
Primary
αα
Transformed
β
TiC
(a) TiB (b)
[image:2.595.136.461.72.196.2]characteristic structure of the superplastically deformed to fracture specimen. Figures 4(a) and (b) shows that the microstructure is characterized by dislocation within grain
interior and grain boundary in the specimen deformed at 980C under5103s1; (c) and (d) shows subgrains in the microstructure of the formed specimen. There is still a certain
(c) (d)
50µµm m
50µm
50µ 50µm
Fig. 2 All euler angles image of the composites (a) before deformation (b)(c)(d) deformed to 100%, 195%, 280% respectively.
(a) (b)
(d) (c)
[image:3.595.127.471.70.338.2] [image:3.595.126.470.371.716.2]quantity of dislocations in the subgrain interior and disloca-tion cells can be observed.
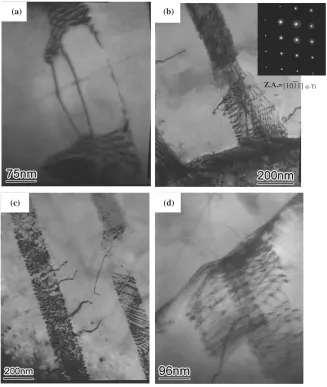
Figure 5 shows some dislocation configuration in speci-men deformed to fracture. The result of TEM observation on the dislocation configurations shows that there exist a number of sub-grain boundaries, showed as Fig. 5(c), small angle tilt grain boundaries can be observed. The common feature of these boundaries is that they are composed of dislocation walls and dislocation networks. After deformation as shown in Figs. 5(a) and (b), the gliding dislocations produced during deformation change into dislocation arrays and networks by climbing or sliding. As the deformation proceeds, the dislocation arrays would absorb more dislocations and transform into sub-grain boundaries, so unstable sub-grain networks form, as shown Fig. 5(d). This shows that disloca-tion gliding and climbing are operating during the entire process of the superplastic deformation.
TEM observation indicates that dislocations play an important role during the superplastic deformation. During deformation dislocation sliding and climbing processes occur and the dislocations arrange themselves as sub-grain boun-daries. The sub-grain boundaries absorb the gliding disloca-tions coming from the subgrains and thus the misorientation between the subgrains increases, and so they are transformed into low angle grain boundaries then to high angle grain boundaried, shown as Fig. 5(c). This process absorbs deforming energy and enables superplastic deformation available.
The flow behavior in the superplastic deformation of the composite is similar to that in conventionally fine-grained superplastic material.16)However, there are some differences between the two kinds of superplastic deformation. Firstly,
conventionally finegrained superplasticity requires that the grain size of the alloy is no more than 10mm. While the mean grain size of the composite studied in this paper is more than 10mm. This suggests that the grain size is not the sole factor for the observed superplastic phenomenon. Moreover, in the superplastic deformation of alloys with fine grains, the grain size keeps nearly constant or increases slightly. On the contrary the mean grain size of the composite decreased after deformation. Therefore, we can deduce that the mechanism different from grain boundary sliding (GBS) is operating during the superplastic deformation in the composite.
andphase of the microstructure began to recrystallize at a certain strain and the new grains occurred, at the same time the grain rotation or grain-boundary sliding proceeded in order to cooperate deformation, thus the deformation was controlled by grain-boundary sliding. In the mean time, the high temperature deformation energy generated from this process supplied for dislocations motion. The dislocation sliding and climbing created dislocation network due to polygonization during deformation and the grains with the similar misorientation recrystallized. With strain increasing the misorientation increased. The dislocation network gen-erated in primary deformation formed sub-grain boundary converted the small angle grain-boundary and large angle grain-boundary further, which was supported by the result of EBSD. Therefore, the superplastic deformation was con-trolled by grain-boundary sliding and dislocation motion. During deformation, the location of adjacent equiaxed grains changed by means of sliding or rotation, while the dislocation slided and climbed, which accelerated and cooperated the grain-boundary sliding. The broader grain-boundary, shown as Fig. 1(d), offered the advantage for grain-boundary (a)
(c) (d)
(b)
Z.A.=[1120] α-Ti
[image:4.595.132.461.70.356.2]diffusion and dislocation movement. The experiment rusults were consistent with the mechanism of superplastic defor-mation deduced from activation energy calculation.16)
3.4 The role of reinforcements on deformation
Figure 6 shows the TEM structures of reinforcements in the composite deformed at 980C under 5103s1. During deformation dislocations slid or climb, when they meet the reinforcements, they will pile up at the interfaces between the reinforcements and the matrix alloy. The
difference is that dislocations met TiB can slid or climb continuously, shown as Fig. 6(a); while the dislocations piling-up at TiC can not get across TiC because of their thickness, shown as Fig. 6(b). The fine TiC particles should play a role of pinning the boundary and baffle the grain-boundary migration, which improve the stability at high temperature of the matrix titanium alloy. The modulus and coefficient of thermal expansion between TiC and the matrix titanium alloy have large difference. The stress field resulted from thermal mismatch and strain mismatch will obstruct the
(c) (d)
Z.A.=[1011]α-Ti
Fig. 5 The dislocations microstructures of composite tested at 980C under5103s1(a) dislocation multiplication; (b) dislocation pile-up; (c) small angle tilt grain boundary; (d) dislocation network.
(a) (b)
[image:5.595.134.461.72.459.2] [image:5.595.135.460.505.627.2]dislocation sliding, which occurs the dislocation strengthen-ing. Therefore, whisker TiB particles, which are extended and well aligned to the stress axis, may bear a much larger stress than the applied load due to the piled up dislocations. The crack will form firstly at matrix around the TiB whiskers discussed in our previous study.16)
3.5 The model of deformation
Traditionally, superplastic deformation (SPD) is consid-ered as an optimal blend of grain boundary sliding (GBS), intragranular slip (IS) and diffusional creep. Indeed, the operations of all these deformation mechanisms have long been observed on the scale of individual grains. As for coarser structural scales, the process of SPD was assumed to be homogeneous. All the efforts to develop models of the SPD along these lines have led up to now to contradictory results.17,18) Recent experimental data on SPD mechanisms
have demonstrated that superplastic flow is mainly localised within a set of deformation bands,i.e.clusters of grains move cooperatively.19)Experiments also revealed the structure of
the bands and conditions for their origination and develop-ment.19) So Kaibyshev et al.19) put forward a superplastic
mechanism resulting from cooperative grain boundary slid-ing. While Zhanget al.20)established a dislocation model for
continuous recrystallisation during initial stage of super-plastic deformation. The model include
(1) Dislocations are pumped into subgrain boundaried (2) Misorientations of subgrain boundaries increase (3) Relatively lower strain rate sensitivity, for example
m¼0:3{0:4
The behaviour of the composite studied in this paper possesses the above three characters. Considered two mechanism models and the experimental discussion, the mechanism of the composite can be summarized as follow-ing:
During the superplastic deformation, the dislocations change to be subgrain networks. These subgrain boundaries absorb the sliding dislocation to form small grain boundary. In the same time, grain boundaries slid, migrate and traverse, associated with the dislocations slid and climb, which makes the superplastic deformation occur.
4. Conclusions
(1) Optical microscope observations indicate that the mean grain size decreased during superplastic deformation. (2) EBSD and TEM observations reveal that the density of
sub-grain boundaries and high angle grain boundaries
increased during deformation, clearly indicating that dislocation sliding and climbing are important proc-esses during deformation. The experiment results indicate the superplastic deformation is controlled by grain boundary sliding and dislocation motion, which is consistent with the result deduced from activation energy.
(3) The superplasticity of the composite is proposed to be controlled by a mechanism combined dislocation model with cooperative grain boundary sliding model.
Acknowledgement
This work was supported by A Foundation for the Author of National Excellent Doctoral Dissertation of P. R. China under Grant No. 200332, and the Major Fundament Research Project, Shanghai Science and Technology Committee under Grant No. 04DZ14002 and No. 03ZR14063.
REFERENCES
1) S. Ranganath: J. Mater. Sci.32(1997) 1–16.
2) W. J. Lu, D. Zhang, X. N. Zhang, R. J. Wu, Y. J. Bian and P. W. Fang: J. Mater. Eng.8(1999) 9–11.
3) W. J. Lu, D. Zhang, X. N. Zhang, R. J. Wu, T. Sakata and H. Mori: Scr. Mater.44(2001) 1069–1075.
4) H. T. Tsang, C. G. Chao and C. Y. Ma: Scr. Mater.35(1996) 1007– 1012.
5) H. C. Man, S. Zhang, F. T. Cheng and T. M. Yue: Scr. Mater.44(2001) 2801–2807.
6) M. Kobayashi, S. Ochiai, K. Funami, C. Ouchi and S. Suzuki: Mater. Sci. Forum.170–172(1994) 549–554.
7) S. J. Zhu, D. Mukherji, W. Chen, Y. X. Lu, Z. G. Wang and R. P. Wahi: Mater. Sci. Eng. A256(1998) 301–307.
8) S. Ranganath and R. S. Mishira: Acta Mater.44(1996) 927–935. 9) C. Schuh and D. C. Dunand: Int. J. Plasticity.17(2001) 317–340. 10) C. Schuh and D. C. Dunand: Scr. Mater.40(1999) 1305–1312. 11) D. C. Dunand and C. M. Bedell: Acta Mater.44(1996) 1063–1076. 12) C. Schuh and D. C. Dunand: Scr. Mater.45(2001) 631–638. 13) T. G. Nieh, C. A. Henshall and J. Wadsworth: Scr. Matall.18(1984)
1405–1408.
14) D. L. Lin, A. D. Shan and M. Chen: Intermetallics4(1996) 489–496. 15) D. L. Lin, D. Q. Li and Y. Liu: Intermetallics6(1998) 243–256. 16) M. M. Wang, W. J. Lu, J. N. Qin, D. Zhang, B. Ji and F. Zhu:
Scr. Mater.53(2005) 265–270.
17) O. A. Kaibyshev: Superplasticity of alloys, (Intermetallics and Ceramics, Springer, Berlin, 1992).
18) V. N. Perevezentsev, V. V. Rybin and V. N. Chuvil’deev: Acta Metal. Mater.40(1992) 887–894.
19) O. A. Kaibyshev, A. I. Pshenichniuk and V. V. Astanin: Acta Mater.46 (1998) 4911–4916.